Спосіб вакуумування ливарних форм та пристрій для його здійснення
Формула / Реферат
1. Спосіб вакуумування ливарних форм, який використовують під час процесу вібровідцентрового литва, який відрізняється тим, що над ливарною формою створюють область вихрового простору змінно-зниженого тиску, розрідження здійснюють в зоні звужень щілинного каналу, які утворюють між хвильовою площиною дископодібного екрана і поверхнею ливарної форми.
2. Пристрій для вакуумування, що містить раму з ливарною формою, заливальну лійку і жолоб, який відрізняється тим, що в нього введений дископодібний екран з хвильовою поверхнею по розміру форми з центральним отвором під лійку, навколо якої розміщений колектор зі щілинним соплом для радіального продування зони звуженого щілинного каналу, яка створена між поверхнями дископодібного екрана і ливарної форми.
Текст
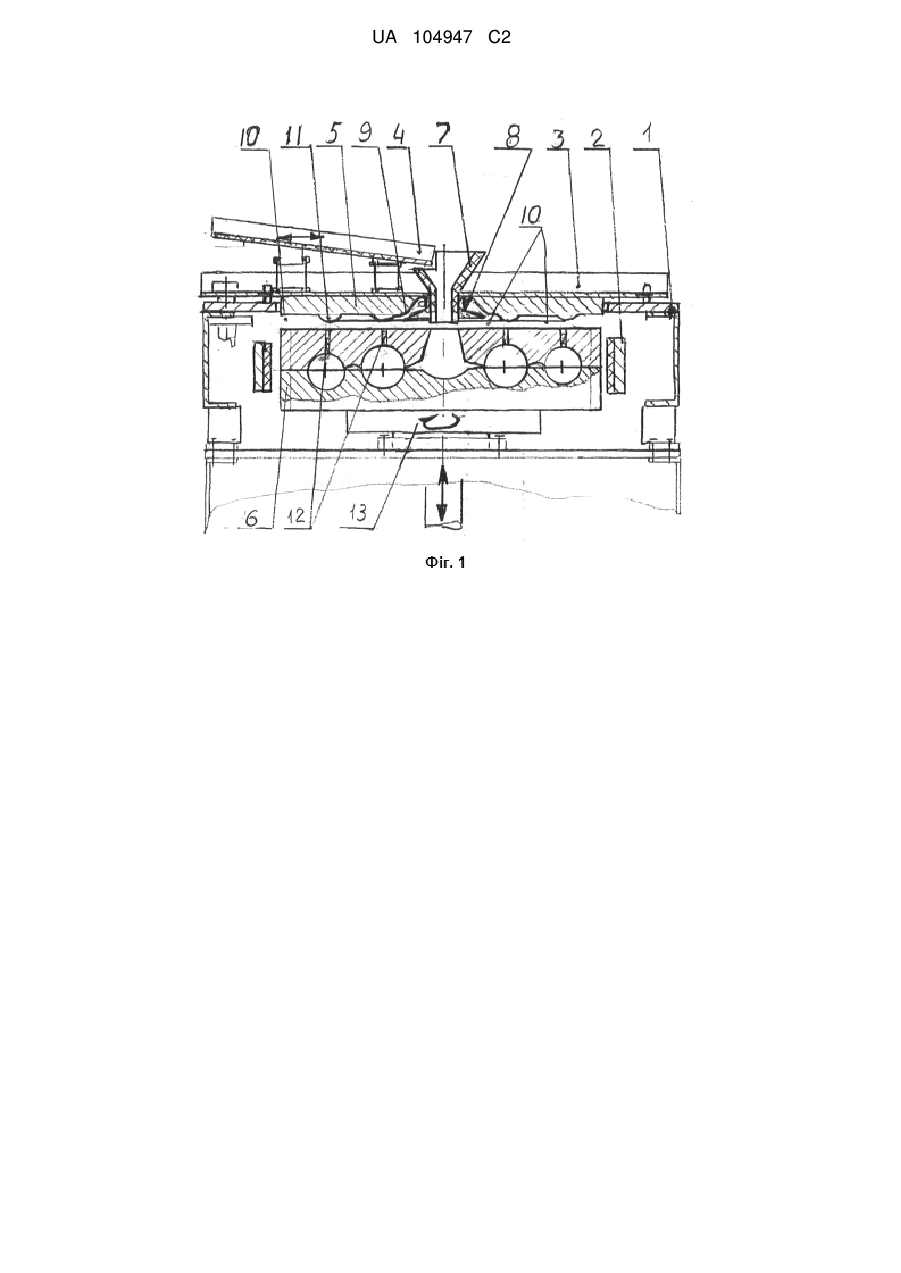
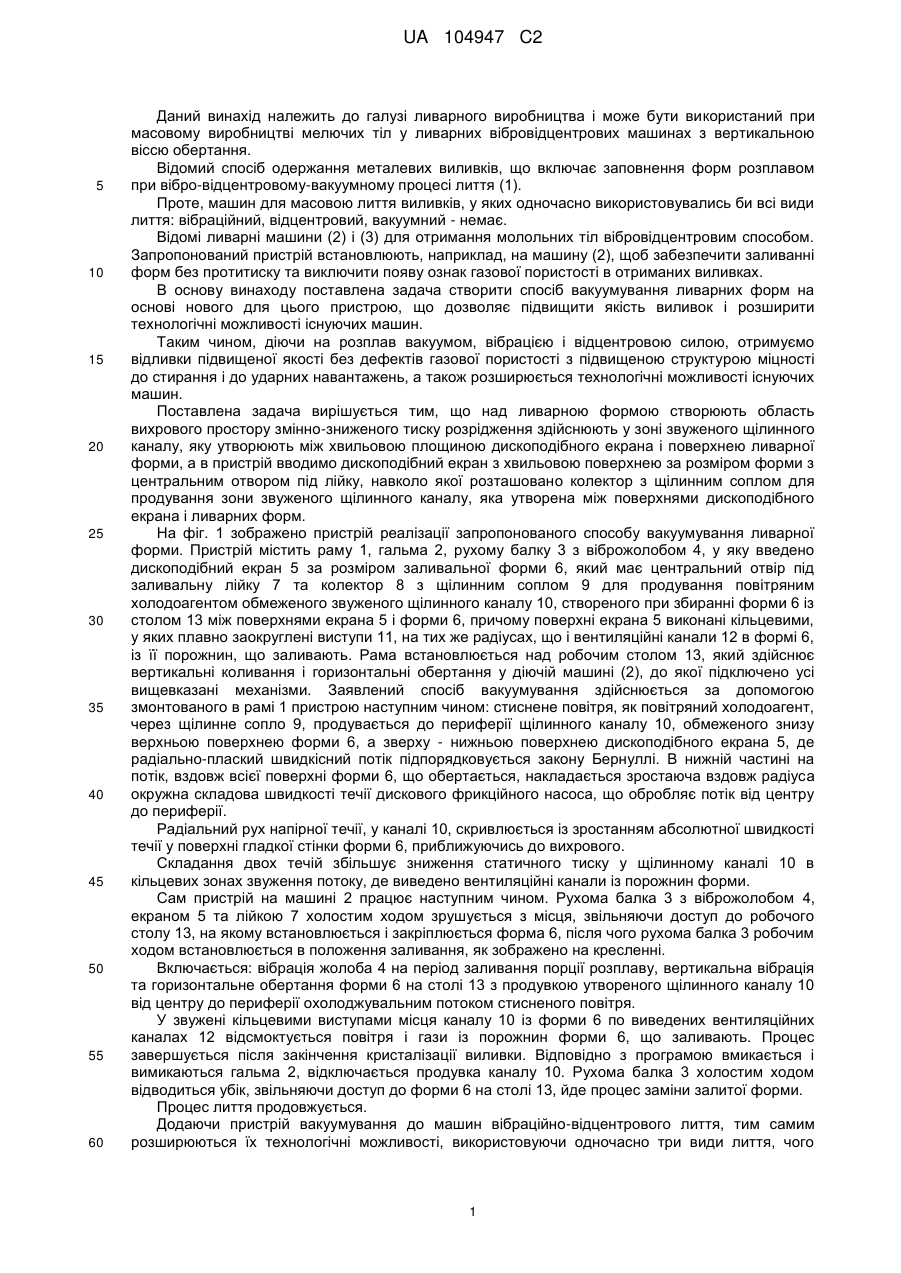
Реферат: Даний винахід належить до галузі ливарного виробництва. Суть винаходу полягає в тому, що створено новий вакуумний пристрій, який при використанні на вібровідцентрових машинах дозволяє застосовувати одночасно три види лиття: вібро-відцентрове-вакуумне, завдяки тому, що в пристрої створена нова область розрідження, де воно здійснюється в зоні звужень щілинного каналу, які утворюють між хвильовою площиною дископодібного екрана і поверхнею ливарної форми. Використовуючи три види литва, розширяться технологічні можливості існуючих ливарних машин, виходять виливки підвищеної якості без дефектів газової пористості і з підвищеною структурою міцності до ударних навантажень. UA 104947 C2 (12) UA 104947 C2 UA 104947 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до