Монтажний допоміжний пристрій для установки виготовлення форми для лиття та установка виготовлення форми для лиття
Формула / Реферат
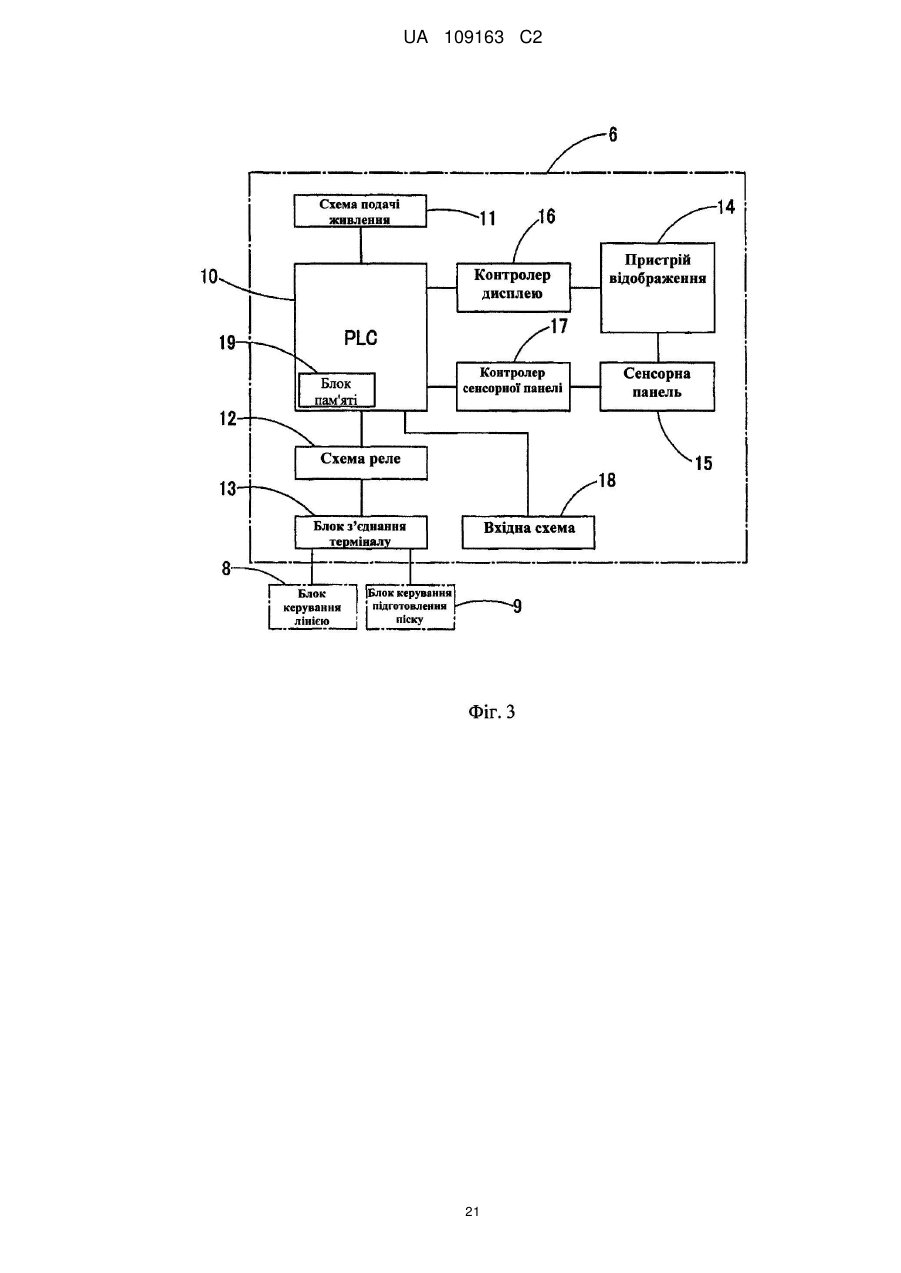
1. Монтажний допоміжний пристрій для допомоги монтажу установки виготовлення форми для лиття в установці виготовлення форм для лиття, яка приводиться в дію електричним обладнанням, пневматичним обладнанням та гідравлічним обладнанням для виконання роботи блоком керування та виробляє форму для лиття з формувального піску, при цьому
монтажний допоміжний пристрій для установки виготовлення форми для лиття містить:
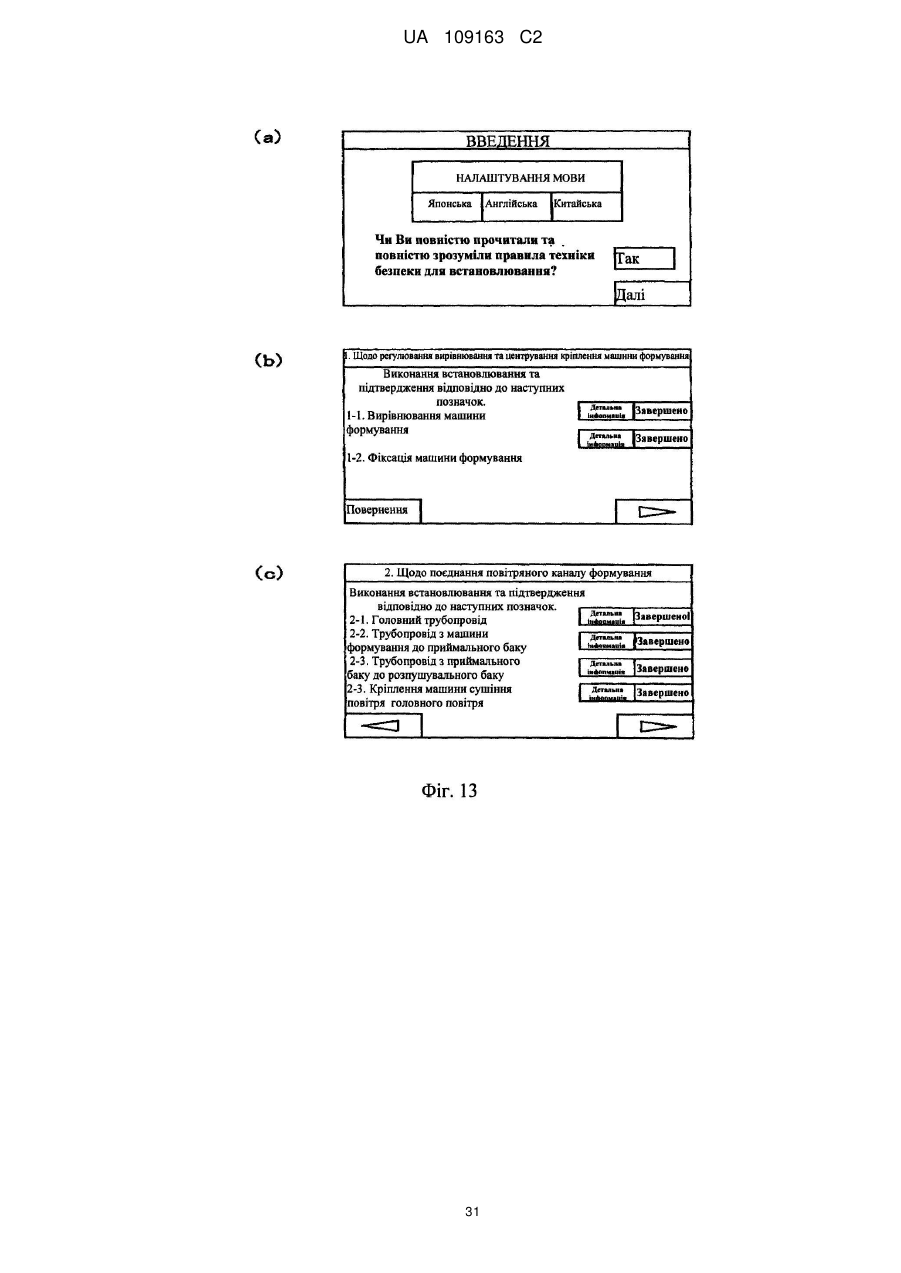
блок візуального відображення із сенсорною панеллю, передбачений в панелі керування, для відображення символів, і
блок пам'яті, передбачений в панелі керування, а також для попереднього зберігання інформації для відображення на дисплеї блока візуального відображення діалогово технології монтажу, коли монтують установку виготовлення форми для лиття,
при цьому панель керування з′єднана із блоком лінії керування на стороні передавальної лінії через сигнальну лінію,
вихідний сигнал перемикання надходить до блока керування шляхом контакту монтажника із сенсорною панеллю,
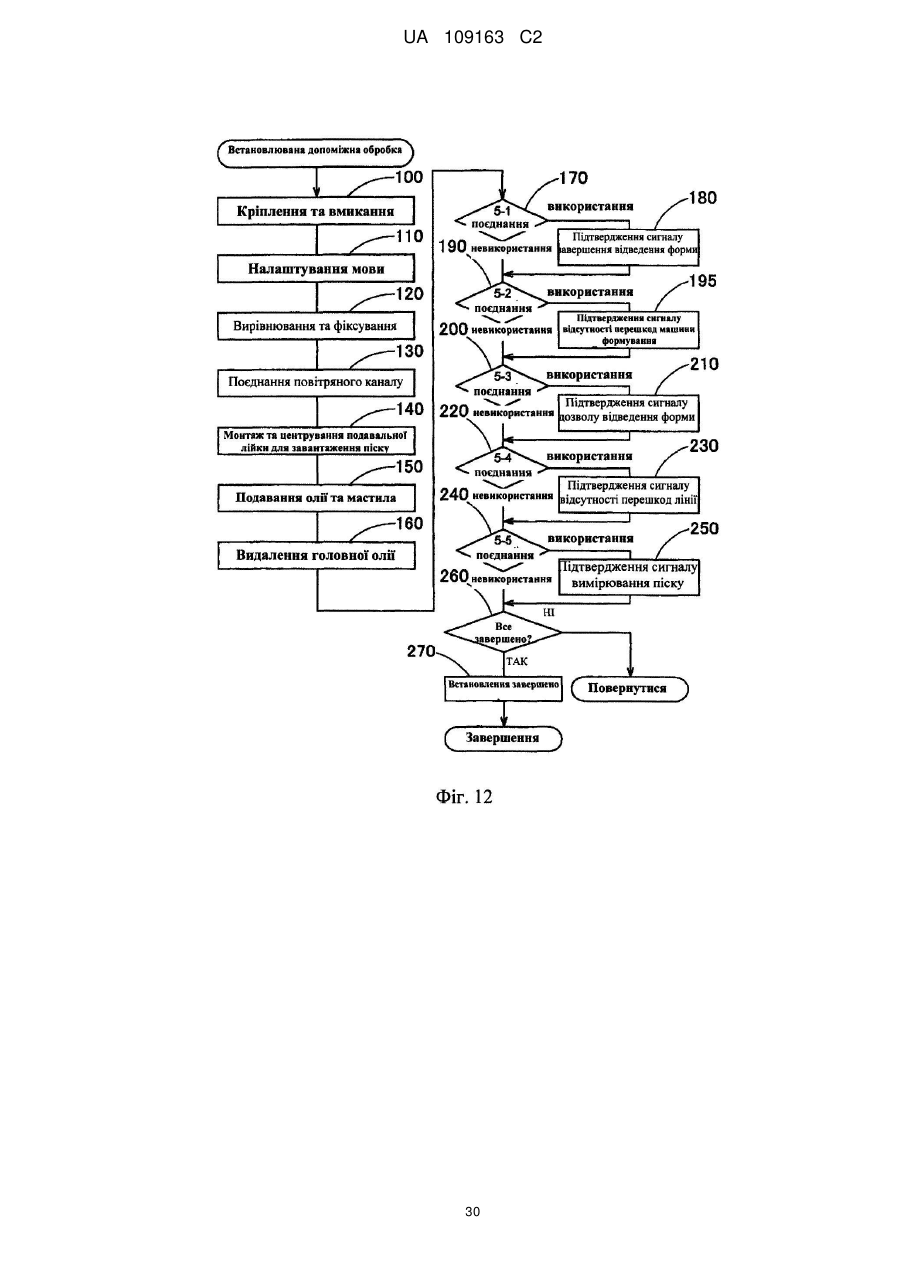
блок керування виконаний з можливістю керування так, щоб змушувати блок візуального відображення відображувати символи технології монтажу зверненням до блока пам'яті, та так, щоб відображувати технології монтажу по черзі діалогово на основі вхідного сигналу, що надходить з сенсорної панелі,
на блоці візуального відображення відображується зображення, яке дозволяє вибирати використання або невикористання, і
сигнальні лінії між блоком керування і блоком лінії керування виконані з можливістю вибіркового з′єднання шляхом вибору монтажником використання або невикористання.
2. Монтажний допоміжний пристрій для допомоги монтажу установки виготовлення форми для лиття в установці виготовлення форм для лиття, яка приводиться в дію електричним обладнанням, пневматичним обладнанням та гідравлічним обладнанням для виконання роботи блоком керування, який включає панель керування та виробляє форму для лиття з формувального піску, при цьому
монтажний допоміжний пристрій для установки виготовлення форми для лиття містить:
блок візуального відображення із сенсорною панеллю, передбачений в панелі керування, для відображення символів;
блок пам'яті, передбачений в панелі керування, а також для попереднього зберігання інформації для відображення на дисплеї блока візуального відображення діалогово технології монтажу, коли монтують установку виготовлення форми для лиття,
при цьому панель керування з′єднана із блоком керування підготовлення піску для подачі пресованого піску через сигнальну лінію,
вихідний сигнал перемикання надходить до блока керування шляхом контакту монтажника із сенсорною панеллю,
блок керування виконаний з можливістю керування так, щоб змушувати блок візуального відображення відображувати символи технології монтажу зверненням до блока пам'яті, та так, щоб відображувати технології монтажу по черзі діалогово на основі вхідного сигналу, що надходить з сенсорної панелі,
на блоці візуального відображення відображується зображення, яке дозволяє вибирати використання або невикористання, і
сигнальні лінії між блоком керування і блоком підготовлення піску виконані з можливістю вибіркового з′єднання шляхом вибору монтажником використання або невикористання.
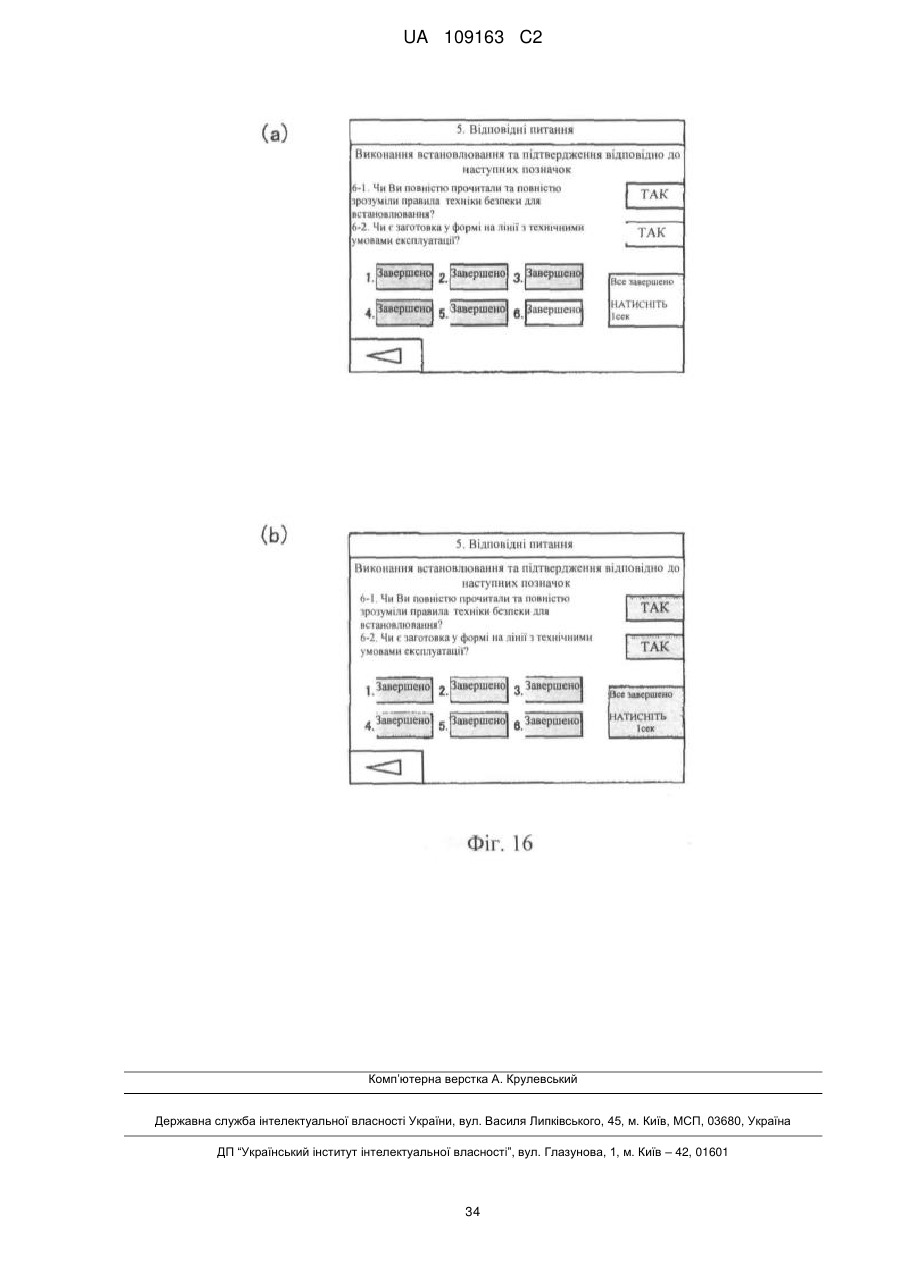
3. Пристрій за пунктом 1 або 2, в якому блок візуального відображення містить блок зберігання мови, який попередньо зберігає дані мови словника з множини мов, включаючи іноземну мову, так, що вона може бути підібрана.
