Верстат для обробки криволінійних поверхонь плоских деталей
Формула / Реферат
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального переміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді кругового копіра, закріпленого на диску, встановленому з можливістю обертання, по периметру якого розташовані кулачки, що встановлені з можливістю взаємодії через мікровимикачі з електромуфтами, привід кругової подачі стола додатково у своєму складі має електромуфту.
Текст
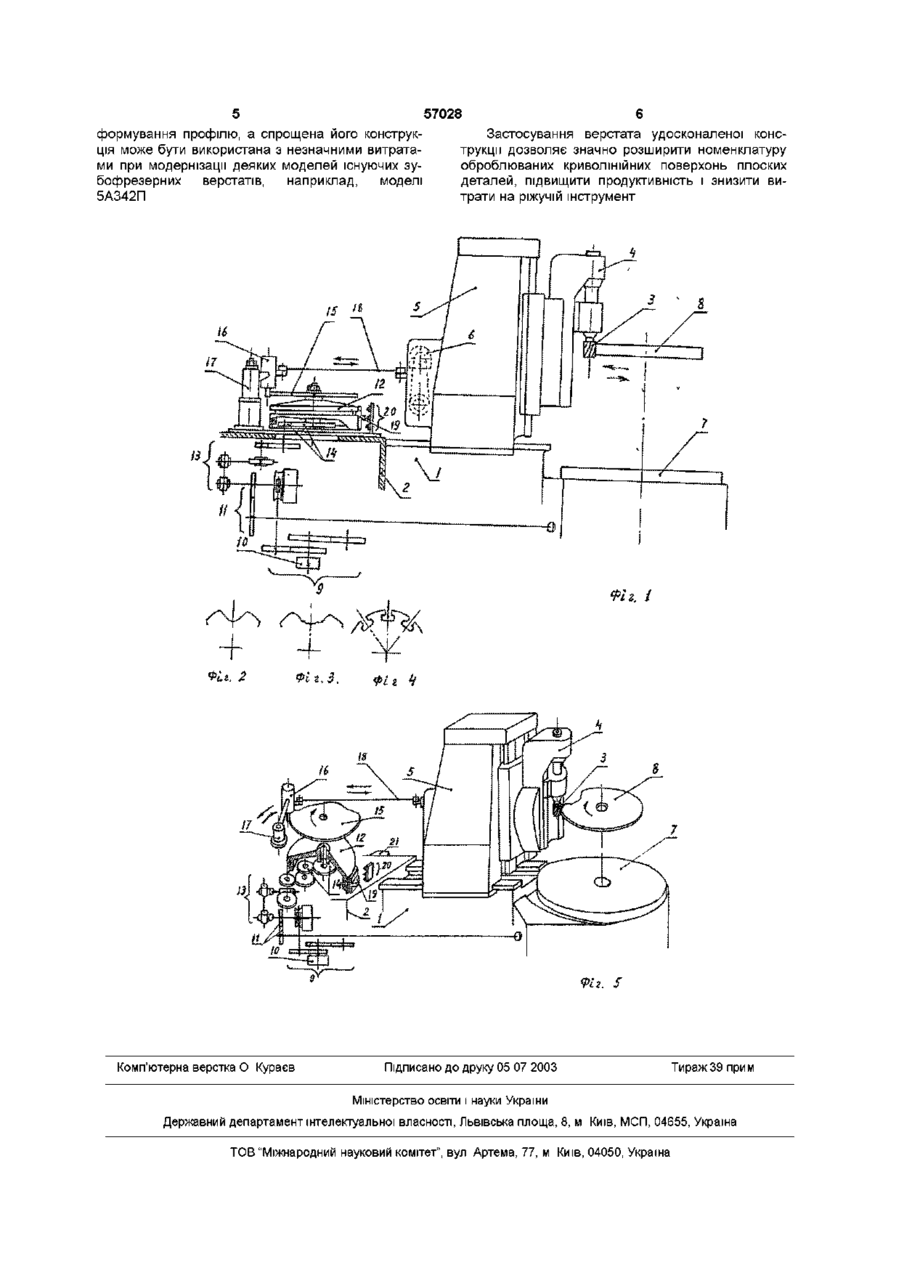
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального пе Винахід відноситься до області металоріжучих верстатів, зокрема, до обладнання для механічної обробки деталей з криволінійною поверхнею, наприклад, деталей з нестандартною криволінійною поверхнею, зірочок для ланцюгових передач Відомий пристрій для здійснення обробки зубчатого колеса симетричним набором дискових фрез,в якому використовується інструмент з вихідною інструментальною поверхнею, виконаний у вигляді двох зрізаних конусів із загальною основою і різної висоти ( А С СРСР S№1815024, кл В 23F 17/00) Недоліком відомого пристрою є значне відхилення від заданого профілю після переточування фрез, потреба у великій жорсткості системи ВПІД (верстат, пристосування, інструмент, деталь)трудомісткість у виготовленні набору фрез і обмеженість обробки внутрішніх криволінійних поверхонь Найближчим за технічною суттю є верстат для обробки криволінійних поверхонь, що містить привод повороту стола, несучого оброблювану деталь, і пристрій формування профілю, виконаний у вигляді кривошипно-шатунного механізму, кривошип якого кінематичне зв'язаний з столом, а повзун - з кареткою, несучою привод обертання інструмента, а також механізм настроювання числа зубців і додатковий кривошипно-шатунний механізм ( А С СРСР №1207650, кл В23СЗ/16) реміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді кругового котра, закріпленого на диску, встановленому з можливістю обертання, по периметру якого розташовані кулачки, що встановлені з можливістю взаємодії через мікровимикачі з електромуфтами, привід кругової подачі стола додатково у своєму складі має електромуфту У відомому верстаті сукупність кругової подачі стола і радіальної подачі інструмента при їх жорсткому зв'язку суттєво обмежує номенклатуру оброблюваних деталей В основу винаходу поставлено завдання в верстаті для об -робки криволінійних поверхонь, шляхом удосконалення його конструкції, забезпечити розширення номенклатури оброблюваних криволінійних поверхонь плоских деталей та підвищити продуктивність Для вирішення поставленого завдання, у верстаті, який містить привод обертання ріжучого інструмента, радіального переміщення стояка і кругової подачі стола, на якому кріпиться оброблювана деталь, вузол кріплення ріжучого інструмента,установленний з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців (пазів), пристрій формування профілю, у ВІДПОВІДНОСТІ до винаходу, пристрій формування профілю виконано у вигляді кругового котра, закріпленого на обертаючому диску, по периметру якого розташовані кулачки, які установлені з можливістю взаємодіяння через мікровимикачі з електромуфтами реверса подач і зміни швидкості руху стола, а у ланцюгу привода кругової подачі стола додатково установлена електромуфта, котра позмінно дів з електромуфтою привода радіальної подачі вузла кріплення ріжучого інструмента При цьому, ріжучий інструмент закрі О 00 о ю 57028 плении у супорті верстата таким чином»що його вісь обертання паралельна осі обертання стола Виконання пристрою формування профілю у вигляді кругового котра, закріпленого на обертаючому диску.