Спосіб формування насипних ливарних форм
Номер патенту: 75527
Опубліковано: 10.12.2012
Автори: Найдек Володимир Леонтійович, Русаков Петро Володимирович, Шинський Олег Йосипович
Формула / Реферат
1 Спосіб формування насипних ливарних форм, що включає вібраційне ущільнення формувальної суміші від збудника механічних коливань, який відрізняється тим, що ущільнення формувальної суміші здійснюють при циклічній зміні газового стану в ливарній формі, при цьому в три стадії в кожному циклі, змінюють газовий тиск так, що на всіх перших стадіях у формі створюють газове розрідження ![]() , на других стадіях шляхом підключення контрольного ресивера з об'ємом
, на других стадіях шляхом підключення контрольного ресивера з об'ємом ![]() та внутрішнім атмосферним тиском
та внутрішнім атмосферним тиском ![]() , у формі встановлюють рівноважний з ресивером газовий тиск
, у формі встановлюють рівноважний з ресивером газовий тиск ![]() , а на всіх третіх стадіях в ливарній формі задають атмосферний тиск, окрім цього в кожному циклі вимірюють і реєструють сталі значення газового тиску, що утворюються в формі та ресивері в кожному циклі і далі по зареєстрованих значеннях газового тиску обчислюють поточні значення об'єму порожнеч
, а на всіх третіх стадіях в ливарній формі задають атмосферний тиск, окрім цього в кожному циклі вимірюють і реєструють сталі значення газового тиску, що утворюються в формі та ресивері в кожному циклі і далі по зареєстрованих значеннях газового тиску обчислюють поточні значення об'єму порожнеч ![]() у ливарній формі, за якими встановлюють ефективність ущільнення формувальної суміші і визначають час завершення процесу формування.
у ливарній формі, за якими встановлюють ефективність ущільнення формувальної суміші і визначають час завершення процесу формування.
2. Спосіб за п. 1, який відрізняється тим, що поточні значення об'єму порожнеч ![]() у ливарній формі обчислюють за формулою,
у ливарній формі обчислюють за формулою, ![]() , де
, де ![]() - внутрішній прохідний об'єм з'єднувального трубопроводу.
- внутрішній прохідний об'єм з'єднувального трубопроводу.
3. Спосіб за п. 1, який відрізняється тим, що ефективність процесу ущільнення формувальної суміші, і момент завершення процесу формування встановлюють шляхом порівняння значення об'єму порожнеч ![]() у формі, що зареєстровано в поточному циклі зі значенням об'єму порожнеч
у формі, що зареєстровано в поточному циклі зі значенням об'єму порожнеч ![]() , що було в попередньому циклі.
, що було в попередньому циклі.
4. Спосіб за п. 1, який відрізняється тим, що пуск і зупинку збудника механічних коливань проводять за умов створення в ливарній форми газового розрідження в інтервалі (40-10) кПа.
5. Спосіб за п. 1, який відрізняється тим, що об'єм ![]() контрольного ресивера розраховують за формулою
контрольного ресивера розраховують за формулою ![]() , де
, де ![]() - коефіцієнт пористості формувальної суміші при насипній щільності;
- коефіцієнт пористості формувальної суміші при насипній щільності; ![]() - об'єм опоки;
- об'єм опоки; ![]() - об'єм займаний моделлю, разом з ливниковою системою.
- об'єм займаний моделлю, разом з ливниковою системою.
