Спосіб пресування виробів
Номер патенту: 102104
Опубліковано: 12.10.2015
Автори: Гузенко Юрій Михайлович, Олійник Владислав Сергійович
Формула / Реферат
Спосіб пресування виробів, при якому в один отвір контейнера встановлюють заготовку і здійснюють її випресовку через отвір матриці, який відрізняється тим, що заготовку встановлюють в допоміжний отвір контейнера і здійснюють її випресовку через отвір матриці разом із встановленою заготовкою в основному отворі вказаного контейнера, при цьому отвори контейнера і матриці розташовуються в одній площині з утворенням спільної системи каналів Y-подібної форми.
Текст
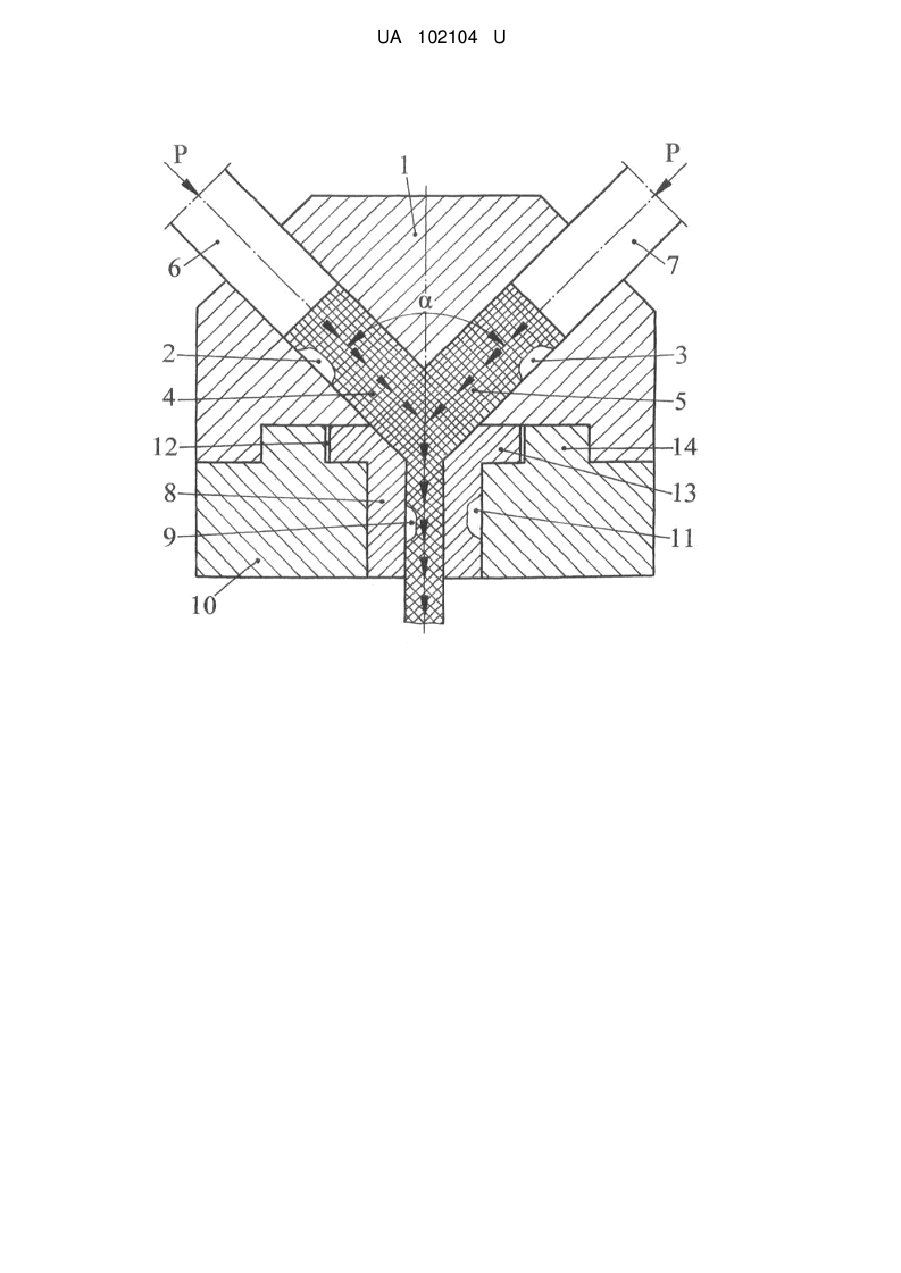
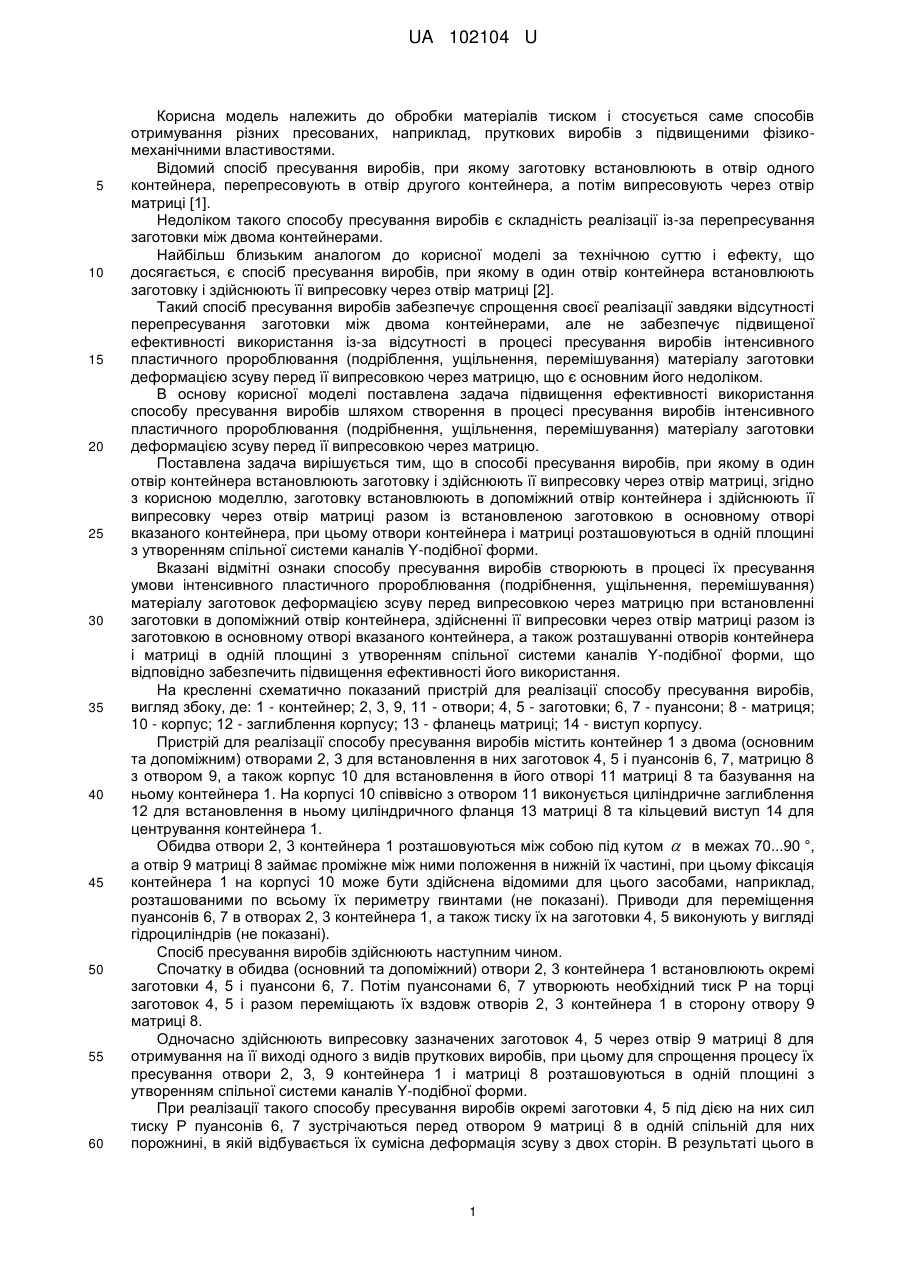
Реферат: Спосіб пресування виробів, при якому в основний і допоміжний отвори контейнера встановлюють заготовки і здійснюють їх випресовку через отвір матриці. При цьому отвори контейнера і матриці розташовуються в одній площині з утворенням спільної системи каналів Yподібної форми. UA 102104 U (54) СПОСІБ ПРЕСУВАННЯ ВИРОБІВ UA 102104 U UA 102104 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки матеріалів тиском і стосується саме способів отримування різних пресованих, наприклад, пруткових виробів з підвищеними фізикомеханічними властивостями. Відомий спосіб пресування виробів, при якому заготовку встановлюють в отвір одного контейнера, перепресовують в отвір другого контейнера, а потім випресовують через отвір матриці [1]. Недоліком такого способу пресування виробів є складність реалізації із-за перепресування заготовки між двома контейнерами. Найбільш близьким аналогом до корисної моделі за технічною суттю і ефекту, що досягається, є спосіб пресування виробів, при якому в один отвір контейнера встановлюють заготовку і здійснюють її випресовку через отвір матриці [2]. Такий спосіб пресування виробів забезпечує спрощення своєї реалізації завдяки відсутності перепресування заготовки між двома контейнерами, але не забезпечує підвищеної ефективності використання із-за відсутності в процесі пресування виробів інтенсивного пластичного пророблювання (подріблення, ущільнення, перемішування) матеріалу заготовки деформацією зсуву перед її випресовкою через матрицю, що є основним його недоліком. В основу корисної моделі поставлена задача підвищення ефективності використання способу пресування виробів шляхом створення в процесі пресування виробів інтенсивного пластичного пророблювання (подрібнення, ущільнення, перемішування) матеріалу заготовки деформацією зсуву перед її випресовкою через матрицю. Поставлена задача вирішується тим, що в способі пресування виробів, при якому в один отвір контейнера встановлюють заготовку і здійснюють її випресовку через отвір матриці, згідно з корисною моделлю, заготовку встановлюють в допоміжний отвір контейнера і здійснюють її випресовку через отвір матриці разом із встановленою заготовкою в основному отворі вказаного контейнера, при цьому отвори контейнера і матриці розташовуються в одній площині з утворенням спільної системи каналів Y-подібної форми. Вказані відмітні ознаки способу пресування виробів створюють в процесі їх пресування умови інтенсивного пластичного пророблювання (подрібнення, ущільнення, перемішування) матеріалу заготовок деформацією зсуву перед випресовкою через матрицю при встановленні заготовки в допоміжний отвір контейнера, здійсненні її випресовки через отвір матриці разом із заготовкою в основному отворі вказаного контейнера, а також розташуванні отворів контейнера і матриці в одній площині з утворенням спільної системи каналів Y-подібної форми, що відповідно забезпечить підвищення ефективності його використання. На кресленні схематично показаний пристрій для реалізації способу пресування виробів, вигляд збоку, де: 1 - контейнер; 2, 3, 9, 11 - отвори; 4, 5 - заготовки; 6, 7 - пуансони; 8 - матриця; 10 - корпус; 12 - заглиблення корпусу; 13 - фланець матриці; 14 - виступ корпусу. Пристрій для реалізації способу пресування виробів містить контейнер 1 з двома (основним та допоміжним) отворами 2, 3 для встановлення в них заготовок 4, 5 і пуансонів 6, 7, матрицю 8 з отвором 9, а також корпус 10 для встановлення в його отворі 11 матриці 8 та