Спосіб визначення температури випуску сталі з плавильного агрегату
Номер патенту: 104948
Опубліковано: 25.03.2014
Автори: Терзі Вікторія Віталіївна, Скребцов Олександр Михайлович, Секачев Олександр Олегович, Балакін Вадим Володимирович, Качіков Олексій Сергійович, Мак-Мак Олександр Сергійович, Кузьмін Юрій Дмитрович
Формула / Реферат
Спосіб визначення температури випуску сталі з плавильного агрегату, що включає контроль температури по ходу плавки, випуск сталі з плавильного агрегату, який відрізняється тим, що випуск сталі здійснюють при температурі, визначеній відповідно за виразом:
tв=tл ×Q,
де: tв - температура випуску металу °С,
tл - температура ліквідусу °С конкретної марки сталі,
Q - оптимальне значення температури перегрівання сталі над температурою ліквідус в умовних одиницях = 1,0825±0,0072, ±0,0072 - інтервал коливання температури.
Текст
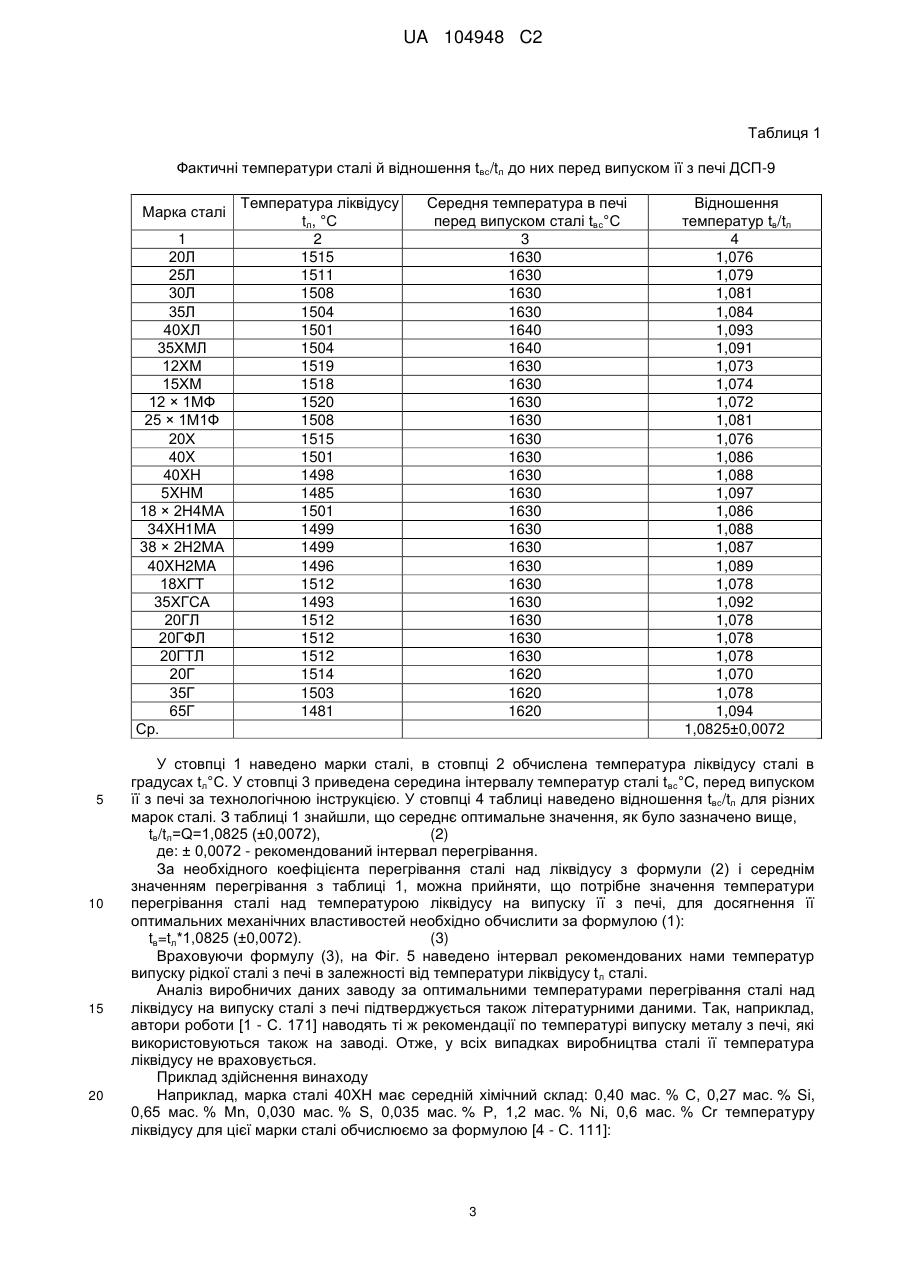
Реферат: Винахід належить до галузі чорної металургії, а саме - до способів виплавки сталі, виробленої в різних плавильних агрегатах. Спосіб визначення температури випуску сталі з плавильного UA 104948 C2 (12) UA 104948 C2 агрегату, що включає контроль температури по ходу плавки, випуск сталі з плавильного агрегату, при цьому випуск сталі здійснюють при температурі, визначеній відповідно за виразом: tв=tл Q, де: tв - температура випуску металу °С, tл - температура ліквідусу °С конкретної марки сталі, Q - оптимальне значення температури перегрівання сталі над температурою ліквідус в умовних одиницях = 1,0825 ±0,0072, ±0,0072 - інтервал коливання температури. Винахід забезпечує підвищення механічних властивостей сталі, якості одержаної сталі та раціональне розподілення теплової енергії по ходу її плавки. UA 104948 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі чорної металургії, а саме - до способів виплавки сталі, виробленої в різних плавильних агрегатах. Відомий спосіб виплавки сталі в дугових електричних трифазних печах [1 - С. 139], в якому в певні періоди плавки сталі задають і витримують постійну потужність і напругу електричного струму, а випуск сталі з плавильного агрегату здійснюють при температурі, яка є середнім дослідним значенням для конкретної марки сталі. У відомому способі не враховується така важлива властивість сталі як температура ліквідусу, що призводить до нераціональної витрати теплової енергії в печі під час плавки металу, а також до відсутності стабільності механічних властивостей затверділого металу (зменшення або збільшення в порівнянні з середніми значеннями). Для виплавки сталі в мартенівських печах [2 - С. 31] визначали температури випуску сталі, застосовуючи термографи для постійного запису температури зводу печі, і при максимальній температурі, яка забезпечує необхідну для якості сталі її температуру нагрівання і не супроводжується