Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Формула / Реферат
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично змінюють.
2. Спосіб за п. 1, який відрізняється тим, що величину неспіввісності обертання деталей змінюють у межах 0,1-0,9 від їхнього внутрішнього діаметра, а колову швидкість обертання підтримують на рівні 0,02-2,0 м/с.
Текст
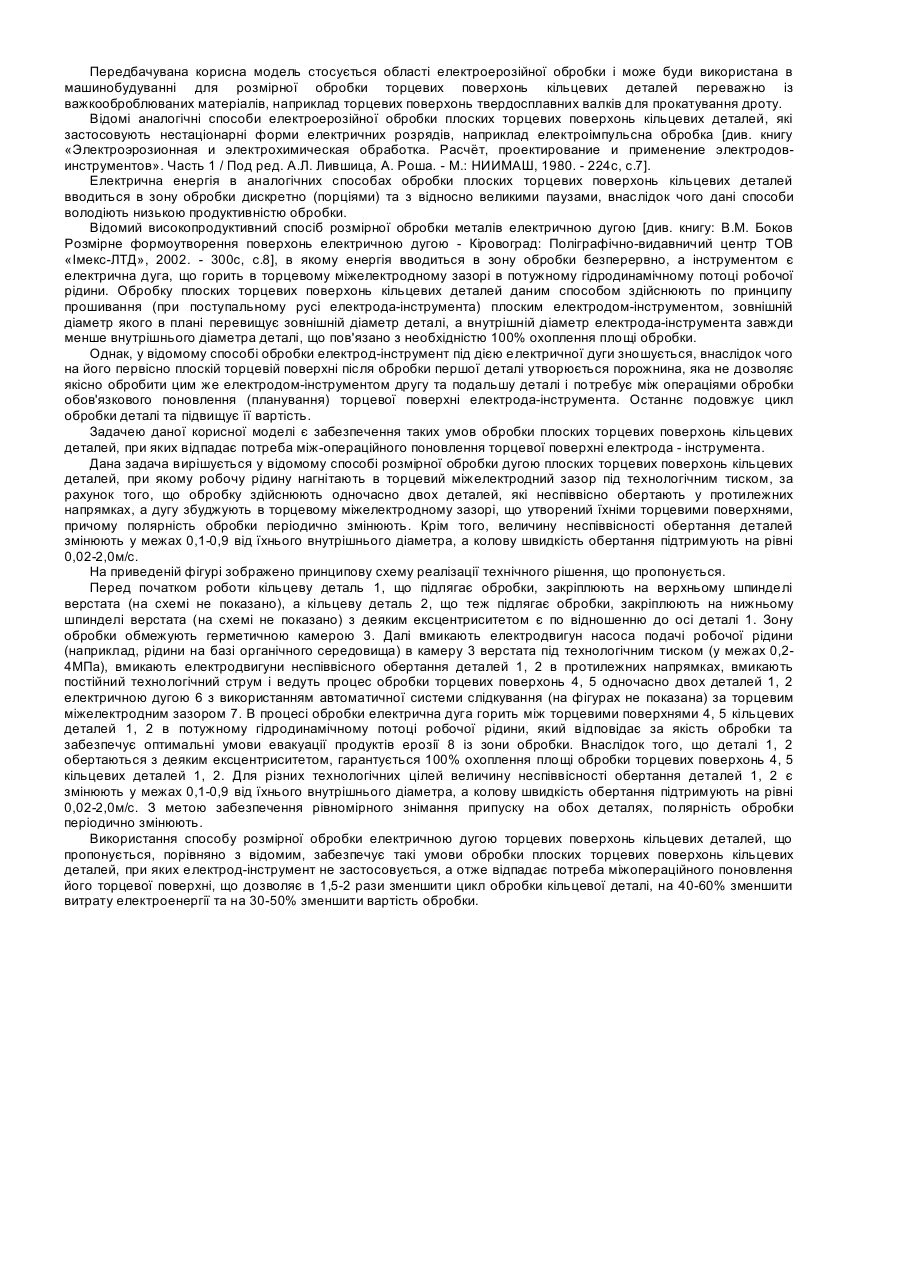
Передбачувана корисна модель стосується області електроерозійної обробки і може буди використана в машинобудуванні для розмірної обробки торцевих поверхонь кільцевих деталей переважно із важкооброблюваних матеріалів, наприклад торцевих поверхонь твердосплавних валків для прокатування дроту. Відомі аналогічні способи електроерозійної обробки плоских торцевих поверхонь кільцевих деталей, які застосовують нестаціонарні форми електричних розрядів, наприклад електроімпульсна обробка [див. книгу «Электроэрозионная и электрохимическая обработка. Расчёт, проектирование и применение электродовинструментов». Часть 1 / Под ред. А.Л. Лившица, А. Роша. - М.: НИИМАШ, 1980. - 224с, с.7]. Електрична енергія в аналогічних способах обробки плоских торцевих поверхонь кільцевих деталей вводиться в зону обробки дискретно (порціями) та з відносно великими паузами, внаслідок чого дані способи володіють низькою продуктивністю обробки. Відомий високопродуктивний спосіб розмірної обробки металів електричною дугою [див. книгу: В.М. Боков Розмірне формоутворення поверхонь електричною дугою - Кіровоград: Поліграфічно-видавничий центр ТОВ «Імекс-ЛТД», 2002. - 300с, с.8], в якому енергія вводиться в зону обробки безперервно, а інструментом є електрична дуга, що горить в торцевому міжелектродному зазорі в потужному гідродинамічному потоці робочої рідини. Обробку плоских торцевих поверхонь кільцевих деталей даним способом здійснюють по принципу прошивання (при поступальному русі електрода-інструмента) плоским електродом-інструментом, зовнішній діаметр якого в плані перевищує зовнішній діаметр деталі, а внутрішній діаметр електрода-інструмента завжди менше внутрішнього діаметра деталі, що пов'язано з необхідністю 100% охоплення площі обробки. Однак, у відомому способі обробки електрод-інструмент під дією електричної дуги зношується, внаслідок чого на його первісно плоскій торцевій поверхні після обробки першої деталі утворюється порожнина, яка не дозволяє якісно обробити цим же