Текст
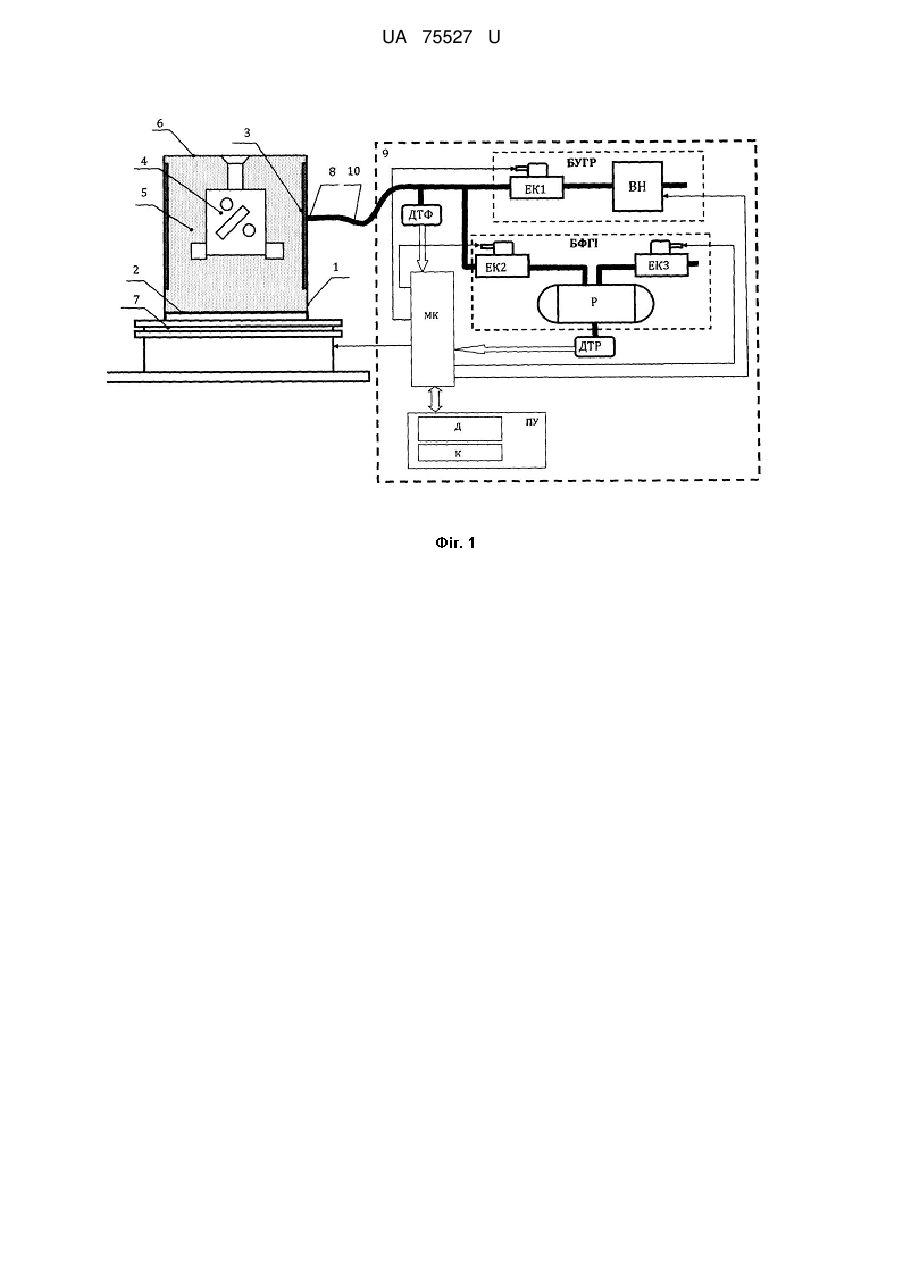
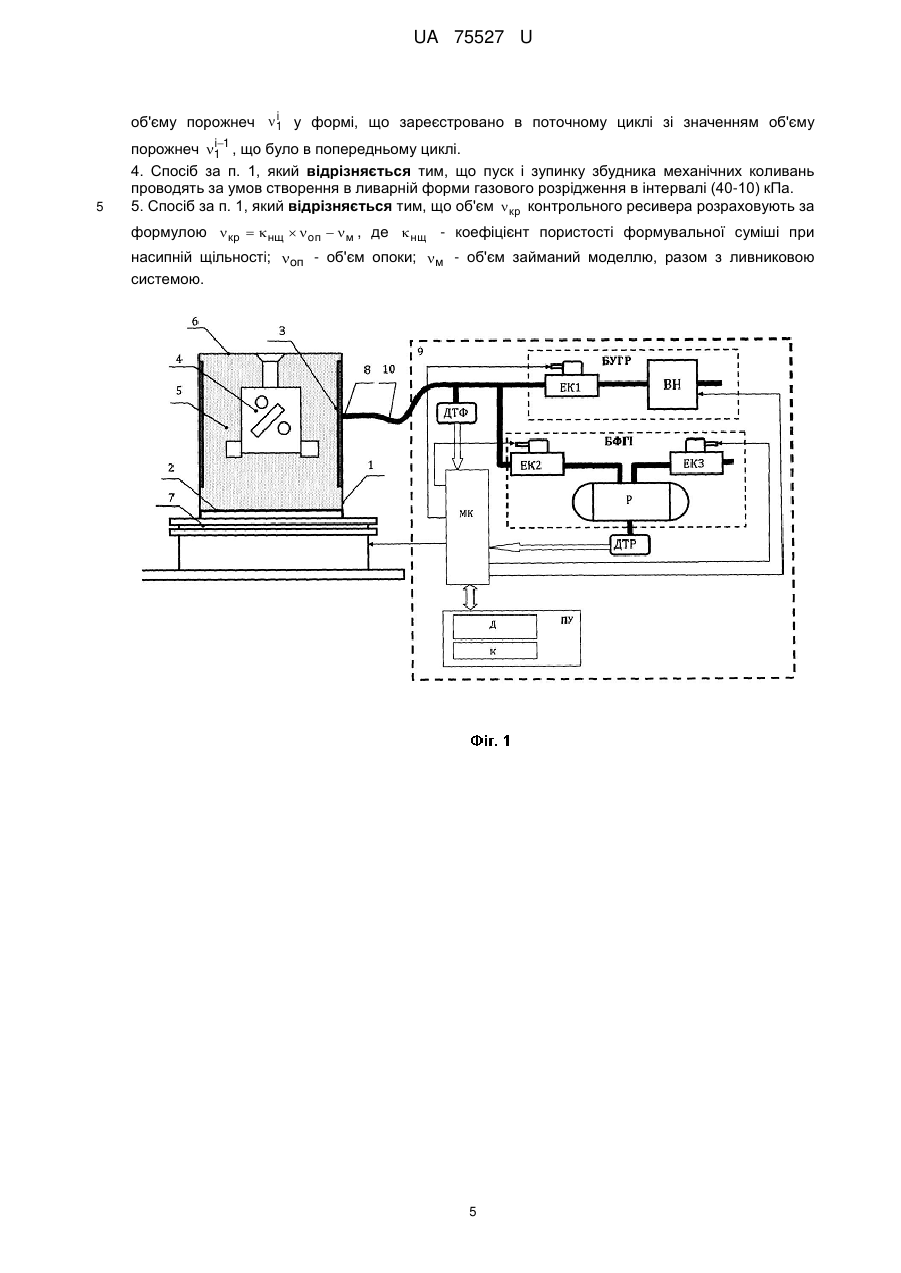
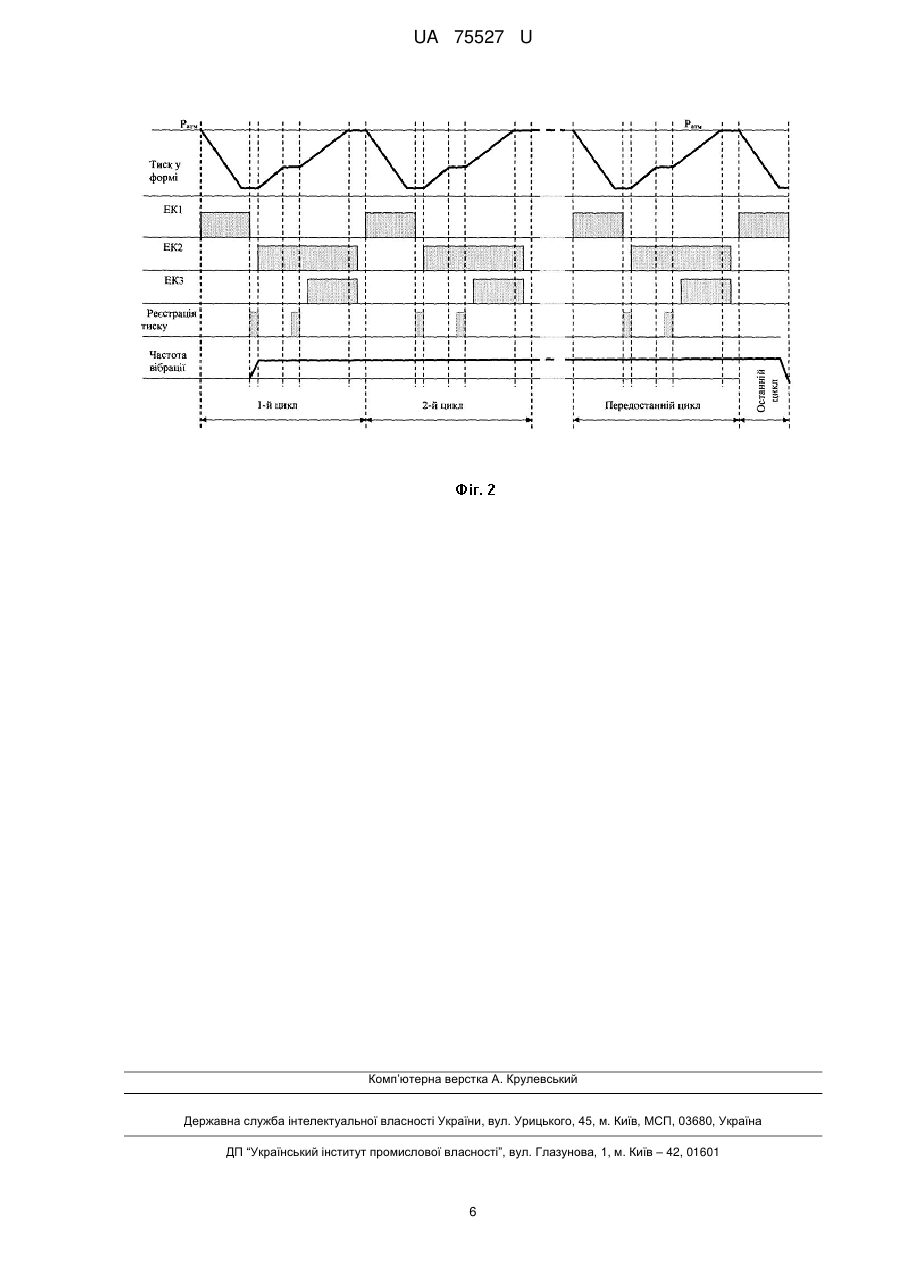
Реферат: Спосіб формування насипних ливарних форм включає вібраційне ущільнення формувальної суміші від збудника механічних коливань. Ущільнення формувальної суміші здійснюють при циклічній зміні газового стану в ливарній формі, при цьому в три стадії в кожному циклі, змінюють газовий тиск так, що на всіх перших стадіях у формі створюють газове розрідження i P1 , на других стадіях шляхом підключення контрольного ресивера з об'ємом кр та внутрішнім i i атмосферним тиском Pa , у формі встановлюють рівноважний з ресивером газовий тиск P2 , а на всіх третіх стадіях в ливарній формі задають атмосферний тиск. UA 75527 U (54) СПОСІБ ФОРМУВАННЯ НАСИПНИХ ЛИВАРНИХ ФОРМ UA 75527 U UA 75527 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до ливарного виробництва, зокрема до способів вібраційного формування ливарних форм. Корисна модель може бути використана також в інших промислових технологіях, пов'язаних з ущільненням порошкових матеріалів. Відомий спосіб ущільнення формувальної суміші в ливарній формі шляхом збудження вібраційних коливань опоки з формувальним піском і моделлю, внаслідок чого забезпечується переміщення частинок піску і їх ущільнення [1]. Проте вказаний спосіб не забезпечує високої ефективності переміщення і ущільнення частинок в порожнечах і горизонтальних каналах моделей. Відомий також пристрій і спосіб ущільнення формувальної суміші, згідно з яким в ливарній формі збуджують механічні коливання в горизонтальній площині [2]. Особливістю даного рішення є те, що горизонтальну вібрацію додають до опоки безпосередньо по лінії, що проходить через комбінований центр мас системи, яка включає зібрану форму з моделями і формувальною сумішшю. Вібраційне збудження ливарної форми у такий спосіб зменшує моменти вигину форми і забезпечує коливальний рух формувальної суміші в горизонтальній площині, що дозволяє зменшити пружну