Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Номер патенту: 64357
Опубліковано: 16.02.2004
Автори: Сєдов Анатолій Олександрович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович

Формула / Реферат
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині, що включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування, який відрізняється тим, що обтиснення кінців заготовки калібруючими ділянками бойків здійснюють зі ступенем деформування 35-50%, витримуючи при цьому співвідношення
ln/d3= 0,5![]() 0,8 ,
0,8 ,
де
ln - довжина осередку деформування, утвореного в початковий момент обтиснення калібруючими ділянками бойків;
d3 - діаметр заготовки.
Текст
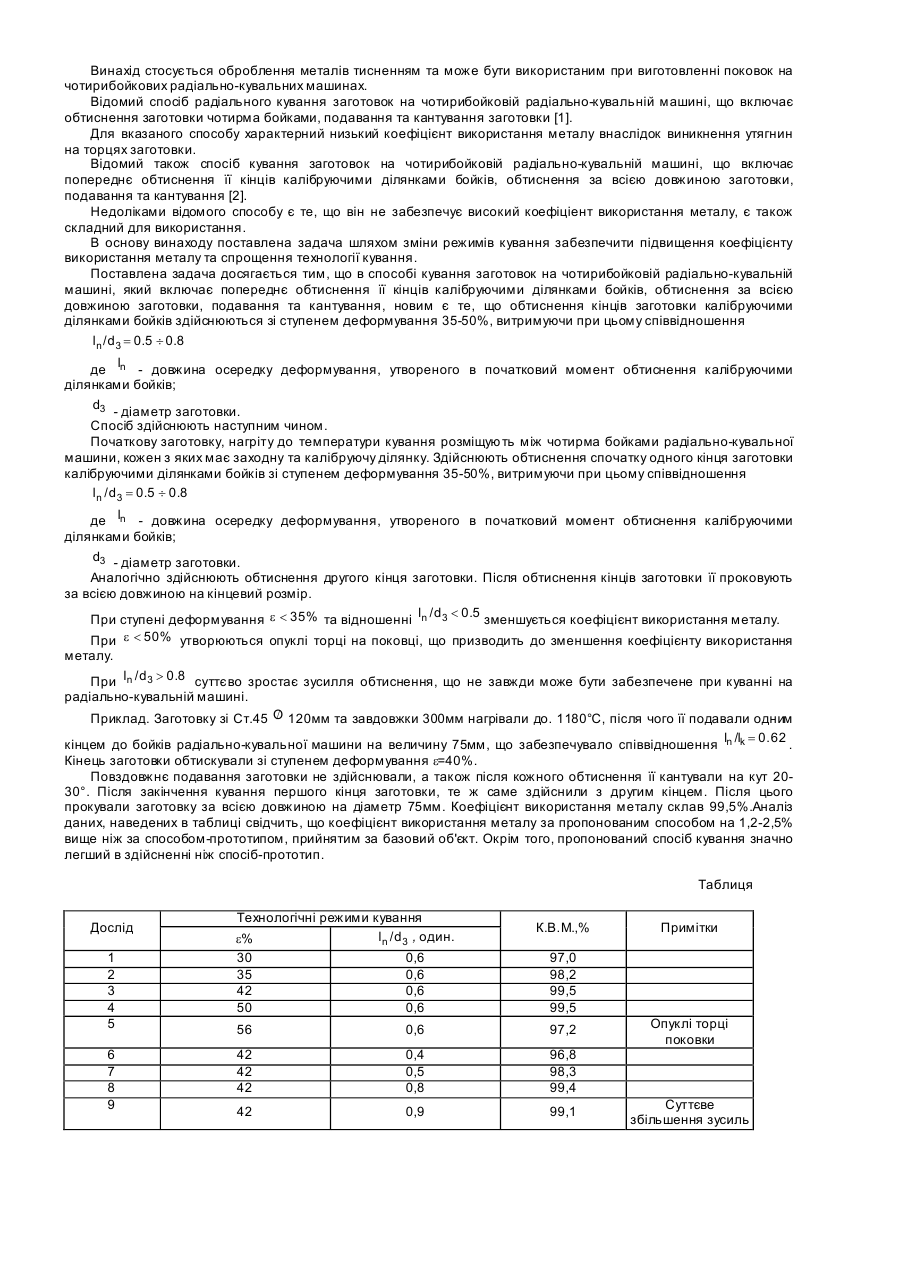
Винахід стосується оброблення металів тисненням та може бути використаним при виготовленні поковок на чотирибойкових радіально-кувальних машинах. Відомий спосіб радіального кування заготовок на чотирибойковій радіально-кувальній машині, що включає обтиснення заготовки чотирма бойками, подавання та кантування заготовки [1]. Для вказаного способу характерний низький коефіцієнт використання металу внаслідок виникнення утягнин на торцях заготовки. Відомий також спосіб кування заготовок на чотирибойковій радіально-кувальній машині, що включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування [2]. Недоліками відомого способу є те, що він не забезпечує високий коефіціент використання металу, є також складний для використання. В основу винаходу поставлена задача шляхом зміни режимів кування забезпечити підвищення коефіцієнту використання металу та спрощення технології кування. Поставлена задача досягається тим, що в способі кування заготовок на чотирибойковій радіально-кувальній машині, який включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування, новим є те, що обтиснення кінців заготовки калібруючими ділянками бойків здійснюються зі ступенем деформування 35-50%, витримуючи при цьому співвідношення ln / d3 = 0.5 ¸ 0.8 де ln - довжина осередку деформування, утвореного в початковий момент обтиснення калібруючими ділянками бойків; d3 - діаметр заготовки. Спосіб здійснюють наступним чином. Початкову заготовку, нагріту до температури кування розміщують між чотирма бойками радіально-кувальної машини, кожен з яких має заходну та калібруючу ділянку. Здійснюють обтиснення спочатку одного кінця заготовки калібруючими ділянками бойків зі ступенем деформування 35-50%, витримуючи при цьому співвідношення ln / d3 = 0.5 ¸ 0.8 де ln - довжина осередку деформування, утвореного в початковий момент обтиснення калібруючими ділянками бойків; d3 - діаметр заготовки. Аналогічно здійснюють обтиснення другого кінця заготовки. Після обтиснення кінців заготовки її проковують за всією довжиною на кінцевий розмір. При ступені деформування e < 35% та відношенні ln / d3 < 0.5 зменшується коефіцієнт використання металу. При e 0.8 суттєво зростає зусилля обтиснення, що не завжди може бути забезпечене при куванні на радіально-кувальній машині. / Приклад. Заготовку зі Ст.45 О 120мм та завдовжки 300мм нагрівали до. 1180°С, після чого її подавали одним кінцем до бойків радіально-кувальної машини на величину 75мм, що забезпечувало співвідношення ln /lk = 0. 