галузі ливарного виробництва і може бути використаний при масовому виробництві мелючих тіл у ливарних вібровідцентрових машинах з вертикальною віссю обертання. Відомий спосіб одержання металевих виливків, що включає заповнення форм розплавом при вібро-відцентровому-вакуумному процесі лиття (1). Проте, машин для масовою лиття виливків, у яких одночасно використовувались би всі види лиття: вібраційний, відцентровий, вакуумний - немає. Відомі ливарні машини (2) і (3) для отримання молольних тіл вібровідцентровим способом. Запропонований пристрій встановлюють, наприклад, на машину (2), щоб забезпечити заливанні форм без протитиску та виключити появу ознак газової пористості в отриманих виливках. В основу винаходу поставлена задача створити спосіб вакуумування ливарних форм на основі нового для цього пристрою, що дозволяє підвищити якість виливок і розширити технологічні можливості існуючих машин. Таким чином, діючи на розплав вакуумом, вібрацією і відцентровою силою, отримуємо відливки підвищеної якості без дефектів газової пористості з підвищеною структурою міцності до стирання і до ударних навантажень, а також розширюється технологічні можливості існуючих машин. Поставлена задача вирішується тим, що над ливарною формою створюють область вихрового простору змінно-зниженого тиску розрідження здійснюють у зоні звуженого щілинного каналу, яку утворюють між хвильовою площиною дископодібного екрана і поверхнею ливарної форми, а в пристрій вводимо дископодібний екран з хвильовою поверхнею за розміром форми з центральним отвором під лійку, навколо якої розташовано колектор з щілинним соплом для продування зони звуженого щілинного каналу, яка утворена між поверхнями дископодібного