протидію внутрішніх сил газового середовища і поліпшити умови зближення дисперсних частинок. Проте, фактичне значення щільності формувальної маси, що досягається в ливарній формі, забезпечується не тільки якісно проведеним способом вібраційного формування, але і протіканням резонансних коливальних процесів при вході ливарної форми в технологічний режим вібраційної обробки і при виході з нього. З цих причин відбувається утворення внутрішніх дефектів в перехідних режимах, при включенні вібраційної машини і входженні в зону робочих частот, а також при виході з цієї зони. Вірогідність виникнення дефектів пористості зростає пропорційно часу перебування ливарної форми в перехідному режимі пуску вібраційної машини. Таким чином, загальним недоліком розглянутих способів вібраційного формування є реальна вірогідність формування порожнеч і пустот в ливарній формі в перехідних і нестаціонарних режимах вібраційного навантаження, а також при збудженні вібрацією резонансних явищ, здатних викликати деформацію моделей і деталей ливарної форми. Відомий також спосіб і апаратура для ущільнення дисперсних матеріалів [3], вибраний як прототип, згідно з яким формі з сумішшю придають одночасно механічні коливання і обертовий рух, і крім того, додатково змінюють кут нахилу форми відносно напряму дії сил гравітації. Як видно з опису, приведений спосіб і пристрій для його реалізації створюють достатньо сприятливі умови для переміщення частинок формувальної суміші у важко доступні місця і продовгуваті канали моделей. Але наведене технічне рішення не передбачає можливості оперативного контролю ефективності ущільнення дисперсного середовища, і таким чином існують труднощі у виборі режимів і регулюванні обертових і вібраційних параметрів. Крім того, для реалізації даного способу потрібне складне устаткування, що має обмежені можливості для застосування. Задачею корисної моделі є підвищення ефективності процесів формування і контроль ступеня ущільнення формувальної суміші в