Флюс для обробки поверхні сталевих виробів перед цинкуванням
Номер патенту: 10122
Опубліковано: 30.09.1996
Автори: Канов Генадій Лаврентійович, Мітніков Ілля Юхимович, Ксаверчук Леонід Петрович, Зехов Сергій Васильович, Сапунов Сєргєй Юрьєвіч, Солошенко Микола Павлович, Вавілін Алєксандр Сєргєєвіч, Гладуш Василь Макарович, Гончар Володимир Павлович, Шулєжко Алєксєй Фьодоровіч, Проскуркін Євген Васильович
Формула / Реферат
Флюс для обработки поверхности стальных изделий перед цинкованием, содержащий хлористый цинк, хлористый аммоний, карналлит, смачиватель гидрофильный и воду, отличающийся тем, что флюс дополнительно содержит буру и жидкое стекло при следующем соотношении компонентов, г/л:
хлористый цинк 200-800
хлористый аммоний 5-70
карналлит 50-700
бура 0,05-0,5
жидкое стекло 0,02-0,5
смачиватель гидрофильный 0,01-0,09
вода до 1 л.
Текст
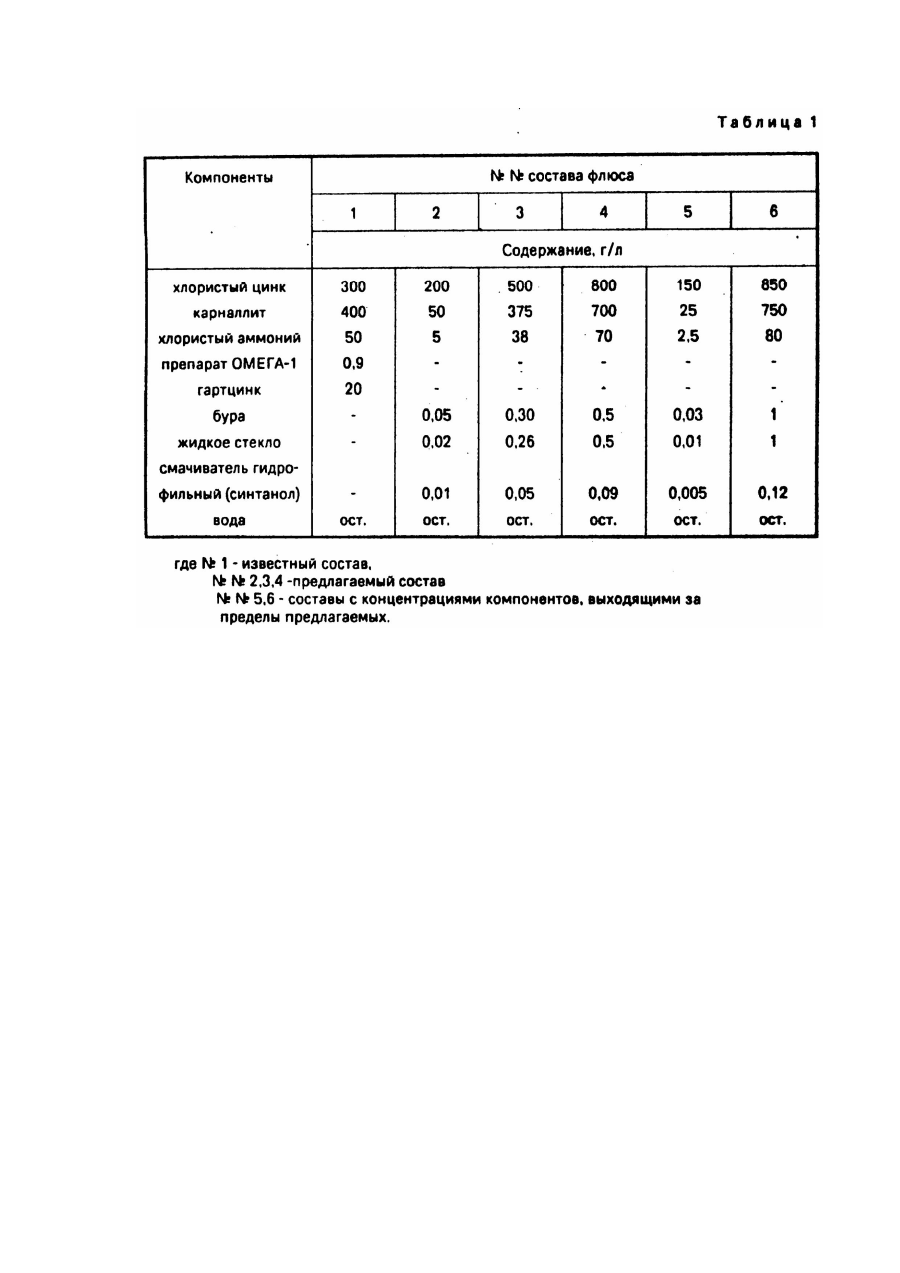
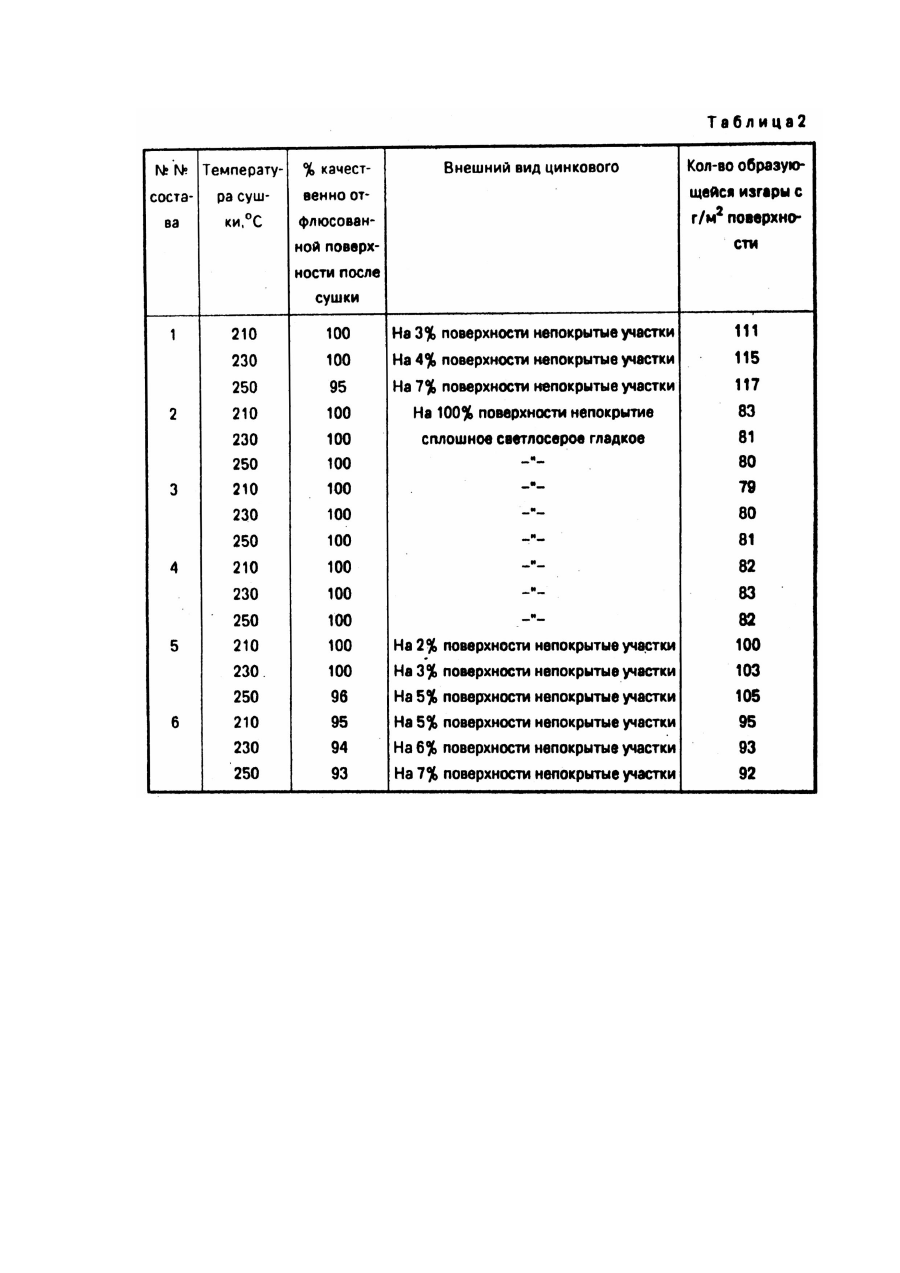
Изобретение относится к области нанесения цинк со держащих покрытий из расплава с предварительной обработкой во флюсе и может быть использовано для изготовления стальных труб, проволоки и др. стальных изделий. Подготовка поверхности стальных изделий перед нанесением цинксодержащих покрытий из расплава является важнейшим фактором получения на них качественных покрытий. Флюсование представляет собой завершающую операцию подготовки поверхности. Указанную операцию проводят с целью предотвращения окисления стальной поверхности после травления и промывки перед погружением изделий в расплав и для улучшения их смачивания. Наиболее близким по технической сущности к предлагаемому является флюс, содержащий, г/л: хлористый цинк - 300, хлористый аммоний - 50, карналлит - 400, гартцинка - 20, смачиватель гидрофильный препарат "Омега-1" - 0,9, вода до - 1л. В процессе использования данного флюса погружении стальных изделий в расплав цинка через слой изгари флюс частично выгорает и в этих местах стальная поверхность окисляется. На окисленной стальной поверхности покрытие не формируется. Кроме того, присутствие во флюсе больших количеств органических добавок способствует увеличению изгари, образующейся на поверхности расплава. Задачей предлагаемого изобретения является разработка флюса, обеспечивающего возможность