по периметру якого розташовані кулачки, котрі взаємодіють через мікровимикачі з електромуфтами, які забезпечують радіальну і кругову подачі, їх реверс, а також установлення у ланцюгу привода кругової подачі стола до даткової електромуфти, сприяє розширенню, практично до необмеженої, номенклатури оброблюваних криволінійних поверхонь деталей, залежних, лише при обробці впадин, від радіуса ріжучого інструмента, який повинен бути меншим або рівним радіусу оброблюваної криволінійної поверхні, підвищує продуктивність Суть винаходу пояснюється кресленнями, де зображено фіг 1 - загальний вигляд верстата, фіг 2 і 3 - профілі, які фрезеруються без реверса подачі стола, фіг 4 - профілі, які фрезеруються з включенням реверса подачі стола, фіг 5 - загальний вигляд верстата у аксонометричній проекції Верстат має станину 1 (фіг 1 і 5) з коробкою головних рухів 2 і вузлом кріплення ріжучого інструмента, виконаного у вигляді супорта 4 на стояку 5 Стояк 5 установлений на станині 1 з можливістю радіального переміщення На стояку 5 змонтовані привод 6 (фиг 1) обертання ріжучого інструмента 3, радіального переміщення стояка 5, а також кругової подачі стола 7 з оброблюваною деталлю 8 Кругова подача стола 7 здійснюється через ЗМІННІ шестерні диференціала 9 за допомогою електромуфти Ю.яка взаємодіє з електромуфтою (на фіг 1 і 5 не указана) радіального переміщення стояка 5,а також - ЗМІННІ шестерні механізма настроювання числа оброблюваних зубців (пазів) 11 Над коробкою головних рухів 2 розміщено пристрій формування профілю, який має диск 12,установлений з можливістю обертання за допомогою шестерень 13 та змінних шестерень 14,і круговий копір 15,закріплений на одному валу з диском 12 і контактуючий зі щупом датчика 16,установленим на нерухомій опорі 17 і шарнірно зв'язаним тягою 18 з вузлом кріплення ріжучого інструмента По периметру диска 12 розташовані кулачки 19, котрі взаємодіють через мікровимикачі 20 з широко відомими у верстатах електромуфтами (на фіг 1 і 5 не указані),які забезпечують радіальну подачу стояка 5,кругову подачу стола 7, їх реверса також прискорений рух подачі стола 7 за допомогою привода 21 (фіг 5) Верстат працює таким чином Після установлення ріжучого інструмента, наприклад, циліндричної кінцевої фрези 3 з радіусом різання меншим або рівним радіусу оброблюваного профілю, закріплення заготовки деталі 8 на столі 7,настроювання змінних шестерень диференціала 9 з урахуванням режиму різання і змінних шестерень механізма настроювання 11 по КІЛЬКОСТІ зубців (пазів) оброблюваної деталі 8,установлення котра 15 і по координатах його профілю - кулачків 19 на диску 12,електрична схема верстата переключається у режим копіювання При цьому підключається до роботи електромуфта 10, котра включає кругову подачу стола 7 У вихідному положенні при включенні привода 6 включається подача стояка 5 з фрезою 3,яка зближується у радіальному напрямку з деталлю 8,а щуп датчика 16 - з копіром 15 При ДІЯННІ копіра 15 на щуп датчика 