екрана і ливарних форм. На фіг. 1 зображено пристрій реалізації запропонованого способу вакуумування ливарної форми. Пристрій містить раму 1, гальма 2, рухому балку 3 з віброжолобом 4, у яку введено дископодібний екран 5 за розміром заливальної форми 6, який має центральний отвір під заливальну лійку 7 та колектор 8 з щілинним соплом 9 для продування повітряним холодоагентом обмеженого звуженого щілинного каналу 10, створеного при збиранні форми 6 із столом 13 між поверхнями екрана 5 і форми 6, причому поверхні екрана 5 виконані кільцевими, у яких плавно заокруглені виступи 11, на тих же радіусах, що і вентиляційні канали 12 в формі 6, із її порожнин, що заливають. Рама встановлюється над робочим столом 13, який здійснює вертикальні коливання і горизонтальні обертання у діючій машині (2), до якої підключено усі вищевказані механізми. Заявлений спосіб вакуумування здійснюється за допомогою змонтованого в рамі 1 пристрою наступним чином: стиснене повітря, як повітряний холодоагент, через щілинне сопло 9, продувається до периферії щілинного каналу 10, обмеженого знизу верхньою поверхнею форми 6, а зверху - нижньою поверхнею дископодібного екрана 5, де радіально-плаский швидкісний потік підпорядковується закону Бернуллі. В нижній частині на потік, вздовж всієї поверхні форми 6, що обертається, накладається зростаюча вздовж радіуса окружна складова швидкості течії дискового фрикційного насоса, що обробляє потік від центру до периферії. Радіальний рух напірної течії, у каналі 10, скривлюється із зростанням абсолютної швидкості течії у поверхні гладкої стінки форми 6, приближуючись до вихрового. Складання двох течій збільшує зниження статичного тиску у щілинному каналі 10 в кільцевих