електродом-інструментом другу та подальшу деталі і потребує між операціями обробки обов'язкового поновлення (планування) торцевої поверхні електрода-інструмента. Останнє подовжує цикл обробки деталі та підвищує її вартість. Задачею даної корисної моделі є забезпечення таких умов обробки плоских торцевих поверхонь кільцевих деталей, при яких відпадає потреба між-операційного поновлення торцевої поверхні електрода - інструмента. Дана задача вирішується у відомому способі розмірної обробки дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, за рахунок того, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично змінюють. Крім того, величину неспіввісності обертання деталей змінюють у межах 0,1-0,9 від їхнього внутрішнього діаметра, а колову швидкість обертання підтримують на рівні 0,02-2,0м/с. На приведеній фігурі зображено принципову схему реалізації технічного рішення, що пропонується. Перед початком роботи кільцеву деталь 1, що підлягає обробки, закріплюють на верхньому шпинделі верстата (на схемі не показано), а кільцеву деталь 2, що теж підлягає обробки, закріплюють на нижньому шпинделі верстата (на схемі не показано) з деяким ексцентриситетом є по відношенню до осі деталі 1. Зону обробки обмежують герметичною камерою 3. Далі вмикають електродвигун насоса подачі робочої рідини (наприклад, рідини на базі органічного середовища) в камеру 3 верстата під технологічним тиском (у межах 0,24МПа), вмикають електродвигуни неспіввісного обертання деталей 1, 2 в протилежних напрямках, вмикають постійний технологічний струм і ведуть процес обробки торцевих поверхонь 4, 5 одночасно двох деталей 1, 2 електричною дугою 6 з використанням автоматичної системи слідкування (на фігурах не показана) за торцевим міжелектродним зазором 7. В процесі обробки електрична дуга горить між торцевими поверхнями 4, 5 кільцевих деталей 1, 2 в потужному гідродинамічному потоці робочої рідини, який відповідає за якість обробки та забезпечує оптимальні умови евакуації продуктів ерозії 8 із зони обробки. Внаслідок того, що деталі 1, 2 обертаються з деяким ексцентриситетом, гарантується 100% охоплення площі обробки торцевих поверхонь 4, 5 кільцевих деталей 1, 2. Для різних технологічних цілей величину неспіввісності обертання деталей 1, 2 є змінюють у межах 0,1-0,9 від їхнього внутрішнього діаметра, а колову швидкість обертання підтримують на рівні 0,02-2,0м/с. З метою