підплавленням зводу, роблять випуск сталі. Установка термографів значно полегшує роботу сталевара, проте в даному способі плавку сталі ведуть при максимально можливій температурі зводу, не враховуючи фактичне перегрівання розплаву над температурою ліквідусу, що також призводить до нераціональної витрати теплової енергії та нестабільності механічних властивостей отриманої сталі. Найбільш близьким технічним рішенням-аналогом є спосіб регулювання теплової енергії в плавильному агрегаті, в якому роблять постійний вимір температури по ходу плавки, наведено в роботі [3 - С. 178]. Тепло, що підводиться, витрачалося повністю спочатку для розплавлення скрапу, а після закінчення плавлення скрапу, - для нагрівання рідкої сталевої ванни. При цьому температура закінчення плавлення скрапу і нагрівання сталі перед випуском її з печі ніяк не погоджувалася з температурою ліквідусу скрапу. Випуск сталі з печі, робили користуючись середніми дослідними значеннями статистичних температурних даних по заданій марці сталі. У відомому способі не враховується не одна характеристика рідкої сталі, в тому числі і її температура ліквідусу. Це викликає не пропорційні витрати тепла відповідно до фактичного перегрівання над температурою ліквідусу сталі, і призводить або до нестачі тепла та уповільнення процесу плавлення твердого скрапу, або до нераціональної перевитрати тепла і нестабільності механічних властивостей готової сталі. В основу винаходу поставлена задача удосконалити спосіб визначення температури випуску сталі з плавильного агрегату, в якому за рахунок зміни умов його здійснення, досягається раціональний розподіл теплової енергії, що дозволяє забезпечити її необхідні механічні властивості. Для вирішення поставленого задачі в способі визначення температури випуску сталі з плавильного агрегату, що включає контроль температури по ходу плавки, випуск сталі з плавильного агрегату, відповідно за винаходом, здійснюють при температурі, визначеній відповідно за виразом: (1) tв=tл Q, де: tв - температура випуску металу°С, tл - температура ліквідусу°С конкретної марки сталі, Q - оптимальне значення перегрівання сталі над температурою ліквідусу в умовних одиницях. Необхідність контролю температури ліквідусу при випуску сталі для її різних марок підтверджується результатами випробувань, представлених на ілюстраціях, де: фіг. 1 - температура сталі при випуску її з печі t в (а) і різниця температури tв - tл (б) в залежності від температури ліквідусу сталі tл°С, (1 - для печі ДСП-9, 2 - для печі ДСП-25, а печі ДСП - дугові сталеплавильні печі); Фіг. 2 - Залежність від температури ліквідусу сталі tд: межі міцності σв, МПа (а), межі 2 текучості σ0,2, МПа (б), подовження δ, % (в), звуження ψ, % (р), ударної в'язкості KCU, Дж/см (д); Фіг. 3 - Відносна температури розплаву tв/tл