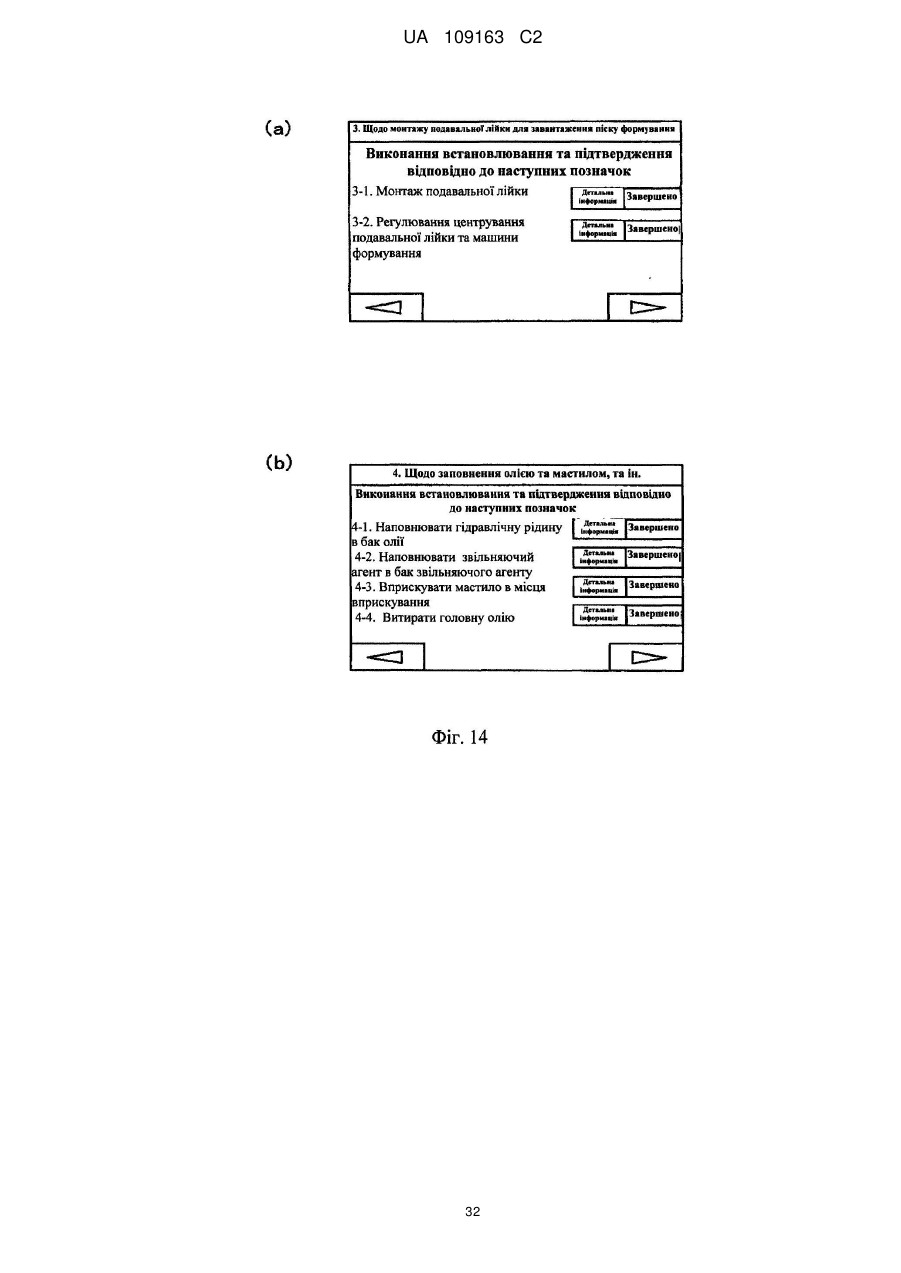
4. Пристрій за пунктом 1 або 2, в якому сенсорна панель встановлена на панелі керування в блоці візуального відображення, зображення кнопки завершення відображається разом із технологією монтажу,
коли відповідне місцезнаходження на сенсорній панелі відповідає кнопці завершення в увімкненому положенні, сигнал вказування завершення потрапляє на блок керування, і
наступна технологія монтажу відображується на блоці візуального відображення, тільки коли всі кнопки завершення знаходяться в увімкненому положенні.
5. Пристрій за пунктом 1 або 2, в якому символьна інформація для детального опису технології монтажу зберігається в блоці пам'яті,
в блоці візуального відображення відображається кнопка виклику детальної інформації, і символи для деталізованого опису технології монтажу відображаються на блоці візуального відображення, коли кнопка виклику детальної інформації в увімкненому положенні.
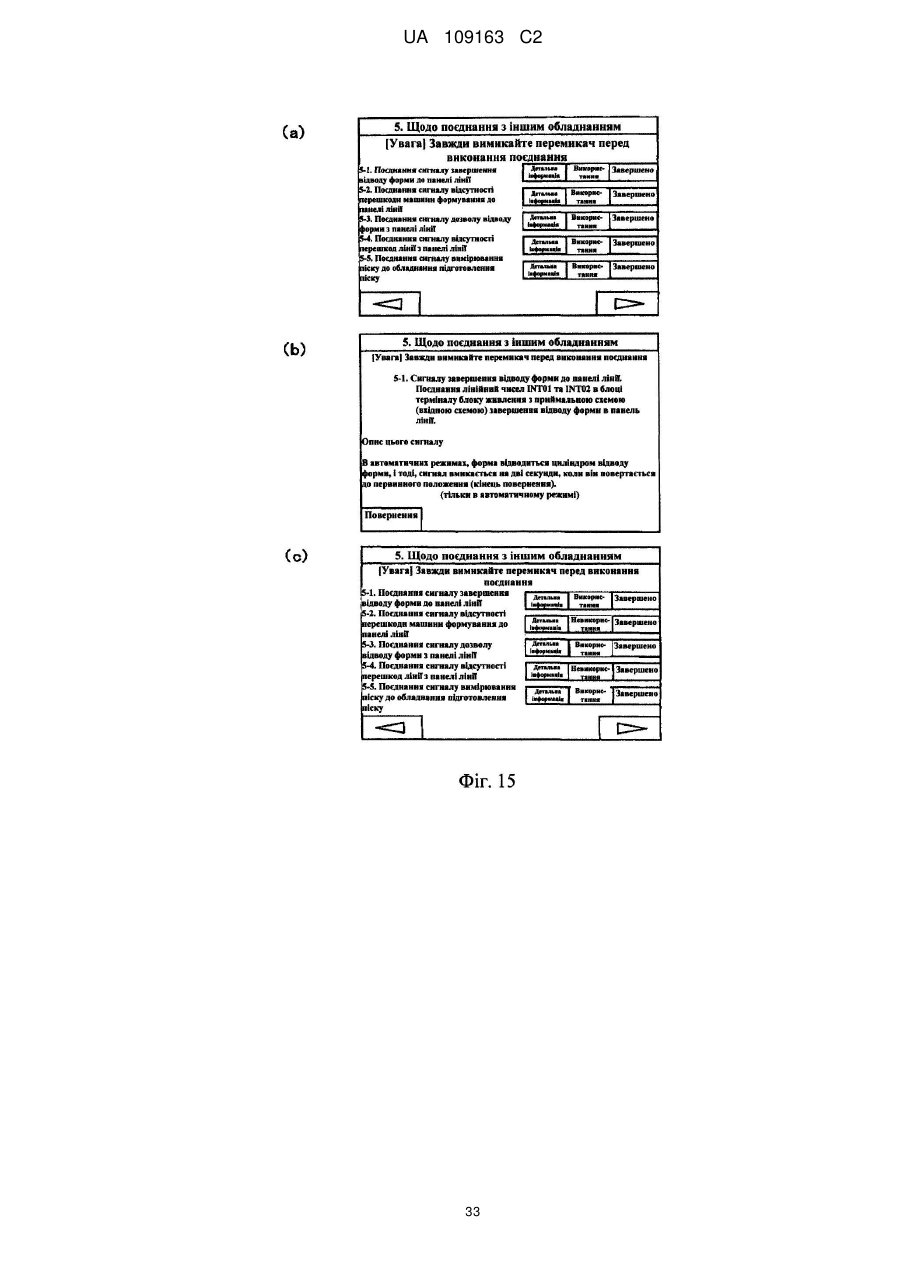
6. Пристрій за пунктом 1, в якому символьна інформація відносно з'єднання сигнальної лінії між панеллю керування та блоком керування лінії зберігається в блоці пам'яті,
в блоці візуального відображення кнопки використання і кнопки невикористання відображаються так, щоб надавати можливість вибірково відображатися разом із символьною інформацією, і
коли кнопка невикористання в увімкненому положенні, налаштовувальне оброблювання, асоційоване з невикористанням сигнальної лінії, налаштовано і збережено в блоці пам'яті.
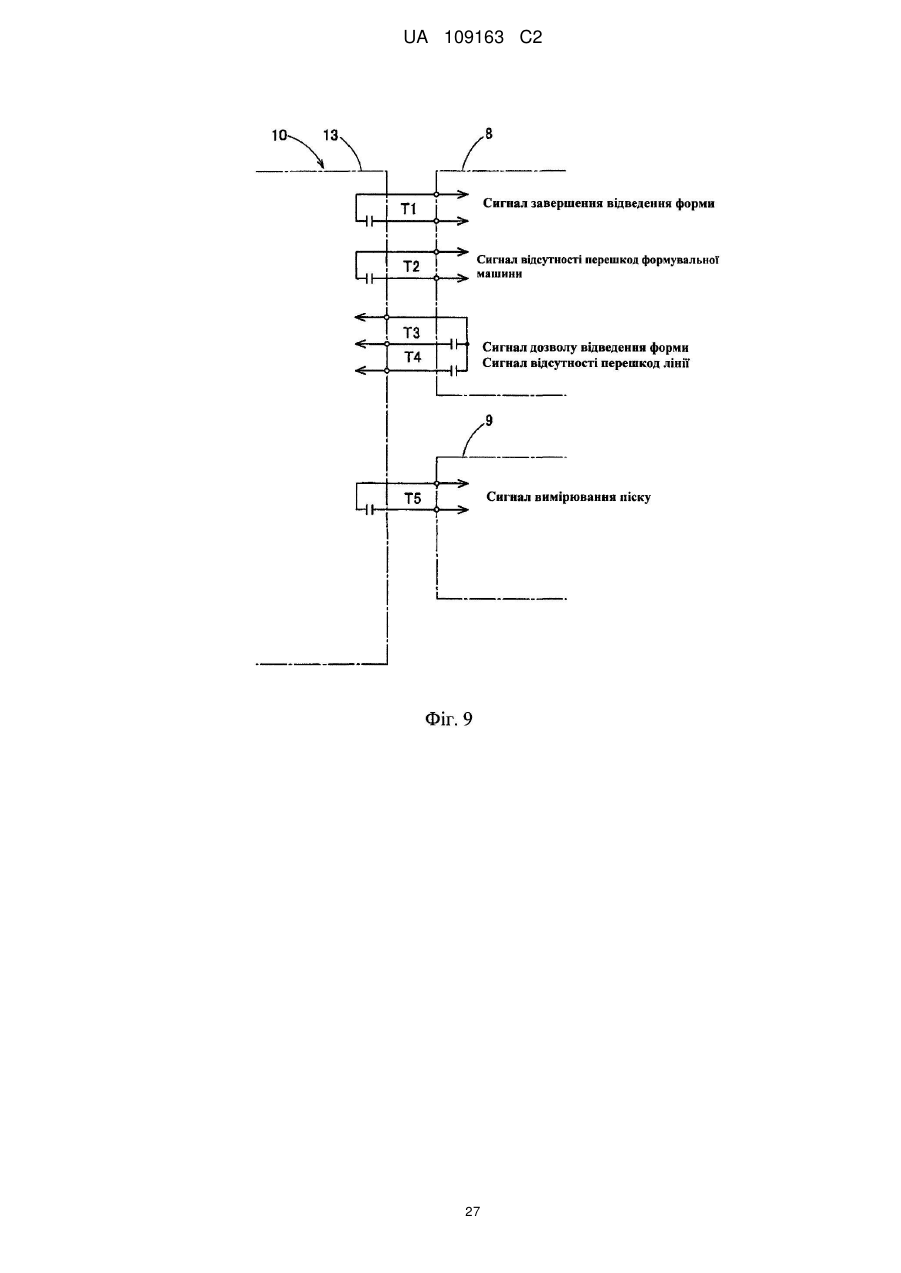
7. Пристрій за пунктом 1, в якому в установці виготовлення форми для лиття механізм відведення форми після виготовлення форми для лиття до передавальної лінії забезпечений ззовні установки виготовлення форми для лиття,
блок керування функціонує як приймальний блок сигналу дозволу відведення форми для прийому сигналу дозволу відведення форми, надісланого з блока керування лінією, та вказує, що забезпечено стан, в якому доступно відвід форми механізмом відведення форми,
символьна інформації відносно з'єднання сигнальної лінії між панеллю керування та блоком лінії керування збережена в блоці пам’яті візуального відображення, а зображення, що дозволяють вибирати використання або невикористання сигналу дозволу відведення форми, відображаються разом з символьною інформацією,
коли вибрано використання, налаштування ввімкнення приймання сигналу дозволу відведення форми налаштовують та зберігають в блоці пам'яті, як достатню умову для механізму відведення форми, та
коли вибрано невикористання, налаштування, щоб не допустити приймання сигналу дозволу відведення форми, коли привід надає умову для механізму відведення форми, налаштовується та зберігається в блоці пам'яті.
8. Пристрій за пунктом 7, в якому блок керування функціонує як блок сигналу завершення відведення форми для надсилання сигналу завершення відведення форми, який вказує, що відведення форми механізмом відведення форми завершено до блока керування,
символьна інформація відносно з′єднання сигнальної лінії між панеллю керування та блоком керування лінією збережена в блоці пам′яті, в блоці візуального відображення, зображення, що дозволяють вибирати використання або невикористання сигналу дозволу відведення форми, відображаються разом з символьною інформацією,
коли вибрано використання, налаштування, щоб видавати сигнал завершення відведення форми з блока керування, коли режим відведення форми механізму відведення форми завершено, налаштовано та збережено в блоці пам'яті, та
коли вибрано невикористання, налаштування, щоб не допускати виведення сигналу завершення відведення форми з блока керування, коли режим відведення форми механізмом відведення форми завершено, налаштовано та збережено в блоці пам'яті.
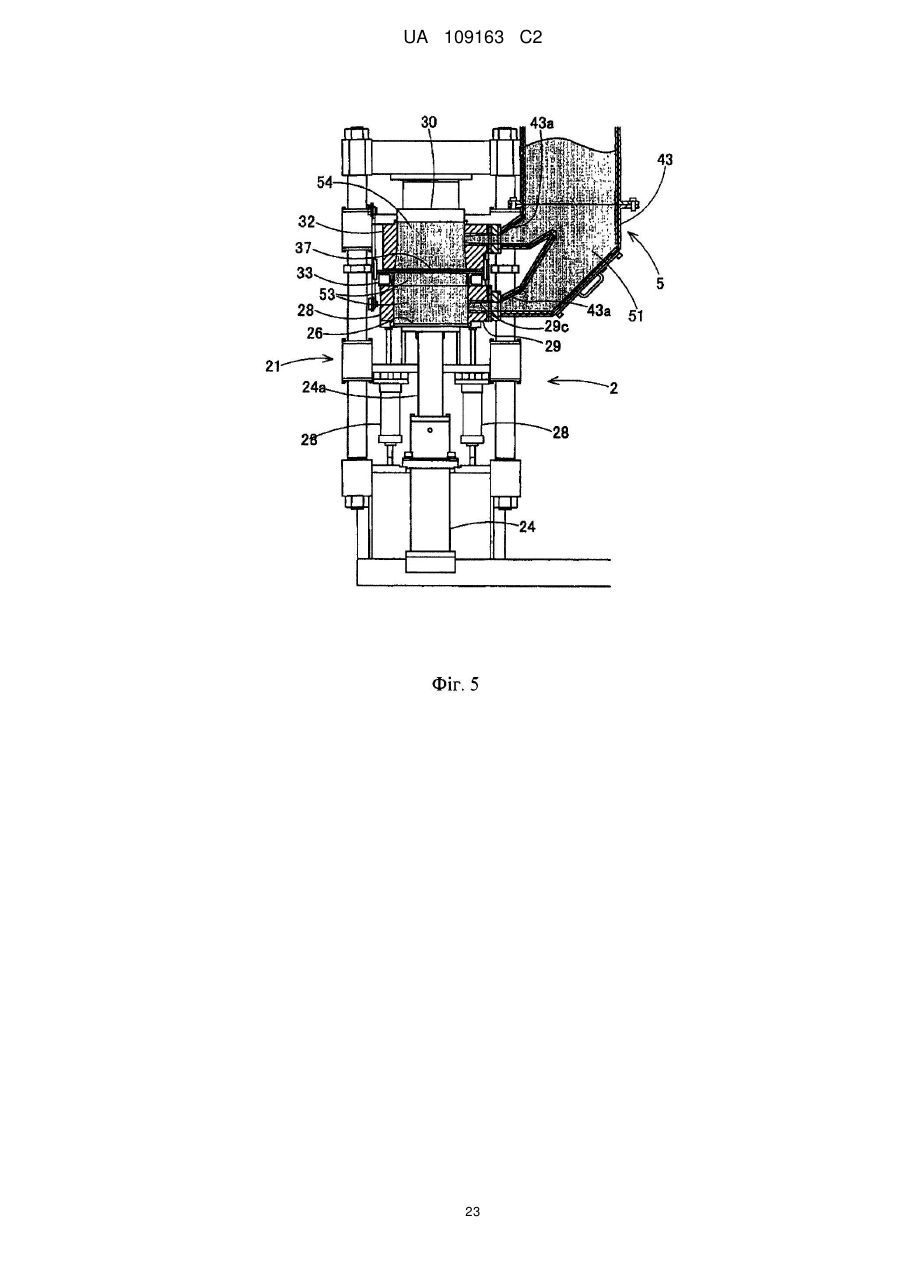
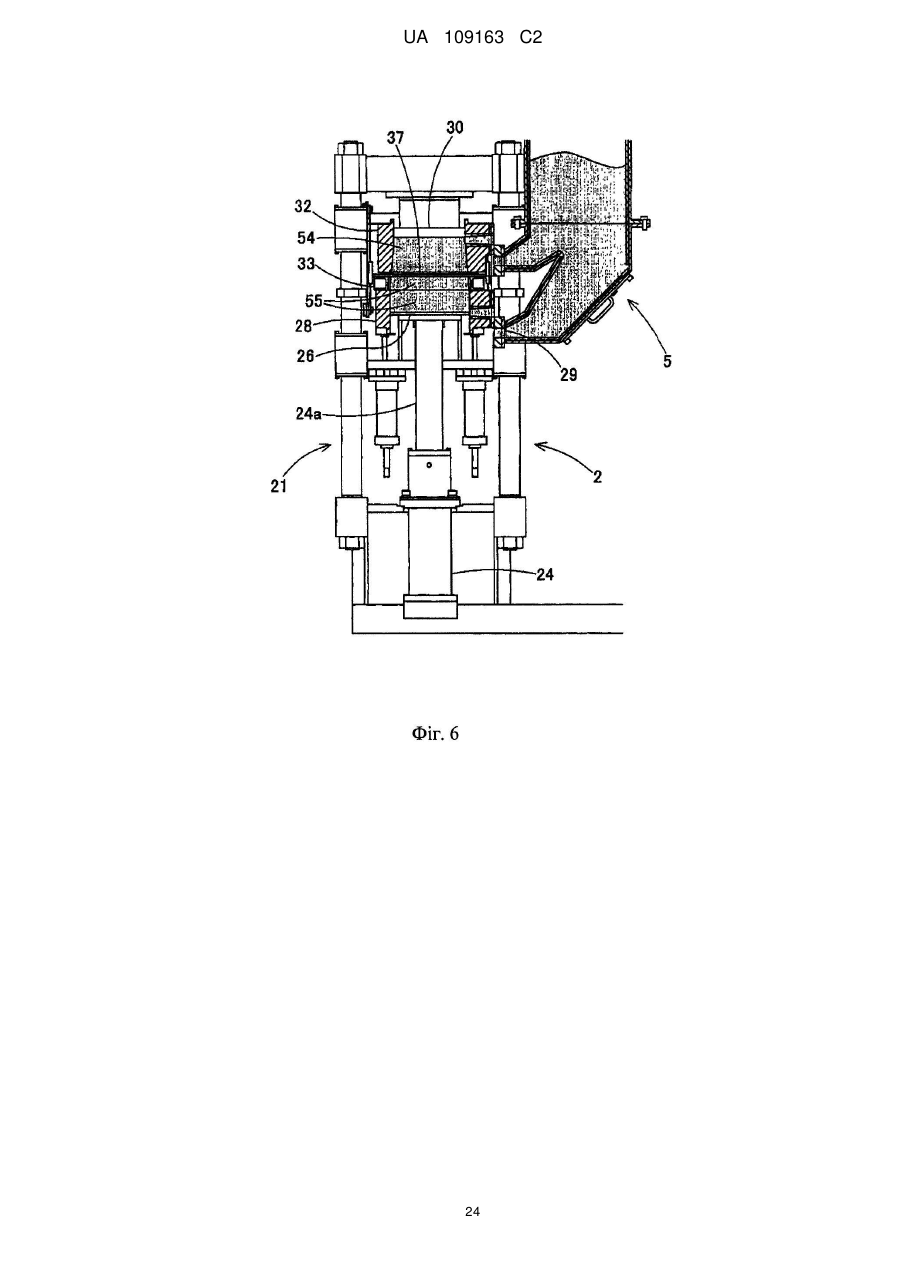
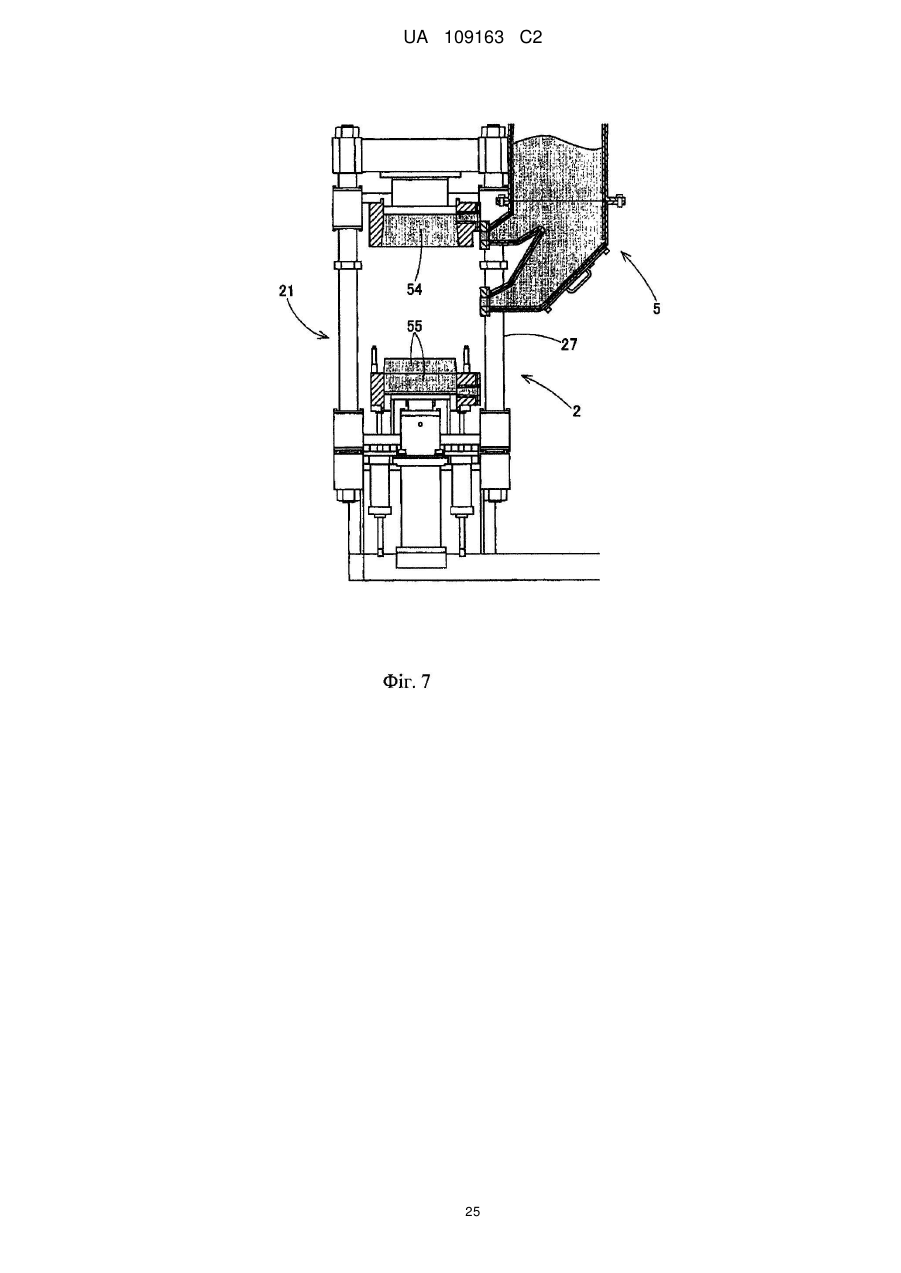
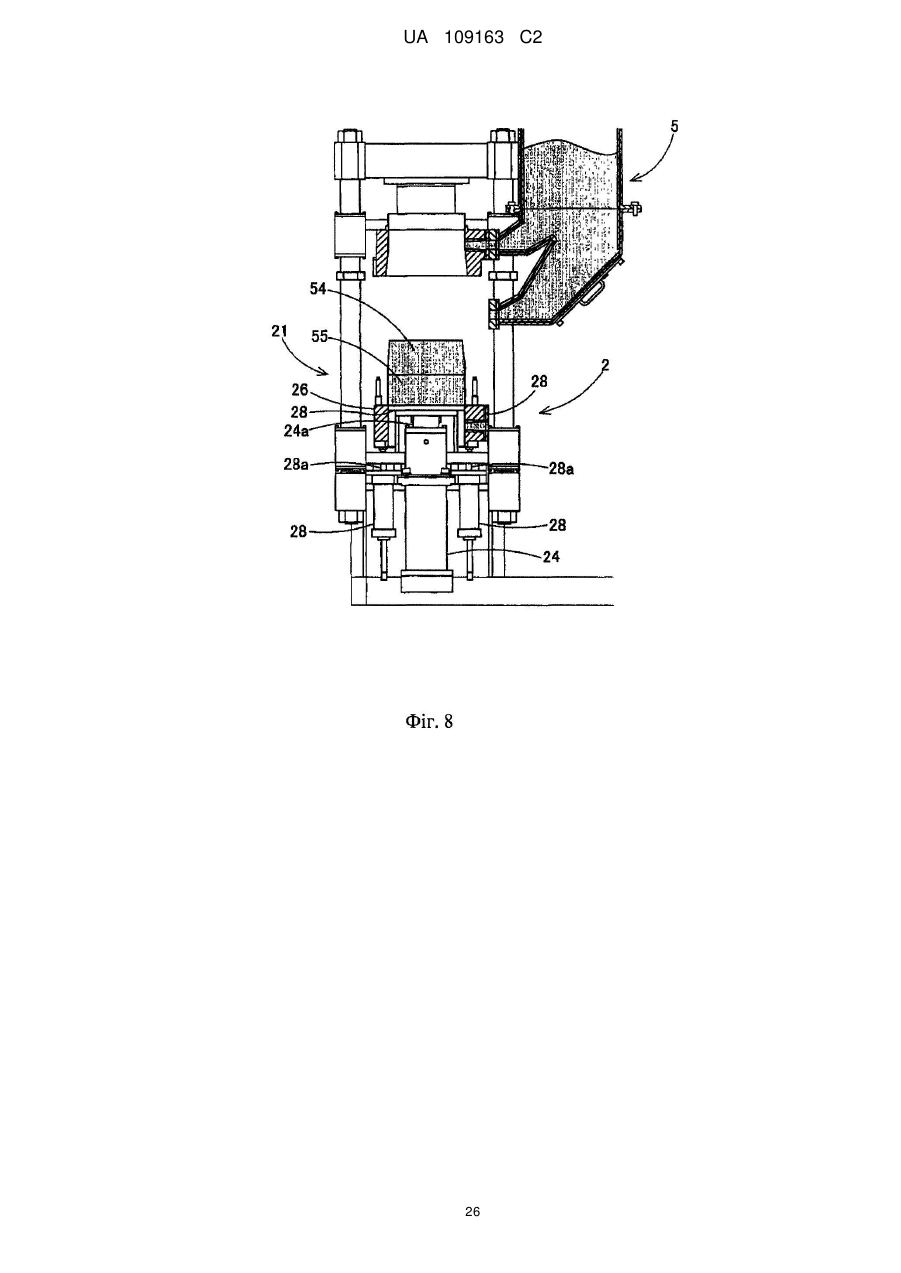
9. Пристрій за пунктом 7, в якому установка виготовлення форми для лиття містить набір опоки та пресувальний циліндр для приведення в дію нижнього пресувального робочого органу, нижній заповнювальний циліндр станини для приведення в дію нижньої заповнювальної станини,