процесі вібраційної обробки. Поставлена задача вирішується тим, що в способі формування насипних ливарних форм який включає вібраційне ущільнення формувальної суміші від збудника механічних коливань, згідно з корисною моделлю, ущільнення формувальної суміші здійснюють при циклічній зміні газового стану в ливарній формі. При цьому в три стадії в кожному циклі, змінюють газовий тиск i так, що на перших стадіях кожного циклу у формі створюють газове розрідження P1 , на других стадіях шляхом підключення контрольного ресивера з об'ємом кр , та внутрішнім атмосферним i i тиском Pa , у формі встановлюють рівноважний з ресивером газовий тиск P2 , а на всіх третіх стадіях в ливарній формі задають атмосферний тиск, окрім цього, в кожному циклі вимірюють і реєструють сталі значення газового тиску, що утворюються в формі та ресивері в кожному циклі і далі по зареєстрованим значенням газового тиску обчислюють поточні значення об'єму 50 i порожнеч 1 , у ливарній формі, за якими встановлюють ефективність ущільнення формувальної суміші і визначають час завершення процесу формування. Окрім того, поточні значення об'єму порожнеч i 1 у ливарній формі обчислюють за формулою, зм - внутрішній прохідний об'єм з'єднувального трубопроводу, а ефективність процесу ущільнення формувальної суміші, і момент завершення i 1 55 i кр Pa i P2 i / P2 i P1 зм , де i процесу формування встановлюють шляхом порівняння значення об'єму порожнеч 1 у формі, i що зареєстровано в поточному циклі зі значенням об'єму порожнеч 1 1 що було в 1 UA 75527 U попередньому циклі. Додатково при цьому пуск і зупинку збудника механічних коливань проводять за умов створення в ливарній форми газового розрідження в інтервалі (40…10) кПа, а об'єм кр контрольного ресивера розраховують за формулою кр нщ oп м , де нщ 5 10 15 20 25 30 35 коефіцієнт пористості формувальної суміші при насипній щільності; oп - об'єм опоки; м об'єм займаний моделлю, разом з ливниковою системою. На фіг. 1 наведена структурна схема механічної