Мастило для холодного штампування металів
Номер патенту: 8312
Опубліковано: 29.03.1996
Автори: Кравченко Юрій Володимирович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Вязовська Світлана Сергіївна, Сазонова Марія Юхимівна, Василевич Геннадій Миколайович, Шарамок Сергій Іванович
Формула / Реферат
Смазка для холодной штамповки металлов на основе воды, минерального масла и продукта конденсации синтетических жирных кислот с три-этаноламином, отличающаяся тем, что она дополнительно содержит гидрогенизированиое термоуплотненное растительное масло, триэтаноламиновые мыла жирных кислот растительных масел, хлопковое масло, в качестве синтетических жирных кислот смазка содержит кислоты фракции С10-C20, а в качестве минерального масла - масло цилиндровое II при следующем соотношении компонентов, мас. %:
гидрогенизированное термоуплотненное растительное масло 20-27
триэтаноламиновые мыла жирных кислот растительных масел 4-6
продукт конденсации синтетических жирных кислот
фракции С10-C20 с триэтаноламином 8-12
хлопковое масло 2-6
минеральное масло - масло цилиндровое II 8-12
вода остальное.
Текст
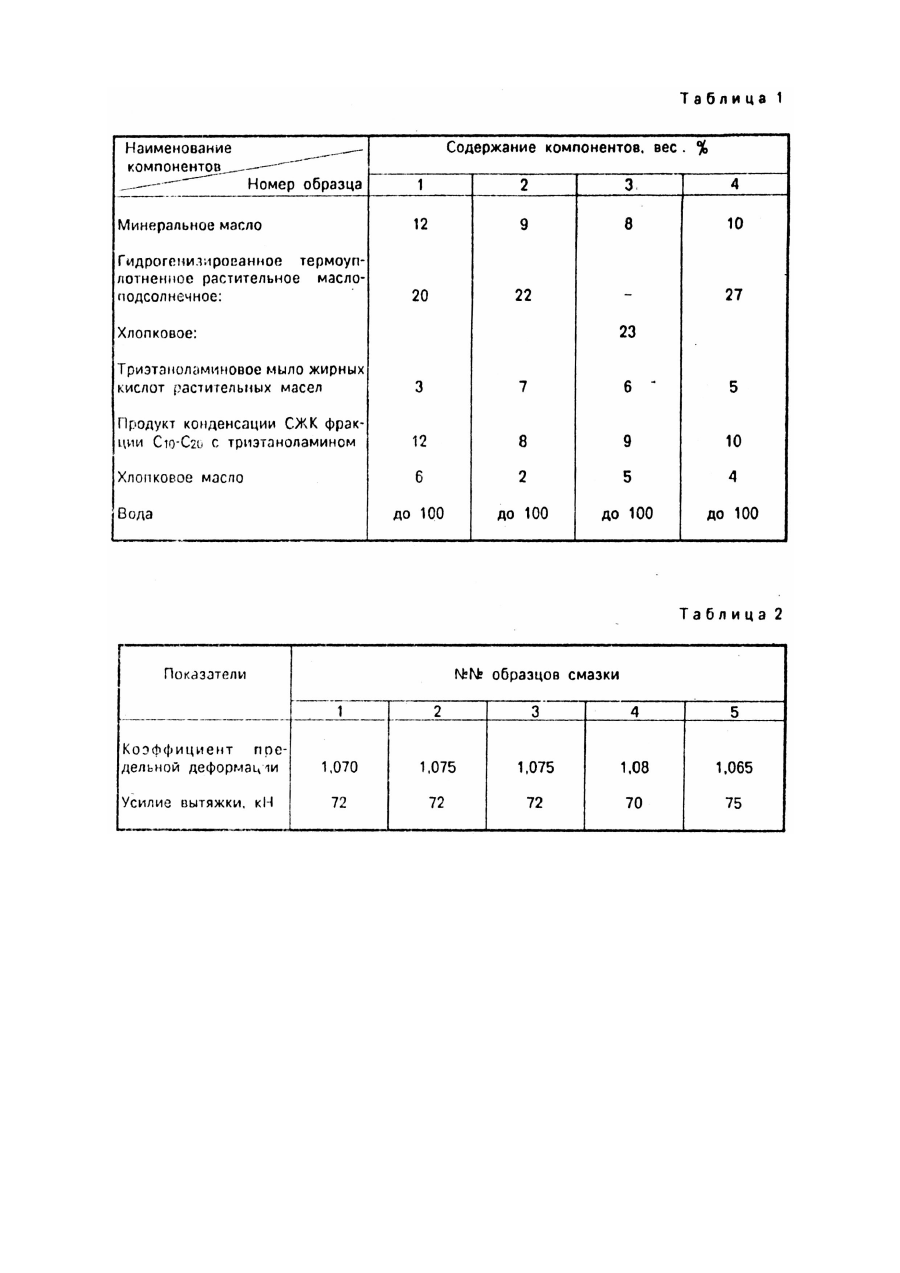
Изобретение относится к области обработки металлов давлением, в частности к штамповке листовой нержавеющей стали. Наиболее близкой по составу к предлагаемой смазке является смазка по а.с. 1097649 следующего состава, мас.%: Однако указанная смазка имеет ряд существенных недостатков; низкую смазочную способность, наполнители, входящие в состав смазки, остаются на изделии после штамповки, ухудшая его товарный вид; нетехнологичность при нанесении на лист с помощью двух параллельных роликов с полиуретановым покрытием; дефицитность составляющих (стеарокс-6, амид окисленного церизина и др.). В основу изобретения поставлена задача усовершенствования смазки для холодной штамповки металлов путем введения в смазку модифицированных жировых и эмульгирующих присадок, что позволит повысить смазочную способность, а следовательно, повысить производительность штампов, технологичность смазки, улучшить товарный вид изделий и снизить затраты на смазку. Для достижения поставленной задачи предлагается в смазку на основе воды, минерального масла и продукта конденсации синтетических жирных кислот с триэтаноламином дополнительно вводить высокоэффективные жировые и эмульгирующие присадки. В качестве жировых присадок, повышающих смазочную и экранирующую способность предлагается применить растительные масла (хлопковое, подсолнечное, рапсовое и др.), как свежие, так и гидрогенизированные термоуплотненные. Гидрогенизированное термоуплотненное масло получают путем термического уплотнения (при температуре 220 260°C) гидрогенизированного растительного масла вязкостью 28 - 36сСт при 50°C и йодным числом 80 - 95 до получения вязкости 40 - 70сСт при 50°C и йодного числа 70 - 80. В качестве эмульгирующей присадки предлагается применять триэтаноламиновые мыла жирных кислот растительных масел, которые готовят следующим образом: в аппарат, снабженный обогревом и перемешивающим устройством, загружают жирные кислоты и подогревают до температуры 60 - 70°C, затем при постоянном перемешивании загружают расчетное количество триэтаноламина (1/3 от загрузки кислот) и тщательно перемешивают до загустевания. Смазку готовят смешением минерального масла, растительного масла свежего и гидрогенизированного термоуплотненного, продукта конденсации синтетических жирных кислот с триэтаноламином и триэтаноламнновых мыл жирных кислот растительных масел при температуре 60 - 70°C. Затем в полученную композицию при тщательном перемешивании небольшими порциями вводят воду. Примеры конкретных