Спосіб пресування виробів із пористих заготовок
Номер патенту: 34363
Опубліковано: 11.08.2008
Автори: Скляр Олександр Павлович, Рябічева Людмила Олександрівна, Усатюк Дмитро Андрійович, Циркін Аркадій Тимофійович, Рябовол Тетяна Олександрівна
Формула / Реферат
Спосіб пресування виробів із пористих заготовок, що полягає у виготовленні заготовок спеціальної форми, який відрізняється тим, що заготовку виготовляють з западиною на передньому торці та виступом на задньому торці у вигляді кульового сегмента, а формуючий пуансон виготовляють з профілем, що відповідає формі виступу, причому розміри кульового сегмента визначають із співвідношення:
![]() ,
,
де h - висота кульового сегмента,
hм - висота конуса матриці,
a - кут конуса матриці,
DU - коефіцієнт, залежний від властивостей заготовки, коефіцієнта внутрішнього тертя при переміщені частинок, з котрих сформована заготовка, та зовнішнього тертя заготовки об стінки контейнера штампа,
R - радіус кулі,
R3 - радіус заготовки,
b - припуск, що забезпечує збільшення стійкості пуансона у прес-формі для пресування заготовок.
Текст
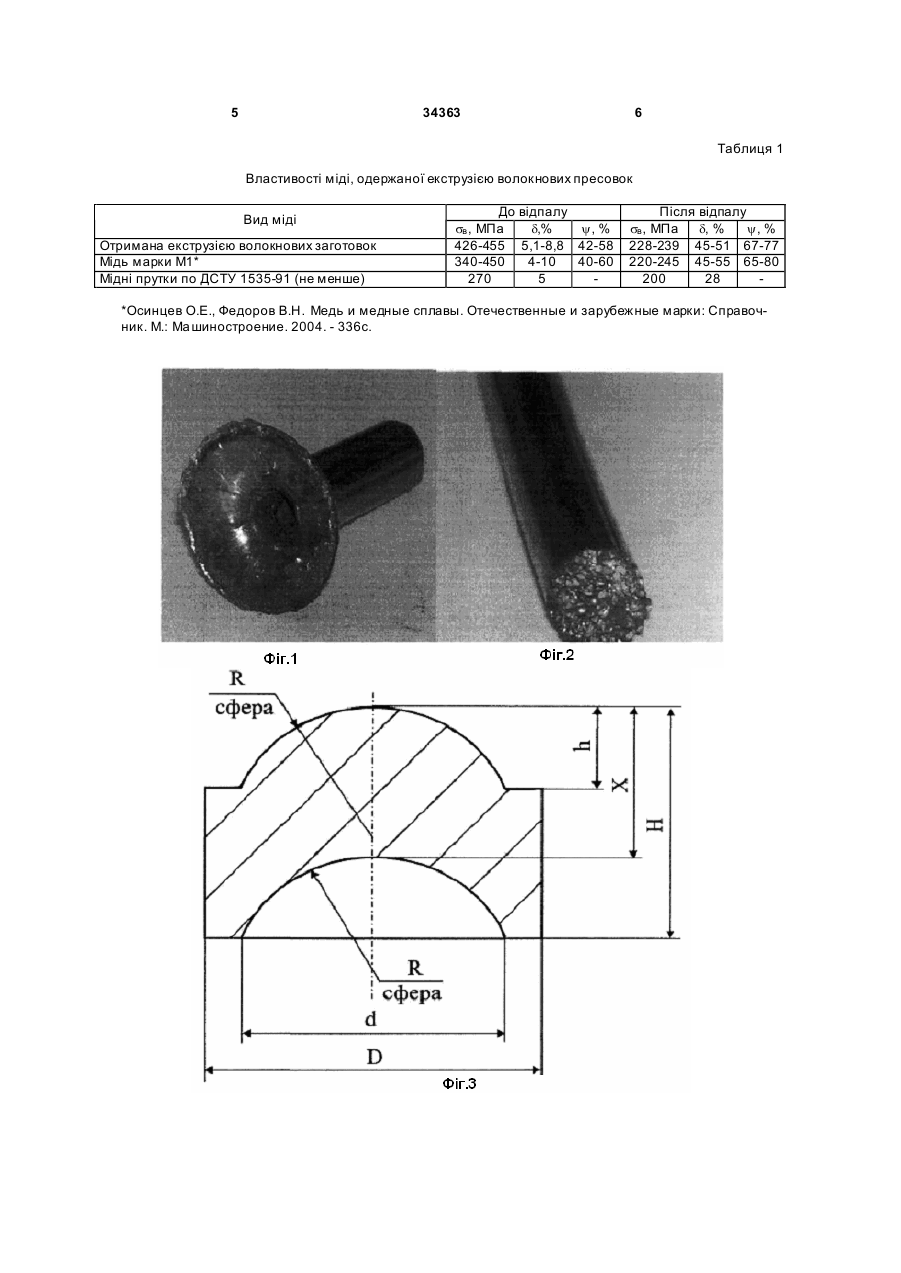
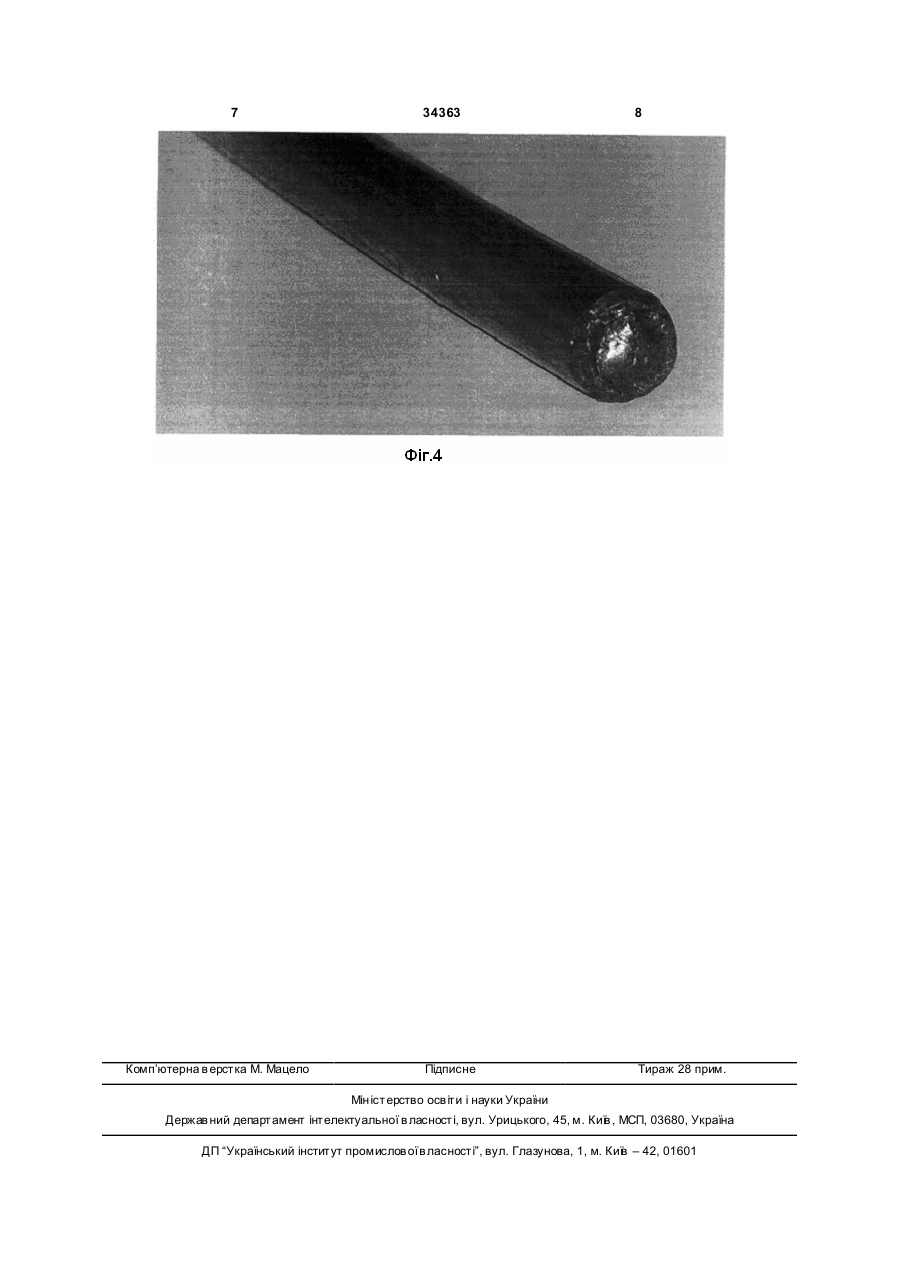
Спосіб пресування виробів із пористих заготовок, що полягає у виготовленні заготовок спеціальної форми, який відрізняється тим, що заготовку виготовляють з западиною на передньому торці та виступом на задньому торці у вигляді кульового сегмента, а формуючий пуансон виготовляють з профілем, що відповідає формі виступу, причому 3 34363 4 ляють з западиною на передньому торці та вистування утяжини потрібно створити умови, при яких пом на задньому торці у вигляді шарового сегменпериферійні та центральні шари будуть виходити у ту (Фіг.2), а формуючий пуансон виготовляють з конічний канал матриці одночасно. Цього можливо профілем, що відповідає формі виступу, причому досягти, збільшивши шлях руху центральних шарозміри шарового сегменту визначають із співвідрів, швидкість руху яких вища. Оскільки зміна ношення: швидкості відбувається нерівномірно, і максимальну швидкість має матеріальна