системи для реалізації способу формування насипних ливарних форм, а на фіг. 2 показана циклограма, що пояснює принцип реалізації технічного рішення. Спосіб формування насипних ливарних форм здійснюють наступним чином. Спочатку проводять зборку ливарних форм, в герметичних опоках - контейнерах 1, конструкція яких включає жорстке дно 2 і газодинамічний колектор 3, що розташований на внутрішній боковій поверхні опоки. Колектор 3 містить велику кількість розосереджених по поверхні отворів - вент (умовно не показані) для впуску або випуску газів з опоки. Конструктивні особливості газодинамічного колектора 3 дозволяють йому виконувати дві функції. Передусім, на перших стадіях усіх циклів, колектор 3 забезпечує розподілене відсмоктування газів з опоки по площині боковій поверхні, а на другій і третій стадіях циклів, що повторюються, газодинамічний колектор 3 забезпечує розподілену по боковій поверхні обробку формувальної суміші повітрям, що накопичується в контрольному ресивері. У процесі зборки ливарної форми також проводиться установка і монтаж блока моделей 4 в опоці 1 та засипка опоки дисперсної формувальною сумішшю 5. На завершальній стадії зборки ливарної форми, верх опоки 1 вкривають герметичною плівкою 6, і встановлюють на вібраційній формувальній площадці (ВФП) 7. Параметри вібраційної формувальної площадки 7 дозволяють збуджувати в ливарній формі гармонічну вертикальну вібрацію в діапазоні 5-100 Гц, і забезпечувати вертикальні прискорення в межах 0,50
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forming packed molds
Автори англійськоюNaidek Volodymyr Leontiiovych, Shynskyi Oleh Yosypovych, Rusakov Petro Volodymyrovych
Назва патенту російськоюСпособ формования насыпных литейных форм
Автори російськоюНайдек Владимир Леонтьевич, Шинский Олег Иосифович, Русаков Петр Владимирович
МПК / Мітки
МПК: B22C 15/00, B22C 9/00
Мітки: форм, ливарних, спосіб, насипних, формування
Код посилання