62 . Кінець заготовки обтискували зі ступенем деформування e=40%. Повздовжнє подавання заготовки не здійснювали, а також після кожного обтиснення її кантували на кут 2030°. Після закінчення кування першого кінця заготовки, те ж саме здійснили з другим кінцем. Після цього прокували заготовку за всією довжиною на діаметр 75мм. Коефіцієнт використання металу склав 99,5%.Аналіз даних, наведених в таблиці свідчить, що коефіцієнт використання металу за пропонованим способом на 1,2-2,5% вище ніж за способом-прототипом, прийнятим за базовий об'єкт. Окрім того, пропонований спосіб кування значно легший в здійсненні ніж спосіб-прототип. Таблиця Дослід 1 2 3 4 5 6 7 8 9 Технологічні режими кування ln / d3 , один. e% 30 0,6 35 0,6 42 0,6 50 0,6 К.В.М.,% Примітки 97,0 98,2 99,5 99,5 56 0,6 97,2 42 42 42 0,4 0,5 0,8 96,8 98,3 99,4 42 0,9 99,1 Опуклі торці поковки Суттєве збільшення зусиль при обтисненні 10 прототип 97,0 Джерела інформації 1. Радюченко Ю.С. Ротационное обжатие. -М.: Машиностроение, 1972, С.9-15 2. Авторське свідоцтво СРСР №1570829 МКІ В21J1/04, 1990, бюл. №22.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forging the blanks on four-head radial-forging machine
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych
Назва патенту російськоюСпособ ковки заготовок на четырехбойковой радиально-ковочной машине
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович
МПК / Мітки
МПК: B21J 1/04
Мітки: чотирибойковий, заготовок, машини, спосіб, радіально-кувальній, кування
Код посилання
<a href="https://ua.patents.su/2-64357-sposib-kuvannya-zagotovok-na-chotiribojjkovijj-radialno-kuvalnijj-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготовок на чотирибойковій радіально-кувальній машині</a>
Спосіб радіального кування заготовок

Номер патенту: 48529
Опубліковано: 15.08.2002
Автори: Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: заготовок, кування, спосіб, радіального
Формула / Реферат:
Спосіб радіального кування заготовок, який включає деформування заготовки проходами в бойках з західними похилими або конічними та калібруючими плоскими або циліндричними ділянками, шляхом подавання заготовки після кожного разового обтиснення та кантування зі зміною напрямку подавання після кожного проходу, який відрізняється тим, що після кожного разового обтиснення збільшують ступінь деформування заготовки відносно попереднього ступеня...