в залежності від температури ліквідусу tл для наступних величин - безрозмірних температур перегрівання сталі в кінці окисного періоду (лінія 1), при випуску сталі з печі (лінія 2) і в ковші (лінія 3); Фіг. 4 - Залежність механічних властивостей від перегрівання сталі tі/tл при випуску її з печі: межі міцності σв, МПа (а), межі текучості σ0,2, МПа (б), подовження δ, % (в), звуження ψ, % (г), 2 ударної в'язкості KCU, Дж/см (д); Фіг. 5 - Рекомендовані температура випуску рідкої сталі в залежності від температури ліквідусу. 1 UA 104948 C2 5 10 15 20 25 30 35 40 45 50 Відомо, що однаковим фізичним станам розплаву за їх властивостями (в'язкість, щільність, електропровідність і т.д.) для різних марок сталей відповідають різні температури нагрівання сталі (tі). Крім цього, у різних марок сталей спостерігаються різні температури ліквідусу (tл). Для порівняння температур нагрівання різних марок сталей використовували безрозмірну відносну температуру Q=ti/tл. Для вивчення зв'язку між температурою ліквідусу сталі t л і температурами металу при плавці сталі (ti) обробили дані поточного виробництва в печі ДСП-9 на одному із заводів. На фіг. 1 (1 - для печі ДСП-9, 2 - для печі ДСП-25) представлений взаємозв'язок величин температури сталі в печі перед випусками її в ківш t в і обчисленої температури ліквідусу сталі tл. Як видно з фігури 1, між названими величинами, тобто tв і tл, залежності не спостерігається. Отже, у виробничих умовах температура ліквідусу сталі не враховується в ході технологічного процесу. Однак, для тих же марок сталі знайшли нову технологічну залежність величин. Для цього вирахували значення фактичної різниці температур Δt випуску сталі з печі t в і його ліквідусу tл. На фіг. 1б представлено значення Δt в залежності від t л, (1 - для печі ДСП-9, 2 - для печі ДСП-25). З фігури видно, що з підвищенням температури ліквідусу перегрівання сталі зменшується, що призводить до нераціональної витрати теплової енергії. Далі за виробничими даними того ж заводу знайшли механічні властивості 26 марок сталей. Були отримані результати, представлені на фіг. 2: а) межа міцності в середньому зменшується від 780 до 560 МПа (72 % від початкового), (фіг. 2а, рівняння: σв=-5,512tл+8940; коефіцієнт кореляції прямий r=-0,81; достовірність за критерієм Стьюдента 94-95 %); б) межа текучості в середньому зменшується від 480 до 370 МПа (77 % від початкового), (фіг. 2б, рівняння: σ0,2=-2,823tл+4664; коефіцієнт кореляції прямий r=-0,78; достовірність за критерієм Стьюдента 94-95 %); в) подовження в середньому збільшується від 10 до 45 % (450 % від початкового), (фіг. 2в, рівняння: δ=0,498tл+732,6; коефіцієнт кореляції прямий r=0,82; достовірність за критерієм Стьюдента 94-95 %); г) звуження в середньому збільшується від 19 до 34 % (178 % від початкового), (фіг. 