блок видачі сигналу завершення опускання циліндра для видачі сигналу завершення опускання циліндра при завершенні опускання набору опоки та пресувального циліндра, та блок видачі сигналу завершення опускання опоки для видачі сигналу завершення опускання опоки при завершенні опускання циліндра нижньої заповнювальної станини,
коли вибрано використання сигналу дозволу відведення форми, сигнал завершення опускання циліндра та сигнал завершення опускання опоки додатково налаштовані та збережені, як стан приводу та для надання можливості приведення в дію механізму відведення заготовки, та
коли вибрано невикористання сигналу дозволу відведення форми, тільки сигнал завершення опускання циліндра та сигнал завершення опускання опоки налаштовано та збережено, як стан дозволу приводу для механізму відведення форми.
10. Пристрій за пунктом 7, в якому блок керування функціонує як блок приймання сигналу відсутності перешкод лінії для приймання сигналу відсутності перешкод, надісланого з блока керування лінією, та вказування, що установка виготовлення форми для лиття поза перешкодою передавальної лінії,
символьна інформація відносно з′єднання сигнальної лінії між панеллю керування та панеллю керування лінією збережена в блоці пам'яті, в блоці візуального відображення, а зображення, що дозволяє вибирати використання або невикористання сигналу відсутності перешкод лінії, відображене разом з символьною інформацією,
коли вибрано використання, налаштування, щоб включати приймання сигналу відсутності перешкод лінії блоком керування лінії збережено в блоці пам'яті, як стан дозволу приводу для механізму відведення форми, та
коли вибрано невикористання, налаштування, щоб не допускати приймання сигналу відсутності перешкод лінії, як стан дозволу приводу для механізму відведення форми, збережено в блоці пам'яті.
11. Пристрій за пунктом 10, в якому установка виготовлення форми для лиття містить набір опоки та пресувальний циліндр для приведення в дію нижнього пресувального робочого органу, нижній заповнювальний циліндр станини для приведення в дію нижньої заповнювальної станини,
блок видачі сигналу завершення опускання циліндра для видачі сигналу завершення опускання циліндра при завершенні опускання набору опоки та пресувального циліндра, і блок видачі сигналу завершення опускання опоки для видачі сигналу завершення опускання опоки при завершенні опускання циліндра нижньої заповнювальної станини,
коли використання одного або обох сигналів дозволу відведення форми та сигналу відсутності перешкод лінії вибрано, сигнал завершення опускання циліндра та сигнал завершення опускання опоки додатково налаштовані та збережені як стан приводу та для надання можливості приведення в дію механізму відведення заготовки, та
коли невикористання сигналу дозволу відведення форми вибрано та невикористання сигналу відсутності перешкод лінії вибрано, тільки сигнал завершення опускання циліндра та сигнал завершення опускання опоки налаштовано та збережено як стан дозволу приводу для механізму відведення форми.
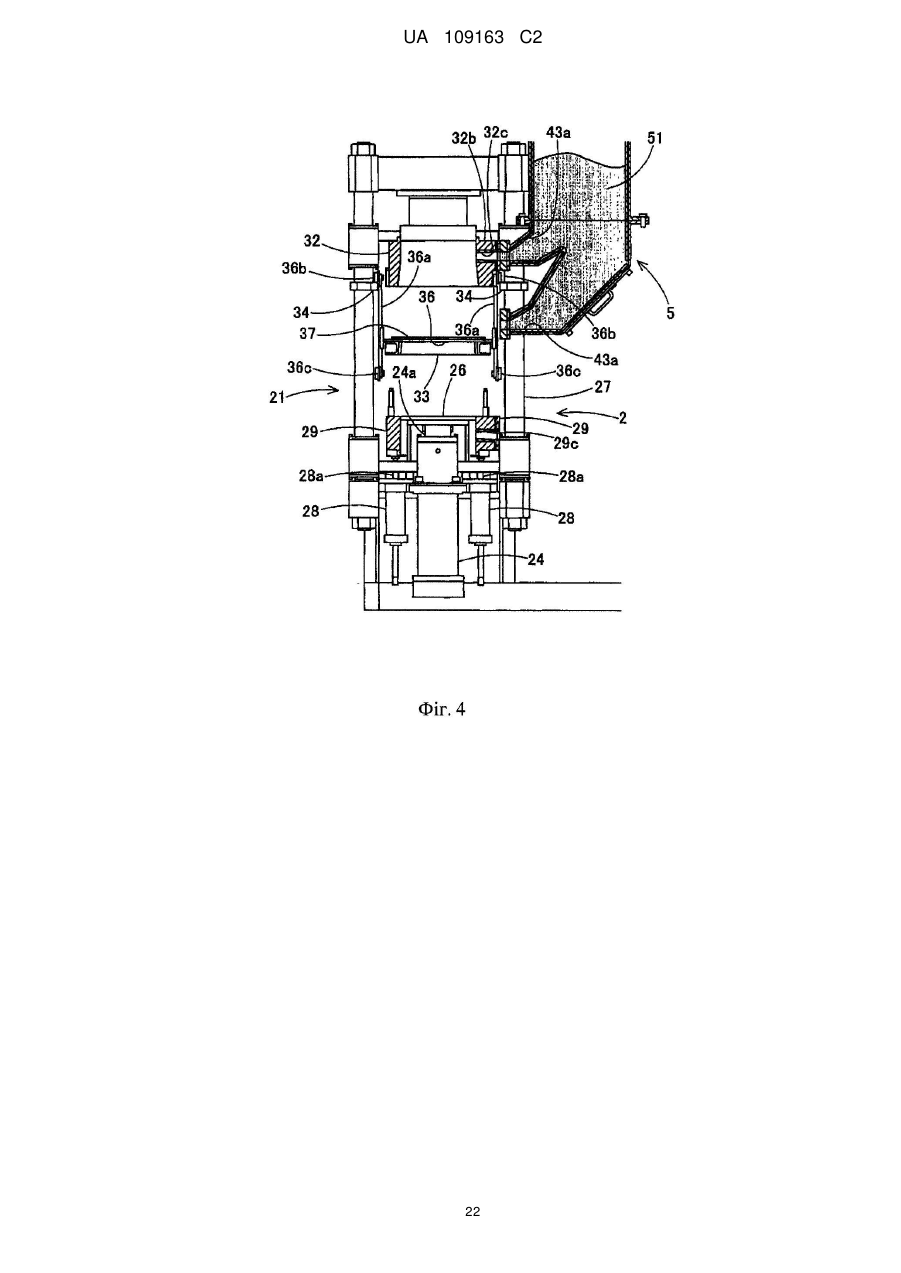
12. Пристрій за пунктом 2, в якому установка виготовлення форми для лиття містить пісковий бак для наповнювання простору для пресування піском,
сенсор для визначення кількості піску в пісковому баку, та
пісковий клапан для відкривання та закривання порту підведення піску піскового бака,
блок керування, який функціонує як блок видачі сигналу вимірювання піску для надсилання сигналу вимірювання піску, що вказує, коли пісковий бак потребує підведення піску до блока керування обладнання підготовлення піску,
символьна інформація відносно поєднання сигнальної лінії між панеллю керування та панеллю керування лінією збережена в блоці пам'яті, в блоці візуального відображення, зображення, що дозволяє вибирати використання або невикористання сигналу відсутності перешкод лінії, відображено разом з символьною інформацією,
коли вибрано використання, налаштування, щоб видавати сигнал вимірювання піску з блока керування, коли пісковий клапан у відкритому стані, та кількість піску визначена сенсором, а необхідний підвід піску встановлений, збережено в блоці пам'яті, та
коли вибрано невикористання, налаштування, щоб не допустити випуск сигналу вимірювання піску з блока керування, збережено в блоці пам'яті.