получения качественного цинксодержащего покрытия на стальных изделиях и снижение количества образующейся изгари на зеркале расплава. Поставленная задача решена тем, что известный флюс, содержащий хлористый. цинк, хлористый аммоний, карналлит, смачиватель гидрофильный и воду, дополнительно содержит буру и жидкое стекло при следующем соотношении компонентов, г/л: Техническим результатом от использования предлагаемого флюса является создание бездефектного цинксодержащего покрытия при снижении количества образующейся изгари. Это достигается тем, что при одновременном введении буры и жидкого стекла в состав, содержащий хлористые цинк и аммоний, а также карналлит образуется термостойкая пленка, не сгорающая в процессе прохождения изделий через слой изгари. При погружении изделия с данной пленкой в расплав, она расплавляется на зеркале расплава. При этом стальная поверхность оголяется, находясь уже в расплаве и вступает в контакт с жидким цинком. В зависимости от времени контакта расплава со стальной основой формируется качественное цинковое покрытие заданной толщины. Отсутствие в составе флюса органических добавок позволяет уменьшить количество изгари, образующейся в процессе цинкования стальных изделий. Предлагаемый флюс приготавливается следующим образом. Расчетное количество раствора хлористого цинка подогревают до 60°C и вводят карналлит. После растворения карналлита вводят хлористый аммоний и затем добавляют буру и жидкое стекло. При этом использовали химикаты по следующим ГОСТам: Нанесение цинксодержащего покрытия с использованием нового флюса осуществляли следующим образом. После замочки образцы-патрубки обезжиривали, промывали, флюсовали в предложенном растворе. Затем сушили и подвергали цинкованию. Предлагаемый и известные составы флюса были опробованы на образцах патрубков, вырезанных из электросварных труб и труб печной сварки, сталь 2КП и 10СП, диаметром 20мм толщиной стенки 3,2мм. Длина образцов-патрубков 100мм. Для проведения экспериментов были приготовлены следующие составы флюсов (табл.1). Перед нанесением флюса образцы обезжиривали в растворе следующего состава, г/л: Температура раствора 60°C, продолжительность обезжиривания 10мин. Промытые после обезжиривания образцы травили в растворе, г/л: Продолжительность травления 20 минут, температура раствора 40°C. После травления патрубки промывали в холодной и горячей воде и затем флюсовали в указанных выше растворах при температуре 60°C в течение 1мин. Сушку офлюсованных патрубков проводили при температуре 210, 230, 250°C. Подготовленные указанным выше способом образцы подвергали цинкованию в расплаве цинка при температуре 460 ± 5°C в течение 40сек. Качество офлюсованной поверхности определяли после сушки визуально. Пригодность флюса после сушки определяли путем подсчета процентов поверхности с пригодным флюсом к общей площади поверхности патрубка. Качество оцинкованной поверхности определяли визуально и металлографическим способом. Количество изгари определяли гравиметрическим способом. Испытание каждого состава флюса проводили на 10 образцах, как труб печной сварки, так и электросварных. Усредненные результаты испытаний представлены в табл.2 Как видно из табл.2 состав флюса №2, 3, 4 обеспечивает получение качественного, сплошного, светло-серого, гладкого покрытия на 100% поверхности образцов-патрубков. При этом флюс выдерживают температуру сушку 250°C. В сравнении с известным термостойкость флюса увеличена на 20C1.C4ри использовании предлагаемого флюса выделяется »80г изгари с м2 цинкуемой поверхности. Известный состав №1 не выдерживает температуры сушки при 250°C. При этом на патрубках наблюдается 5% поверхности с выгоревшим флюсом. При попадании этих патрубков в расплав через слой изгари на поверхности наблюдаются непокрытые цинком участки, составляющие до 7% общей площади. Использование известного флюса приводит к образованию изгари на зеркале расплава, составляющей 114г/м2 поверхности цинкуемых стальных изделий, что в 1,4 раза больше по сравнению с предлагаемым флюсом. Состав №5 не позволяет сушить патрубки с флюсом при температуре сушки 230, 250°C. На патрубках наблюдаются выгоревшие участки флюса (в среднем на 2% поверхности), что приводит к появлению непокрытых участков. Состав №6 не обеспечивает получения качественного покрытия, так как повышение концентрации компонентов ухудшает смачивание флюсом стальной поверхности, Кроме того увеличивается расход химикатов. Таким образом, предлагаемый состав флюса по сравнению с известным имеет следующие преимущества: 1. Обеспечивает 100% выход годных труб со сплошным, светло-серым и гладким покрытием. 2. Позволяет на 20°C повысить термостойкость флюса. 3. Уменьшает в 1,4 раза образование изгари.