базування на ньому контейнера 1. На корпусі 10 співвісно з отвором 11 виконується циліндричне заглиблення 12 для встановлення в ньому циліндричного фланця 13 матриці 8 та кільцевий виступ 14 для центрування контейнера 1. Обидва отвори 2, 3 контейнера 1 розташовуються між собою під кутом в межах 70...90 °, а отвір 9 матриці 8 займає проміжне між ними положення в нижній їх частині, при цьому фіксація контейнера 1 на корпусі 10 може бути здійснена відомими для цього засобами, наприклад, розташованими по всьому їх периметру гвинтами (не показані). Приводи для переміщення пуансонів 6, 7 в отворах 2, 3 контейнера 1, а також тиску їх на заготовки 4, 5 виконують у вигляді гідроциліндрів (не показані). Спосіб пресування виробів здійснюють наступним чином. Спочатку в обидва (основний та допоміжний) отвори 2, 3 контейнера 1 встановлюють окремі заготовки 4, 5 і пуансони 6, 7. Потім пуансонами 6, 7 утворюють необхідний тиск Р на торці заготовок 4, 5 і разом переміщають їх вздовж отворів 2, 3 контейнера 1 в сторону отвору 9 матриці 8. Одночасно здійснюють випресовку зазначених заготовок 4, 5 через отвір 9 матриці 8 для отримування на її виході одного з видів пруткових виробів, при цьому для спрощення процесу їх пресування отвори 2, 3, 9 контейнера 1 і матриці 8 розташовуються в одній площині з утворенням спільної системи каналів Y-подібної форми. При реалізації такого способу пресування виробів окремі заготовки 4, 5 під дією на них сил тиску Р пуансонів 6, 7 зустрічаються перед отвором 9 матриці 8 в одній спільній для них порожнині, в якій відбувається їх сумісна деформація зсуву з двох сторін. В результаті цього в 1 UA 102104 U 5 10 15 одній спільній для обох заготовок 4, 5 порожнині відбувається двостороннє кутове пресування з саме найбільш інтенсивним проникненням матеріалу однієї заготовки 4 в матеріал другої заготовки 5. Створення вказаних умов пресування виробів перед своїм входом в отвір 9 матриці 8 забезпечує підвищення ефективності подрібнення, ущільнення та перемішування матеріалу обох заготовок 4, 5. Разом з цим відбувається більш ефективне