зонах звуження потоку, де виведено вентиляційні канали із порожнин форми. Сам пристрій на машині 2 працює наступним чином. Рухома балка 3 з віброжолобом 4, екраном 5 та лійкою 7 холостим ходом зрушується з місця, звільняючи доступ до робочого столу 13, на якому встановлюється і закріплюється форма 6, після чого рухома балка 3 робочим ходом встановлюється в положення заливання, як зображено на кресленні. Включається: вібрація жолоба 4 на період заливання порції розплаву, вертикальна вібрація та горизонтальне обертання форми 6 на столі 13 з продувкою утвореного щілинного каналу 10 від центру до периферії охолоджувальним потоком стисненого повітря. У звужені кільцевими виступами місця каналу 10 із форми 6 по виведених вентиляційних каналах 12 відсмоктується повітря і гази із порожнин форми 6, що заливають. Процес завершується після закінчення кристалізації виливки. Відповідно з програмою вмикається і вимикаються гальма 2, відключається продувка каналу 10. Рухома балка 3 холостим ходом відводиться убік, звільняючи доступ до форми 6 на столі 13, йде процес заміни залитої форми. Процес лиття продовжується. Додаючи пристрій вакуумування до машин вібраційно-відцентрового лиття, тим самим розширюються їх технологічні можливості, використовуючи одночасно три види лиття, чого 1 UA 104947 C2 5 10 раніш не існувало, причому вакуумування здійснюються новим способом. Крім того, цей пристрій може бути використано самостійно, там, де потрібне вакуумування при відцентровому литті. Таким чином, діючи на розплав вакуумом, вібрацією і відцентровою силою, отримуємо відливки підвищеної якості без дефектів газової пористості з підвищеною структурою міцності до стирання і до ударних навантажень, а також розширюється технологічні можливості існуючих машин. Джерела інформації: 1. Патент України № 93812, МКІ В22Д, 2011 р. 2. Патент України № 89598, МКІ В22Д, 2010 р 3. Патент РФ № 2026140, опубл. 