ДивитисяДодаткова інформація
Назва патенту англійськоюFlux for treatment of steel articles surface before zinc-plating
Автори англійськоюMitnikov Illia Yukhymovych, Kanov Hennadii Lavrentiiovych, Proskurkin Yevhen Vasyliovych, Vavilin Alieksandr Sierhieievich, Shuliezhko Alieksiei Fiodorovich, Hladush Vasyl Makarovych, Honchar Volodymyr Pavlovych, Soloshenko Mykhailo Pavlovych, Ksaverchuk Leonid Petrovych, Zekhov Serhii Vasyliovych, Sapunov Sierhiei Yurievich
Назва патенту російськоюФлюс для обработки поверхности стальных изделий перед цинкованием
Автори російськоюМитников Илья Ефимович, Канов Геннадий Лаврентиевич, Проскуркин Евгений Васильевич, Вавилин Александр Сергеевич, Шулежко Алексей Федорович, Гладуш Василий Макарович, Гончар Владимир Павлович, Солошенко Николай Павлович, Ксаверчук Леонид Петрович, Зехов Сергей Васильевич, Сапунов Сергей Юрьевич
МПК / Мітки
МПК: C23C 2/06, C23C 2/30, C23C 2/02
Мітки: виробів, флюс, обробки, сталевих, цинкуванням, поверхні
Код посилання
<a href="https://ua.patents.su/4-10122-flyus-dlya-obrobki-poverkhni-stalevikh-virobiv-pered-cinkuvannyam.html" target="_blank" rel="follow" title="База патентів України">Флюс для обробки поверхні сталевих виробів перед цинкуванням</a>
Флюс для гарячого цинкування стальних виробів
Номер патенту: 685
Опубліковано: 15.12.1993
Автори: Мітніков Ілля Юхимович, Куліба Тетяна Миколаївна, Проскурін Євген Васильович, Норвилло Надія Юріївна, Гладуш Василь Макарович, Ісаєв Юрій Гасанович, Бочаров Олександр Яковлевич, Кулагіна Людмила Миколаївна, Новак Василь Павлович, Попов Микола Григорович
МПК: C23C 2/30
Мітки: флюс, виробів, стальних, цинкування, гарячого
Формула / Реферат:
Формула изобретения1. Флюс для горячего цинкования стальных изделий, содержащий хлоридцинка, хлорид аммония, поверхностно-активное вещество и воду, отличающийся тем, что, с целью повышения термостойкости флюса, он дополнительно содержит карналлит и гартцинк, а в качестве поверхностно-активного вещества - препарат ОМЕГА-1 при следующем соотношении компонентов, г: Хлорид цинка 100-300 ...