16 його контакти відключають подачу стояка 5 і включають кругову подачу стола 7 за допомогою електромуфти 10 Стіл 7 і ВІДПОВІДНО копір 15 обертаються до того часу, доки в процесі фрезерування деталі 8 не звільниться щуп датчика 16,потім контакти датчика 16 знову включають радіальну подачу стояка 5 на врізання фрези 3 у деталь 8 Так, при поперемінному включенні подач радіальної і кругової, тобто, коли датчик 16 працює у режимі "стояк-стіл", ідє фрезерування однієї половини профілю до повної заданої величини врізання фрези З У цей момент кулачок 19 на диску 12 підійде до мікровимикача 20 і учинить реверс подачі стояка 5,а стіл 7 продовжує обертатися у тому ж напрямку Так як у момент реверса подачі стояка 5 і стола 7 відбувається зміна функції датчика 16,то його контакти при фрезеруванні другої половини профілю також позмінно управляють подачами у режимі "стіл-стояк", доки не відбудеться повний вихід фрези 3 з деталі 8 При цьому, другий кулачок 19 на диску 12 включить за допомогою другого мікровимикача 20 прискорений хід стола 7,якщо необхідно обминути необроблювані ділянки поверхні деталі 8 Під час прискореного руху стола 7 чи при його подачі, тобто, при переході на обробку наступного зубця (паза),до мікровимикача 20 підійде наступний кулачок 19 на диску 12 і переключить радіальну подачу стола 7 у напрямку назад, готуючи включення подачі стояка 5 (після виключення прискореного руху) на зближення фрези 3 з деталлю 8 У такому автоматичному режимі верстат працює до закінчення фрезерування усіх зубців (пазів) При цьому ділення відбувається через ЗМІННІ шестерні механізма настроювання 11 в процесі подачі стола 7 із розрахункам при повороті копіра 15 на один повний оборот деталь 8 повертається на один крок Конструкція механізма формування профілю оброблюваної деталі дав такої можливість виготовити змінний круговий копір з його складною криволінійною поверхнею найбільш простим методом, використовуючи контршаблон на заданий профіль, перетворюючи його міряльну поверхню у кругову ЛІНІЮ, яка визначає робочу поверхню копіра Ця операція виконується таким чином Контршаблон установлюється на столі станка, сполучаючи його профіль з координатами поверхні деталі, яка підлягає обробці Замість фрези на супорті установлюється датчик, а на місце кругового копіра закріплюється його заготівля, де над нею замість датчика закріплюється креслярка, яка стикається з поверхнею цієї заготівлі При роботі верстата у режимі фрезерування, як описано вище, щуп датчика контактує з міряльною поверхнею контршаблона,а креслярка викреслює потрібний профіль копіра Потім заготовка копіра знімається для попередньої слюсарної обробки Остаточно профіль копіра калібрується фрезою при повторному проходженні, із закріпленням фрези віє замість креслярки і маючої окремий привод Створення кругового копіра і застосування реверса подач розширює можливості механизма 57028 формування профілю, а спрощена його конструкція може бути використана з незначними витратами при модернізації деяких моделей існуючих зубофрезерних верстатів, наприклад, моделі 5А342П 6 Застосування верстата удосконаленої конструкції дозволяє значно розширити номенклатуру оброблюваних криволінійних поверхонь плоских деталей, підвищити продуктивність і знизити витрати на ріжучій інструмент Фіг. і Фіг.