точка, розташо2 +R2 h æ 1 ö 3 -b, вана на осі заготовки, а мінімальну - прилегла до h = hм ç DU - 1÷ R = 2h стінки контейнера, то заготовку доцільно виготовè сosa ø ляти з виступом на задньому горці у вигляді шароде h - висота шарового сегменту, вого сегменту такого розміру, щоб кожна матеріаhм - висота конусу матриці, льна точка в об'ємі цього торця досягала кінця a - кут конуса матриці, зони пластичної деформації одночасно, проходячи DU - коефіцієнт, залежний від властивостей при цьому різну відстань. При цьому передній тозаготовки, коефіцієнта внутрішнього тертя при рець та деформуючий пуансон також повинні мати переміщені частинок, з котрих сформована загоаналогічну форму. В цьому випадку при напівпетовка, та зовнішнього тертя заготовки об стінки рервній схемі штампування забезпечується рівноконтейнера штампу, мірність деформації заготовки, ліквідується рихR - радіус шар у, лість на передньому торці виробу. R3 - радіус заготовки. Приклад. З мідних волокон, отриманих переb - припуск, що забезпечує збільшення стійкоробкою відходів мідних провідників струму, форсті пуансона у прес-формі для пресування заготомували заготовки пористістю 3,15% (щільність вок. 8,62г/см 3), діаметром 23,7мм, висотою 13,5мм. Експериментально встановлено, що величина Розміри виступів у задньому і впадин у передньоb не може перевищувати 2мм. му торцях заготовок, визначених за наведеними Суть корисної моделі пояснюється ілюстративище співвідношеннями, дорівнювали: h=5,8мм, вним матеріалом, де на Фіг.1 показано вироби з R=9,85мм. Заготовки нагрівали в середовищі синрихлістю на передньому та утяжиною на задньому тез-газу до температури 900-920°С та штампували торці, отримані відомим способом, на Фіг.2 - форв штампі, нагрітому до 400°С. Кут матриці штампу ма запропонованої заготовки - з западиною на дорівнював 120°, діаметр контейнера - 24,6мм, передньому торці та виступом на задньому торці у ступінь деформації 16,8; висота та діаметр вихідвигляді шарового сегменту позначені на кресленні, ного пояску 4, 3 і 6мм. де: Цикл штампування - напівперервний. Першу