09.01.95 p. ФОРМУЛА ВИНАХОДУ 15 20 1. Спосіб вакуумування ливарних форм, який використовують під час процесу вібровідцентрового литва, який відрізняється тим, що над ливарною формою створюють область вихрового простору змінно-зниженого тиску, розрідження здійснюють в зоні звужень щілинного каналу, які утворюють між хвильовою площиною дископодібного екрана і поверхнею ливарної форми. 2. Пристрій для вакуумування, що містить раму з ливарною формою, заливальну лійку і жолоб, який відрізняється тим, що в нього введений дископодібний екран з хвильовою поверхнею по розміру форми з центральним отвором під лійку, навколо якої розміщений колектор зі щілинним соплом для радіального продування зони звуженого щілинного каналу, яка створена між поверхнями дископодібного екрана і ливарної форми. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюRomanets Valerii Mykytovych
Автори російськоюРоманец Валерий Никитич
МПК / Мітки
МПК: B22D 13/00
Мітки: спосіб, вакуумування, здійснення, пристрій, ливарних, форм
Код посилання
<a href="https://ua.patents.su/4-104947-sposib-vakuumuvannya-livarnikh-form-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб вакуумування ливарних форм та пристрій для його здійснення</a>
Формувальна суміш для виготовлення ливарних форм для лиття металів, спосіб виготовлення ливарних форм, ливарна форма та її застосування
Номер патенту: 100030
Опубліковано: 12.11.2012
Автори: Кьоршген Йорг, Кох Дітер, Мюллер Дженс, Фрон Маркус