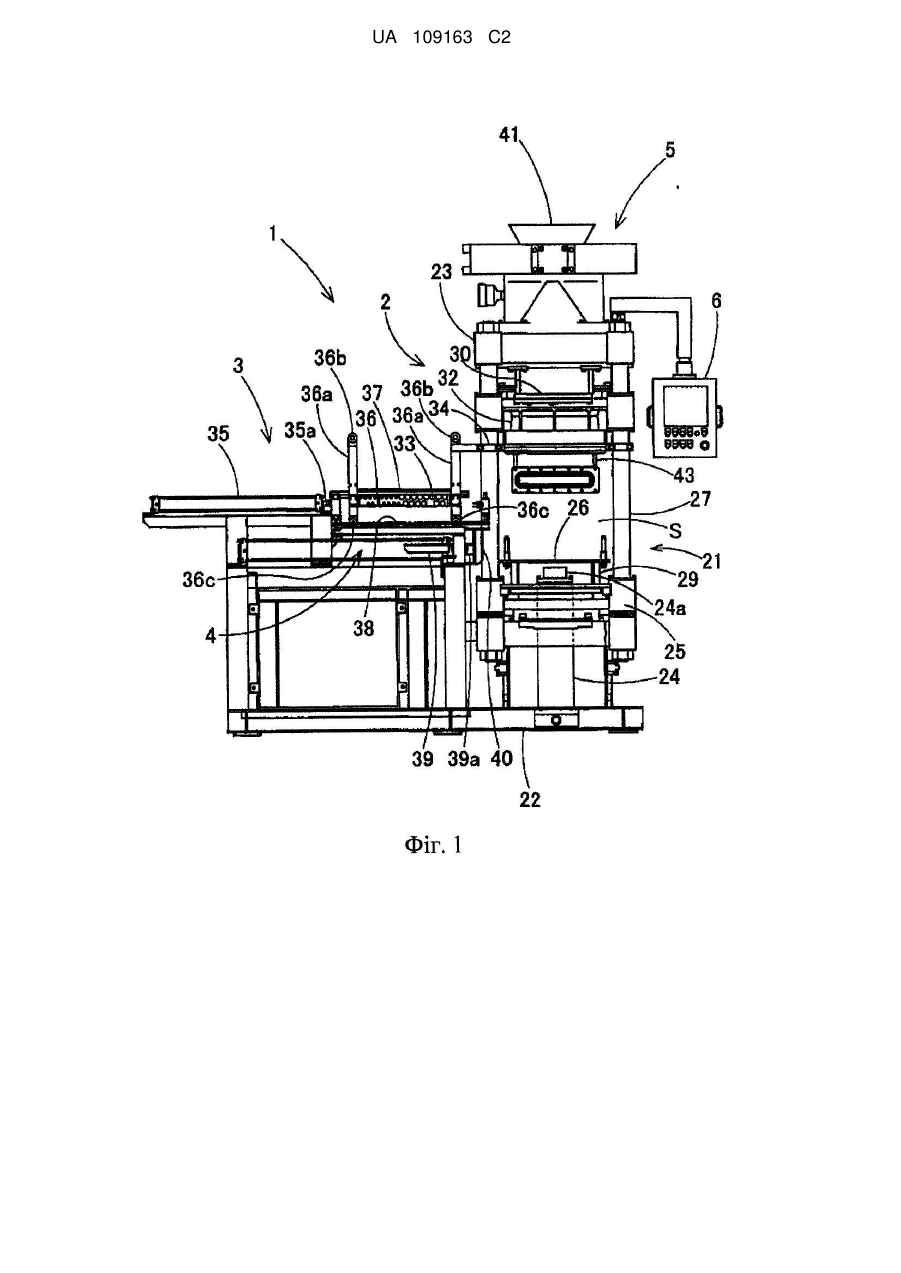
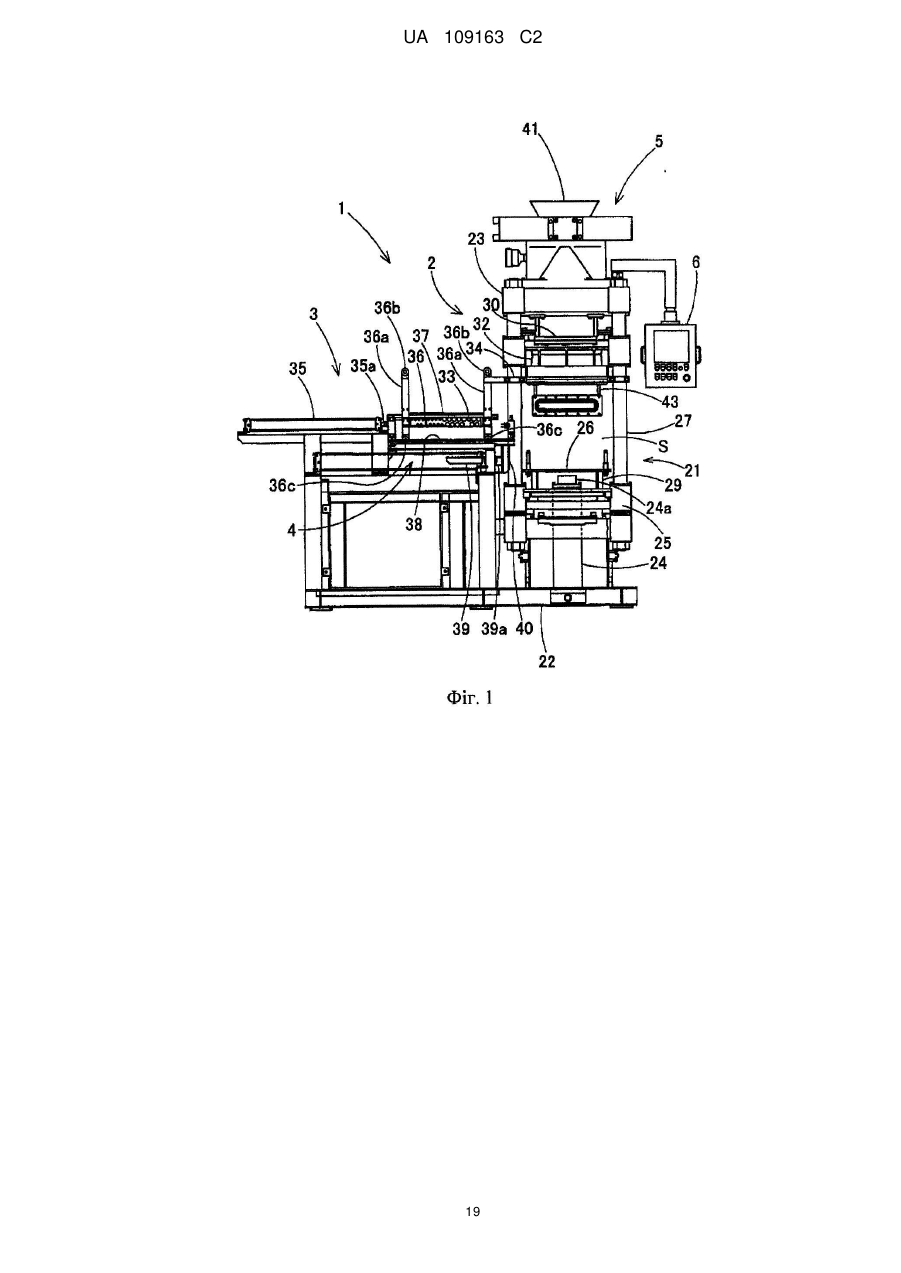
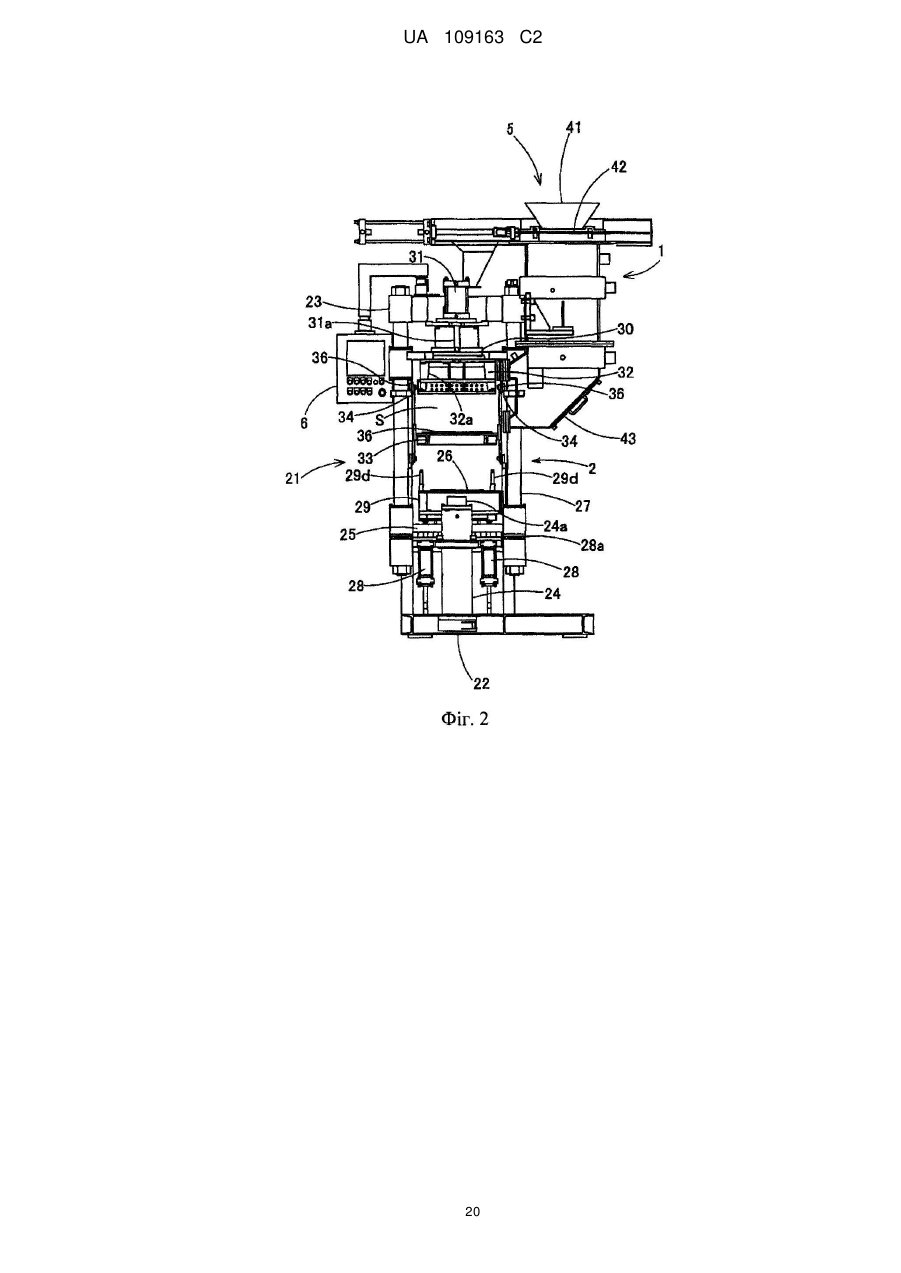
13. Установка виготовлення форми для лиття, що включає:
монтажний допоміжний пристрій за будь-яким з пунктів 1-12,
верхню та нижню формувальні опоки, що складаються з верхньої формувальної опоки та нижньої формувальної опоки,
модельну плиту, яка здатна вводитися та виводитися між верхньою та нижньою формувальними опоками,
верхній пресувальний робочий орган та нижній пресувальний робочий орган для формування верхнього простору пресування та нижнього простору пресування, в результаті розміщено на відповідній частині, що відкривається, верхньої та нижньої формувальних опок прошаровувальної модельної плити, та
пісковий бак для наповнення верхнього простору пресування та нижнього простору пресування піском.
Текст
Реферат: В безопоковій установці виготовлення форми для лиття 1, яка приводиться в дію електричним обладнанням, пневматичним обладнанням та гідравлічним обладнанням для виконання роботи блоком керування 10, що включає панель керування 6, та виробляє форму для лиття з формувального піску, забезпечено встановлювальним допоміжним пристроєм для допомоги її встановлення. Встановлювальний допоміжний пристрій включає дисплей, причому дисплей 14 забезпечений в панелі керування 6 для відображення символів, та сенсорну панель 15 для введення сигналів режимного перемикача операціями монтажника. В блоці курування 10 забезпечено блок пам'яті 19 для попереднього зберігання інформації, щоб відображати на дисплеї 14 діалогово встановлювальній технології монтажу, коли встановлюють установку виготовлення форми для лиття 1. Блок керування 10 виконує керування так, щоб відображати на дисплеї 14 символи встановлювальної технології монтажу зчитаними з блока пам'яті 19, та спрямовувати з встановлювальними технологіями монтажу по черзі діалогово на перемикачі вхідних сигналів, що надходять з сенсорної панелі 15. UA 109163 C2 (12) UA 109163 C2 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується розміщення допоміжного пристрою для установки виготовлення форми для лиття та установки виготовлення форми для лиття, і особливо, розміщення допоміжного пристрою для установки виготовлення форми для лиття для допомоги монтажнику виконувати з'єднання сигнальних ліній зі сторони передавальної лінії та монтажу панелі керування правильно без відхилень, коли розміщення пристрою виготовлення форм для лиття як частини існуючої ливарної передавальної лінії або подібної, а установка виготовлення форми для лиття використовується таким же чином. Рівень техніки Щодо виробничої лінії для промислового лиття із використанням лиття, що використовує формувальний пісок, дуже масивне та важке обладнання, включаючи установку виготовлення форми для лиття, розміщують на лінії, форми для лиття роблять з пресованого піску, а лиття в піскові форми є широко поширеними при застосуванні форм для лиття. У такій виробничій лінії, наприклад, коли установка виготовлення форми для лиття розміщується як частина існуючої автоматичної ливарної передавальної лінії або подібної, необхідно виконувати з'єднання трубопроводу з автоматичною ливарною передавальною лінією, монтувати панель керування, і т. д., правильно без відхилень. Такий тип установки виготовлення форми для лиття для виготовлення форм для лиття в піскові форми є відомим з нижчезазначеного Патентного документу 1, і т. п. Перелік використаних документів Патентний документ 1: Японський патент, опублікована заявка No. Н07-16705 Суть винаходу Технічна задача В останні роки такий тип установки виготовлення форми для лиття експортується до підприємств по всьому світу з країни, в якій виготовляються ливарні установки. Коли монтаж установки виготовлення форм для лиття на певному локальному підприємстві, для виконання з'єднання трубопроводу з автоматичною ливарною передавальною лінією, з'єднання сигнальних ліній, монтаж панелі керування, і т. п., правильне без відхилень, необхідно відправляти кваліфікованого інженера до її місцезнаходження з країни, де ливарна установка була виготовлена, і виконувати монтажні роботи. Не зважаючи на це, витрати, на відправлення кваліфікованого інженера монтувати установку виготовлення форми для лиття, зростають. Через те, що кількість кваліфікованих інженерів також обмежена, робота відносно монтажу установки виготовлення форми для лиття на підприємстві в країни, що є пунктом призначення експорту, може іноді бути виконана некваліфікованим робітником з місцевого підприємства. В цьому випадку, з'єднання трубопроводу, з'єднання сигнальних ліній, монтаж панелі керування, і т. п., ймовірно буде неправильно виконане під час монтажу установки виготовлення форми для лиття. Тому вірний монтаж може не бути виконаним, що ймовірно перешкоджатиме нормальній роботі. До того ж, з'єднань ливарних передавальних ліній та обладнання підготовки піску на підприємствах всього світу є велика численність, таких як автоматичні, напівавтоматичні та ручні з'єднання. Умовно, режим програм має бути модифікованим відповідно до його розташування. Крім того, оскільки кваліфіковані конструктори або інженерів електричних технологічних процесів виконують з'єднання сигнальних ліній, програмування або подібного, на місці згідно з потребою, існує проблема, така як витрати на відправлення кваліфікованих конструкторів або інженерів електричних технологічних процесів для кріплення. Тому, у відповідному рівні техніки, існує потреба у монтажному допоміжному пристрої для установки виготовлення форми для лиття, такого що дозволяє виконувати монтаж установки виготовлення форми для лиття легко та правильно. Вирішення задачі Монтажний допоміжний пристрій для установки виготовлення форми для лиття, відповідно до даного винаходу, це монтажний допоміжний пристрій для допомоги у розміщуванні установки виготовлення форми для лиття в установці виготовлення форми для лиття, яка приводиться в дію електричним обладнанням, пневматичним обладнанням та гідравлічним обладнанням для виконання роботи блоком керування, що включає панель керування, і виробляє форми для лиття з формувального піску, і який відрізняється тим, що включає блок візуального відображення, який передбачений в панелі керування, для відображення символів, блок режимного перемикача для введення сигналів монтажником, блок пам'яті технологій монтажу передбачений в блоці керування, щоб відображати попередньо збережену інформацію на дисплеї блока візуального відображення діалогово з технологіями монтажу, коли монтують установку виготовлення форми для лиття, та монтаж блока додаткового керування, що виконує 1 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 керування так, що змушує блок візуального відображення відображувати символи технології монтажу звертанням до блока пам'яті технологій монтажу, та так, щоб відображувати технології монтажу по черзі діалогово на перемикачі вхідних сигналів, що надходять з блока режимного перемикача Відповідно до такого монтажного допоміжного пристрою, коли монтують установку виготовлення форми для лиття, навіть монтажник без кваліфікації може керувати блоком режимного перемикання діалогово посиланням до технології монтажу, що відображена на блоці візуального відображення, та підтверджувати виконання монтажної роботи, під час виконання правильно без відхилень монтажної роботи, такої як з'єднання трубопроводів та з'єднання сигнальних ліній установки виготовлення форми для лиття. У втіленні винаходу, блок керування попередньо зберігає мову словника даних з множини мов, включаючи іноземну мову, так, що вона може бути вибраною. Коли установка виготовлення форм для лиття встановлюється на іноземному підприємстві, таке налаштування дозволяє виконувати підтримку монтажу відображенням технологій монтажу на мові тієї ж країни. У втіленні винаходу, може бути налаштовано так, щоб дисплей, що має сенсорну панель, змонтовану на панелі керування як частина блока візуального відображення, таку, щоб відображати на дисплеї зображення кнопки завершення разом з технологією монтажу, так що, коли відповідне положення на сенсорній панелі відповідає кнопці завершення в увімкненому положенні, завершення сигналу вказування потрапляє на блок керування, так щоб спрямовувати на екран наступної технології монтажу відображення тільки після того, як всі кнопки завершення знаходяться в увімкненому положенні. Такий пристрій дозволяє монтажнику керувати кнопкою завершення або подібною, шляхом використання сенсорної панелі, посиланням на відображення на пристрої візуального відображення технології монтажу, та спрямовувати до монтажної роботи діалогово в порядку, так щоб виконувати всю необхідну монтажну роботу ефективно. У втіленні винаходу, може бути налаштовано так, що символьна інформація для деталізованого опису технології монтажу збережена в блоці пам'яті технології монтажу, так щоб відображати на допоміжному екрані блока візуального відображення кнопки виклику детальної інформації, і так, щоб відображати символи для деталізованого опису технології монтажу на блоці візуального відображення, коли кнопка виклику детальної інформації знаходиться в увімкненому положенні. Коли технологія монтажу роботи відносно монтажу є невідомою, таке налаштування дозволяє монтажнику вмикати кнопку виклику детальної інформації на дисплеї, щоб викликати відображення деталізованого опису технології монтажу на блоці візуального відображення, та пояснення до неї. У втіленні винаходу, символ інформації відносно з'єднання сигнальної лінії, що має з'єднатись між панеллю керування та лінією панелі керування на боці передавальної лінії, збережено в блоці пам'яті технологій монтажу, на допоміжному екрані блока візуального відображення, зображення кнопки використання і кнопки невикористання можуть бути відображеними так, щоб надавати можливість вибіркового відображення разом с символьною інформацією, і коли кнопка невикористання знаходиться в увімкненому положенні, оброблення налаштовування, асоційоване з невикористанням сигнальної лінії, може бути відрегульоване і збережене в блоці пам'яті блока керування. Такий пристрій дозволяє автоматично змінювати та зберігати налаштування блока керування, такі як обробка, коли, наприклад, обладнання на боці передавальної лінії керується вручну та з'єднання сигнальної лінії до лінії панелі керування не є необхідним, для розчеплення з'єднаних сигналів відповідно до того. Крім того, навіть коли велика різноманітність комбінацій ливарної передавальної лінії та обладнання підготовлення піску і виконувані програми налаштовані користувачем відповідно до їх проектів, монтажник без кваліфікації може виконувати монтажні роботи просто та правильно, що дозволить зниження витрат на відправлення кваліфікованих конструкторів або інженерів електричних технологічних процесів. Крім того, установка виготовлення форми для лиття відповідно до іншого втілення даного винаходу включає верхню та нижню опоки, що складаються з верхньої опоки та нижньої опоки, модельної плити, виконаної з можливістю входити та виходити між верхньою та нижньою опоками, верхнього пресувального робочого органу та нижнього пресувального робочого органу для формування верхньої зони обпресування та нижньої зони обпресування, розташовану в результаті між відповідними робочими частинами верхньої та нижньої опоки модельну плиту, та 2 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 контейнеру з піском для заповнювання верхньої форми опресовування та нижньої форми опресовування піском. Корисний ефект винаходу Відповідно до різних варіантів і втілення даного винаходу, під час монтажу установки виготовлення форми для лиття монтажна робота, така як з'єднання трубопроводу, з'єднання сигнальних ліній та налаштування панелі керування може бути виконано легко та правильно без помилок. Короткий опис креслень Фіг. 1 - передня частина безопокової установки виготовлення форми для лиття відповідно до втілення. Фіг. 2 - вигляд збоку тієї ж безопокової установки виготовлення форми для лиття. Фіг. 3 - структура блокової діаграми панелі керування. Фіг. 4 - пояснювальний вигляд для пояснення роботи безопокової установки виготовлення форми для лиття, і зображення стану ливарного виробничого процесу, в якому етап завантаження заготовки завершено. Фіг. 5 - вигляд збоку, де зображений стан безопокової установки виготовлення форм для лиття, в якому етап розпушування завершений. Фіг. 6 - вигляд збоку, де зображений стан, в якому етап пресування завершений. Фіг. 7 - вигляд збоку, де зображений стан, в якому вивантаження заготовки завершений. Фіг. 8 - вигляд збоку, де зображений стан, в якому етап відділення опоки завершений. Фіг. 9 - діаграма зв'язку, де зображено структуру зв'язку між блоком термінала зв'язку панелі керування та блоком лінії керування, та блоком керування підготовлення піску. Фіг. 10 - ступінчаста діаграма монтажної допоміжної програми. Фіг. 11 - ступінчаста діаграма монтажної допоміжної програми. Фіг. 12 - блок-схема, яка показує виконання монтажного допоміжного оброблювання. Фіг. 13 включає пояснювальний огляд екранів монтажного допоміжного дисплею. Фіг. 13(а) приклад екрану "Введення" ("Introduction."). Фіг 13(b) - приклад екрану при вирівнювання формувальної установки. Фіг. 13(с) - приклад екрану з'єднання трубопроводів. Фіг. 14 включає пояснювальний огляд екранів монтажного допоміжного дисплею. Фіг. 14(а) приклад екрану монтажу подавальної лійки для завантаження піску. Фіг. 14(b) - приклад екрану подавання гідравлічної рідини і т. п. Фіг. 15 включає пояснювальний огляд екранів монтажного допоміжного дисплею. Фіг. 15(а) приклад екрану з'єднання сигнальних ліній. Фіг. 15(b) - приклад особливого опису відносно з'єднання сигнальної лінії. Фіг. 15(с) - робочий приклад екрану, показаного на Фіг. 15(а). Фіг. 16 включає пояснювальний огляд екранів монтажного допоміжного дисплею. Фіг. 16(а) приклад екрану відносно узгодження питань. Фіг. 16(b) - приклад екрану відносно узгодження питань, на якому показано випадок, коли всі питання вирішені. Опис втілень винаходу Наведені нижче втілення монтажного допоміжного пристрою для установки виготовлення форми для лиття даного винаходу будуть описані з посиланням на креслення, де за приклад взято безопокову установку виготовлення форми для лиття. Монтажний допоміжний пристрій призначений для допомоги при монтажі установки виготовлення форми для лиття. Під таким монтажем розуміють не тільки монтаж наново, а й коли монтаж на переміщену установку виготовлення форми для лиття вже проводились. Крім того, монтажний допоміжний пристрій може бути використаний, коли змінюють або коли переміщують передавальну лінію і обладнання підготовлення піску як периферійне обладнання установки виготовлення форми для лиття. Спершу, безопокова установка 1 виготовлення форми для лиття, що використовується як установка виготовлення форм для лиття, як показано на Фіг. 1 - Фіг. 5, схематично, сконструйована включати секцію 2 виготовлення форми для лиття для виготовлення форм для лиття, що складається з верхньої форми та нижньої форми, секцію 3 приводу просування/відведення нижньої опоки для приведення в дію нижньої опоки 33, щоб вводити в та відводити з секції 2 виготовлення форми для лиття, секцію 4 виштовхувача для відведення форми виготовлена ззовні секції 2 виготовлення форми для лиття, та секцію 5 подавання формувального піску для подавання формувального піску до секції 2 виготовлення форми для лиття. Безопокова установка 1 виготовлення форми для лиття, як показано на Фіг. 1 - Фіг. 4, включає станину 21 з затворами як основну станину. Станина 21 з затворами суцільно зв'язана нижньою основою 22 станини та верхньою основою станини 23 через дві пари опор 27, розташованих по чотирьом кутах, як видно на площині. 