забезпечення рівномірного знімання припуску на обох деталях, полярність обробки періодично змінюють. Використання способу розмірної обробки електричною дугою торцевих поверхонь кільцевих деталей, що пропонується, порівняно з відомим, забезпечує такі умови обробки плоских торцевих поверхонь кільцевих деталей, при яких електрод-інструмент не застосовується, а отже відпадає потреба міжопераційного поновлення його торцевої поверхні, що дозволяє в 1,5-2 рази зменшити цикл обробки кільцевої деталі, на 40-60% зменшити витрату електроенергії та на 30-50% зменшити вартість обробки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by electric arc of flat end sufaces of annular components
Автори англійськоюBokov Viktor Myhailovych, Sisa Oleh Fedorovych
Назва патенту російськоюСпособ размерной обработки электрической дугой плоских торцевых поверхностей кольцевых деталей
Автори російськоюБоков Виктор Михайлович, Сиса Олег Федорович
МПК / Мітки
МПК: B23H 1/00
Мітки: спосіб, дугою, плоских, поверхонь, електричною, торцевих, обробки, деталей, розмірної, кільцевих
Код посилання
<a href="https://ua.patents.su/2-32151-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-ploskikh-torcevikh-poverkhon-kilcevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей</a>
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу
Номер патенту: 4410
Опубліковано: 17.01.2005
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: торцевих, обробки, поверхонь, складного, електричною, спосіб, розмірної, рельєфу, дугою
Формула / Реферат:
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють двошаровим електродом-інструментом, причому торцеву робочу поверхню внутрішнього шару виконують еквідистантною поверхні виробу, а виготовляють шар із електроерозійно-стійкого матеріалу, в той час як торцеву робочу поверхню...
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу

Номер патенту: 19947
Опубліковано: 15.01.2007
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: дугою, обробки, рельєфу, поверхонь, електричною, торцевих, складного, розмірної, спосіб
Формула / Реферат:
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, а обробку здійснюють двошаровим електродом-інструментом, причому торцеву поверхню внутрішнього шару виконують еквідистантною поверхні виробу, в той же час як торцеву робочу поверхню зовнішнього шару – еквідистантною поверхні заготовки, а шар...
