Спосіб обробки плоских поверхонь деталей торцевим лезовим інструментом
Номер патенту: 94184
Опубліковано: 11.04.2011
Формула / Реферат
Спосіб обробки плоских поверхонь деталей торцевим лезовим інструментом, за яким формоутворюючі елементи мають однаковий осьовий виліт відносно корпусу інструмента, а головний рух здійснюють шляхом його обертання, який відрізняється тим, що видалення припуску на обробку здійснюють при відсутності в процесі різання робочої подачі, а переміщення інструмента відносно заготовки (або навпаки) на величину подачі виконують дискретно на холостому ходу, причому траєкторія руху формоутворюючих елементів є коловою, а формоутворюючі елементи розташовують лише в одному секторі корпусу інструмента на різній відстані від осі обертання.
Текст
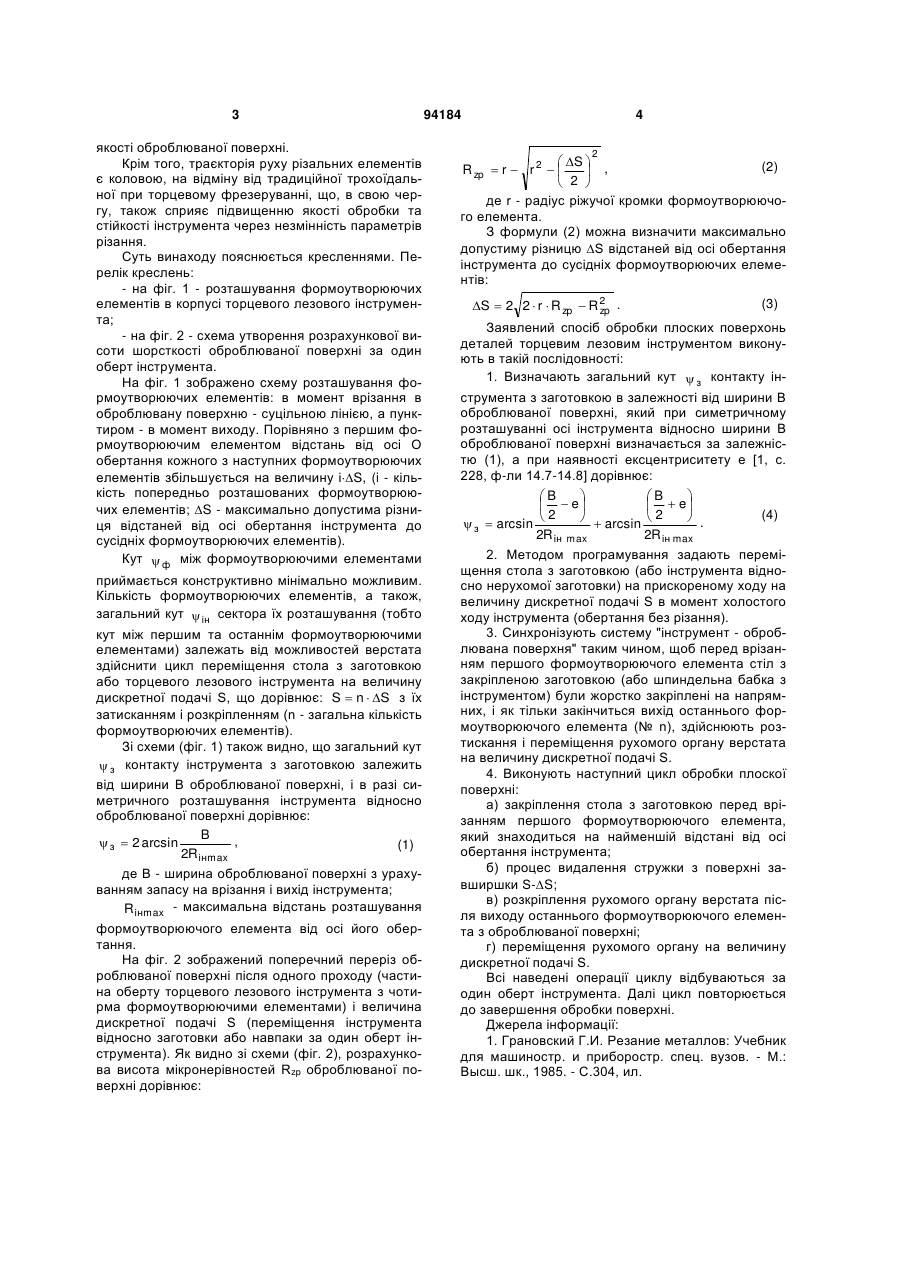
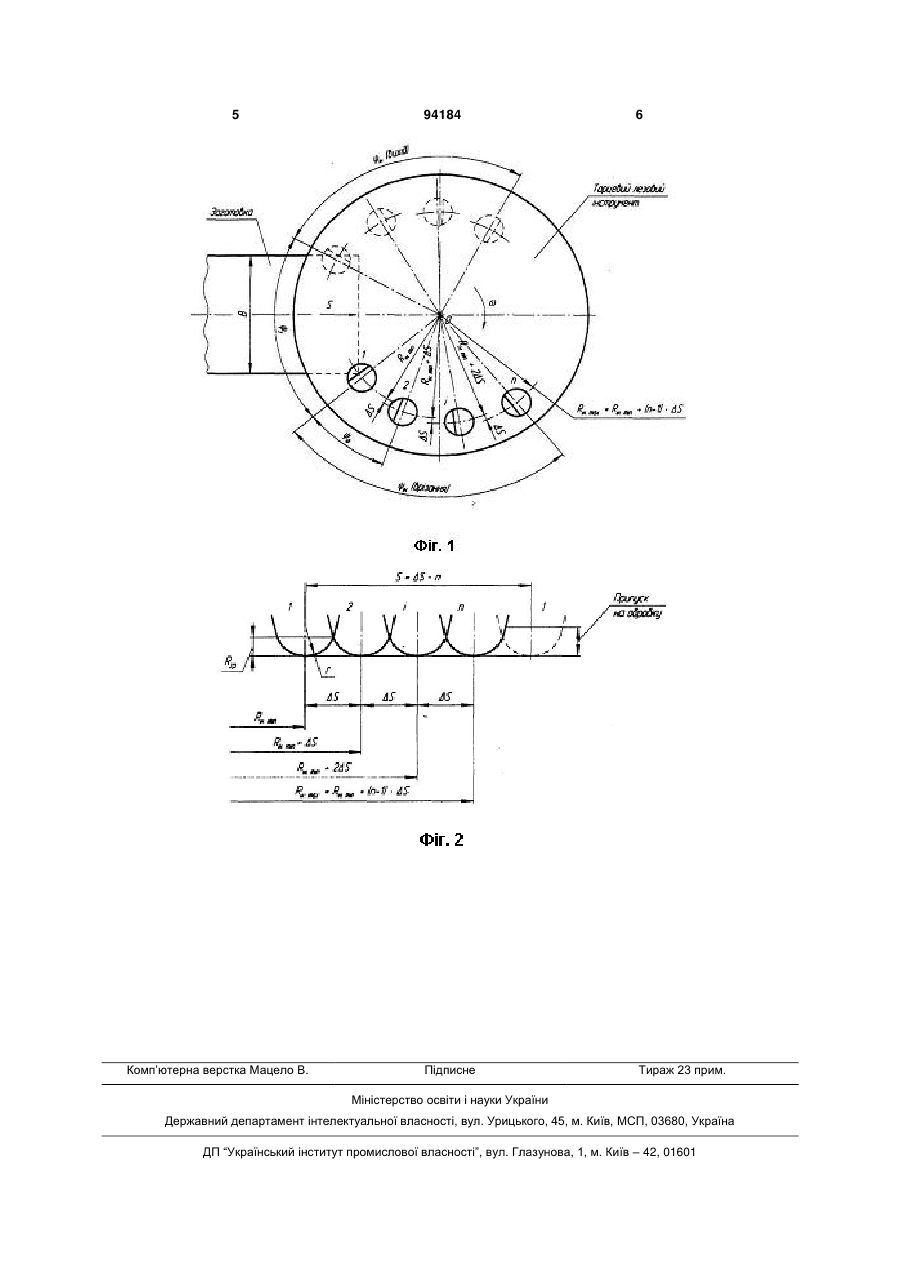
Спосіб обробки плоских поверхонь деталей торцевим лезовим інструментом, за яким формоутворюючі елементи мають однаковий осьовий виліт відносно корпусу інструмента, а головний рух здійснюють шляхом його обертання, який відрізняється тим, що видалення припуску на обробку здійснюють при відсутності в процесі різання робочої подачі, а переміщення інструмента відносно заготовки (або навпаки) на величину подачі виконують дискретно на холостому ходу, причому траєкторія руху формоутворюючих елементів є коловою, а формоутворюючі елементи розташовують лише в одному секторі корпусу інструмента на різній відстані від осі обертання. (19) (21) a201003512 (22) 26.03.2010 (24) 11.04.2011 (46) 11.04.2011, Бюл.№ 7, 2011 р. (72) МЕЛЬНИЧУК ПЕТРО ПЕТРОВИЧ, ЛОЄВ ВОЛОДИМИР ЮХИМОВИЧ (73) ЖИТОМИРСЬКИЙ ДЕРЖАВНИЙ ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ (56) UA 63517 А; 15.01.2004 UA 84478 С2; 27.10.2008 RU 2165837 C1; 27.04.2001 DE 19739366 А1; 18.03.1999 GB 1071220 А; 07.06.1967 Грановский Г.И., Грановский В.Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов.- Высш. шк., 1985.- С. 223-229. 3 якості оброблюваної поверхні. Крім того, траєкторія руху різальних елементів є коловою, на відміну від традиційної трохоїдальної при торцевому фрезеруванні, що, в свою чергу, також сприяє підвищенню якості обробки та стійкості інструмента через незмінність параметрів різання. Суть винаходу пояснюється кресленнями. Перелік креслень: - на фіг. 1 - розташування формоутворюючих елементів в корпусі торцевого лезового інструмента; - на фіг. 2 - схема утворення розрахункової висоти