<a href="https://ua.patents.su/8-75527-sposib-formuvannya-nasipnikh-livarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування насипних ливарних форм</a>
Формувальна суміш для виготовлення ливарних форм для лиття металів, спосіб виготовлення ливарних форм, ливарна форма та її застосування
Номер патенту: 100030
Опубліковано: 12.11.2012
Автори: Фрон Маркус, Кох Дітер, Мюллер Дженс, Кьоршген Йорг
Мітки: форм, формувальна, металів, суміш, ливарних, виготовлення, спосіб, форма, застосування, лиття, ливарна
Формула / Реферат:
1. Формувальна суміш для виготовлення ливарних форм для лиття металів, що містить щонайменше:- вогнетривкий основний формувальний матеріал,- зв'язувальний матеріал, на основі рідкого скла,- частку часток оксиду металу, що вибрана із групи двооксиду кремнію, оксиду алюмінію, оксиду титану та оксиду цинку,яка відрізняється тим, що додатково формувальна суміш містить частку щонайменше одного тенсиду.2....
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків
Номер патенту: 13227
Опубліковано: 15.03.2006
Автори: Самарай Валерій Петрович, Авдокушин Володимир Павлович, Самарай Роман Валерійович
МПК: B22C 9/00
Мітки: стрижнів, станом, спосіб, дефектним, форм, виливків, діагностування, якості, ливарних
Формула / Реферат:
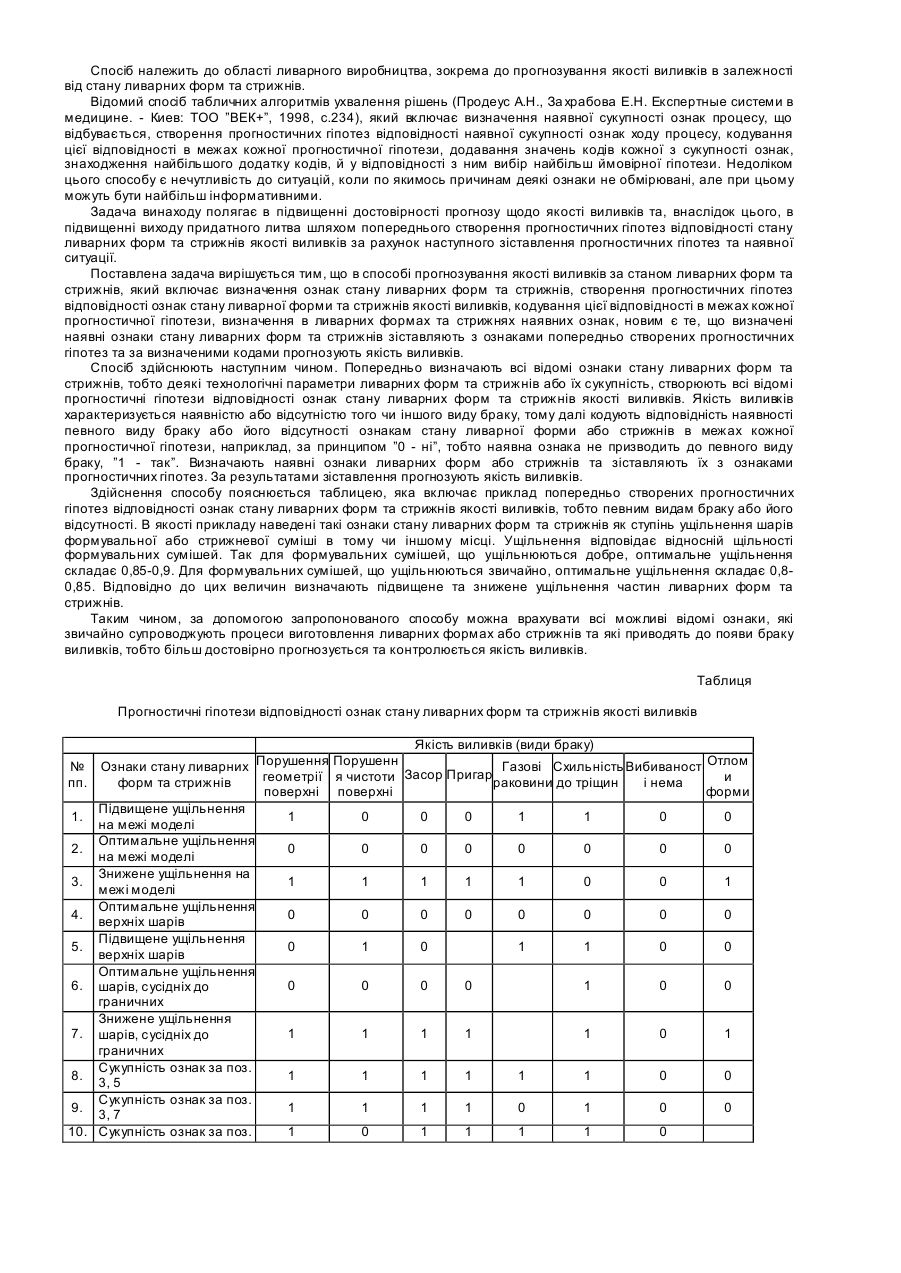
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків, який включає попереднє створення гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної гіпотези, визначення у виливках наявних дефектів, який відрізняється тим, що створюють діагностичні гіпотези, визначені наявні дефекти виливків зіставляють з ознаками діагностичних гіпотез та за визначеними...
Спосіб виготовлення ливарних форм по легкоплавких моделях
Номер патенту: 83891
Опубліковано: 26.08.2008
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: спосіб, легкоплавких, виготовлення, форм, моделях, ливарних
Формула / Реферат:
1. Спосіб виготовлення ливарних форм по легкоплавких моделях, що включає нанесення формувальної суміші на модель, виготовлену з замороженої води, виплавлення моделі й усмоктування у формувальну суміш продуктів розплавлювання моделі шляхом зниження газового тиску в порах цієї суміші, який відрізняється тим, що у формувальну суміш перед нанесенням на модель уводять матеріал, здатний утворювати міцну кірку з продуктами розплавлювання моделі, і в...
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів
Номер патенту: 64412
Опубліковано: 16.02.2004
Автори: Авдокушин Володимир Павлович, Самарай Валерій Петрович
МПК: B22C 9/00
Мітки: станом, ливарних, прогнозування, стрижнів, форм, виливків, якості, спосіб
Формула / Реферат:
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів, який включає визначення ознак стану ливарних форм та стрижнів, створення прогностичних гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної прогностичної гіпотези, визначення в ливарних формах та стрижнях наявних ознак, який відрізняється тим, що визначені наявні ознаки стану ливарних форм та стрижнів...
Спосіб одержання лужно-силікатних формувальних сумішей для ливарних оболонкових форм та стрижнів в нагрітій оснастці
Номер патенту: 58795
Опубліковано: 15.08.2003
Автори: Макаревич Олександр Павлович, Юрченко Олег Васильович
МПК: B22C 1/16
Мітки: стрижнів, ливарних, спосіб, одержання, нагрітій, оснастці, лужно-силікатних, сумішей, оболонкових, формувальних, форм
Формула / Реферат:
1. Спосіб одержання лужно-силікатних формувальних сумішей для ливарних оболонкових форм та стрижнів в нагрітій оснастці, яка включає введення та змішування компонентів формувальної суміші, що містить вогнетривкий наповнювач, водний розчин лугу та аморфний кремнезем, який відрізняється тим, що суміш додатково містить технологічні домішки, а змішування всіх компонентів формувальної суміші проводять одночасно.2. Спосіб по п. 1, який...
Попередній патент: Плазмонний магнітофотонний кристал
Наступний патент: Імпульсно-модульний двигун внутрішнього згорання вз (імд вз)
Випадковий патент: Спосіб одержання йодованого глікопротеїну з водоростей