ДивитисяДодаткова інформація
Назва патенту англійськоюWorkbench for machining of curvilinear surfaces of flat parts
Назва патенту російськоюСтанок для обработки криволинейных поверхностей плоских деталей
МПК / Мітки
МПК: B23Q 35/00, B23C 3/00, B23F 17/00, B23Q 33/00
Мітки: деталей, обробки, верстат, поверхонь, криволінійних, плоских
Код посилання
<a href="https://ua.patents.su/3-57028-verstat-dlya-obrobki-krivolinijjnikh-poverkhon-ploskikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Верстат для обробки криволінійних поверхонь плоских деталей</a>
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Покинтелиця Микола Іванович, Кривобоков Владислав Анатолійович, Зарубицький Євген Улянович
МПК: B23D 23/00
Мітки: обробки, поверхонь, різанням, деталей, спосіб, плоских
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Корбут Микола Антонович, Шишиць Микола Пилипович, Логовський Євген Іванович
МПК: B24B 5/00
Мітки: деталей, верстат, безцентровошліфувальний, поверхонь, зовнішніх, обробки, циліндричних
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Спосіб гідроабразивної обробки поверхонь деталей
Номер патенту: 45933
Опубліковано: 15.04.2002
Автори: Савченко Віктор Іванович, Шпаковський Едуард Миколаєвич, Амирханов Дамир Ракипович, Тихонов Євген Георгієвич
МПК: B24C 1/00
Мітки: обробки, деталей, спосіб, поверхонь, гідроабразивної
Формула / Реферат:
Спосіб гідроабразивного очищення поверхонь деталей, при якому на потік гідроабразивної суспензії впливають струменем стиснутого газу з утворенням аерозольних часток, який відрізняється тим, що співвідношення масових витрат гідроабразивної суспензії і газу не перевищує 1:2 при швидкостях струменя стиснутого газу більш 200 м/с, і для кожного значення швидкості струменя стиснутого газу встановлюють оптимальне значення витрати гідроабразивної...
Абразивний інструмент для обробки плоских поверхонь
Номер патенту: 23151
Опубліковано: 19.05.1998
Автори: Стахнів Микола Євстахійович, Орап Анатолій Опанасович, Сенченко Олена Витольдівна, Сохань Сергій Васильович
МПК: B24D 7/00
Мітки: плоских, поверхонь, абразивний, обробки, інструмент
Формула / Реферат:
Абразивный инструмент для обработки плоских поверхностей, выполненный в виде корпуса с расположенными на его торце по концентрическим окружностям абразивными элементами, разделенными безабразивными промежутками, отличающийся тем, что концентрические окружности рас-' положены из условия образования зон равной ширины, при этом количество зон определено по формуле:где Кз - коэффициент заполнения инструмента; R - радиус инструмента;...
Пристрій для вимірювання форми криволінійних поверхонь
Номер патенту: 31485
Опубліковано: 15.12.2000
Автори: Баліцький Зеновій Андрійович, Пастернак Богдан Миронович, Сиротюк Володимир Григорович, Петруша Володимир Олександрович, Кущак Ігор Володимирович
МПК: G01B 11/24
Мітки: вимірювання, пристрій, поверхонь, форми, криволінійних
Текст:
...І зв'язку складових частин оптичної системи Із блоком обробки Інформації при допомозі відліконих елементів . На фіг Л показании загальний вигляд пристрою для вимірювана форми криволінійних поверхоньна на фїг.2на ЙгЛ зверху по стрілці'' на фіг.З - вид по стрілці А ; фіг Д; - вид - вид на фіг.І; • • • на фіг.І; на фіг.5 - розрахункова схема для визначення відхиленн профілю об'єкту вимірювання від теоретичного*,• * * Пристрій для вимірювання...
Попередній патент: Контейнер (варіанти), придатний для повторного закривання, і спосіб його виготовлення
Наступний патент: Спосіб одержання фенільних гетероциклів, придатних як інгібітори циклооксигенази-2
Випадковий патент: Спосіб обмеження шкідливості популяцій лускокрилих шкідників