2г, рівняння: ψ=0,372tл+532,6; коефіцієнт кореляції прямий r=0,72; достовірність за критерієм Стьюдента 94-95 %); 2 д) ударна в'язкість KCU в середньому збільшується від 32 до 69 Дж/см (215 % від початкового), (фіг. 2д, рівняння: KCU=1,12tл+1635; коефіцієнт кореляції прямий r=0,84; достовірність за критерієм Стьюдента 94-95 %). Таким чином, відсутність обліку величини температури ліквідусу виплавленої сталі призводить до нераціональної витрати теплової енергії в печі під час плавки сталі, а також до відсутності стабільності механічних властивостей затверділої сталі (зменшення або збільшення в порівнянні з середніми значеннями). На фіг. 3 представлена відносна температура розплаву ti/tл в залежності від температури ліквідусу tл для наступних величин - безрозмірних температур перегрівання сталі в кінці окисного періоду (лінія 1), при випуску сталі з печі (лінія 2) і в ковші (лінія 3). Як видно з фігури, з підвищенням температури ліквідусу сталі tл всі три відносних температури монотонно зменшуються. Для добре організованого виробництва всі три перераховані температури перегрівання сталі повинні бути постійними. На фіг. 4 представлені, відповідно, властивості сталі; в, 0,2, δ, ψ, KCU в залежності від безрозмірних температур перегрівання розплаву ti/tл. З фігур видно, що зі збільшенням перегрівання розплаву одні властивості (в, 0,2) безперервно збільшується, інші (δ, ψ, KCU) безперервно зменшуються. Очевидно, для того, щоб отримати найбільш оптимальне поєднання різних властивостей сталі, необхідно застосувати і використовувати в розрахунках середні значення перегрівання розплаву, для п'яти використовуваних властивостей - в, 0,2, δ, ψ, KCU. Ці перегрівання виявилися такими: а) для в - 1,0825; б) для 0,2-1,0825; в) для δ - 1,0830; г) для ψ - 1,0830; д) для KCU-1,0830. Середнє перегрівання по всіх властивостях становить 1,0828. У таблиці 1 приведені, для прикладу, дані по температурі випуску сталі з печі ДСП-9. 2 UA 104948 C2 Таблиця 1 Фактичні температури сталі й відношення tвс/tл до них перед випуском її з печі ДСП-9 Марка сталі 1 20Л 25Л 30Л 35Л 40ХЛ 35ХМЛ 12ХМ 15ХМ 12 × 1МФ 25 × 1М1Ф 20Х 40X 40XH 5XHM 18 × 2H4MA 34XH1MA 38 × 2H2MA 40XH2MA 18ХГТ 35ХГСА 20ГЛ 20ГФЛ 20ГТЛ 20Г 35Г 65Г Ср. 5 10 15 20 Температура ліквідусу tл, °C 2 1515 1511 1508 1504 1501 1504 1519 1518 1520 1508 1515 1501 1498 1485 1501 1499 1499 1496 1512 1493 1512 1512 1512 1514 1503 1481 Середня температура в печі перед випуском сталі tвc°C 3 1630 1630 1630 1630 1640 1640 1630 1630 1630 1630 1630 1630 1630 1630 1630 1630 1630 1630 1630 1630 1630 1630 1630 1620 1620 1620 Відношення температур tв/tл 4 1,076 1,079 1,081 1,084 1,093 1,091 1,073 1,074 1,072 1,081 1,076 1,086 1,088 1,097 1,086 1,088 1,087 1,089 1,078 1,092 1,078 1,078 1,078 1,070 1,078 1,094 1,0825±0,0072 У стовпці 1 наведено