пророблювання матеріалу заготовок 4, 5 з отримуванням для них однорідної маси мікрокристалічної, а також субмікро- та нанокристалічної структури підвищеної міцності. Реалізація даного способу пресування виробів за рахунок створення в процесі їх пресування умов для інтенсивного пластичного пророблювання матеріалу заготовок деформацією зсуву перед випресовкою через матрицю забезпечить підвищення ефективності його використання. Джерела інформації: 1. А. с. СССР № 683820, МПК В21С 23/08. Способ прессования изделий / В.Г. Пеньков. Опубл. 05.09.1979, бюл. № 33. - С. 42. 2. Патент України на корисну модель № 41526, МПК В21С25/00. Спосіб пресування виробів / В.А. Тітов, М.С. Тривайло, С.Ф. Калантир, Н.К. Злочевська: Заявник НТУУ «КПІ». - Опубл. 25.05.2009, бюл. № 10, книга 1. - С. 528. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб пресування виробів, при якому в один отвір контейнера встановлюють заготовку і здійснюють її випресовку через отвір матриці, який відрізняється тим, що заготовку встановлюють в допоміжний отвір контейнера і здійснюють її випресовку через отвір матриці разом із встановленою заготовкою в основному отворі вказаного контейнера, при цьому отвори контейнера і матриці розташовуються в одній площині з утворенням спільної системи каналів Yподібної форми. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21C 23/08, B21C 25/00
Мітки: виробів, спосіб, пресування
Код посилання
<a href="https://ua.patents.su/4-102104-sposib-presuvannya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування виробів</a>
Спосіб пресування виробів
Номер патенту: 41526
Опубліковано: 25.05.2009
Автори: Тривайло Михайло Семенович, Злочевська Наталія Костянтинівна, Калантир Сергій Фадейович, Титов Вячеслав Андрійович
МПК: B21C 25/00
Мітки: виробів, пресування, спосіб
Формула / Реферат:
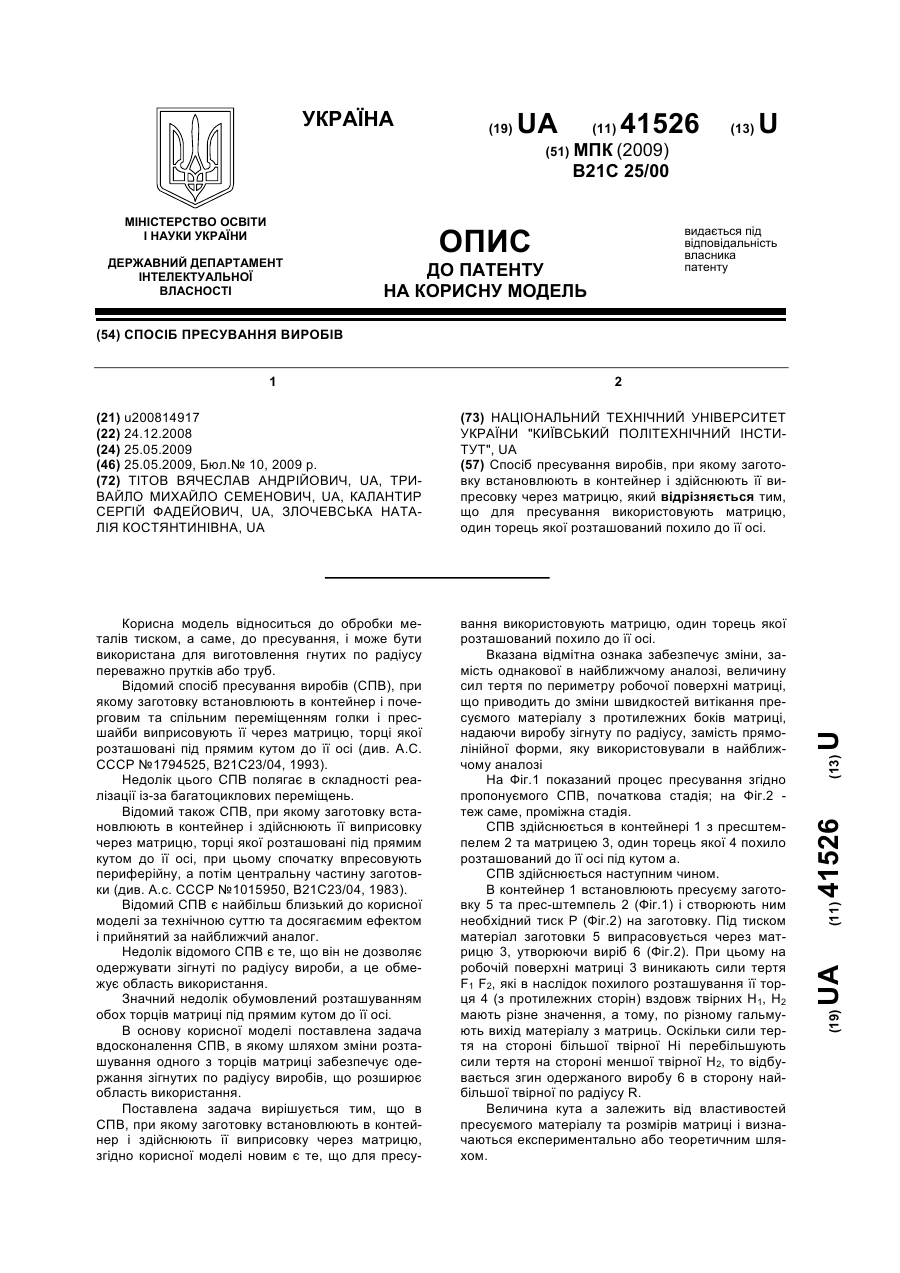
Спосіб пресування виробів, при якому заготовку встановлюють в контейнер і здійснюють її випресовку через матрицю, який відрізняється тим, що для пресування використовують матрицю, один торець якої розташований похило до її осі.