Флюс для нанесення алюмоцинкових покриттів
Номер патенту: 1386
Опубліковано: 25.03.1994
Автори: Сухомлін Андрій Іванович, Проскурін Євген Васильович, Сидорова Наталія Миколаївна, Вербицька Альбіна Олександрівна, Зехов Сергій Васильович, Норвилло Надія Юріївна, Власова Валентина Петрівна, Мітніков Ілля Юхимович, Гладуш Василь Макарович
МПК: C23C 2/30
Мітки: флюс, алюмоцинкових, нанесення, покриттів
Формула / Реферат:
Флюс для нанесения алюмоцинковых покрытий на стальные изделия, содержащий хлористый цинк, хлористый натрий, хлористый литий и воду, отличающийся тем, что флюс дополнительно содержит карналлит и кислый сернокислый калий при следующем соотношении компонентов, г/л:
Флюс для низькотемпературного паяння і лудіння
Номер патенту: 3747
Опубліковано: 27.12.1994
Автори: Мироненко Тетяна Василівна, Панарин Володимир Вікторович, Солосьонкова Ірина Олександрівна
МПК: B23K 35/362
Мітки: флюс, паяння, лудіння, низькотемпературного
Формула / Реферат:
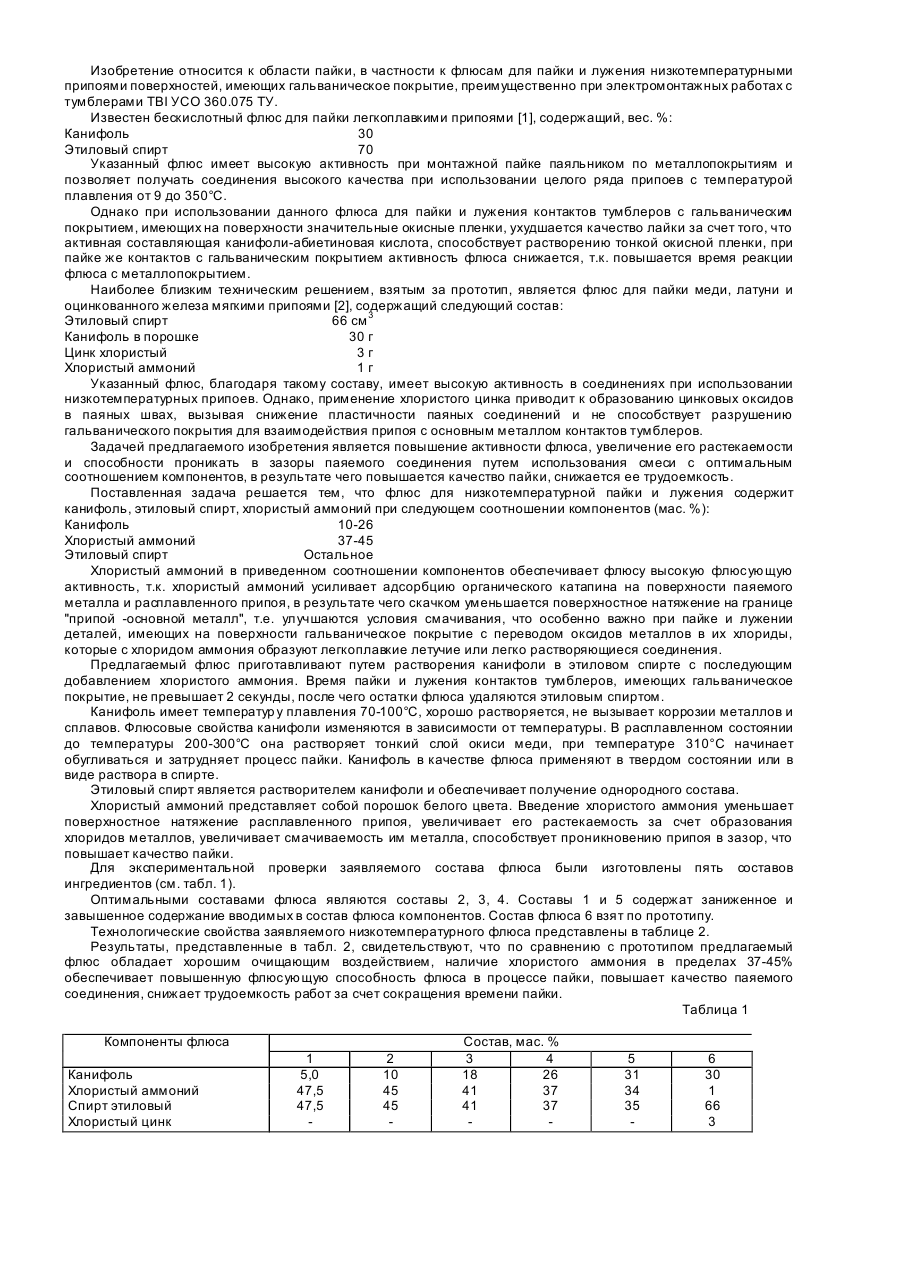
Флюс для низкотемпературной пайки и лужения, преимущественно тумблеров с гальваническим покрытием, содержащий канифоль, хлористый аммоний, этиловый спирт, отличающийся тем, что он содержит компоненты в следующем соотношении, мас. %: Канифоль 10-26 Хлористый аммоний 37-45 Этиловый спирт Остальное
Склад для борування сталевих і чавунних виробів
Номер патенту: 7233
Опубліковано: 30.06.1995
Автори: Канарчук Вадім Євгенович, Ткачук Володимир Микитович, Барилович Леонід Павлович, Новікова Тетяна Наумівна, Ломаченко Віктор Федорович
МПК: C23C 8/00
Мітки: чавунних, борування, сталевих, склад, виробів
Формула / Реферат:
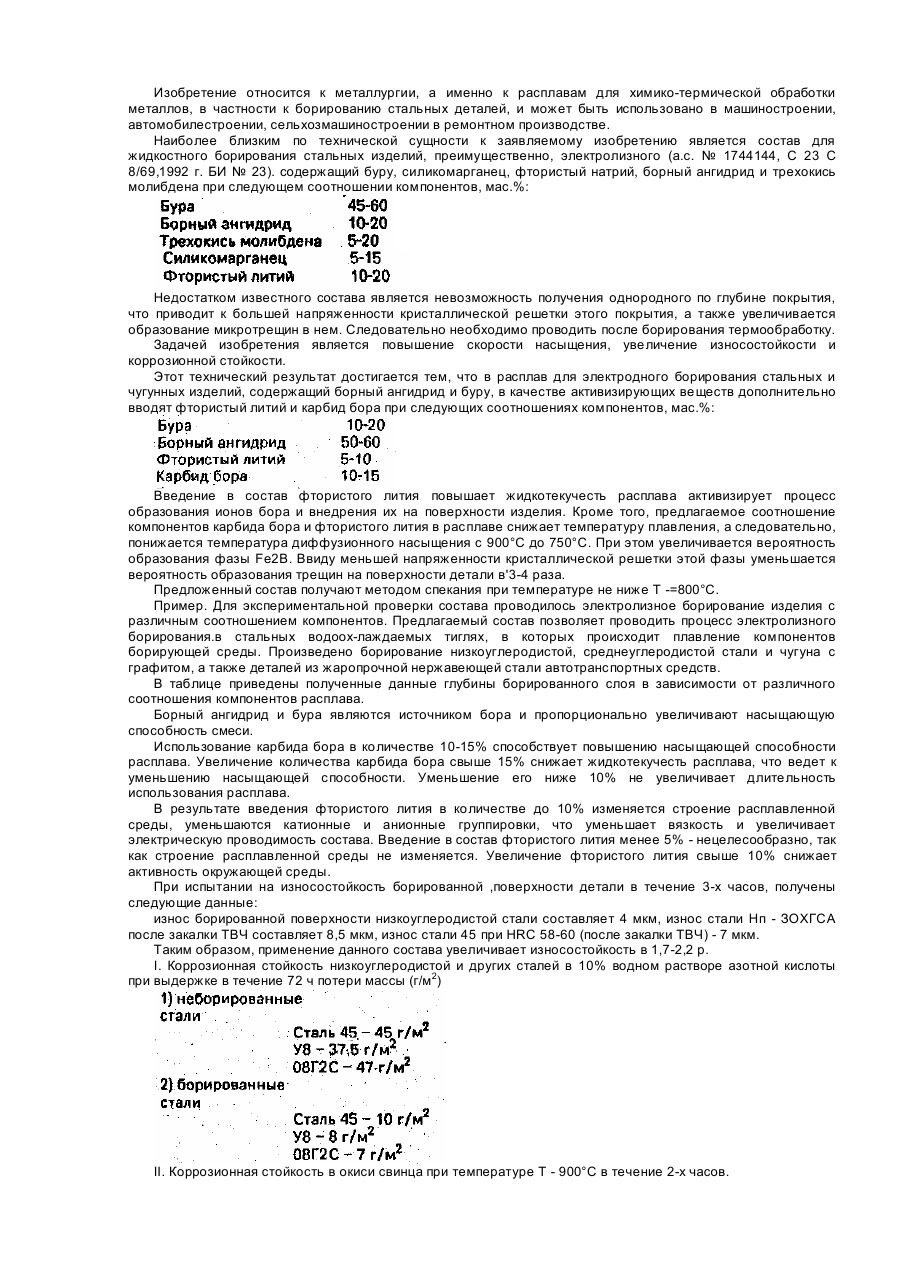
Состав для борирования стальных и чугунных изделий, содержащий буру и борный ангидрид, отличающийся тем, что он дополнительно содержит карбид бора и фтористый литий при следующем соотношении компонентов, мас.%:бура 10-20борный ангидрид 50-60фтористый литий 5-10 карбид бора...
Гартівне середовище для термічної обробки сталевих виробів
Номер патенту: 4005
Опубліковано: 27.12.1994
Автори: Гранкін Василь Ігнатович, Кобаско Микола Іванович
МПК: C21D 1/34
Мітки: обробки, термічної, сталевих, середовище, гартівне, виробів
Формула / Реферат:
Закалочная среда для термической обработки стальных изделий, содержащая воду и минеральную соль, отличающаяся тем, что, с целью улучшения качества изделия, в качестве минеральной соли она содержит хлориды одно- и двухвалентных элементов и дополнительно гидроокись кальция с водородным показателем рН 7,5-12,5 при следующем соотношении компонентов, мас.%:хлориды одно- и двухвалентных элементов 6-77...
Попередній патент: Спосіб виготовлення катодної фольги електролітичних конденсаторів
Наступний патент: Спосіб діагностики гострого перегрівання у гірників
Випадковий патент: Спосіб профілактики та лікування запальних захворювань слизової оболонки порожнини рота у дітей з розщілинами твердого та м'якого піднебіння