шорсткості оброблюваної поверхні за один оберт інструмента. На фіг. 1 зображено схему розташування формоутворюючих елементів: в момент врізання в оброблювану поверхню - суцільною лінією, а пунктиром - в момент виходу. Порівняно з першим формоутворюючим елементом відстань від осі О обертання кожного з наступних формоутворюючих елементів збільшується на величину iS, (i - кількість попередньо розташованих формоутворюючих елементів; S - максимально допустима різниця відстаней від осі обертання інструмента до сусідніх формоутворюючих елементів). Кут ф між формоутворюючими елементами приймається конструктивно мінімально можливим. Кількість формоутворюючих елементів, а також, загальний кут ін сектора їх розташування (тобто кут між першим та останнім формоутворюючими елементами) залежать від можливостей верстата здійснити цикл переміщення стола з заготовкою або торцевого лезового інструмента на величину дискретної подачі S, що дорівнює: S n S з їх затисканням і розкріпленням (n - загальна кількість формоутворюючих елементів). Зі схеми (фіг. 1) також видно, що загальний кут з контакту інструмента з заготовкою залежить від ширини B оброблюваної поверхні, і в разі симетричного розташування інструмента відносно оброблюваної поверхні дорівнює: B , з 2 arcsin (1) 2R інmax де B - ширина оброблюваної поверхні з урахуванням запасу на врізання і вихід інструмента; R інmax - максимальна відстань розташування формоутворюючого елемента від осі його обертання. На фіг. 2 зображений поперечний переріз оброблюваної поверхні після одного проходу (частина оберту торцевого лезового інструмента з чотирма формоутворюючими елементами) і величина дискретної подачі S (переміщення інструмента відносно заготовки або навпаки за один оберт інструмента). Як видно зі схеми (фіг. 2), розрахункова висота мікронерівностей Rzp оброблюваної поверхні дорівнює: 94184 4 2 S , (2) R zp r r 2 2 де r - радіус ріжучої кромки формоутворюючого елемента. З формули (2) можна визначити максимально допустиму різницю S відстаней від осі обертання інструмента до сусідніх формоутворюючих елементів: S 2 2 r R zp R 2 . zp (3) Заявлений спосіб обробки плоских поверхонь деталей торцевим лезовим інструментом виконують в такій послідовності: 1. Визначають загальний кут з контакту інструмента з заготовкою в залежності від ширини B оброблюваної поверхні, який при симетричному розташуванні осі інструмента відносно ширини B оброблюваної поверхні визначається