Спосіб пресування виробів
Номер патенту: 40862
Опубліковано: 27.04.2009
Автори: Тривайло Михайло Семенович, Калантир Сергій Фадейович, Піманов Валерій Володимирович, Титов Вячеслав Андрійович, Злочевська Наталія Костянтинівна
МПК: B21C 23/02
Мітки: спосіб, пресування, виробів
Формула / Реферат:
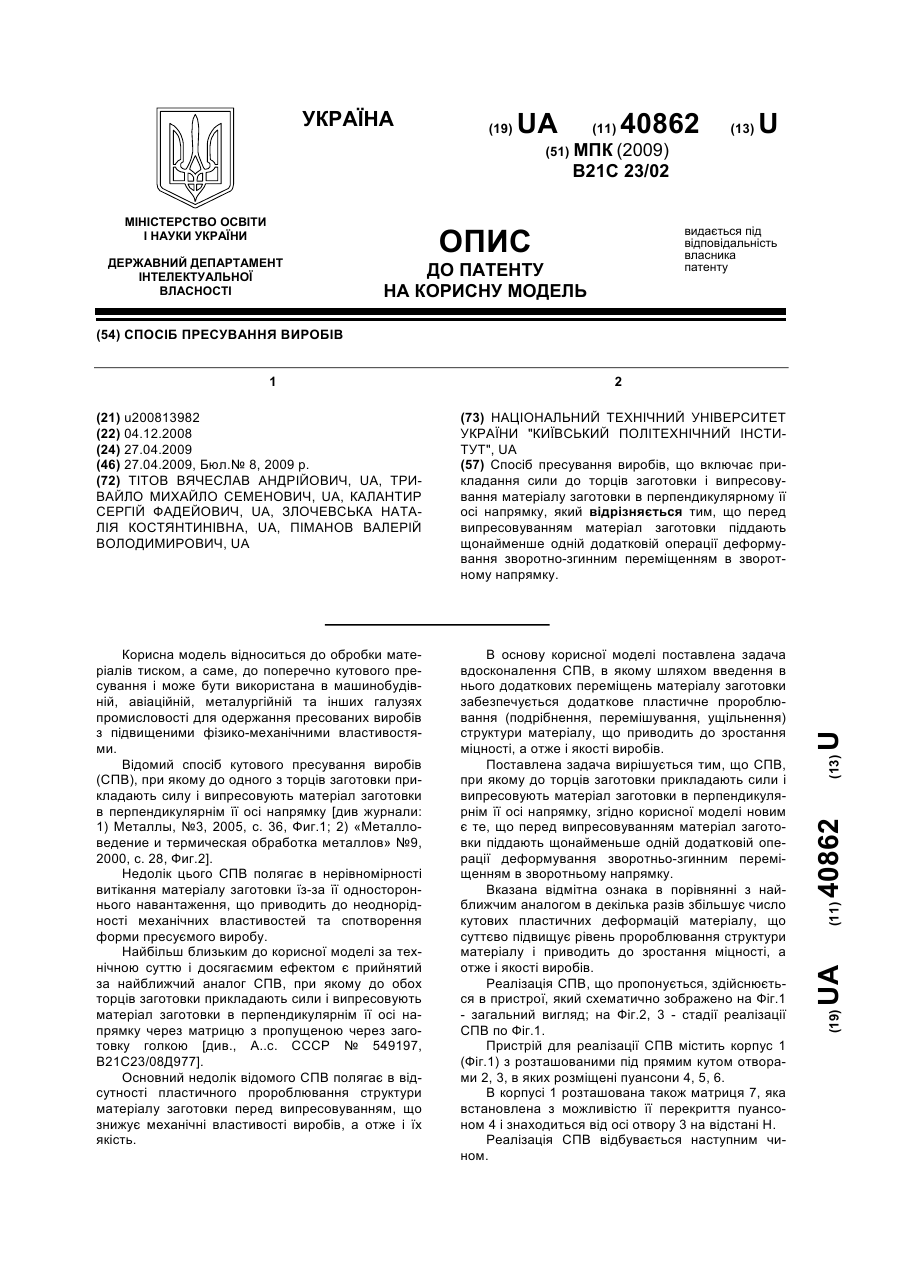
Спосіб пресування виробів, що включає прикладання сили до торців заготовки і випресовування матеріалу заготовки в перпендикулярному її осі напрямку, який відрізняється тим, що перед випресовуванням матеріал заготовки піддають щонайменше одній додатковій операції деформування зворотно-згинним переміщенням в зворотному напрямку.