3 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 Набір опоки та пресувальні циліндри 24 прикріплені напроти центральної частини верхньої поверхні нижньої основи станини. Нижня пресувальна планка 26 прикріплена через верхній кінець частини нижньої пресувальної станини 25, на кінці поршневого штоку 24а набору опоки та пресувального циліндру 24. Основна частина корпусу набору опоки та пресувального циліндру 24 вставлена через наскрізний отвір, передбачений у центрі нижнього краю частини нижньої пресувальної станини 25. По чотирьох кутах, як видно на площині нижньої основи 22 станини, забезпечені ковзаючі втулки (не показано на кресленнях), що мають висоту щонайменше 10 мм або більше, що таким чином підтримує горизонтальне положення нижньої пресувальної станини 25. По нижньому краю частини нижньої пресувальної станини 25, чотири нижні заповнювальні циліндри 28 станини прикріплені у вертикальному положенні так, щоб оточувати набір опок та пресувальні циліндри 24. Поршневий шток 28а у верхньому боці кожного нижнього заповнювального циліндру 28 станини, що проходить через наскрізний отвір, забезпечений в нижньому краї частини нижньої пресувальної станини 25, і має нижню заповнювальну станину 29, прикріплену до їх кінця. Внутрішня поверхня нижньої заповнювальної станини 29 сформована так, щоб звужуватись донизу, і сформована так, що нижня пресувальна планка 26 може підтримувати герметичні умови протягом її заповнювання. В бічній частині нижньої заповнювальної станини 29 забезпечений отвір впуску 29с формувального піску. Позиційний шплінт забезпечено в нерухомому положенні у верхній поверхні нижньої заповнювальної станини 29. На кінці поршневого штоку набору опоки та пресувального циліндру 24а, нижня пресувальна планка (нижній пресувальний робочий орган) 26 прикріплена через верхній край частини нижньої пресувальної станини 25. Нижні заповнювальні циліндри 28 станини прикріплені до нижнього краю частини нижньої пресувальної станини 25. Нижня заповнювальна станина 29 прикріплена до кінців поршневих штоків 28а у верхній стороні нижніх заповнювальних циліндрів 28. До того ж, коли поршневий шток 24а набору опоки та пресувального циліндру 24 здійснює розтягувальні або скорочувальні операції, одночасно з ним, нижня пресувальна планка 26, нижня пресувальна станина 25, нижні заповнювальні циліндри 28 станини та нижня заповнювальна станина 29 піднімаються та опускаються як одне ціле. До того ж, впорядкування таке, що нижня заповнювальна станина 29 піднімається та опускається, коли поршневі штоки 28а у верхній стороні нижніх заповнювальних циліндрів 28 станини виконують розтягувальні або скорочувальні операції. На нижній поверхні верхньої основи станини 23, верхня пресувальна планка (верхній пресувальний робочий орган) 30 передбачена нерухомою, і верхня пресувальна поверхня 30 - у зустрічному положенні над нижньою пресувальною планкою 26. Верхній циліндр 31 опоки, сформований з повітряного циліндру, передбачений закріпленим поверненим донизу на верхній основі станини 23. Верхня опока 32 прикріплена до кінця поршневого штоку 31а верхнього циліндру 31 опоки. Внутрішня поверхня 32а верхньої опоки 32 сформована таким чином, щоб розширюватись донизу, і сформована так, щоб верхня пресувальна планка 30 може підтримувати герметичні умови протягом її заповнювання. Як показано на Фіг. 4 та ін., на бічній частині 32b верхньої опоки 32 забезпечений отвір впуску 32с формувального піску. У проміжному положенні між верхньою пресувальною планкою 30 та нижньою пресувальною планкою 26, сформований простір S, в який нижня опока 33, як буде описано нижче, може входити, і в який введена нижня опока 22 стає рухомою вгору та донизу. Всередині опор 27 розташовано пару переміщувальних рейок 34, які простягаються паралельно у лівому та правому напрямку (ліво-правий напрямок означає ліво-правий напрямок на Фіг. 1, аналогічне стосується й нижченаведеного) на однаковій горизонтальній площині. Секцію 3 приводу просування/відведення нижньої опоки розташовано лівій або правій стороні (на Фіг. 1 - з лівої сторони) на опорі 27. Секція 3 приводу просування/відведення нижньої опоки включає циліндр 35 завантаження заготовки, розташований праворуч, а координатна плита 36 прикріплена в горизонтальному положенні до кінця поршневого штоку 35а циліндру 35 завантаження заготовки. Координатна плита 36 прикріплена до кінця поршневого штоку 35а таким чином, щоб бути відокремленою в напрямку від кінця поршневого штоку 35а. Нижня опока 33 прикріплена до нижньої поверхні координатної плити 36. До верхньої поверхні координатної плити 36 прикріплена модельна плита 37, включаючи заготовку на верхній і нижній поверхнях. Координатна плита 36 включає роликові важелі 36а, у вертикальному положенні в чотирьох кутах відповідно, як видно на площині. Ролики з 4 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 закраїнами 36b, 36c пристосовані відповідно до верхнього кінця і нижнього кінця кожного роликового важелю 36а. Коли поршневий шток 36а циліндру 35 завантаження заготовки у відведеному положенні, чотири нижні ролики з закраїнами 36с пристосовані так, щоб бути на парі спрямовуючих рейок 38, видовжених паралельно в ліво-правому напрямку на тій самій горизонтальній площині так, щоб приводитися в рух коченням, і, коли вищезазначений поршневий шток 35а циліндру 35 завантаження заготовки приводиться у введене положення, відокремленими від пари спрямовуючих рейок 38 та рухатися всередину опор 27. З чотирьох верхніх роликів з закраїнами 36b тільки два правих ролики з закраїнами 36b у лівій кінцевій частині пари переміщувальних рейок 34, видовжених з опор 27, коли поршневий шток 35а циліндру 35 завантаження заготовки у відведеному положенні, і двоє лівих ролики з закраїнами 36b також розміщені на парі переміщувальних рейок 34, коли вищезазначений поршневий шток 35а приводиться у введене положення. Секція 4 виштовхувача для відведення форми, як показано на Фіг. 1, розташована на лівій стороні опор 27. Секція 4 виштовхувача для відведення форми включає циліндри 39 виштовхувача для відведення форми, розташовані праворуч. Пластина виштовхувача 40 з'єднана з кінцем поршневого штоку 39а циліндра 39 виштовхувача для відведення форми. Секція 5 подавання формувального піску призначена на лобовій поверхні верхньої основи станини 23. Секція 5 подавання формувального піску сконструйована, щоб включати порт 41 подачі формувального піску, пісковий клапан 42 для відкривання та закривання порту 41 подачі формувального піску, та розпушувальний бак 43, розміщений під пісковим клапаном 42. Розпушувальний бак 43 - це пісковий бак, забезпечений на внутрішній поверхні фільтрового елементу конструкції, що має велику кількість отворів повітряних струменів для форсування повітря, і здатний форсувати повітря під тиском приблизно 0,05-0,18 МПа, коли виконується наповнювання піском. Як показано на Фіг. 4 та ін., кінець розпушувального баку 43 розширюється подвоєнням у напрямку згори донизу, щоб формувати вхідні отвори 43а для піску. Панель керування 6 для керування роботи безопокової установки 1 виготовлення форми для лиття, як показано на Фіг. 3, сконструйована так, що має блок керування 10, що моделює Програмований Логічний Контролер (Programmable Logic Controller, PLC) як основний блок, та оснащена дисплеєм (блоком візуального відображення) 14 з сенсорною панеллю 15 на передньому корпусі. У блоці керування 10 забезпечений блок пам'яті 19, такий як флеш-пам'ять для збереження даних програми керування, що включає попередньо збережені дані монтажу допоміжної програми та ін., а обробка керування ливарною установкою, що включає встановлення керування допоміжного дисплею виконана на основі цих програмних даних. Таким чином, блок керування 10 з'єднаний із схемою подачіживлення 11 для підтримки попередньо визначеної напруги, схемою реле 12, що слугує як вхідна/вихідна схема, та ін., до того ж дисплею 14 з сенсорною панеллю 15. Вищезазначені технології монтажу скомбіновані з блоком пам'яті 19 блока керування 10, а вищенаведений монтаж блока допоміжного керування скомбінований з блоком керування 10. Схема подачі живлення 11 може подавати змінну вхідну напругу до, наприклад, 100 В - 240 В, так щоб було узгодження з різними іноземними напругами джерел живлення та подібних. Блок з'єднання терміналу 13, який з'єднаний зі схемою реле 12, з'єднаний з сигнальними лініями різного електричного обладнання та ін., як наприклад соленоїдні клапани для керування пневматичним обладнанням або гідравлічним обладнанням, а також сигнальні лінії з'єднані з блоком керування лінії 8 для подальшого подавання формувального піску. Тобто, сигнал завершення відведення заготовки та сигнал відсутності перешкод ливарної машини виходять (генеруються) від блока керування 10 безопокової установки виготовлення форми для лиття 1 до блока керування лінією 8, і таким чином, як показано на Фіг. 3, схема релейного контакту з'єднана від блока з'єднання терміналу 13 до блока керування лінією 8. Крім того, сигнал дозволу виведення заготовки і сигнал відсутності перешкод на лінії виходять (генерують) від блока керування лінією 8 до панелі керування 6, і сигнальна лінія таким чином з'єднується між блоком з'єднання терміналу 13 та блоком керування лінією 8. Крім того, сигнал вимірювання піску надходить з панелі керування 6 безопокової установки виготовлення форми для лиття до блока керування підготовлення піску 9, і тому, схема релейного контакту з'єднана від блока з'єднання терміналу 13 до блока керування підготовлення піску 9. Крім того, вхідна схема 18 для надання до блока керування 10 сигналів визначення від датчиків, таких як датчик тиску, а в панелі керування 6 забезпечений датчик температури, 5 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 застосований для безопокової установки виготовлення форм для лиття, і зв'язана з блоком керування 10. Дисплей 36 складається, наприклад, з РК-дисплею (рідкокристалічного дисплею з підсвічування, LCD) з сенсорною панеллю та контролеру дисплею 16 для керування дисплеєм, який поєднаний між дисплеєм 14 та блоком керування 10. Крім того, контролер сенсорної панелі 17 поєднаний між сенсорною панеллю 15 та блоком керування 10 до введення до блока керування 10 вхідного сигналу (вхідний сигнал перемикання), зумовлений контактом сенсорної панелі 15, яка обладнана на поверхні дисплею 14. Дисплей 14, для якого дані мови (дані мовного словника) забезпечено у відповідних мовах, оснащений блоком пам'яті, наприклад, флеш-пам'яттю в дисплеї, щоб послідовно відображати символи множини іноземних мов, окрім японської, сконструйовано таким чином, що символ мови, який відображений на дисплеї 14, може бути таким чином вибраним монтажником. На додаток, ці дані мови можуть бути забезпечені в блоці пам'яті 19, на який буде зроблено посилання. Крім того, електроннопроменевий дисплей або подібний також може бути застосований відносно дисплея 14, крім LCD, а для сенсорної панелі 15, що використовується як вхідний оперативний блок (блок перемикання режимів), може бути застосований інший кнопковий перемикач або подібний. Блок керування 10, сформований на пам'яті програмованого логічного контролеру (PLC), попередньо оснащеного даними програми керування, для виконання операцій безопокової установки виготовлення форми для лиття 1, як буде наведено далі, таким чином, серія етапів з етапу завантаження заготовки, етапу налаштування опоки, етапу розпушування, етапу пресування, етапу волочіння, етапу виведення заготовки, етап узгодження опок, етап видалення опок, етап відокремлення опок, етап виштовхування для виведення форми, послідовна. Крім того, дані програми для встановлення допоміжного пристрою, згідно з втіленням, що буде наведено нижче, попередньо збережені в такому блоці керування 10. Додатково, множина панелей керування може бути забезпечена додатково до панелі керування 6 на Фіг. 1 як панелі керування безопоковою установкою виготовлення форми для лиття 1, і в такому випадку, блоком керування, дисплеєм та ін., монтажного допоміжного пристрою може бути забезпечено на панелі керування, відмітній від панелі керування 6 на Фіг. 1, при умові, що панель керування, яка керує режимами безопокової установки виготовлення форми для лиття 1, або може бути впорядкування вищезазначеної множини функцій, забезпечених відокремлено на множині панелей керування. Дані програми для встановлення помічника підготовлюються використанням ступінчастої діаграми для блока керування 10, сформованому PLC, і даними програми, записаними в тому місці. Програма для встановлення помічника підготовлюється використанням ступінчастої діаграми, як показано на Фіг. 10, спочатку, на ступені 1, зберігають K1 відображення ввідного екрану, так щоб відображати початковий екран для допомоги "Введення" на дисплеї 14, коли панель керування 6 ввімкнена, і має біти пам'яті завершення монтажу М8b, забезпечених на ступені 1 так, щоб не відображати ввідний екран для допомоги після завершеного монтажу. Далі, на ступені 2, біт пам'яті завершення вирівнювання M11 та біт пам'яті завершення фіксування М12 оснащено таким чином, щоб зберігати завершення першої частини роботи M1, коли вирівнювання та фіксування ливарної установки завершено, а "кнопки завершення" вказують, що вони в увімкненому положенні. На ступені 3, біт пам'яті завершення головного трубопроводу М21, біт пам'яті завершення одержуючого баку трубопроводу М22, біт пам'яті завершення розпушувального баку трубопроводу М23, біт пам'яті завершення установки осушення повітря М24 забезпечені таким чином, щоб зберігати завершення другої частини роботи, коли підключення повітряного тиску трубопроводу завершено, а "кнопки завершення" вказують, що вони в увімкненому положенні. На ступені 4, запрограмовано так, щоб зберігати завершення четвертої роботи М3, коли монтаж подавальної лійки для завантаження піску завершено, центрувальне коректування отвору подавання піску завершено, а "кнопки завершення" вказують, що вони в увімкненому положенні. Далі, на ступені 5, біт пам'яті завершення гідравлічної рідини М41, біти пам'яті завершення агента реалізації М42, біти пам'яті завершення мастила М43 та біті пам'яті завершення витирання головної олії 44 забезпечені таким чином, щоб зберігати завершення четвертої частини роботи М4, коли подавання гідравлічної рідини, агенту реалізації та мастила завершенні, витирання головної олії завершено, а "кнопки завершення" вказують, що вони в увімкненому положенні. Додатково, відображення режимів на лінії з ступенями 2-5 налаштовано таким чином, щоб відображати екран, щоб підтверджувати відповідна технологія монтажу на дисплеї 14, та спрямовувати до наступної сходинки (наступного екрану) тільки коли всі "кнопки завершення" вказують, що вони в увімкненому положенні. 6 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 Далі, на ступені 6, запрограмовано таким чином, щоб зберігати завершення п'ятої частину роботи М5, коли визначається "використання" або "невикористання" відносно поєднання сигналу завершення виштовхувача для відведення форми, поєднання сигналу відсутності перешкод ливарної установки, сигналу з'єднання вимірювання піску, та коли всі "кнопки завершення" вказують, що вони в увімкненому положенні. Особливо, по перше, 5-1 завершено як результат виконання поєднання сигналу завершення виштовхувача для відведення форми, і в додаток "кнопку завершення" буде включеною вибиранням "використання" або як результат "кнопку завершення" буде включеною вибиранням "невикористання", коли не виконується поєднання сигналу завершення виштовхувача для відведення форми. Так, вибирання "використання" означає, що "кнопка завершення" натиснута в такому положенні, як показано на Фіг. 15(а), а вибирання "невикористання" означає, що кнопка вказана як "використання", вказує значення як "невикористання", як показано на Фіг. 15(с) як результат того, що кнопка, що вказує значення як "використання", натиснута в такому положенні, як показано на Фіг. 15(а), і "кнопка завершення" натиснута в такому положенні, як показано на Фіг. 15(с). До того ж, може бути налаштовано так, щоб викликати вибір одночасним відображенням як "кнопки використання" так і "кнопки невикористання" і одна з них має бути натиснутою. Тоді, 5-2 завершено як результат виконання поєднання сигналу завершення виштовхувача для відведення форми, в додаток, "кнопка завершення" буде включеною вибиранням "використання" або як результат "кнопка завершення" буде включеною вибиранням "невикористання", коли не виконується поєднання сигналу відсутності перешкод ливарної установки. На ступені 6 запрограмовано так, щоб зберігати М5 як зазначено вище, коли, подібно до поєднання сигналу завершення виштовхувача для відведення форми "5-1" та поєднання сигналу відсутності перешкод ливарної установки "52", з'єднання та вибір використанням або вибором невикористання включення "кнопки завершення" виконується тоді також для кожного поєднання сигналу завершення виштовхувача для відведення форми "5-3", поєднання сигналу відсутності перешкод лінії "5-4" та сигналу з'єднання вимірювання піску "5-5." Далі, в роботі на лінії на ступені 6, запрограмовано так, як показано так, як показано на ступені 7 на Фіг. 11 так, щоб відображати "кнопку використання" та "кнопку невикористання" разом з "кнопкою завершення" на дисплеї 14 у відповідності до кожного з'єднання сигналів, і коли "кнопка невикористання" включена і введено невикористання особливого поєднання сигналу, розмикають з'єднання релевантних сигналів, щоб оминати сигнал інтерфейсу. Таким чином, коли збережено вхідні режими для налаштування сигналу відсутності перешкод лінії, монтують та зберігають невикористання сигналу відсутності перешкод лінії М6. Також, на ступені 7 запрограмовано так, щоб b-контактом невикористаних біту пам'яті М60 лінії відсутності перешкод налаштовувати лінію сигналу відсутності перешкод як невикористану і біту пам'яті завершення лінії відсутності перешкод М61 налаштовувати сигнал лінії відсутності перешкод як завершеного, забезпечувати а-контактом біту пам'яті завершення лінії відсутності перешкод М61 паралельно з невикористаним бітом пам'яті М60, забезпечувати біт пам'яті М6а невикористаної лінії відсутності перешкод М6 паралельно з b-контактом біту пам'яті завершення лінії відсутності перешкод М61. Відповідно, наприклад, коли сторона передавальної лінії має структуру з ручним керуванням і сигнал відсутності перешкод лінії не використовується через те, що невикористаний біт пам'яті лінії відсутності перешкод М60 увімкнено і в той же час бітів пам'яті завершення лінії відсутності перешкод М61 вимкнено, біт пам'яті М6а невикористання лінії відсутності перешкод збережено, і самозабезпечується, з увімкненням біту пам'яті завершення лінії відсутності перешкод М61, біту пам'яті М6а невикористаної лінії відсутності перешкод М6. Далі, на ступені 8 запрограмовано таким чином, щоб забезпечувати контакт Х2, який увімкнено на завершення опускання пресувального циліндру 24, контакт Х3, що увімкнено на завершення опускання нижніх заповнювальних циліндрів 28 станини, контакт (контакт відсутності перешкод) Х4, що увімкнено, коли сигнал відсутності перешкод сторони передавальної лінії прийнято, та біт пам'яті М6а невикористаної лінії відсутності перешкод М6 паралельно контакту відсутності перешкод Х4. Відповідно, запрограмовано таким чином, що коли сигнал відсутності перешкод лінії на ступені 7 не використовується, невикористану лінію відсутності перешкод М6 зберігають та утримують, і, незалежно від режиму контакту відсутності перешкод Х4 на боці передавальної лінії, біт М6а невикористаної лінії відсутності перешкод М6 увімкнено, розмикання з'єднання виштовхувача форми М7 утримано, коли набір опоки та пресувальний циліндр 24 притягується до завершення опускання і нижні заповнювальні циліндри 28 станини притягуються до завершення опускання. Коли сигнал дозволу для виштовхувача для відведення форми використовується, виштовхування для відведення форми завершено, в стані, де розмикання з'єднання М7 трималося автоматичним режимом (звичайним 7 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 режимом), коли сигнал дозволу для виштовхувача для виведення форми прийнято зі сторони лінії. Крім того, коли сигнал дозволу для виштовхувача для відведення форми не використовується, виштовхування для відведення форми виконано в момент часу, коли розмикання з'єднання М7 тримається в автоматичному режимі. Крім