Мітки: спосіб, формувальна, лиття, ливарна, суміш, виготовлення, форм, форма, ливарних, металів, застосування
Формула / Реферат:
1. Формувальна суміш для виготовлення ливарних форм для лиття металів, що містить щонайменше:- вогнетривкий основний формувальний матеріал,- зв'язувальний матеріал, на основі рідкого скла,- частку часток оксиду металу, що вибрана із групи двооксиду кремнію, оксиду алюмінію, оксиду титану та оксиду цинку,яка відрізняється тим, що додатково формувальна суміш містить частку щонайменше одного тенсиду.2....
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків
Номер патенту: 13227
Опубліковано: 15.03.2006
Автори: Самарай Валерій Петрович, Авдокушин Володимир Павлович, Самарай Роман Валерійович
МПК: B22C 9/00
Мітки: виливків, станом, дефектним, стрижнів, спосіб, якості, діагностування, форм, ливарних
Формула / Реферат:
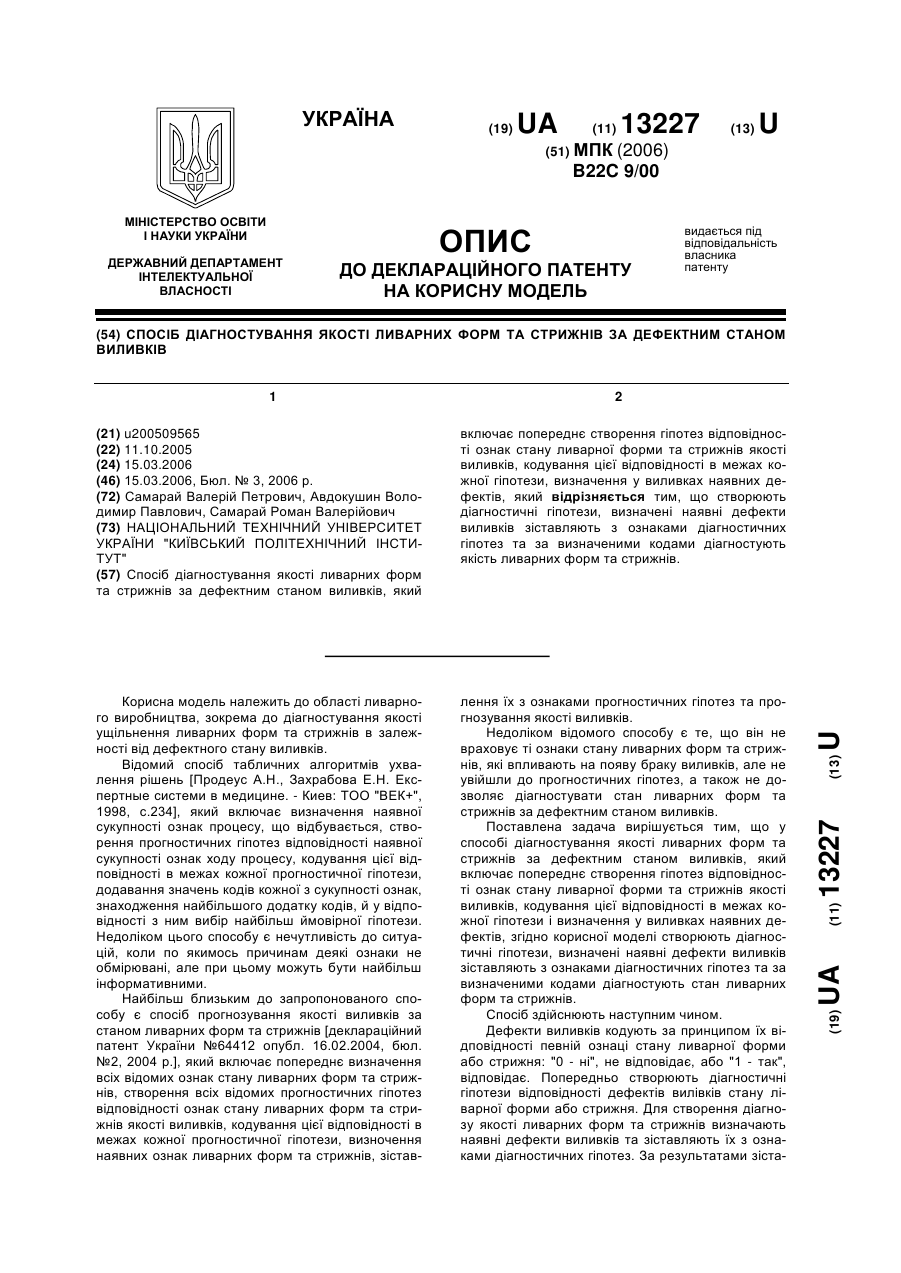
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків, який включає попереднє створення гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної гіпотези, визначення у виливках наявних дефектів, який відрізняється тим, що створюють діагностичні гіпотези, визначені наявні дефекти виливків зіставляють з ознаками діагностичних гіпотез та за визначеними...
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів
Номер патенту: 64412
Опубліковано: 16.02.2004
Автори: Самарай Валерій Петрович, Авдокушин Володимир Павлович
МПК: B22C 9/00
Мітки: форм, ливарних, спосіб, якості, стрижнів, прогнозування, станом, виливків
Формула / Реферат:
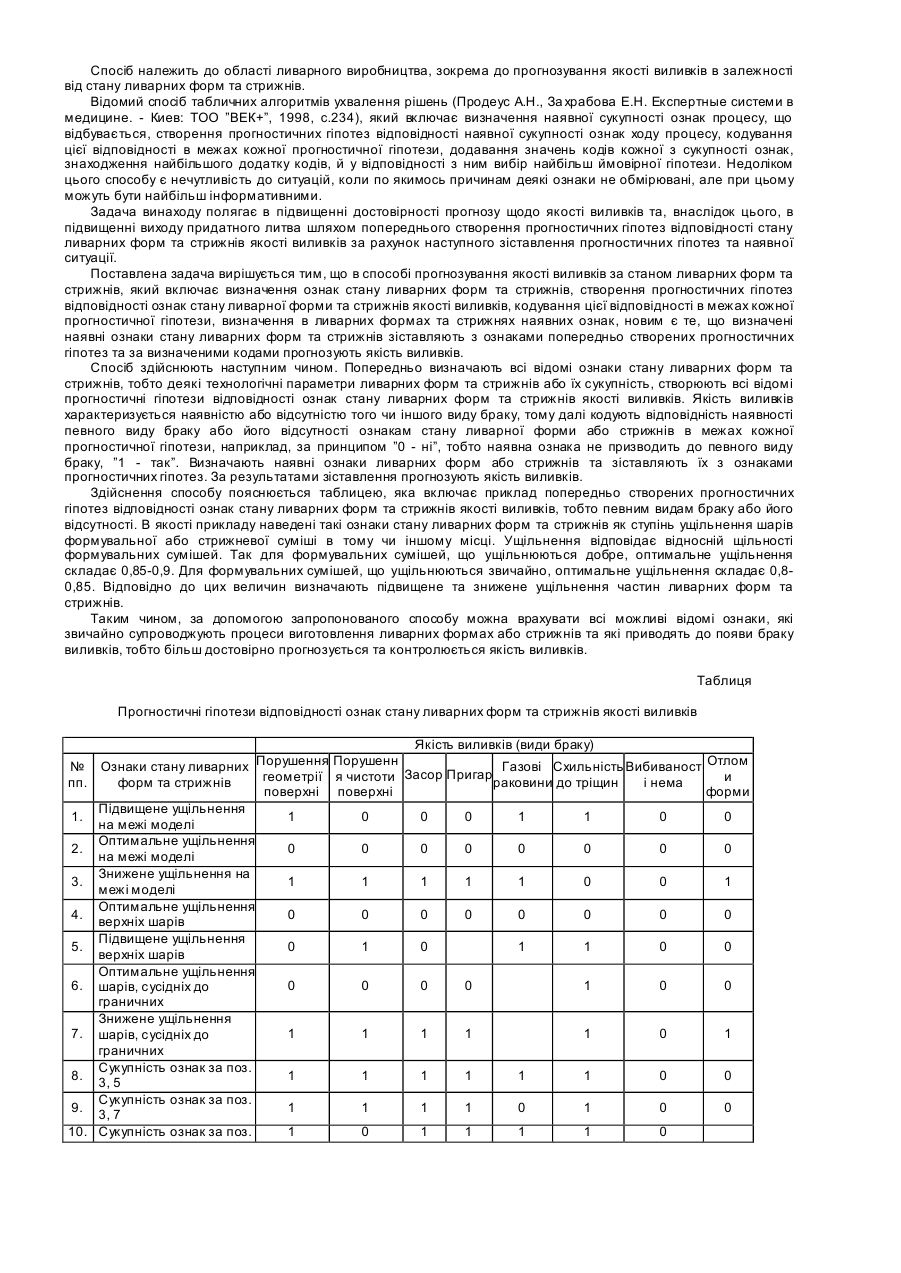