марки сталі, в стовпці 2 обчислена температура ліквідусу сталі в градусах tл°С. У стовпці 3 приведена середина інтервалу температур сталі t вc°С, перед випуском її з печі за технологічною інструкцією. У стовпці 4 таблиці наведено відношення tвc/tл для різних марок сталі. З таблиці 1 знайшли, що середнє оптимальне значення, як було зазначено вище, tв/tл=Q=1,0825 (±0,0072), (2) де: ± 0,0072 - рекомендований інтервал перегрівання. За необхідного коефіцієнта перегрівання сталі над ліквідусу з формули (2) і середнім значенням перегрівання з таблиці 1, можна прийняти, що потрібне значення температури перегрівання сталі над температурою ліквідусу на випуску її з печі, для досягнення її оптимальних механічних властивостей необхідно обчислити за формулою (1): tв=tл*1,0825 (±0,0072). (3) Враховуючи формулу (3), на Фіг. 5 наведено інтервал рекомендованих нами температур випуску рідкої сталі з печі в залежності від температури ліквідусу t л сталі. Аналіз виробничих даних заводу за оптимальними температурами перегрівання сталі над ліквідусу на випуску сталі з печі підтверджується також літературними даними. Так, наприклад, автори роботи [1 - С. 171] наводять ті ж рекомендації по температурі випуску металу з печі, які використовуються також на заводі. Отже, у всіх випадках виробництва сталі її температура ліквідусу не враховується. Приклад здійснення винаходу Наприклад, марка сталі 40ХН має середній хімічний склад: 0,40 мас. % С, 0,27 мас. % Si, 0,65 мас. % Мn, 0,030 мас. % S, 0,035 мас. % Р, 1,2 мас. % Ni, 0,6 мас. % Сr температуру ліквідусу для цієї марки сталі обчислюємо за формулою [4 - С. 111]: 3 UA 104948 C2 5 10 tл=1539-70·С % - 8·Si %-5·Мn % - 25·S % - 30·Р %-3·Ni % - 1,5·Сr % - 3·Мо % - 1·W % 2·V %, °C, (4) де: tл - температура ліквідуcу; С, Si, Mn, S, P, Ni, Сr, W, Мо, V - склад сталі наведений в масових відсотках. tл=1539-70·0,4-8·0,27-5·0,65-25·0,03-30·0,035-3·1,2 %-1,5·0,6 %=1498 °C. Оптимальний перегрів розплаву перед випуском з печі складе відповідно з виразом (3): звідси tв=tл 1,0825-1,0825 498=1622 °C. З урахуванням реальних можливостей регулювання температури у ванні печі t i ~ 1622±10 ti=1612-1632 °C (з технологічної інструкції температура випуску металу з печі, 1620-1640 °C, тобто дещо більше розрахованої оптимальною. Це призводить, у порівнянні з середнім значенням, до деякого зменшення в і 0,2, і до збільшення δ, ψ і KCU). Були проведені дослідні плавки сталі тих же марок на печі ДСП-9. Таблиця 2 Фактичні температури сталі перед випуском її з печі ДСП-9 відповідно до інструкції і використані в наших дослідах розрахункові температури за формулою (3) Марка сталі 1 20Л 25Л З0Л 35Л 40ХЛ 35ХМЛ 12ХМ 15ХМ 12 × 1МФ 25 × 1М1Ф 20Х 40Х 40ХН 5ХНМ 18 × 2Н4МА 34XH1MA 38 × 2H2MA 40XH2MA 18ХГТ 35ХГСА 20ГЛ 20ГФЛ 20ГТЛ 20Г 35Г 65Г 15 20 Температура ліквідуcу