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, електричною, обробки, поверхонь, розмірної, конічних, спосіб
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Шмельов Віталій Миколайович, Мельник Тетяна Олександрівна, Боков Віктор Михайлович
МПК: B23P 6/00, B22D 19/00
Мітки: дугою, обробки, розмірної, твірною, електричною, обертання, спосіб, криволінійною, поверхонь, тіл
Формула / Реферат:
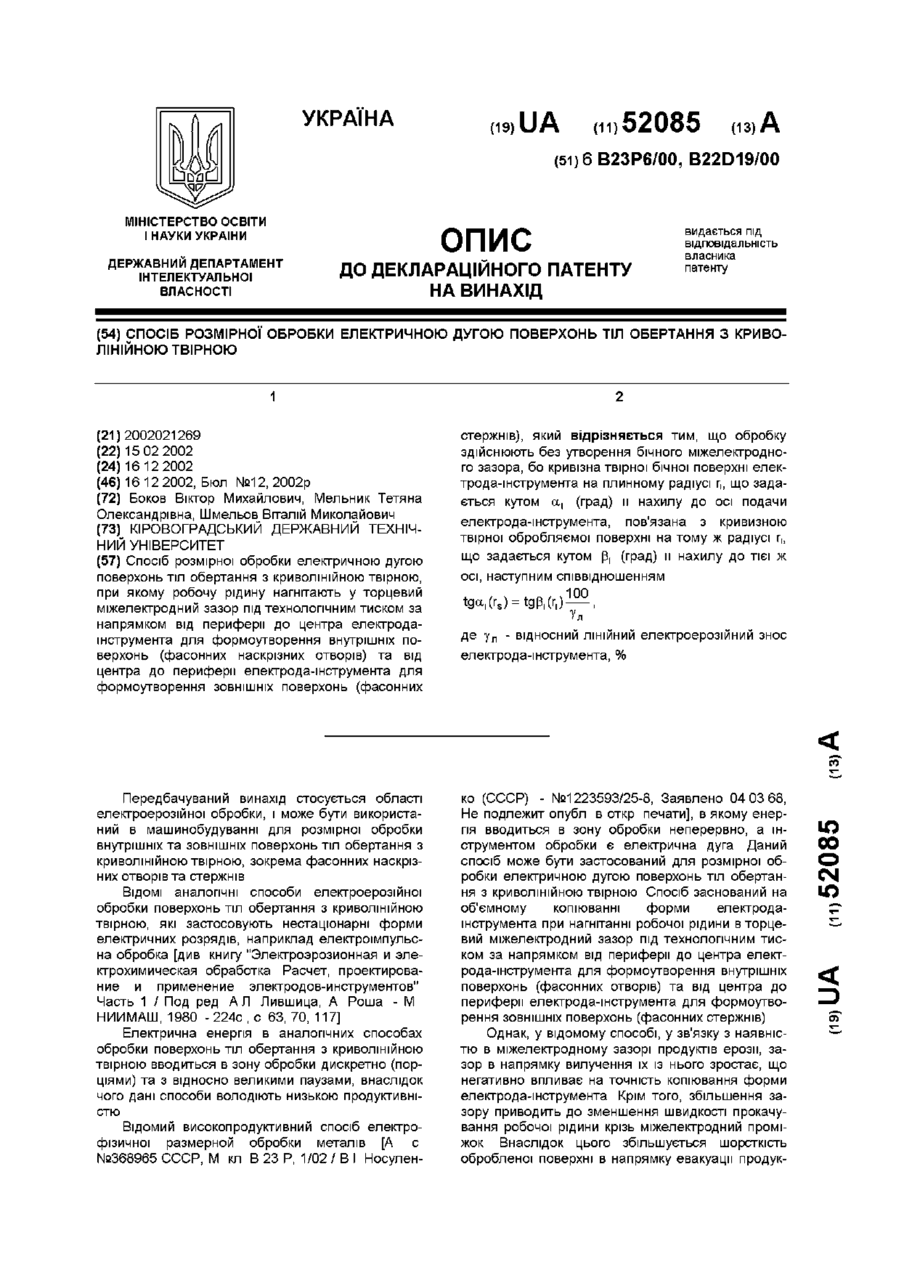
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Верстат для розмірної обробки електричною дугою деталей складної конфігурації
Номер патенту: 5415