за залежністю (1), а при наявності ексцентриситету e [1, с. 228, ф-ли 14.7-14.8] дорівнює: B B e e 2 2 (4) . з arcsin arcsin 2R ін max 2R ін max 2. Методом програмування задають переміщення стола з заготовкою (або інструмента відносно нерухомої заготовки) на прискореному ходу на величину дискретної подачі S в момент холостого ходу інструмента (обертання без різання). 3. Синхронізують систему "інструмент - оброблювана поверхня" таким чином, щоб перед врізанням першого формоутворюючого елемента стіл з закріпленою заготовкою (або шпиндельна бабка з інструментом) були жорстко закріплені на напрямних, і як тільки закінчиться вихід останнього формоутворюючого елемента (№ n), здійснюють розтискання і переміщення рухомого органу верстата на величину дискретної подачі S. 4. Виконують наступний цикл обробки плоскої поверхні: а) закріплення стола з заготовкою перед врізанням першого формоутворюючого елемента, який знаходиться на найменшій відстані від осі обертання інструмента; б) процес видалення стружки з поверхні завширшки S-S; в) розкріплення рухомого органу верстата після виходу останнього формоутворюючого елемента з оброблюваної поверхні; г) переміщення рухомого органу на величину дискретної подачі S. Всі наведені операції циклу відбуваються за один оберт інструмента. Далі цикл повторюється до завершення обробки поверхні. Джерела інформації: 1. Грановский Г.И. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. - М.: Высш. шк., 1985. - С.304, ил. 5 Комп’ютерна верстка Мацело В. 94184 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for working flat surfaces of parts by end blade tool
Автори англійськоюMelnychuk Petro Petrovych, Loiev Volodymyr Yukhymovych
Назва патенту російськоюСпособ обработки плоских поверхностей деталей торцевым лезвийным инструментом
Автори російськоюМельничук Петр Петрович, Лоев Владимир Ефимович
МПК / Мітки
Мітки: плоских, поверхонь, торцевим, спосіб, лезовим, обробки, інструментом, деталей
Код посилання
<a href="https://ua.patents.su/3-94184-sposib-obrobki-ploskikh-poverkhon-detalejj-torcevim-lezovim-instrumentom.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки плоских поверхонь деталей торцевим лезовим інструментом</a>
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами

Номер патенту: 54349
Опубліковано: 10.11.2010
Автори: Шахбазов Яків Олександрович, Білявський Леонід Альфонсович, Стецько Андрій Євгенович, Білявський Максим Леонідович
МПК: B23C 3/00