tл, °С 2 1515 1511 1508 1504 1501 1504 1519 1518 1520 1508 1515 1501 1498 1485 1501 1499 1499 1496 1512 1493 1512 1512 1512 1514 1503 1481 Температура перед випуском з Мех. властивості печі опитаних плавок За Обчислена за Різниця ti-tв технологічної пропонованою δ% в, МПа інструкції ti, °С формулою tв, °С 3 4 5 6 7 1620-1640 1630-1650 10 635 33 1620-1640 1625-1645 5 650 33 1620-1640 1620-1640 0 640 27 1620-1640 1620-1640 0 650 28 1630-1650 1615-1635 -15 635 28 1630-1650 1620-1640 -10 665 27 1620-1640 1635-1655 15 635 33 1620-1640 1635-1655 15 655 32 1620-1640 1635-1655 15 635 32 1620-1640 1625-1645 5 665 29 1620-1640 1630-1650 10 635 30 1620-1640 1615-1635 -5 660 28 1620-1640 1610-1630 -10 660 29 1620-1640 1600-1620 -20 665 29 1620-1640 1615-1635 -5 655 30 1620-1640 1615-1635 -5 665 28 1620-1640 1615-1635 -5 660 28 1620-1640 1610-1630 -10 635 29 1620-1640 1630-1650 10 645 30 1620-1640 1610-1630 -10 660 28 1620-1640 1630-1650 10 645 33 1620-1640 1630-1650 10 635 34 1620-1640 1630-1650 10 645 30 1610-1630 1630-1650 20 635 32 1610-1630 1620-1640 10 665 30 1610-1630 1595-1615 -15 665 29 У таблиці 2, використовуючи формулу (3), зібрані дані плавок сталі на заводі для печі ДСВ9. У стовпці 1 таблиці показані марки сталі. У стовпці 2 наведена обчислена за відомим хімічним складом сталі за допомогою формули (4) температура ліквідусу сталі. У стовпцях 3 і 4 таблиці приведені температури випуску сталі з печі tв за рекомендацією технологічної інструкції tі і за пропонованою в заявці на винахід формулою (3). У стовпці 5 наведена різниця величини t і-tв; як видно, інтервал температур випуску сталі з печі, фактичних і рекомендованих, становить від -20 до +20 °C. 4 UA 104948 C2 5 10 15 20 25 У стовпцях 6 і 7 таблиці наведені механічні властивості сталі дослідних плавок. Як видно з наведених даних, властивості сталі практично стабілізувалися при різних температурах ліквідусу сталі і складають для межі міцності середні значення 650 МПа і (σ±12); виробничі значення 642 МПа і (σ±66) і для відносного подовження середні значення 30 % і (σ±2); Виробничі значення 31 % і (σ±11). З цього аналізу можна зробити висновок, що коефіцієнт tв/tл=1,0825±0,0072 є оптимальним при випуску сталі з печі. З таблиці 2 видно, що для поліпшення показників механічних властивостей сталі необхідно зменшити оптимальну температуру випуску сталі з печі на 15-20 °C для наступних марок сталі: 40ХЛ, 5ХНМ, 65Г; температуру випуску сталі з печі необхідно збільшити на 15-20 °C для марок сталі: 12ХМ. 15ХМ, 12 × 1МФ, 20Г. Перелік посилань: 1. Крамаров А.Д. Производство стали в электропечах. / Крамаров А.Д. - М: Металлургия, 1969. - 349 с. 2. Мартеновское производство стали (основной процесс) / Комитет физической химии сталеплавления отдела черных металлов Американского общества горных инженеров и металлургов. Перевод с английского. - М.: Металлургия, 1947. - 719 с. 3. Глинков A.M. Тепловая работа сталеплавильных ванн./ A.M. Глинков - М.: Металлургия, 1970. - 408 с. 4. Шульте Ю.