Спосіб пресування виробів із пористих заготовок
Номер патенту: 34363
Опубліковано: 11.08.2008
Автори: Циркін Аркадій Тимофійович, Скляр Олександр Павлович, Усатюк Дмитро Андрійович, Рябічева Людмила Олександрівна, Рябовол Тетяна Олександрівна
МПК: B22F 3/02
Мітки: заготовок, виробів, пресування, спосіб, пористих
Формула / Реферат:
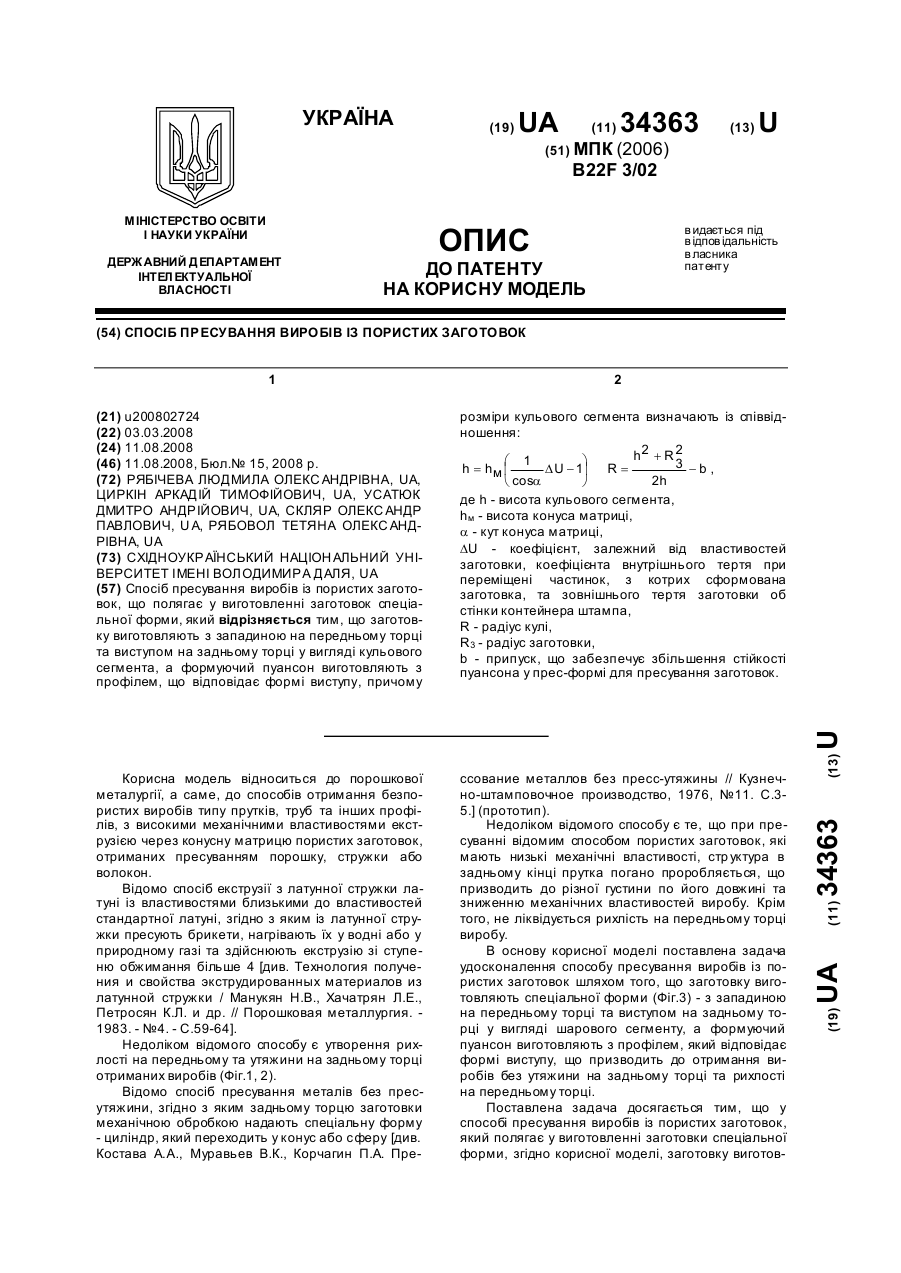
Спосіб пресування виробів із пористих заготовок, що полягає у виготовленні заготовок спеціальної форми, який відрізняється тим, що заготовку виготовляють з западиною на передньому торці та виступом на задньому торці у вигляді кульового сегмента, а формуючий пуансон виготовляють з профілем, що відповідає формі виступу, причому розміри кульового сегмента визначають із співвідношення:
Спосіб пресування виробів
Номер патенту: 62940
Опубліковано: 26.09.2011
Автори: Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Вишневський Петро Сергійович
МПК: B21C 23/01
Мітки: виробів, спосіб, пресування
Формула / Реферат:
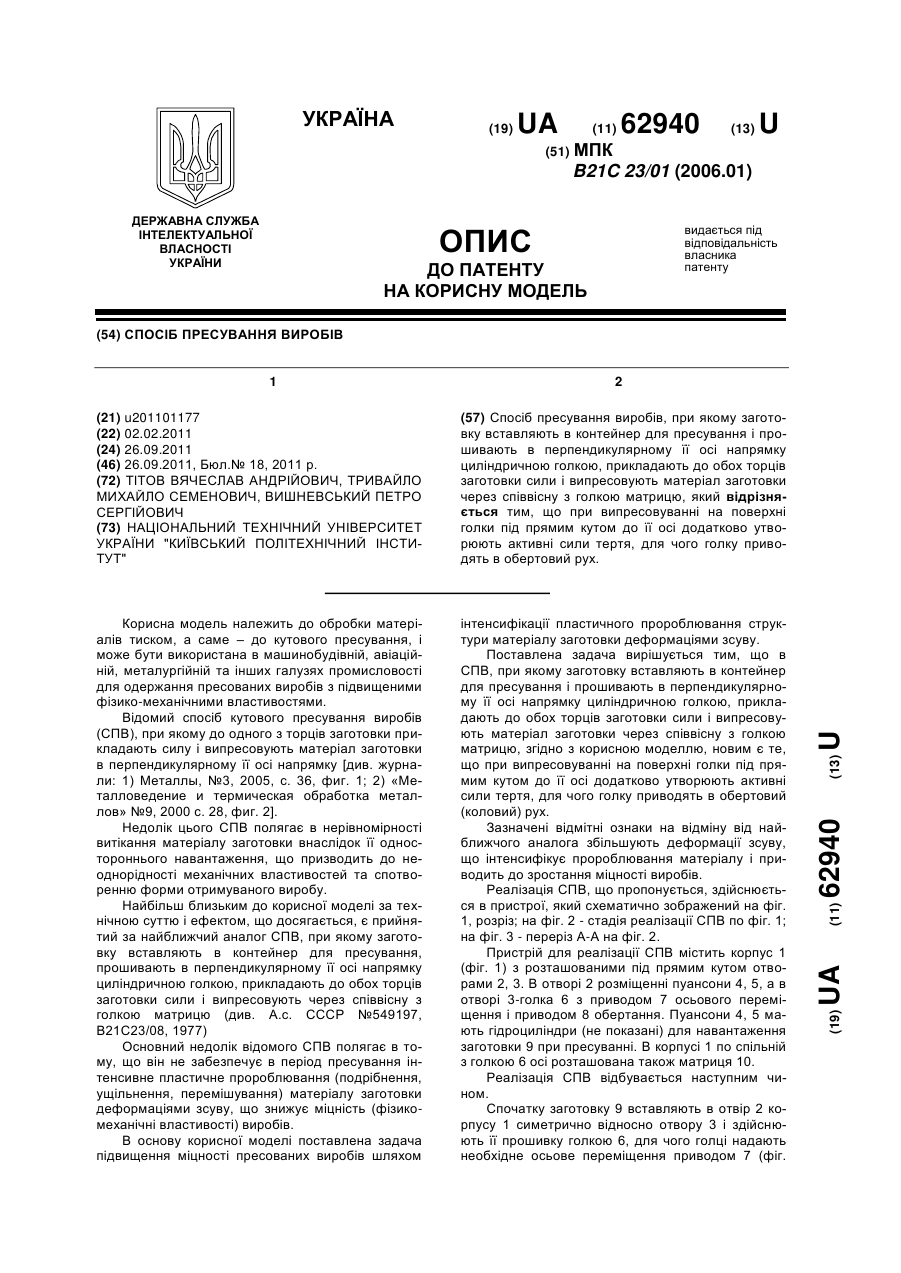
Спосіб пресування виробів, при якому заготовку вставляють в контейнер для пресування і прошивають в перпендикулярному її осі напрямку циліндричною голкою, прикладають до обох торців заготовки сили і випресовують матеріал заготовки через співвісну з голкою матрицю, який відрізняється тим, що при випресовуванні на поверхні голки під прямим кутом до її осі додатково утворюють активні сили тертя, для чого голку приводять в обертовий рух.