Мітки: фрезами, обробки, сталевих, плоских, спосіб, деталей, поверхонь, торцевими
Формула / Реферат:
Спосіб обробки плоских поверхонь сталевих деталей торцевими фрезами, що включає початкове формування зміцненого поверхневого шару оброблюваної поверхні здійснюють шляхом поверхневого пластичного деформування, причому деформуючий елемент розташований в радіальному напрямку на більшій відстані від осі фрези, а кінцеве зняття частини зміцненого шару здійснюють різальними елементами, розташованими в радіальному напрямку на меншій відстані від...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Покинтелиця Микола Іванович, Кривобоков Владислав Анатолійович, Зарубицький Євген Улянович
МПК: B23D 23/00
Мітки: спосіб, деталей, різанням, плоских, поверхонь, обробки
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Верстат для обробки криволінійних поверхонь плоских деталей
Номер патенту: 57028
Опубліковано: 16.06.2003
Автор: Герман Євген Іванович
МПК: B23Q 35/00, B23Q 33/00, B23C 3/00, B23F 17/00
Мітки: обробки, криволінійних, поверхонь, деталей, верстат, плоских
Формула / Реферат:
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального переміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді...
Пристрій для комбінованої обробки плоских поверхонь деталей
Номер патенту: 18495
Опубліковано: 15.11.2006
Автори: Киричок Петро Олексійович, Олійник Володимир Григорович, Хмілярчук Ольга Іларіонівна
МПК: B24B 39/00
Мітки: поверхонь, плоских, деталей, пристрій, комбінованої, обробки
Формула / Реферат:
Пристрій для виконання комбінованої обробки плоских поверхонь деталей, що має деформуючі і різальні інструменти, закріплені в циліндричному корпусі, який відрізняється тим, що алмазний деформуючий елемент і чашковий алмазно-абразивний інструмент закріплені у відповідних державках, встановлених в двох шпиндельних вузлах, розташованих паралельно один одному і кінематично зв'язаних між собою з можливістю регулювання їх швидкостей обертання в...
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: торцевих, кільцевих, деталей, обробки, розмірної, дугою, плоских, поверхонь, електричною, спосіб
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Попередній патент: Вітроенергетична установка галецького (варіанти)
Наступний патент: Кавова композиція
Випадковий патент: Спосіб визначення нуклеїнових кислот методом полімеразно-ланцюгової реакції в режимі реального часу і пристрій для його здійснення