количеств компонентов приведены в табл.1. Готовая смазка обладает высокой смазочной способностью, легко и равномерно наносится на лист с помощью валков, не загрязняет поверхность готовых изделий, не высыхает при длительном хранении за счет тонкой пленки растительного масла на поверхности смазки. Определение сказочных свойств смазок проводилось на испытательной машине 140 12Мр, представляющей собой пресс двойного действия с пуансоном диаметром 50мм. В качестве критерия смазочной способности при штамповке использовался коэффициент предельной деформации где диаметр заготовки, - диаметр фланца, образовавшегося в результате неполной вытяжки до разрыва цилиндрического стакана. Чем выше смазочная способность смазки (при равных прочих условиях), тем больше Заготовки для штамповки вырубались из нержавеющей стали марки ДИ 61У. Результаты испытания смазочных свойств предложенных (1 - 4) и известного (5) образцов смазок представлены в табл.2. Образец 5 приготовлен по а.с. 1097649 на основе минерального масла, стеарокса 6, окисленного церезина, амида окисленного церезина, продукта конденсации кубового остатка синтетических жирных кислот с триэтаноламином, синтетических жирных кислот фракции соды кальцинированной, талька и воды. Как видно из табл.2, смазка состава 4 имеет самую высокую смазочную способность. Опытная смазка №4 испытана в промышленных условиях при штамповке моек из листовой нержавеющей стали со шлифованной поверхностью на линии фирмы "Монета" (Италия). В состав линии входят двухпозиционные прессы, обеспечивающие глубокую вытяжку изделия (до 150мм). Нанесение смазки производится с помощью валков, покрытых полиуретаном. Предлагаемая смазка технологична, легко и равномерно наносится на поверхность металла, не портит товарный вид готовой продукции и обеспечивает высокую производительность штампов за счет высоких смазочных свойств.
ДивитисяДодаткова інформація
Назва патенту англійськоюThe lubricant for the cold pressing of metals
Автори англійськоюTylyk Vasyl Trokhymovych, Viazovska Svitlana Serhiivna, Movshovych Vilord Solomonovych, Vasylevych Hennadii Mykolaiovych, Kravchenko Yurii Volodymyrovych, Sazonova Mariia Yukhymivna, Sharamok Serhii Ivanovych
Назва патенту російськоюСмазка для холодного штампования металлов
Автори російськоюТылык Василий Трофимович, Вязовская Светлана Сергеевна, Мовшович Вилорд Соломонович, Василевич Геннадий Николаевич, Кравченко Юрий Владимирович, Сазонова Мария Юхимовна, Шарамок Сергей Иванович
МПК / Мітки
МПК: C10M 149/00, C10N 40/24, C10M 173/00
Мітки: мастило, холодного, металів, штампування
Код посилання
<a href="https://ua.patents.su/2-8312-mastilo-dlya-kholodnogo-shtampuvannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Мастило для холодного штампування металів</a>
Мастило для холодної обробки металів тиском
Номер патенту: 1311
Опубліковано: 25.03.1994
Автори: Крицький Анатолій Дмитрович, Маслов Роберт Олексійович, Розенберг Олег Олександрович, Комаров Андрій Анатолійович, Шейкін Сергій Євгенович, Лобанова Людмила Вікторівна, Красовський Володимир Олександрович, Рябко Олег Онуфрійович, Афанас'єва Інна Іллівна, Брескіна Алла Іллівна
МПК: C10M 133/16, C10M 131/00, C10N 30/06, C10M 143/00, C10M 135/00, C10N 40/24, C10M 161/00
Мітки: тиском, обробки, мастило, холодної, металів
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло и хлорированный парафин, отличающаяся тем, что, с целью повышения противозадирных свойств смазки при работе в жестких условиях деформации, смазка дополнительно содержит полиизобутилен, алкенилсукцинимид и 2-амино-4-фенилтиазол при следующем соотношении компонентов, мас.%:хлорированный парафин 30—40...