D - діаметр заготовки, заготовку пуансоном з робочою поверхнею, що d - діаметр шарового сегменту, відповідає по формі виступу на заготовці, видавR - радіус шарового сегменту, лювали на 2/3 довжини прутка. Верхню плиту преh - висота шарового сегменту, са з закріпленим на ній пуансоном підіймали, усX - товщина тіла заготовки, тановлювали наступну заготовку і видавлювали її Н - висота заготовки. на 2/3 довжини другого прутка. При цьому попереНа Фіг.4 - отримані вироби без утяжини та ридня заготовка повністю виходила з очка матриці. хлості. Потім цикл повторювали. Спосіб здійснюють наступним чином. З порошВ результаті були отримані прутки довжиною ку, стр ужки або волокон пресують пористі заготов204мм без дефектів. Візуальний та металографічки спеціальної форми з западиною на передньому ний контроль прутків показав, що при видавлюторці та виступом на задньому торці у вигляді шаванні пористих заготовок за запропонованим спорового сегменту (Фіг.2), а формуючий пуансон висобом, дефекти у вигляді утяжини і рихлості не готовляють з профілем, що відповідає формі виспостерігаються (Фіг.4). Прутки розрізали на часступу, причому розміри шарового сегменту тини, з котрих виточували зразки для випробуванвизначають за співвідношенням, наведеним вище, ня на розтягування, та визначали розподіл щільзаготовки с пікають та екструдують через конусну ності по висоті прутка. Дослідження показали, що матрицю у холодному стані, або нагрівають без щільність на всіх ділянках прутка дорівнювала спікання у захисно-відновлювальному середовищі 8,88-8,91г/см 3, тобто пористість становить 0%. та екструдують через конусну матрицю у гарячому Властивості міді, отриманої екструзією волокнових стані, причому процес ведуть за схемою напівпезаготовок до и після відпалу при 500-550°С, задорервної штамповки. вольняють вимогам стандарту ДСТУ 1535-91 на Утяжина утворюється в результаті того, що пруткову мідь і відповідають властивостям дефопериферійні та центральні шари металу заготовки рмованої та відпаленої міді марки М1 (див. табл. течуть в зоні деформації з