Спосіб пресування виробів
Номер патенту: 87075
Опубліковано: 27.01.2014
Автори: Злочевська Наталія Костянтинівна, Титов Вячеслав Андрійович, Тривайло Михайло Семенович
МПК: B21C 23/08
Мітки: виробів, пресування, спосіб
Формула / Реферат:
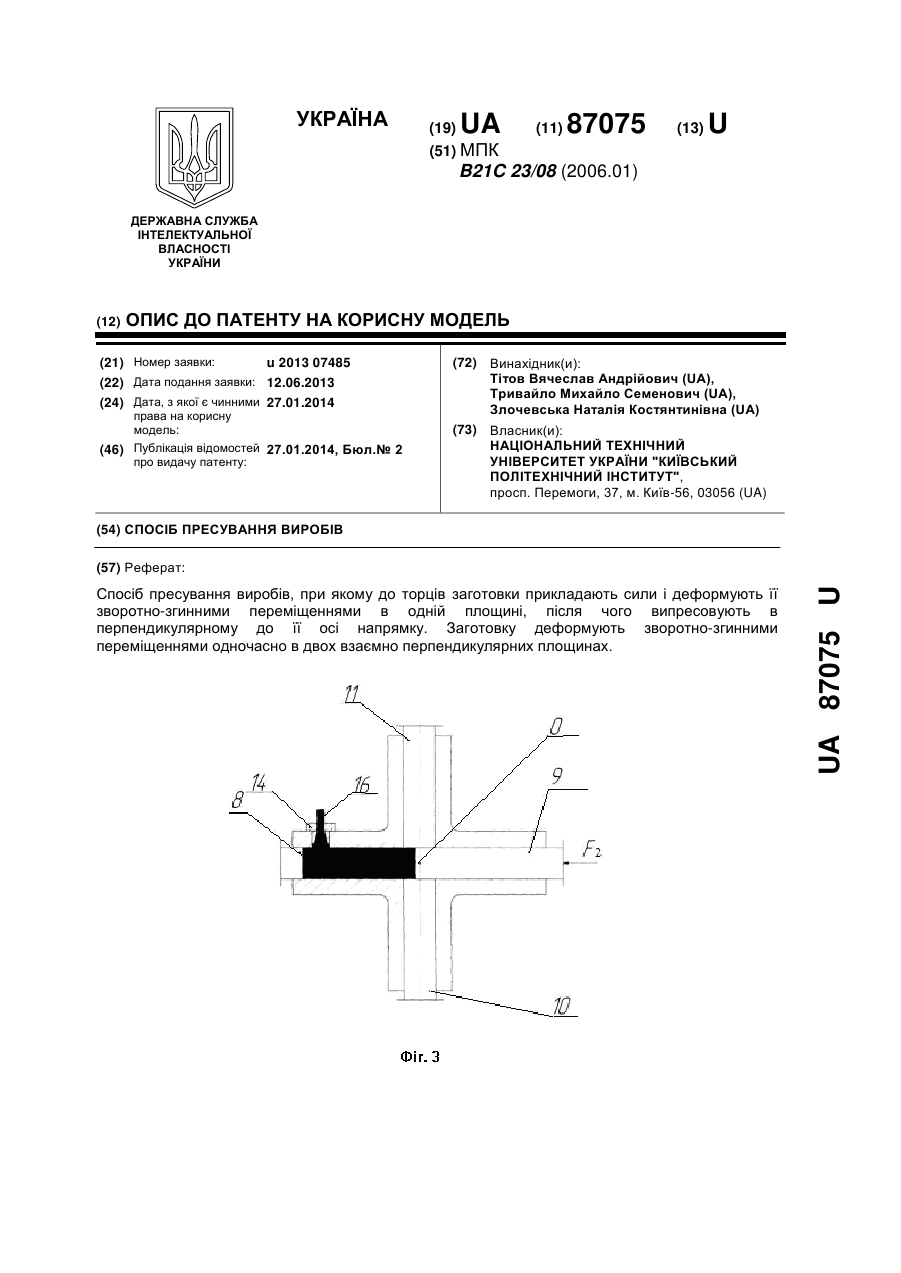
Спосіб пресування виробів, при якому до торців заготовки прикладають сили і деформують її зворотно-згинними переміщеннями в одній площині, після чого випресовують в перпендикулярному до її осі напрямку, який відрізняється тим, що заготовку деформують зворотно-згинними переміщеннями одночасно в двох взаємно перпендикулярних площинах.
Попередній патент: Спосіб профілактики спайкової хвороби очеревини
Наступний патент: Спосіб лікування ран з використанням ліофілізованих ксенодермотрансплантантів, насичених наночастинками срібла
Випадковий патент: Пластмасовий сцинтилятор