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів, який включає визначення ознак стану ливарних форм та стрижнів, створення прогностичних гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної прогностичної гіпотези, визначення в ливарних формах та стрижнях наявних ознак, який відрізняється тим, що визначені наявні ознаки стану ливарних форм та стрижнів...
Спосіб виготовлення металевих ливарних форм
Номер патенту: 51030
Опубліковано: 15.11.2002
Автори: Ладохін Сергій Васильович, Аникін Юрій Пилипович, Левицький Микола Іванович, Мірошниченко Володимир Іванович
МПК: B22D 15/00
Мітки: спосіб, виготовлення, форм, металевих, ливарних
Формула / Реферат:
Спосіб виготовлення металевих ливарних форм, що включає формування зовнішніх габаритів і робочої порожнини, який відрізняється тим, що формування зовнішніх габаритів і робочої порожнини мідної форми здійснюється методом лиття у вакуумі з застосуванням електронно-променевої плавки.
Спосіб формування насипних ливарних форм
Номер патенту: 75527
Опубліковано: 10.12.2012
Автори: Русаков Петро Володимирович, Найдек Володимир Леонтійович, Шинський Олег Йосипович
МПК: B22C 15/00, B22C 9/00
Мітки: насипних, формування, спосіб, форм, ливарних
Формула / Реферат:
1 Спосіб формування насипних ливарних форм, що включає вібраційне ущільнення формувальної суміші від збудника механічних коливань, який відрізняється тим, що ущільнення формувальної суміші здійснюють при циклічній зміні газового стану в ливарній формі, при цьому в три стадії в кожному циклі, змінюють газовий тиск так, що на всіх перших стадіях у формі створюють газове розрідження
Попередній патент: Спосіб десульфурації чавуну диспергованим магнієм у заливальному ковші та пристрій для його здійснення
Наступний патент: Спосіб визначення температури випуску сталі з плавильного агрегату
Випадковий патент: Порошок для плазмового нанесення покриттів