різною швидкістю: шви1). дкість течії периферійних шарів металу менша за швидкість центральних шарів. Тобто для ліквіду 5 34363 6 Таблиця 1 Властивості міді, одержаної екструзією волокнових пресовок Вид міді Отримана екструзією волокнових заготовок Мідь марки M1* Мідні прутки по ДСТУ 1535-91 (не менше) Дo відпалу sв , МПа d,% y, % 426-455 5,1-8,8 42-58 340-450 4-10 40-60 270 5 Після відпалу sв , МПа d, % y, % 228-239 45-51 67-77 220-245 45-55 65-80 200 28 *Осинцев О.Е., Федоров В.Н. Медь и медные сплавы. Отечественные и зарубежные марки: Справочник. М.: Ма шиностроение. 2004. - 336с. 7 Комп’ютерна в ерстка М. Мацело 34363 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pressing of articles made of porous billets
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych, Usatiuk Dmytro Andriiovych, Skliar Oleksandr Pavlovych, Riabovol Tetiana Oleksandrivna
Назва патенту російськоюСпособ прессования изделий из пористых заготовок
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич, Усатюк Дмитрий Андреевич, Скляр Александр Павлович, Рябовол Татьяна Александровна
МПК / Мітки
МПК: B22F 3/02
Мітки: пресування, пористих, виробів, заготовок, спосіб
Код посилання
<a href="https://ua.patents.su/4-34363-sposib-presuvannya-virobiv-iz-poristikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування виробів із пористих заготовок</a>
Пристрій для пресування порошкових заготовок
Номер патенту: 39448
Опубліковано: 15.06.2001
Автори: Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Безкровний Михайло Григорович
МПК: B22F 3/02
Мітки: порошкових, пресування, заготовок, пристрій
Формула / Реферат:
Пристрій для пресування порошкових заготовок, що складається з двох утримувачів, верхнього та нижнього інструменту, кінематично поєднаних між собою, який відрізняється тим, що утримувачі верхнього та нижнього інструменту кінематично пов'язані між собою через утримувачі бічних інструментів, виконані з похилими поверхнями та спряжені з похилими поверхнями утримувачів верхнього та нижнього інструменту, кут нахилу спряжених похилих поверхонь...