Мастило для трансмісійних передач
Номер патенту: 6957
Опубліковано: 31.03.1995
Автори: Боханов Дмитро Федорович, Авчинніков Іван Кіндратович, Губанова Валентина Андріївна, Чернишова Євгенія Андріївна, Стахурський Олександр Дмитрович, Загубигорілка Валерій Леонідович, Стєрхова Людмила Миколаївна, Калічевська Катерина Андріївна
МПК: C10M 141/00, C10M 143/00
Мітки: мастило, трансмісійних, передач
Формула / Реферат:
Смазка для трансмиссионных передач, содержащая нефтяное масло и осерненный остаточный нефтепродукт, отличающаяся тем, что в качестве осерненного остаточного нефтепродукта смазка содержит осерненное трансмиссионное масло и дополнительно содержит гудрон масляный, полимер изобутилена, бутена-1 и бутена-2, смесь в массовом соотношении 1:1 цинковой соли диалкилдитиофосфорной кислоты и цинковой соли продукта конденсации ал килфенола с...
Мастило для сталевих канатів
Номер патенту: 1996
Опубліковано: 20.12.1994
Автори: Бережинський Володимир Ізраілович, Сімашко Володимир Васильович, Чернишова Євгенія Андріївна, Єна Борис Павлович, Іщук Юрій Лукич, Стєрхова Людмила Миколаївна, Калічевська Катерина Андріївна, Степанянц Сурен Аванесович, Калічевський Василь Федорович, Коберідзе Людмила Вікторівна
МПК: C10N 40/32, C10M 101/02
Мітки: канатів, мастило, сталевих
Формула / Реферат:
Смазка для стальных канатов, содержащая нефтяное масло, нефтяной церезин, монтан-воск и экстракт селективной очистки нефтяных масел, отличающаяся тем, что, с целью повышения защитных и адгезионных свойств, смазка дополнительно содержит окисленный нефтяной церезин, этерифицированный аминоспиртами, при следующем содержании компонентов, мае. %:нефтяной церезин 20—26...
Мастило для стальних канатів

Номер патенту: 328
Опубліковано: 30.04.1993
Автори: Коровайний Сергій Федорович, Вайншенкер Світлана Ізраіловна, Шемеляк Ігор Євстахович, Калічевська Катерина Андрієвна, Бережинський Володимир Ізраілович, Хвалеба Надія Наумівна, Чарнош Ярослав Михайлович, Ганіна Лідія Кирилівна
МПК: C10M 129/40, C10N 30/06, C10M 163/00, C10M 159/04, C10N 40/32, C10M 159/06
Мітки: мастило, канатів, стальних
Формула / Реферат:
Формула изобретенияСмазка для стальных канатов, содержащая нефтяное масло, экстракт селективной очистки нефтяных масел, нефтяной церезин и буроугольный воск, отличающаяся тем, что, с целью повышения смазочных свойств смазка дополнительно содержит озокерит и синтетические жирные кислоты фракции С25-С30 при следующем соотношении компонентов, мас.%: нефтяной церезин 12-25; экстракт селективной очистки нефтяных масел 12-25; буроугольный...
Мастило для металевих форм
Номер патенту: 756
Опубліковано: 15.12.1993
Автори: Скрицький Олександр Георгійович, Стойло Олександр Феліксович, Баглай Анатолій Прохорович, Лемешко Валентина Анікіївна, Іванов Михайло Юрьєвич
МПК: B28B 7/38
Мітки: мастило, металевих, форм
Формула / Реферат:
Формула изобретенияСмазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая кислый синтетический эмульсол, добавку и воду, отличающаяся тем, что, с целью снижения адгезии бетона к форме, она содержит в качестве добавки мыльно-щелочной раствор - отход щелочной рафинации масел и саломаса с содержанием общего жира не менее 8%, в том числе жирных кислот не менее 7%, при следующем соотношении компонентов,...
Попередній патент: Спосіб переробки відходів помолу зернових
Наступний патент: Пристрій для безперервного електроконтактного нагріву протяжних виробів
Випадковий патент: Упаковка для тютюнових виробів