Спосіб кування металевих заготовок на обтискній кувальній машині,гідравлічна обтискна кувальна машина для його здійснення та насосна установка для гідравлічної обтискної кувальної машини
Номер патенту: 27251
Опубліковано: 15.08.2000
Автор: Дурі Антоніо
Мітки: установка, кувальний, кувальної, обтискної, гідравлічної, машині,гідравлічна, кувальна, насосна, кування, металевих, заготовок, машина, обтискна, машини, здійснення, спосіб, обтискній
Формула / Реферат:
(57) 1. Способ ковки металлических заготовок на обжимной ковочной машине, включающий деформацию заготовки бойками в двух режимах ковки, на одном из которых обжатие осуществляют с длинным ходом бойков при малой частоте их ходов, а на втором - с коротким ходом бойков при большой частоте их ходов, отличающийся тем, что длинный боковой ход бойков при малой частоте их ходов используют в режиме черновой обработки заготовки, а короткий ход бойков...
Спосіб радіального кування заготовок
Номер патенту: 64451
Опубліковано: 16.02.2004
Автори: Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: спосіб, радіального, кування, заготовок
Формула / Реферат:
Спосіб радіального кування заготовок, що включає деформування заготовки проходами в бойках із заходними конічними і циліндричними ділянками, що калібрують, шляхом подачі і кантування заготовки після кожного одиничного обтиснення зі збільшенням ступеня деформації після кожного одиничного обтиснення щодо попереднього ступеня деформації на 0,001-20,000% і зміною напрямку подачі після кожного проходу, який відрізняється тим, що ступінь деформації...
Спосіб кування заготовок на чотирибойковому кувальному пристрої
Номер патенту: 64356
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: кувальному, кування, спосіб, заготовок, пристрої, чотирибойковому
Формула / Реферат:
1. Спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в двох взаємно перпендикулярних площинах, а потім в одній із площин, подачу і кантування, який відрізняється тим, що обтиснення ділянки заготовки в одній із площин здійснюють після її кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1 - 1,5 рази більше ступеня деформації...
Інструмент для радіального кування
Номер патенту: 36421
Опубліковано: 16.04.2001
Автори: Безкровний Михайло Григорович, Терновий Юрій Федорович, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович
МПК: B21J 13/00
Мітки: радіального, кування, інструмент
Текст:
...кування в зібраному виді. На фіг. 2 - вид в плані на робочу поверхню бойка, у якого західні ділянки мають форму трапецій, а великі основи трапецій прилягають до калібруючої ділянки; на фіг. 3 - вид в плані на робочу поверхню бойка, у якого західні ділянки бойків мають форму трапецій, великі основи яких прилягають до контактуючих ділянок та дорівнюють ширині цих ділянок; на фіг. 4 - інструмент для радіального кування, у якого менші основи...
Попередній патент: Спосіб кування заготовок на чотирибойковому кувальному пристрої
Наступний патент: Спосіб виготовлення прутків з металевого порошку
Випадковий патент: Спосіб індивідуалізації призначень ноотропних препаратів