А. Неметаллические включения в электростали./ Ю.А. Шульте - М.: Металлургия, 1964. - 208 с. 5. Краткий справочник металлурга / Под редакцией В.А. Андриановой. - М.: Металлургия, 1960. - 370 с. 6. Качество слитка спокойной стали / М.И. Колосов [и др.]. - М.: Металлургия, - 1973. - 408 с. 7. Скребцов A.M. Оптимальные температуры нагрева жидкого металла в плавильных агрегатах. Две температуры сплавов на основе железа./ A.M. Скребцов // Процессы литья. 2011. - № 1. - С. 3-9. ФОРМУЛА ВИНАХОДУ 30 35 Спосіб визначення температури випуску сталі з плавильного агрегату, що включає контроль температури по ходу плавки, випуск сталі з плавильного агрегату, який відрізняється тим, що випуск сталі здійснюють при температурі, визначеній відповідно за виразом: tв=tл Q, де: tв - температура випуску металу °С, tл - температура ліквідусу °С конкретної марки сталі, Q - оптимальне значення температури перегрівання сталі над температурою ліквідус в умовних одиницях = 1,0825±0,0072, ±0,0072 - інтервал коливання температури. 5 UA 104948 C2 6 UA 104948 C2 7 UA 104948 C2 8 UA 104948 C2 9 UA 104948 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Автори англійськоюSkrebtsov Oleksandr Mykhailovych, Kuzmin Yurii Dmytrovych, Mak-Mak Oleksandr Serhiiovych, Sekachev Oleksandr Olehovych, Balakin Vadym Volodymyrovych
Автори російськоюСкребцов Александр Михайлович, Кузьмин Юрий Дмитриевич, Мак-Мак Александр Сергеевич, Секачев Александр Олегович, Балакин Вадим Владимирович
МПК / Мітки
МПК: G01J 5/10, B22D 2/00, G01K 13/12, G01K 7/02, G01J 5/08, G01K 7/04
Мітки: температури, агрегату, випуску, сталі, спосіб, визначення, плавильного
Код посилання
<a href="https://ua.patents.su/12-104948-sposib-viznachennya-temperaturi-vipusku-stali-z-plavilnogo-agregatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення температури випуску сталі з плавильного агрегату</a>
Жолоб для випуску розплаву із плавильного агрегату
Номер патенту: 25278
Опубліковано: 30.10.1998
Автори: Буга Ілля Дмитрович, Гріневич Ігор Петрович, Ярославцев Юрій Григорович, Курдюков Анатолій Андрійович, Голубєв Володимир Іванович, Набатчіков Володимир Романович
МПК: C21C 5/28
Мітки: жолоб, випуску, плавильного, агрегату, розплаву
Формула / Реферат:
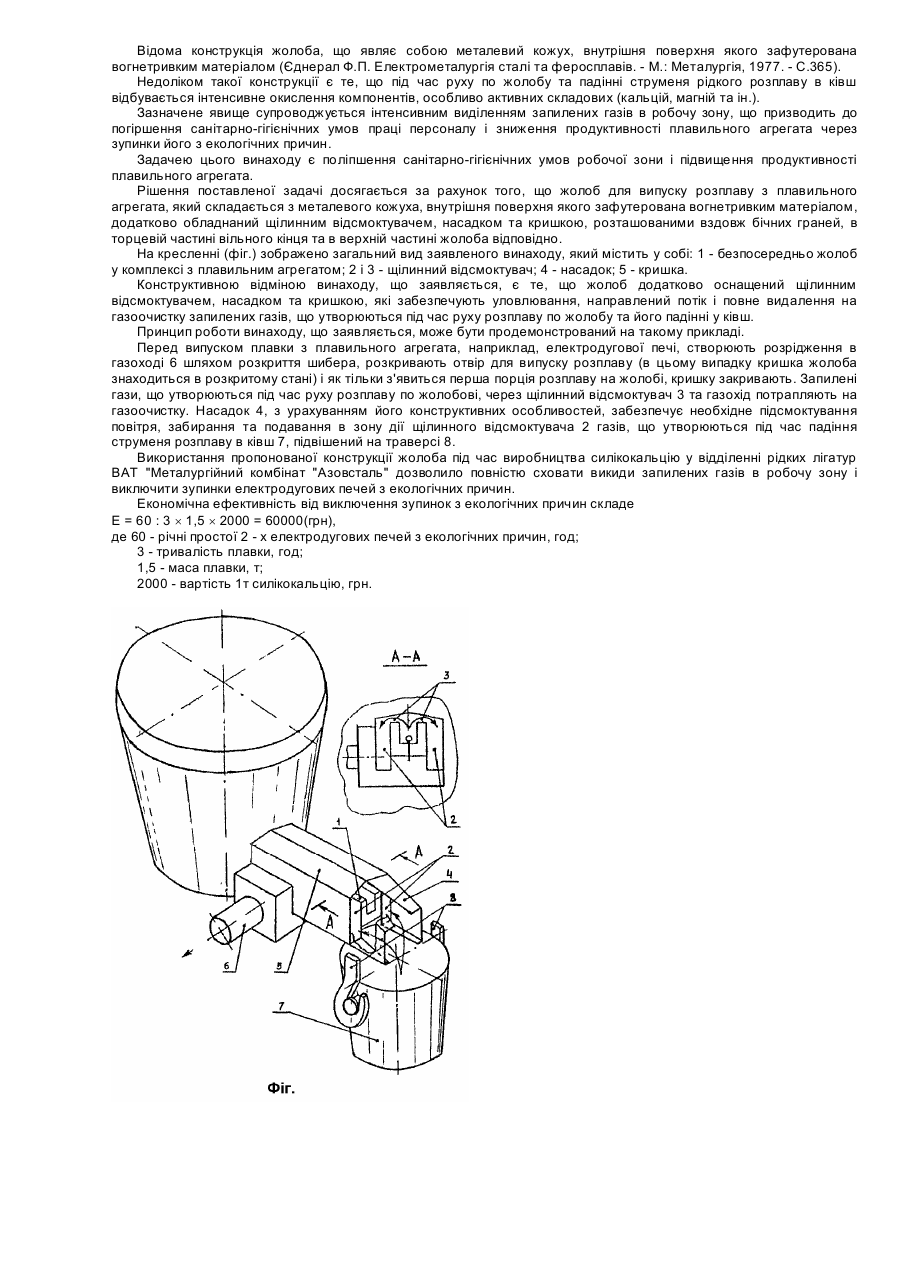
Жолоб для випуску розплаву із плавильного агрегату, що складається з металевого кожуха, внутрішня поверхня якого зафутерована вогнетривким матеріалом, який відрізняється тим, що він додатково оснащений щілинним відсмоктувачем, насадком та кришкою, розташованими вздовж бічних граней, в торцевій частині вільного кінця та в верхній частині жолоба, відповідно.