того особливого опису, що надано для сходинки 8 використанням 5-2 як приклад режиму налаштування та збереження на Фіг. 15, в подальшому, такі ж самі налаштування та збереження виконуються як результат використання або невикористання буде вибрано також для 5-1, 5-3, 5-4 та 5-5 на Фіг. 15. Також, на ступені 9 запрограмовано так, щоб забезпечувати відповідно біти пам'яті M1a-М5а вищеописаного завершення першої частини роботи M1 до завершення п'ятої частини роботи М5, подальше забезпечення b-контакту біту пам'яті М90, коли набір пам'яті очищено, і так, щоб, коли всі біти пам'яті M1a-М5а задіяні і біт пам'яті М90 незадіяно, завершення монтажу М8 зберігають, і тому пам'ять самозабезпечується бітами пам'яті М8а, поєднаними паралельно до бітів пам'яті M1a-М5а. Коли біт пам'яті М90 увімкнено, вищезазначений набір пам'яті очищують. Так, біт пам'яті М90, що відображується як "чиста кнопка" на екрані або подібному, наприклад на Фіг. 13, використовують коли повертають налаштування установки у початковий стан, і вмикають у випадку заміни або розтягування на боці лінії. Далі, буде коротко описано режим безопокової установки виготовлення форми для лиття, що має вищенаведені етапи. Під керуванням панелі керування 6 безопокова установка виготовлення форми для лиття працює так, щоб виконувати серію етапів з етапу завантаження заготовки, етапу налаштування опоки, етапу розпушування, етапу пресування, етапу волочіння, етапу виведення заготовки, етап узгодження опок, етап видалення опок, етап відокремлення опок, етап відведення форми, послідовно. (1) З початку (Фіг. 1) У секції 2 виготовлення форми для лиття, поршневий шток 24 набору опоки та пресувального циліндру 24 розміщено в втягнутому кінці опусканні. Крім того, поршневі штоки 28а верхньої сторони нижніх заповнювальних циліндрів 28 станини розміщені на втягувальному кінці, а нижні заповнювальної станини 29 розміщені на завершенні опускання. Крім того, поршневий шток 31а верхніх опокових циліндрів 31 розміщений на просунутому кінці, а верхня опока розміщена на опускаючому кінці. На нижній опоковій частині 3 приводу просування/відведення, поршневий шток 35а циліндру 35 завантаження заготовки розміщено на втягнутому кінці, і координатна плита 36, нижня опока 33, і модельна плита 37 розміщені на втягнутому кінці, а пластина виштовхувача 40 розміщена на втягнутому кінці. В секції 5 подавання формувального піску, формувальний пісок 51 (Фіг. 5) подається в розпушувальний бак 43. (2) Етап подачі заготовки (Фіг. 2, Фіг. 7) Поршневий шток 35а циліндру 35 завантаження заготовки просувається. Зумовлений просуванням поршневого штоку 35а, координатна плита 36 просувається, два лівих ролики з закраїнами 36Ь виводять з чотирьох верхніх роликів з закраїнами 36с так, щоб бути розміщеними на парі переміщувальних рейок 34, та чотири нижні ролики з закраїнами 36с на пару спрямовуючих рейок 38 так, щоб бути відокремленими ними, і, коли поршневий шток 35а просувається до кінця просування, координатна плита 36, нижня опока 33 та модельна плита 37 налаштовані на попередньо визначених положеннях всередині опор 27 секції 2 виготовлення форми для лиття. (3) Етап монтажу опоки (Фіг. 8) Поршневий шток 24 набору опоки та пресувального циліндру 24 просувається, щоб змушувати нижні пресувальну планку 26 підніматися, а нижні заповнювальні циліндри 28 станини просуваються, щоб змушувати нижню заповнювальну станину 29 підніматися, введення позиційних шплінтів 29d нижньої заповнювальної станини 29 через позиційні отвори (не показано) в нижню опоку 33 і перекривання нижньої заповнювальної станину 29 нижньою поверхнею нижньої опоки 33, таким чином, щоб нижній простір формування заготовки (простір нижнього опресування) закривався нижньою пресувальною планкою 26, нижньою заповнювальною станиною 29, нижньою опокою 33, та модельною плитою 37. Тут, оскільки нижня пресувальна планка 26 та нижня пресувальна станина 25 поєднані, коли набір опоки та пресувальний циліндр 24 змушує підніматися або опускатися, нижня пресувальна станина 25 також піднімається або опускається разом з нижньою пресувальною планкою 26. Далі, ці повністю підняті для введення позиційні шплінти 29d через нижню поверхню верхньої опоки 32, і перекривають нижню опоку 33 нижньою поверхнею верхньої опоки 32 через модельну плиту 37 та координатну плиту 36, таким чином, щоб верхній простір формування заготовки верхнього простору (верхній простір опресування) закривався верхньою пресувальною планкою 30, верхньою опокою 32 та модельною плитою 37. 8 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 Тут, коли верхній простір формування заготовки створено, поршневий шток 24а набору опоки та пресувального циліндру 24 ще не досягли кінця просування (кінця піднімання). Коли верхній простір формування заготовки створено, положення впускного отвору для формувального піску 29с нижньої заповнювальної станини 29 збігається з положенням впускного отвору піску 43а в розпушувальному баку 43. Також Фіг. 8 показує стан, в якому формувальний пісок 51 подають у верхній простір формування заготовки і нижній простір формування заготовки, етап налаштування опоки є станом, що передує стану, коли подають формувальний пісок 51. (4) Етап розпушування В секції подавання формувального піску 5, пісковий клапан 42 (Фіг. 2) закритий, і стиснуте повітря подається в розпушувальний бак 43. Формувальний пісок 51 в розпушувальному баку 43, зумовлений тиском повітря стисненого повітря, внесений до нижнього простору формування заготовки через нижні впускні отвори 43 а піску та формувальний пісок подавальний впускний отвір формувального піску 32с у верхній опоці 32. На цьому етапі розпушування, тільки стиснене повітря вивільнюється зовні через вихідні отвори (не показано), розміщені в частинах бокових стінок верхньої опоки 32 та нижньої опоки 33. (5) Етап пресування (Фіг. 6) Поршневий шток 24а набору опоки та пресувального циліндру 24 просуваються далі, формувальний пісок 52 у верхньому просторі формування заготовки та формувальний пісок 53 у нижньому просторі формування заготовки стискають та спресовують верхньою пресувальною планкою 30 та нижньою пресувальною планкою 26. На етапі пресування, з підніманням нижньої пресувальної планки 26, нижня заповнювальна станина 29, нижня опока 33, координатна плита 37 та верхня опока 32 підняті. На цьому етапом пресування S4 сформовано верхню форму для лиття 54 та нижню форму для лиття 55. (6) Етап волочіння (волочіння заготовки) Поршневий шток 24а набору опоки та пресувального циліндру 24 відводяться, і нижня пресувальна плита 26 змушена опускатися. З опусканням нижньої пресувальної планки 26, нижня опока 33, координатна плита 37 та верхня опока 32 також опускаються. Під час опускання, чотири верхніх ролики з закраїнами 36b координатної плити 36 розміщуються на пару переміщувальних рейок 34, координатна плита 36, нижня опока та модельна плита зупиняють опускання, а нижня пресувальна планка 26 та нижня заповнювальна станина 29 продовжують опускання. (7) Етап завантаження заготовки Коли чотири верхніх ролики з закраїнами 26b координатної плити 36 розміщують на парі переміщувальних рейок 34 на етапі волочіння, координатна плита 36 досягає стану, щоб бути поєднаною з кінцем поршневого штоку 35а циліндру 35 завантаження заготовки. На етапі вивантаження заготовки, поршневий шток 35а циліндру 35 завантаження заготовки відводиться до втягнутого кінця. Зумовлений відводити поршневий шток 35а, чотири нижніх ролика з закраїнами 36b координатної плити розміщені на парі спрямовуючих рейок 38 та два лівих ролика з закраїнами 36b виводяться з чотирьох верхніх роликів з закраїнами 36b координатної плити 36, нижня опока 33, модельна плита 37 повертаються у втягнуті кінці (початкове положення). Після цього етап вивантаження заготовки завершується, та стає можливим монтаж осердя всередину опор 27, а монтаж осердя виконують відповідно до необхідності. (8) Етап моделювання опоки Коли поршневий шток 24а набору опоки та пресувального циліндру 24 просувається, щоб піднімати нижню пресувальну планку 26, і приводити нижню форму для лиття 55 до контакту з нижньою поверхнею верхньої форми для лиття 54. Просування назовні набору опоки та пресувального циліндру 24, в цей же час, монтують таким, щоб бути меншим ніж просування назовні на етапі пресування, та таким, щоб не розламати верхню форму для лиття 54 та нижню форму для лиття 55. (9) Етап видалення опоки Поршневий шток 31а верхнього циліндру 31 опоки відводиться, а верхня опока змушена підніматися. Зумовлена підніманням верхньої опоки 32, верхня форма для лиття 54 видаляється з верхньої опоки 32. Після видалення, поршневий шток 31а верхнього циліндру 31 опоки просувається, щоб повернути верхню опоку 32 до кінця опускання (початкового положення). (10) Етап роз'єднання опоки Поршневий шток 24а набору опоки та пресувального циліндру 24 відводиться, нижня пресувальна планка 26 змушена повертатися до кінця опускання (початкового положення). Крім 9 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 того, поршневий шток 28а верхньої сторони нижнього заповнювального циліндру 28 станини відводиться, а нижня заповнювальна станина 29 повертатися до завершення опускання (початкового положення). (11) Етап відведення заготовки Поршневий шток 39а циліндра 39 виштовхувача для відведення форм просувається, щоб просунути пластину виштовхувача 40, та змушує вийти форми для лиття (верхню форму для лиття 54 та нижню форму для лиття 55) на нижню пресувальну планку 26 передавальної лінії. (12) Стосовно підводу піску Щодо підводу піску, можуть бути розглянуті два способи. Перший спосіб - це спосіб визначення наявності пустот, і цей спосіб виконують окремо від послідовності етапів (1) - (11), зазначених вище. Цей перший спосіб не є способом для виконання кожного підводу піску до розпушувального баку, проте способом, в якому підвід піску виконується, коли сенсор (не показано) виявляє, що піску в розпушувальному баку 43 менше попередньо визначеної кількості. Другий спосіб - це спосіб визначення наявності заповнення, і для виконання кожного підводу піску до розпушувального баку у поєднанні з послідовністю етапів (I)-(Il), зазначених вище. Другий спосіб - це спосіб, в якому підвід піску виконується, поки сенсор (не показано) визначить, що пісок у розпушувальному баку 43 досягає попередньо визначеної кількості. Другий спосіб, що робить всю установку малою, ефективний особливо коли ємність баку приблизно 1,3-3,0 кратна кількості піску, що використовується за одне виготовлення форми для лиття. Так, опис буде спеціально надано з врахуванням того, що обрано другий спосіб, відносно підводу пуску, панель керування 6 передає сигнали вимірювання піску на виявлення сенсором (не показано) до блока лінії керування 8 на боці передавальної лінії, і дозволяє боковій лінії наповнювати піском. Сигнал вимірювання піску, наприклад, передається на, наприклад, етапі волочіння після етапу розпушування. Панель керування 6 продовжує передавання сигналів вимірювання піску, доки сенсор (не показано) перевищення порогу, що вказує значення, приблизно до заповнення. Відповідно до такого сигналу, пісок підводиться до розпушувального баку 43 на боковій стороні. Крім того, такий сигнал вимірювання піску передається також, коли установка працює вперше, а розпушувальний бак 43 заповнюється піском. Далі буде описана технологія монтажу допоміжного пристрою, що застосовується, коли кріплення (включаючи кріплення у випадку зміни місця розташування) безопокової установки виготовлення форми для лиття 1 на підприємстві або подібному. Як показано на блок-схемі Фіг. 12, безопокова установка пристрою виготовлення форми для лиття 1 кріпиться у попередньо визначеному положенні, і на кроці 100, до панелі керування 6 безопокової установки виготовлення форми для лиття 1 подається живлення. Відповідно, як показано на Фіг. 13(а), екран "Введення" відображається на дисплеї 14. Монтажник налаштовує мову символів, що будуть відображатися на екрані (крок 110). Оскільки такий монтажний допоміжний пристрій дозволяє обирання відображуваної мови, включаючи множину іноземних мов, коли безопокова установка виготовлення форми для лиття 1 експортується до іноземної країни, місцевий монтажник може обрати місцеву мову, щоб привести пристрій в простіший, доступний для розуміння стан. Додатково, налаштування вхідного режиму виконується керуванням сенсорною панеллю 15 на екрані дисплею. Тоді, відносно запитання "Чи Ви повністю прочитали правила техніки безпеки для монтажу?", відображеного на екрані, "кнопка підтвердження" відображується на екрані в увімкненому положенні за допомогою сенсорної панелі 15, і, коли "наступна кнопка", що відображена на екрані, далі вмикається, наступний екран вирівнювання ливарної установки відображається, як на Фіг. 13(b). Далі за цим дисплеєм, монтажник виконує горизонтальне вирівнювання безопокової установки виготовлення форми для лиття 1 (крок 120). Таке горизонтальне вирівнювання виконується обертанням регулювального болту, забезпеченого у виступаючому положенні на кнопковій частині основи безопокової установки виготовлення форми для лиття 1, і болт закріплено в горизонтальному стані для фіксування. На екрані вирівнювання формувальної установки, позначки вирівнювання ливарної установки та фіксування ливарної установки відображені разом з "кнопкою виклику детальної інформації" та "кнопки завершення", як показано на Фіг. 13(b). Коли "кнопка виклику детальної інформації" в увімкненому положенні, специфічні позначення (деталізований опис) відносно вирівнювання ливарної установки та фіксування ливарної установки відображаються на екрані. Так, "включене положення" виконується монтажником, щоб вибирати відповідне місцеположення на сенсорній панелі, де зображення, що відповідає кнопці завершення або подібній, відображається. Тоді, коли монтажник завершує роботу вирівнювання ливарної установки та фіксування ливарної установки, відображено "кнопку завершення" в увімкненому 10 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 положенні, а "наступну кнопку" увімкнену, наступний екран з'єднання трубопроводу відображається, як на Фіг 13(с). На цьому екрані з'єднання трубопроводу, відповідні пункти з'єднання головного повітряного каналу, з'єднання трубопроводу з ливарної установки до приймального баку, з'єднання трубопроводу від приймального баку до розпушувального баку та з'єднання трубопроводу на машині повітряного сушіння відображаються разом з "кнопкою виклику детальної інформації" та "кнопкою завершення". Слідуючи за цим дисплеєм, монтажник виконує з'єднання каналу стиснутого повітря на підприємстві та трубопроводу установки формування, з'єднання трубопроводу з установки формування до приймального баку та з'єднання трубопроводу з приймального баку до розпушувального баку (крок 130). В цей же час, коли "кнопка виклику детальної інформації" для з'єднання повітряного каналу в увімкненому положенні, специфічні позначки про таке з'єднання трубопроводу відображаються. Тоді, коли монтажник закінчує роботу відносно такого з'єднання трубопроводів, всі "кнопки завершення" в увімкненому положенні, і "наступна кнопка" увімкнена, наступний екран кріплення подавальної лійки для завантаження піску відображається на дисплеї 14, як на Фіг. 14(а) На екрані кріплення подавальної лійки для завантаження піску, позначки кріплення подавальної лійки для завантаження піску та узгодження центрування подавальної лійки для завантаження піску та ливарної установки відображені разом з "кнопками виклику детальної інформації" та "кнопками завершення". Слідуючи цьому дисплею, монтажник кріпить подаючу воронку для завантаження піску (не показано) на порт 41 подачі формувального піску і виконує узгоджене центрування такої подавальної лійки для завантаження піску та ливарної установки (крок 140). В той же час, коли "кнопки виклику детальної інформації" приведено в увімкнене положення монтажником, специфічні позначки відносно кріплення та центрування подавальної лійки для завантаження піску відображаються на дисплеї 14. Тоді, коли монтажник закінчує роботу кріплення та центрування подавальної лійки для завантаження піску, "кнопки завершення" як для кріплення, так і для центрування, в увімкненому положенні, а "наступна кнопка" увімкнена, наступний екран подавання гідравлічної рідини та ін., відображається, як на Фіг. 14(b). На екрані подавання гідравлічної рідини та ін., позначки подавання гідравлічної рідини, позначки подавання звільняючого агенту, позначки вприскування мастила, позначки витирання головної олії відображаються разом з "кнопками виклику детальної інформації" та "кнопками завершення". Слідуючи цьому дисплею, монтажник наповнює мастильний бак з гідравлічною рідиною, наповнює бак звільняючого агента звільняючим агентом, та вприскує мастило в місце змащування (крок 150), та далі витирає головну олію, що застосовано на поверхні установки для запобігання іржі при транспортуванні (етап 160). В цей же час, коли "кнопка виклику детальної інформації" в увімкненому положенні, відображується специфічний опис відносно подавання гідравлічної рідини, звільняючого агенту, вприскуванні мастила або витирання головної олії. Тоді, коли монтажник завершує роботу подавання гідравлічної рідини, звільняючого агенту, вприскуванні мастила та витирання головної олії, всі "кнопки завершенні" в увімкненому положенні та "наступна кнопка" увімкнена, наступний екран з'єднання сигнальних ліній відображається, як на Фіг. 15(а). На екрані з'єднання сигнальних ліній, кожна з позначок (5-1) поєднання сигналу для надсилання до сигналу завершення відведення форми з панелі керування 6 ливарної установки до блока керування лінії 8 передавальної лінії, позначки (5-2) поєднання сигналу лінії для надсилання сигналу відсутності перешкод ливарної установки з панелі керування 6 ливарної установки до блока керування лінією 8 передавальної лінії, позначки (5-3) з'єднання сигнальної лінії для надсилання сигналу дозволу відведення форми для лиття з блока керування лінією 8 передавальної лінії до панелі керування 6 ливарної установки, позначки (5-4) з'єднання сигнальної лінії для надсилання лінійного бічного сигналу відсутності перешкод з блока керування лінією 8 передавальної лінії до панелі керування 6 ливарної установки, позначки (5-5) з'єднання сигнальної лінії для надсилання сигналу вимірювання піску з панелі керування 6 ливарної установки до панелі керування обладнанням підготовлення піску відображаються разом з "кнопкою виклику детальної інформації", "кнопкою використання/невикористання" та "кнопкою завершення". Так, наприклад, коли "кнопка виклику детальної інформації" в увімкненому положенні в позначці (5-1) сигнальної лінії сигналу завершення відведення форми для лиття, особливий опис відносно з'єднання сигнальних ліній сигналу завершення відведення форм для лиття відображено, як показано на Фіг. 15(b). Крім того, коли передавальна лінія, з якою форма для 11 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 лиття відводиться вручну, не використовує сигнал відсутності перешкод ливарної установки та її сигнальну лінію, "кнопка використання" в увімкненому положенні, щоб налаштувати позначку як "невикористана", як на Фіг. 15(с). В той же час, в блоці керування 10 панелі керування 6, налаштовування та зберігання виконуються так, щоб звільняти зчеплення сигналу відсутності перешкод ливарною установкою внутрішньо. Крім того,коли передавальна лінія, в якій форма для лиття відводиться вручну, та не використовує сигнал відсутності перешкод та його сигнальну лінію, "кнопка використання" позначки (5-4) в увімкненому положенні, щоб налаштувати позначки, як на Фіг. 15(с). В цей же час, в блоці керування 10 панелі керування 6, налаштування та зберігання виконуються так, щоб звільняти зчеплення сигналу відсутності перешкод бокової лінії внутрішньо. Тоді, в позначках (5-1) на екрані, показаного на Фіг 15(с), коли використовують сигнальну лінію для надсилання сигналу завершення виведення форми для лиття до блока керування лінією 8 передавальної лінії, як показано на Фіг. 9, монтажник виконує роботи, щоб поєднати між блоком з'єднання терміналу 13 та блоком керування лінією 8 сигнальної лінію T1 поєднані релейні контакти в послідовності, і утримує "використання" в позначці (5-1), поки "кнопка завершення" в увімкненому положенні. В той же час, блок керування 10 спрямовує з кроку 170 до кроку 180 Фіг. 12, для налаштування так, щоб затверджувати сигнал завершення відведення форми для лиття. З іншої сторони, коли сигнал завершення відведення форми для лиття , що виходить з блока керування 10 до блока керування лінією 8 передавальної лінії не використовується, монтажник включає "кнопку використання", і включає "кнопку завершення". Відповідно, блок керування 10 безпосередньо спрямовує з кроку 170 до кроку 190. Далі, в позначках (5-2), коли використовують сигнальну лінію для надсилання сигналу відсутності перешкод машини формування форм для лиття до блока керування лінією 8 передавальної лінії, як показано на Фіг. 9, монтажник виконує роботу, щоб поєднати між блоком з'єднання терміналу 13 та блоком керування лінією 8 сигнальної лінію T1 поєднані релейні контакти в послідовності, і утримує "використання" в позначці (5-2), поки "кнопка завершення" в увімкненому положенні. В той же час, блок керування 10 спрямовує з кроку 190 до кроку 195 Фіг. 12, для налаштування так, щоб затверджувати сигнал відсутності перешкод ливарної машини. З іншої сторони, наприклад, коли передавальна лінія має ручну режимну структуру та з'єднання сигналів лінії не є необхідним, монтажник включає "кнопку використання" на позиції (5-2), щоб змінити на "невикористання", та включає "кнопку завершення". В той же час, блок керування 10 спрямовує з кроку 190 до кроку 200 на Фіг. 12. Далі, в позначках (5-3), коли використовують сигнальну лінію для надсилання сигналу дозволу відведення форми для лиття до блока керування 10 з блока керування лінією 8 передавальної лінії, як показано на Фіг. 9, монтажник виконує роботи, щоб поєднати між блоком з'єднання терміналу 13 та блоком керування лінією сигнальної лінію T1 поєднані релейні контакти в послідовності зі сторони блока керування лінією 8, і утримує "використання" в позначці (5-3), поки "кнопка завершення" в увімкненому положенні. В той же час, блок керування 10 спрямовує з кроку 200 до кроку 210 Фіг. 12, для налаштування так, щоб затверджувати сигнал дозволу відведення форми для лиття . З іншого боку, наприклад, коли передавальна лінія має ручну режимну структуру та з'єднання сигналів лінії сигналу дозволу відведення форми для лиття не є необхідним, монтажник включає "кнопку використання" на позиції (5-3), щоб змінити на "невикористання", та включає "кнопку завершення". В той же час, блок керування 10 спрямовує з кроку 200 до кроку 220 на Фіг. 12. Далі, в позначках (5-4), коли використовують сигнальну лінію для надсилання сигналу відсутності перешкод лінії до блока керування 10 з блока керування лінією 8 передавальної лінії, як показано на Фіг. 9, монтажник виконує роботу, щоб поєднати між блоком з'єднання терміналу 13 та блоком керування лінією 8 сигнальної лінію T1 поєднані релейні контакти в послідовності зі сторони блока керування лінією 8, і утримує "використання" в позначці (5-4), поки "кнопка завершення" в увімкненому положенні. В той же час, блок керування 10 спрямовує з кроку 220 до кроку 230 Фіг. 12, для налаштування так, щоб затверджувати сигнал відсутності перешкод лінії. З іншої сторони, наприклад, коли передавальна лінія має ручну режимну структуру та з'єднання сигналів лінії сигналу відсутності перешкод лінії не є необхідним, монтажник включає "кнопку використання" на позиції (5-4), щоб змінити на "невикористання", та включає "кнопку завершення". В той же час, блок керування 10 спрямовує з кроку 220 до кроку 240 на Фіг. 12. Далі, в позначках (5-5), коли використовують сигнальну лінію для надсилання сигналу вимірювання піску до блока керування підготовлення піску 9 обладнання підготовлення піску з блока керування 10, як показано на Фіг. 9, монтажник виконує роботу, щоб поєднати сигнальну лінію Т5 з поєднаними релейними контактами в послідовності між блоком з'єднання терміналу 12 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 13 та блоком керування підготовлення піску 9, і утримує "використання" в позначці (5-5), поки "кнопка завершення" в увімкненому положенні. В той же час, блок керування 10 спрямовує з кроку 240 до кроку 250 Фіг. 12, для налаштування так, щоб затверджувати сигнал вимірювання піску. З іншої сторони, коли з'єднання сигнальної лінії сигналу вимірювання піску не є необхідним, монтажник включає "кнопку використання" на позиції (5-5), щоб змінити на "невикористання", та включає "кнопку завершення". Тоді, коли всі "кнопки завершення" на екрані дротового з'єднання на Фіг. 15 в увімкненому положенні на дисплеї 14, відображається екран узгодження питань, як на Фіг. 16(а). Тоді, коли монтажник оператор повністю прочитає відображені узгоджувані питання, тоді включають "кнопку підтвердження" і подальше включають "кнопку підтвердження" відносно питання, чи є заготовка у формі на лінії з технічними умовами експлуатації в позиції (6-2), 6. "Завершення" підсвічується та відображається. В цьому стані, як показано на Фіг. 16(b), коли монтажник включає "всі кнопки завершення", блок керування 10 надсилає з кроку 260 до кроку 270 на Фіг. 12, та завершується монтаж установки формування. Так, коли монтаж безопокової установки виготовлення форми для лиття виконано, монтажний допоміжний екран відображається на дисплеї 14. На екрані, необхідні позиції монтажної роботи відображені в порядку разом з "кнопками завершення" та ін. Коли монтажник читає робочі позначки, виконує роботу та включає "кнопку завершення", відображається наступна позначка. Коли вся монтажна робота завершена, монтажний допоміжний екран завершується. В випадку виконання монтажу безопокової установки виготовлення форми для лиття на іноземному підприємстві без кваліфікованого монтажника, навіть місцевий звичайний робітник зможе прочитати позиції монтажної роботи, поки виконується монтаж пристрою формування правильно без помилок або упущень. Крім того, відносно з'єднання сигнальних ліній між блоком керування 10 та блоком керування лінією 8 та поєднанням сигнальної лінії між блоком керування 10 та блоком керування підготовлення піску 9, описаних вище, впорядковано, щоб дозволяти вибіркове налаштовування монтажником включення кнопки "використання/невикористання" на екрані. На приклад, коли сторона передавальної лінії в ручному режимі та відсутня панель керування лінією, достатньо для монтажника виконати операції так, щоб налаштувати сигнальну лінію сигналу відсутності перешкод лінії як невикористану. В блоці керування 10, налаштування легко змінити таким чином, щоб використання пристрою формування виконується зі зчепленням сигналу відсутності перешкод машини формування і сигнал відсутності перешкод лінії вивільнювався. Установка виготовлення форми для лиття 1 включає такий монтажний допоміжний пристрій, що дозволяє спрямовування монтажну роботу діалогово відображенням монтажним допоміжним пристроєм символьної інформації відносно технологій монтажу та поєднань та ін., різних сигнальних ліній, відображенням кнопкових зображень кнопок виклику детальної інформації, кнопок використання/кнопок невикористання та кнопок завершення, що спричиняє вибір використання або невикористання різних сигнальних ліній. Тому, установка виготовлення форми для лиття 1 реалізує виконання монтажної роботи легко та правильно без помилок. Крім того, в установці виготовлення форми для лиття 1, яка включає секцію 4 виштовхувача для відведення форми після виготовлення форми для лиття на передавальну лінію, блок керування 10 функціонує, коли блок приймання сигналу дозволу відведення форми для приймання сигналу дозволу відведення форми ("5-3" на Фіг. 15), надісланого з блока керування передавальної лінії. Установка виготовлення форми для лиття 1 спричиняє вибір використання або невикористання сигналу дозволу відведення форми монтажним допоміжним пристроєм. Монтажний допоміжний пристрій, коли вибрано використання, налаштовує та зберігає налаштування, щоб вміщувати приймання сигналу дозволу відведення форми блоком приймання сигналу дозволу відведення форми в блоці пам'яті 19 блоку керування 10 як приводу дозволеної умови для секції 4 виштовхувача для відведення форми. З іншого боку, монтажний допоміжний пристрій, коли вибрано невикористання, налаштовує та зберігає налаштування так, щоб не допускати приймання сигналу дозволу відведення форми, коли привід надає умову для секції 4 виштовхувача для відведення форми в блоці пам'яті 19 блока керування 10. Зумовлений таким характерним впорядкуванням, установка виготовлення форми для лиття 1 дозволяє легко виконувати нескладну роботу налаштовування протягом монтажу так, як це необхідно, тому що наявна установка для виконання характерних етапів відведення форми для лиття, і дозволяє їх правильне виконування без потреби у монтажному інструкторі, як умовно необхідного. Далі, установка виготовлення форми для лиття 1 дає змогу налаштування, щоб сприяти відвід форми для лиття виконуватися з відповідною координацією. 13 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 Крім того, і установці виготовлення форми для лиття 1, блок керування 10 функціонує, коли сигнал завершення відведення форми для лиття блоку випускання для передавання сигналу завершення відведення форми для лиття ("5-1" на Фіг. 15) до блока керування передавальною лінією. Установка виготовлення форми для лиття 1 причиняє вибір використання або невикористання сигналу завершення відведення форми для лиття монтажним допоміжним пристроєм. Монтажний допоміжний пристрій, коли вибрано використання, налаштовує та зберігає налаштування, щоб випускати сигнал завершення відведення форми для лиття блоку випускання сигналу завершення відведення форми для лиття, коли режим відведення форми для лиття секцією 4 виштовхувача для відведення форми завершено в блоці пам'яті 19 блоку керування 10. З іншої сторони, монтажний допоміжний пристрій, коли вибрано невикористання, налаштовує та зберігає налаштування, щоб не допускати випуск сигналу завершення відведення форми для лиття з блока випускання сигналу завершення відведення форми для лиття, коли режим відведення форми для лиття секцією 4 виштовхувача для відведення форми завершено в блоці пам'яті 19 блоку керування 10. Зумовлений таким характерним впорядкуванням, установка виготовлення форми для лиття 1 дозволяє легко виконувати нескладну роботу налаштовування протягом монтажу так, як це необхідно, тому що наявна установка для виконання характерних етапів відведення форми для лиття, і дозволяє їх правильне виконування без потреби у монтажному інструкторі, як умовно необхідного. Далі, установка виготовлення форми для лиття 1 підвищує ефективність всього обладнання відповідною координацією завершення відведення форми для лиття до сторони передавальної лінії. Крім того, в установці виготовлення форми для лиття 1, блок керування 10 функціонує, коли сигнал відсутності перешкод лінії блоку приймання для приймання сигналу відсутності перешкод лінії ("5-4" на Фіг. 15) надсилається з блока керування передавальної лінії, та вказування, що установка виготовлення форми для лиття поза перешкодами передавальної лінії. Установка виготовлення форми для лиття 1 причиняє вибір використання або невикористання сигналу відсутності перешкод лінії монтажним допоміжним пристроєм. Монтажний допоміжний пристрій, коли вибрано використання, налаштовує та зберігає налаштування, щоб включати приймання сигналу відсутності перешкод лінії блоком приймання сигналу відсутності перешкод лінії у блоці пам'яті 19 блоку керування, коли привід надає умову для секції 4 виштовхувача для відведення форми. З іншої сторони, монтажний допоміжний пристрій, коли вибрано невикористання, налаштовує та зберігає налаштування, щоб не допускати приймання сигналу відсутності перешкод лінії, коли привід надає умову для секції 4 виштовхувача для відведення форми в блоці пам'яті 19 блоку керування 10. Зумовлений таким характерним впорядкуванням, установка виготовлення форми для лиття 1 дозволяє легко виконувати нескладну роботу, необхідну щоб, коли налаштування зчеплено, запобігати випадку пошкодження в установці для виконання характерних етапів відведення форми для лиття, зумовленого перешкодою на лінії на цьому етапі, та дозволяє її правильне виконання без потреби у монтажному інструкторі, як умовно необхідного. Отже, установка виготовлення форми для лиття 1 дозволяє просто виконувати налаштування для керування пристроєм безпечно, щоб реалізувати відповідний режим формування Крім того, установка виготовлення форми для лиття 1 включає набір опоки та пресувальний циліндр 24 для приведення в дію нижню пресувальну планку 26, нижні заповнювальні циліндри 28 станини для приведення в дію нижньої заповнювальної станини 29, випускний блок сигналу завершення опускання циліндру для випускання сигналу завершення опускання набору опоки та пресувального циліндру 24, і блок випускання сигналу завершення опускання нижньої заповнювальної станини для випускання сигналу завершення опускання нижніх заповнювальних циліндрів 28 станини. Коли використовують однин або обидва сигнал дозволу відведення форми для лиття та сигнал відсутності перешкод лінії вибрано, сигнал завершення опускання циліндру та сигнал завершення опускання нижньої заповнювальної станини налаштовуються та зберігаються, як стан приводу ТА для надання можливості приведення в дію секції 4 відведення форми для лиття. З іншого боку, коли невикористання сигналу дозволу відведення форми для лиття вибрано та невикористання сигналу відсутності перешкод лінії вибрано, тільки сигнал завершення опускання циліндру та сигнал завершення опускання нижньої заповнювальної станини налаштовуються та зберігаються, як стан надання можливості приводу для механізму відведення форми для лиття. Зумовлений таким характерним впорядкуванням, установка виготовлення форми для лиття 1 дозволяє виконувати відвід форми для лиття відповідним та безпечним чином без необхідності у складної налаштувальної роботи. Крім того, установка виготовлення форми для лиття 1 включає пісковий бак (розпушувальний бак 43) для наповнювання піском простір опресування, сенсор визначення 14 UA 109163 C2 5 10 15 20 25 30 35 кількості піску (не показано) для визначення кількості піску, пісковий клапан 42 для відкривання та закривання порту підводу піску піскового баку, а блок керування 10 функціонує, як блок випускання сигналу вимірювання піску для надсилання сигналу вимірювання піску ("5-5" на Фіг. 15), що вказує, що пісковий бак вимагає підвід піску, до блока керування обладнанням підготовки піску. Установка виготовлення форми для лиття 1 спричиняє вибір використання або невикористання сигналу вимірювання піску монтажним допоміжним пристроєм. Монтажний допоміжний пристрій, коли вибрано використання, налаштовує та зберігає налаштування, щоб випускати сигнал вимірювання піску з блока випускання сигналу вимірювання піску, коли пісковий клапан 42 у відкритому стані та був визначеним сенсором визначення кількості піску, коли підвід піску вимагається в блоці пам'яті 19 блоку керування 10. Зумовлений таким характерним впорядкуванням, установка виготовлення форми для лиття 1 дозволяє легко виконувати нескладну налаштувальну роботу протягом монтажу так, як необхідно, тому що наявна установка, що вимагає підвід піску до піскового баку, та дозволяє її правильне виконування без потреби у монтажному інструкторі, як умовно необхідного. Отже, установка виготовлення форми для лиття 1 дозволяє просто виконувати підвід піску до піскового баку у відповідний час, і таким чином дозволяє виконувати виготовлення форм для лиття безперервно. Незважаючи на те, що наданий опис вище зазначеного втілення прикладів, в яких монтажний допоміжний пристрій відповідно до втілення застосовано до безопокової установки виготовлення форми для лиття, монтажний допоміжний пристрій відповідно до втілення може також бути застосовано у машині виготовлення форм з нероз'ємною опокою, що має іншу структуру та ін. Перелік умовних позначень 1: безопокова установка виготовлення форми для лиття, 2: секція виготовлення форми для лиття, 3: секція приводу просування/відведення нижньої опоки, 4: секція відведення форми, 5: секція подавання формувального піску, 6: панель керування, 8: блок керування лінією, 9: блок керування підготовлення піску, 10: блок керування, 11: схема подачі живлення, 12: схема реле, 13: блок з'єднання терміналу, 14: дисплей, 15: сенсорна панель, 16: контролер дисплею, 17: контролер сенсорної панелі, 18: вхідна схема, 19: блок пам'яті, 21: станина з затворами, 22: нижня основа станини, 23: верхня основа станини, 24: набір опоки та пресувальний циліндр, 25: нижня пресувальна станина, 26: нижня пресувальна планка, 27: опора, 28: нижній заповнювальний циліндр станини, 29: нижня заповнювальна станина, 30: верхня пресувальна планка, 31: верхній циліндр опоки, 32: верхня опока, 33: нижня опока, 34: переміщувальна рейка, 35: циліндр завантаження заготовки, 36: координатна плита, 37: модельна плита, 38: спрямовуюча рейка, 39: циліндр відведення форми, 40: пластина виштовхувача, 41: порт подачі формувального піску, 42:пісковий клапан, 43: бак розпушування. ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Монтажний допоміжний пристрій для допомоги монтажу установки виготовлення форми для лиття в установці виготовлення форм для лиття, яка приводиться в дію електричним обладнанням, пневматичним обладнанням та гідравлічним обладнанням для виконання роботи блоком керування та виробляє форму для лиття з формувального піску, при цьому монтажний допоміжний пристрій для установки виготовлення форми для лиття містить: блок візуального відображення із сенсорною панеллю, передбачений в панелі керування, для відображення символів, і блок пам'яті, передбачений в панелі керування, а також для попереднього зберігання інформації для відображення на дисплеї блока візуального відображення діалогово технології монтажу, коли монтують установку виготовлення форми для лиття, при цьому панель керування з′єднана із блоком лінії керування на стороні передавальної лінії через сигнальну лінію, вихідний сигнал перемикання надходить до блока керування шляхом контакту монтажника із сенсорною панеллю, блок керування виконаний з можливістю керування так, щоб змушувати блок візуального відображення відображувати символи технології монтажу зверненням до блока пам'яті, та так, щоб відображувати технології монтажу по черзі діалогово на основі вхідного сигналу, що надходить з сенсорної панелі, на блоці візуального відображення відображується зображення, яке дозволяє вибирати використання або невикористання, і 15 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 сигнальні лінії між блоком керування і блоком лінії керування виконані з можливістю вибіркового з′єднання шляхом вибору монтажником використання або невикористання. 2. Монтажний допоміжний пристрій для допомоги монтажу установки виготовлення форми для лиття в установці виготовлення форм для лиття, яка приводиться в дію електричним обладнанням, пневматичним обладнанням та гідравлічним обладнанням для виконання роботи блоком керування, який включає панель керування та виробляє форму для лиття з формувального піску, при цьому монтажний допоміжний пристрій для установки виготовлення форми для лиття містить: блок візуального відображення із сенсорною панеллю, передбачений в панелі керування, для відображення символів; блок пам'яті, передбачений в панелі керування, а також для попереднього зберігання інформації для відображення на дисплеї блока візуального відображення діалогово технології монтажу, коли монтують установку виготовлення форми для лиття, при цьому панель керування з′єднана із блоком керування підготовлення піску для подачі пресованого піску через сигнальну лінію, вихідний сигнал перемикання надходить до блока керування шляхом контакту монтажника із сенсорною панеллю, блок керування виконаний з можливістю керування так, щоб змушувати блок візуального відображення відображувати символи технології монтажу зверненням до блока пам'яті, та так, щоб відображувати технології монтажу по черзі діалогово на основі вхідного сигналу, що надходить з сенсорної панелі, на блоці візуального відображення відображується зображення, яке дозволяє вибирати використання або невикористання, і сигнальні лінії між блоком керування і блоком підготовлення піску виконані з можливістю вибіркового з′єднання шляхом вибору монтажником використання або невикористання. 3. Пристрій за пунктом 1 або 2, в якому блок візуального відображення містить блок зберігання мови, який попередньо зберігає дані мови словника з множини мов, включаючи іноземну мову, так, що вона може бути підібрана. 4. Пристрій за пунктом 1 або 2, в якому сенсорна панель встановлена на панелі керування в блоці візуального відображення, зображення кнопки завершення відображається разом із технологією монтажу, коли відповідне місцезнаходження на сенсорній панелі відповідає кнопці завершення в увімкненому положенні, сигнал вказування завершення потрапляє на блок керування, і наступна технологія монтажу відображується на блоці візуального відображення, тільки коли всі кнопки завершення знаходяться в увімкненому положенні. 5. Пристрій за пунктом 1 або 2, в якому символьна інформація для детального опису технології монтажу зберігається в блоці пам'яті, в блоці візуального відображення відображається кнопка виклику детальної інформації, і символи для деталізованого опису технології монтажу відображаються на блоці візуального відображення, коли кнопка виклику детальної інформації в увімкненому положенні. 6. Пристрій за пунктом 1, в якому символьна інформація відносно з'єднання сигнальної лінії між панеллю керування та блоком керування лінії зберігається в блоці пам'яті, в блоці візуального відображення кнопки використання і кнопки невикористання відображаються так, щоб надавати можливість вибірково відображатися разом із символьною інформацією, і коли кнопка невикористання в увімкненому положенні, налаштовувальне оброблювання, асоційоване з невикористанням сигнальної лінії, налаштовано і збережено в блоці пам'яті. 7. Пристрій за пунктом 1, в якому в установці виготовлення форми для лиття механізм відведення форми після виготовлення форми для лиття до передавальної лінії забезпечений ззовні установки виготовлення форми для лиття, блок керування функціонує як приймальний блок сигналу дозволу відведення форми для прийому сигналу дозволу відведення форми, надісланого з блока керування лінією, та вказує, що забезпечено стан, в якому доступно відвід форми механізмом відведення форми, символьна інформації відносно з'єднання сигнальної лінії між панеллю керування та блоком лінії керування збережена в блоці пам’яті візуального відображення, а зображення, що дозволяють вибирати використання або невикористання сигналу дозволу відведення форми, відображаються разом з символьною інформацією, коли вибрано використання, налаштування ввімкнення приймання сигналу дозволу відведення форми налаштовують та зберігають в блоці пам'яті, як достатню умову для механізму відведення форми, та 16 UA 109163 C2 5 10 15 20 25 30 35 40 45 50 55 60 коли вибрано невикористання, налаштування, щоб не допустити приймання сигналу дозволу відведення форми, коли привід надає умову для механізму відведення форми, налаштовується та зберігається в блоці пам'яті. 8. Пристрій за пунктом 7, в якому блок керування функціонує як блок сигналу завершення відведення форми для надсилання сигналу завершення відведення форми, який вказує, що відведення форми механізмом відведення форми завершено до блока керування, символьна інформація відносно з′єднання сигнальної лінії між панеллю керування та блоком керування лінією збережена в блоці пам′яті, в блоці візуального відображення, зображення, що дозволяють вибирати використання або невикористання сигналу дозволу відведення форми, відображаються разом з символьною інформацією, коли вибрано використання, налаштування, щоб видавати сигнал завершення відведення форми з блока керування, коли режим відведення форми механізму відведення форми завершено, налаштовано та збережено в блоці пам'яті, та коли вибрано невикористання, налаштування, щоб не допускати виведення сигналу завершення відведення форми з блока керування, коли режим відведення форми механізмом відведення форми завершено, налаштовано та збережено в блоці пам'яті. 9. Пристрій за пунктом 7, в якому установка виготовлення форми для лиття містить набір опоки та пресувальний циліндр для приведення в дію нижнього пресувального робочого органу, нижній заповнювальний циліндр станини для приведення в дію нижньої заповнювальної станини, блок видачі сигналу завершення опускання циліндра для видачі сигналу завершення опускання циліндра при завершенні опускання набору опоки та пресувального циліндра, та блок видачі сигналу завершення опускання опоки для видачі сигналу завершення опускання опоки при завершенні опускання циліндра нижньої заповнювальної станини, коли вибрано використання сигналу дозволу відведення форми, сигнал завершення опускання циліндра та сигнал завершення опускання опоки додатково налаштовані та збережені, як стан приводу та для надання можливості приведення в дію механізму відведення заготовки, та коли вибрано невикористання сигналу дозволу відведення форми, тільки сигнал завершення опускання циліндра та сигнал завершення опускання опоки налаштовано та збережено, як стан дозволу приводу для механізму відведення форми. 10. Пристрій за пунктом 7, в якому блок керування функціонує як блок приймання сигналу відсутності перешкод лінії для приймання сигналу відсутності перешкод, надісланого з блока керування лінією, та вказування, що установка виготовлення форми для лиття поза перешкодою передавальної лінії, символьна інформація відносно з′єднання сигнальної лінії між панеллю керування та панеллю керування лінією збережена в блоці пам'яті, в блоці візуального відображення, а зображення, що дозволяє вибирати використання або невикористання сигналу відсутності перешкод лінії, відображене разом з символьною інформацією, коли вибрано використання, налаштування, щоб включати приймання сигналу відсутності перешкод лінії блоком керування лінії збережено в блоці пам'яті, як стан дозволу приводу для механізму відведення форми, та коли вибрано невикористання, налаштування, щоб не допускати приймання сигналу відсутності перешкод лінії, як стан дозволу приводу для механізму відведення форми, збережено в блоці пам'яті. 11. Пристрій за пунктом 10, в якому установка виготовлення форми для лиття містить набір опоки та пресувальний циліндр для приведення в дію нижнього пресувального робочого органу, нижній заповнювальний циліндр станини для приведення в дію нижньої заповнювальної станини, блок видачі сигналу завершення опускання циліндра для видачі сигналу завершення опускання циліндра при завершенні опускання набору опоки та пресувального циліндра, і блок видачі сигналу завершення опускання опоки для видачі сигналу завершення опускання опоки при завершенні опускання циліндра нижньої заповнювальної станини, коли використання одного або обох сигналів дозволу відведення форми та сигналу відсутності перешкод лінії вибрано, сигнал завершення опускання циліндра та сигнал завершення опускання опоки додатково налаштовані та збережені як стан приводу та для надання можливості приведення в дію механізму відведення заготовки, та коли невикористання сигналу дозволу відведення форми вибрано та невикористання сигналу відсутності перешкод лінії вибрано, тільки сигнал завершення опускання циліндра та сигнал завершення опускання опоки налаштовано та збережено як стан дозволу приводу для механізму відведення форми. 17 UA 109163 C2 5 10 15 20 25 12. Пристрій за пунктом 2, в якому установка виготовлення форми для лиття містить пісковий бак для наповнювання простору для пресування піском, сенсор для визначення кількості піску в пісковому баку, та пісковий клапан для відкривання та закривання порту підведення піску піскового бака, блок керування, який функціонує як блок видачі сигналу вимірювання піску для надсилання сигналу вимірювання піску, що вказує, коли пісковий бак потребує підведення піску до блока керування обладнання підготовлення піску, символьна інформація відносно поєднання сигнальної лінії між панеллю керування та панеллю керування лінією збережена в блоці пам'яті, в блоці візуального відображення, зображення, що дозволяє вибирати використання або невикористання сигналу відсутності перешкод лінії, відображено разом з символьною інформацією, коли вибрано використання, налаштування, щоб видавати сигнал вимірювання піску з блока керування, коли пісковий клапан у відкритому стані, та кількість піску визначена сенсором, а необхідний підвід піску встановлений, збережено в блоці пам'яті, та коли вибрано невикористання, налаштування, щоб не допустити випуск сигналу вимірювання піску з блока керування, збережено в блоці пам'яті. 13. Установка виготовлення форми для лиття, що включає: монтажний допоміжний пристрій за будь-яким з пунктів 1-12, верхню та нижню формувальні опоки, що складаються з верхньої формувальної опоки та нижньої формувальної опоки, модельну плиту, яка здатна вводитися та виводитися між верхньою та нижньою формувальними опоками, верхній пресувальний робочий орган та нижній пресувальний робочий орган для формування верхнього простору пресування та нижнього простору пресування, в результаті розміщено на відповідній частині, що відкривається, верхньої та нижньої формувальних опок прошаровувальної модельної плити, та пісковий бак для наповнення верхнього простору пресування та нижнього простору пресування піском. 18 UA 109163 C2 19 UA 109163 C2 20 UA 109163 C2 21 UA 109163 C2 22 UA 109163 C2 23 UA 109163 C2 24 UA 109163 C2 25 UA 109163 C2 26 UA 109163 C2 27 UA 109163 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюMounting assist device for mold-making apparatus, and mold-making apparatus
Автори англійськоюTakasu, Shuji, Hadano Eutaka, Ono, Tacahiro
Автори російськоюТакаду Судзи, Хадано Ютака, Оно Такахиро
МПК / Мітки
МПК: B22C 11/00, B22C 15/02, B22C 15/24, B22C 25/00
Мітки: допоміжний, лиття, установки, установка, монтажний, форми, пристрій, виготовлення
Код посилання
<a href="https://ua.patents.su/36-109163-montazhnijj-dopomizhnijj-pristrijj-dlya-ustanovki-vigotovlennya-formi-dlya-littya-ta-ustanovka-vigotovlennya-formi-dlya-littya.html" target="_blank" rel="follow" title="База патентів України">Монтажний допоміжний пристрій для установки виготовлення форми для лиття та установка виготовлення форми для лиття</a>
Сталева заготовка для виготовлення прес-форми для лиття під тиском пластмаси або лиття металів, або для виготовлення деталей металообробкою
Номер патенту: 77516
Опубліковано: 15.12.2006
Автор: Бегіно Жан
МПК: C22C 38/00, C21D 1/18, B22C 9/06, B29C 33/38
Мітки: деталей, сталева, заготовка, пластмаси, прес-форми, металів, виготовлення, металообробкою, тиском, лиття
Формула / Реферат:
1. Сталева заготовка для виготовлення прес-форми для лиття під тиском пластмаси або лиття металів та виготовлення шляхом металообробки деталей прес-форми товщиною більше 20 мм, структура якої є мартенситною або мартенсито-бейнітною, твердість її лежить у межах від 430 до 530 НВ, а хімічний склад сталевої заготовки включає у мас. %:
Монтажний верстат для відкривання і закривання секторної вулканізаційної форми для виготовлення автомобільних шин пресуванням
Номер патенту: 49592
Опубліковано: 11.05.2010
Автор: Бамбух Ян
МПК: B29D 30/06
Мітки: верстат, відкривання, монтажний, пресуванням, форми, секторної, закривання, вулканізаційної, виготовлення, шин, автомобільних
Формула / Реферат:
Монтажний верстат (100) для закривання і відкривання секторної вулканізаційної форми для виготовлення шин, що містить нижню плиту (5), який відрізняється тим, що у круговому сегменті (51) нижньої плити (5) встановлено поворотну напрямну плиту (6) із внутрішніми зубцями (61) та спіральним пазом (14), у який вкладено гребінь (15) приводів (71) повідків (7) сегментів (11) прес-форми (4), а повідки (7) є радіально рухомими у канавках (16),...
Монтажний верстат для відкривання і закривання секторної вулканізаційної форми для виготовлення автомобільних шин
Номер патенту: 49593
Опубліковано: 11.05.2010
Автор: Бамбух Ян
МПК: B29D 30/00
Мітки: шин, закривання, секторної, відкривання, форми, автомобільних, верстат, монтажний, вулканізаційної, виготовлення
Формула / Реферат:
1. Монтажний верстат для відкривання і закривання секторної вулканізаційної прес-форми для виробництва покришок, що являє собою рамну конструкцію, який відрізняється тим, що до рами (1) прикріплені нижня плита (2) і центрувальне кільце (10), у якому встановлений гідравлічний циліндр (4), також на рамі встановлено основну плиту (3) із центрувальними квадратами (5) та опорними елементами (6), а на основній плиті виконані пази (7) для руху...
Спосіб виготовлення прес-форми для лиття ювелірних виробів
Номер патенту: 23563
Опубліковано: 25.05.2007
Автор: Галахута Андрій Олександрович
МПК: A44C 27/00
Мітки: прес-форми, лиття, спосіб, виробів, ювелірних, виготовлення
Формула / Реферат:
1. Спосіб виготовлення прес-форми для лиття ювелірних виробів, що включає виготовлення аверсу та реверсу прес-форми, який відрізняється тим, що спочатку виготовляють електронну модель прес-форми, розрізаючи її на аверс та реверс, по яких потім виготовляють на високоточному фрезерному верстаті металеві аверс і реверс прес-форми, здійснюючи їх доводки та поліровки, після цього за їх допомогою роблять відтиски з м’якішого металу, а далі отримані...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: спосіб, пристрій, форми, здійснення, бетонних, лиття, виготовлення, виробів
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Попередній патент: Спосіб реабілітації хворих із травматичними ураженнями нижніх кінцівок
Наступний патент: Безводна композиція, що містить пестицид і співполімери з групами сульфонових кислот
Випадковий патент: Спосіб рукавної резекції шлунка