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Тривайло Михайло Семенович, Титов Вячеслав Андрійович, Борис Руслан Степанович
МПК: B21C 23/22, B21D 22/20
Мітки: виробів, виготовлення, спосіб, біметалевих, листових, заготовок
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Спосіб виробництва пористих білково-горіхових заготовок
Номер патенту: 23564
Опубліковано: 02.06.1998
Автори: Коновалова Галина Олександрівна, Репа Лідія Іванівна, Гурнак Людмила Миколаївна, Білоус Надія Іванівна
МПК: A21D 13/08
Мітки: білково-горіхових, пористих, заготовок, виробництва, спосіб
Формула / Реферат:
1. Спосіб виробництва пористих білково-горіхових заготовок, наприклад, для тортів типу "Київський", що включає збивання яєчного білка, введення в оброблювану масу харчових добавок, зокрема, цукру, борошна, горіхів, формування і випічку окремих заготовок, який відрізняється тим, що збиванню піддають суміш сухого яєчного білкового порошку та води.2. Спосіб за п. 1, який відрізняється тим, що суміш сухого яєчного білкового...
Пристрій для пресування заготовок верху взуття у плоскому вигляді
Номер патенту: 39666
Опубліковано: 15.06.2001
Автори: Горященко Сергій Леонідович, Драпак Георгій Мефодіович
МПК: A43D 111/00
Мітки: заготовок, пресування, взуття, вигляді, плоскому, пристрій, верху
Формула / Реферат:
Пристрій для пресування заготовки верху взуття у плоскому вигляді, що включає опорну поверхню та жорсткий пуансон з плоскою пресуючою поверхнею, який відрізняється тим, що до пресуючої поверхні пуансона нерухомо приєднана еластична прокладка, яка утворює замкнену параболічну поверхню і складається не менше, ніж з двох нерухомо з'єднаних між собою окремих шарів еластичних матеріалів з різними деформаційними властивостями, при чому нижній шар...
Пристрій для рівноканального багатокутового пресування довгомірних заготовок
Номер патенту: 77493
Опубліковано: 15.12.2006
Автори: Варюхін Віктор Миколайович, Спусканюк Віктор Захарович, Чишко В'ячеслав Валерійович, Медведська Ельвіда Олександрівна, Матросов Микола Іванович
МПК: B21J 5/00, B21C 23/00, B21C 1/00
Мітки: рівноканального, багатокутового, пресування, пристрій, заготовок, довгомірних
Формула / Реферат:
Пристрій для рівноканального багатокутового пресування довгомірних заготовок, що містить вузол для деформування з набору щонайменше чотирьох деформуючих елементів з пересічними під половинним кутом мінімум 60 градусів каналами однакового перерізу, рівними перерізу заготовки, при співвісно виконаних каналах вхідного і вихідного елементів, а також містить вузол для...
Попередній патент: Радіатор системи охолодження двигуна внутрішнього згоряння
Наступний патент: Спосіб віброобробки деталей
Випадковий патент: Пристрій для розділення заряджених частинок за масою