Жолоб для випуску металевого розплаву із плавильного агрегату
Номер патенту: 47236
Опубліковано: 25.01.2010
Автори: Крикунов Борис Петрович, Колєсников Дмитро Васильович, Дрейко Олексій Іванович, Цуканов Владислав Іванович
МПК: F27D 3/15
Мітки: металевого, жолоб, випуску, плавильного, агрегату, розплаву
Формула / Реферат:
Жолоб для випуску металевого розплаву із плавильного агрегату, що містить футерований корпус зі зливальним носком і приймальною частиною, у якій установлена скімерна перегородка, що не доходить до днища жолоба й утворює зазор для проходу металевого розплаву, футерований шлаковий канал для відводу шлаку з вогнетривкою заслінкою, установленою з можливістю підйому, який відрізняється тим, що шлаковий канал виконаний у вигляді камери, сполученої...
Спосіб і пристрій для електроживлення електродугового плавильного агрегату
Номер патенту: 59489
Опубліковано: 15.09.2003
Автори: Шмале Клаус, Брекер Дірк, Грунд Гуідо, Еспенділлер Бернхард
МПК: H02M 7/162, H05B 7/11, H02J 3/18, H05B 7/144
Мітки: плавильного, електроживлення, пристрій, електродугового, спосіб, агрегату
Формула / Реферат:
1. Спосіб електроживлення електродугового плавильного агрегату для плавки і нагрівання металу, зокрема сталі, що експлуатується щонайменше з двома електродами, який відрізняється тим, що:а) електричний струм, який відбирають джерелом трифазного струму з мережі, розподіляють щонайменше по двох паралельних модулях електроживлення,б) подають струм у кожному модулі електроживлення через некерований міст трифазного струму у вигляді...
Спосіб підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша
Номер патенту: 16077
Опубліковано: 17.07.2006
Автори: Цапі Ігор Григорович, Ковура Олександр Борисович, Голубєв Володимир Іванович, Маковенко Анатолій Павлович, Васильєва Наталія Сергіївна, Гладун Володимир Вікторович, Волкова Любов Леонидовна, Бичков Сергій Васильович, Чорний Олександр Микитович, Аріст Леонід Михайлович, Крівченко Юрій Сергійович, Травинчев Олексій Анатолійович
МПК: C21C 7/00
Мітки: плавильного, ковша, сипких, сталерозливного, подавання, матеріалів, спосіб, агрегату, підготування
Формула / Реферат:
Спосіб підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша, що включає транспортування сипких матеріалів магістральним конвеєром з скидальними візками, завантаження в приймальні бункери, подальшу їхню подачу у вагові дозатори, розвантаження в збірні бункери, видачу з них, переміщення, введення до плавильного агрегату та сталерозливного ковша, який відрізняється тим, що розвантаження сипких матеріалів з...
Спосіб видалення пилогазової фази з плавильного агрегату і пристрій для його здійснення
Номер патенту: 83990
Опубліковано: 10.09.2008
Автори: Тіщенко Петро Ілліч, Кондрахін Віталій Петрович, Тімошенко Сергій Миколайович, Грушко Ігор Анатолійович, Тіщенко Антон Петрович, Підберезкін Жорж Павлович
МПК: C22B 9/21, F27D 17/00
Мітки: видалення, плавильного, спосіб, здійснення, фазі, агрегату, пилогазової, пристрій
Формула / Реферат:
1. Спосіб видалення пилогазової фази з плавильного агрегату, що включає створення розрідження і закручення потоку пилогазової фази, який відрізняється тим, що закручення пилогазової фази здійснюють у протилежних напрямках при взаємному перетинанні бічних поверхонь двох обертових потоків.2. Пристрій для видалення пилогазової фази з плавильного агрегату, що містить вертикальну циліндричну камеру і патрубок, розташований тангенціально до...
Попередній патент: Спосіб вакуумування ливарних форм та пристрій для його здійснення
Наступний патент: Анкерне кріплення гірничої виробки
Випадковий патент: Рідке трансмісійне мастило для особових автомобілів