Опубліковано: 15.03.2005
Автори: Боков Віктор Михайлович, Носуленко Віктор Іванович
МПК: B23H 1/00
Мітки: розмірної, обробки, складної, верстат, деталей, електричною, дугою, конфігурації
Формула / Реферат:
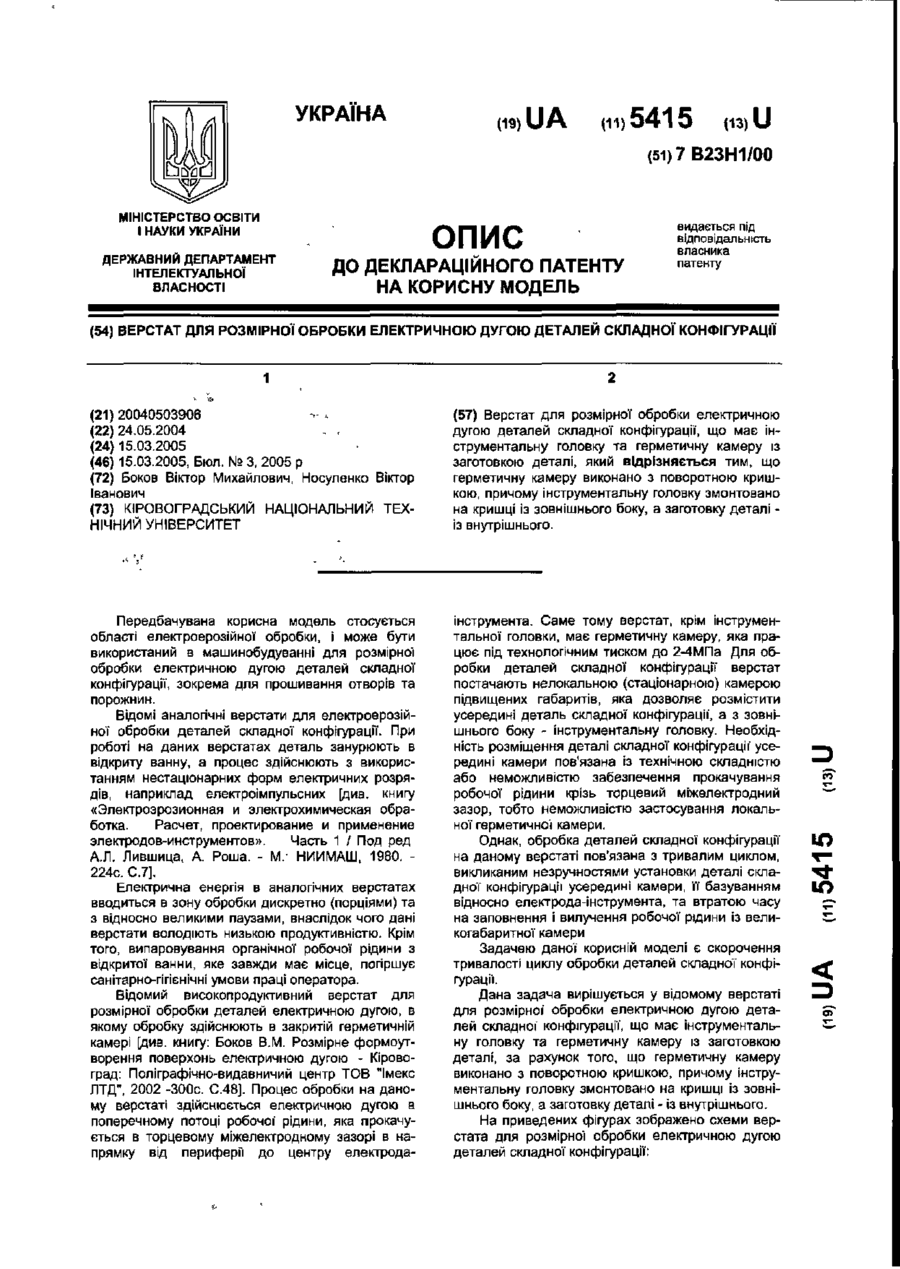
Верстат для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, який відрізняється тим, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі - із внутрішнього.
Попередній патент: Просторова стрижнева конструкція
Наступний патент: Спосіб лікування стриктур стравоходу
Випадковий патент: Спосіб визначення підзон у порушеннях вугільних пластів