Спосіб виготовлення деталей гідравлічним формуванням
Номер патенту: 106106
Опубліковано: 11.04.2016
Автори: Свяцький Володимир Вячеславович, Скрипник Олександр Вікторович

Формула / Реферат
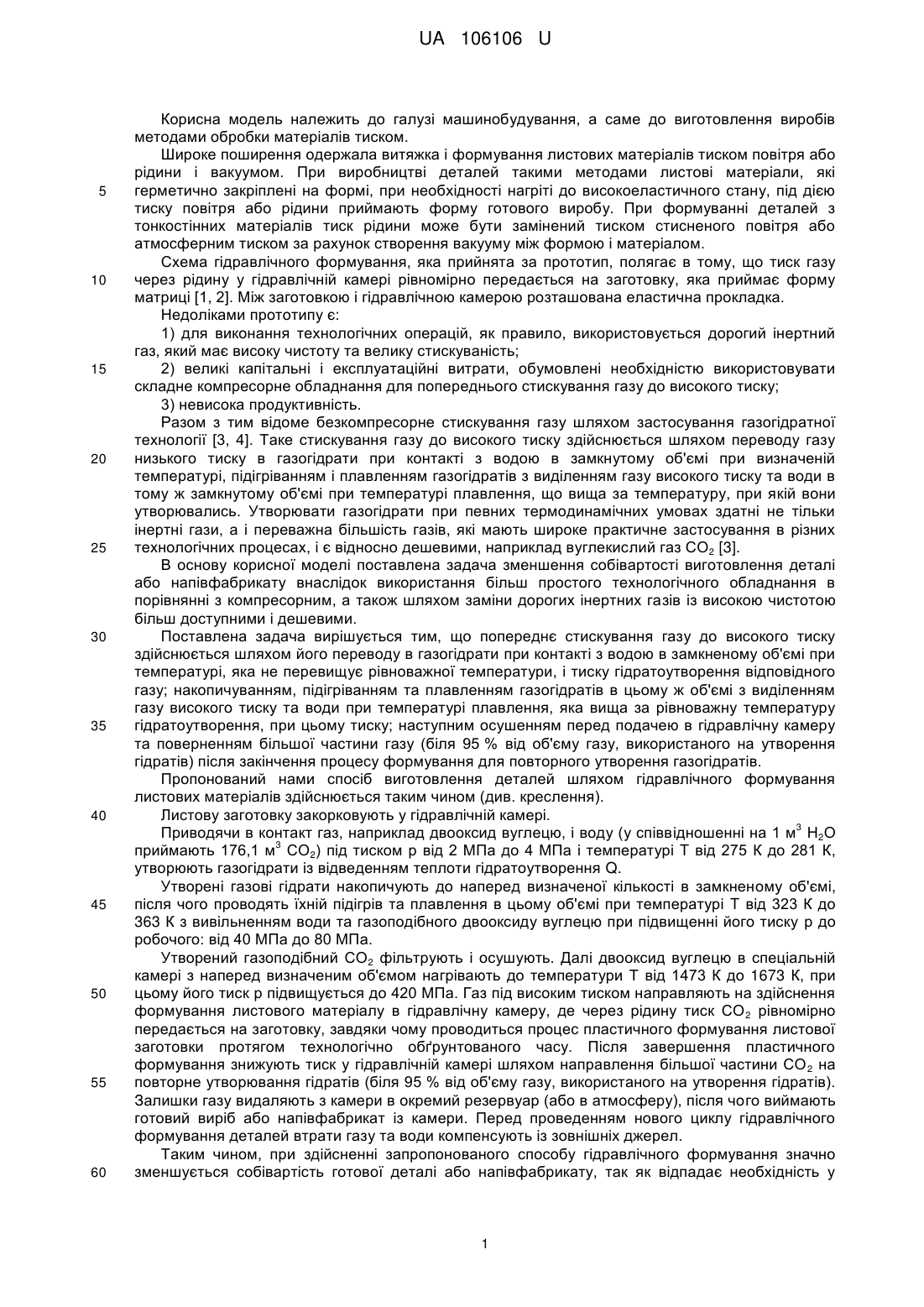
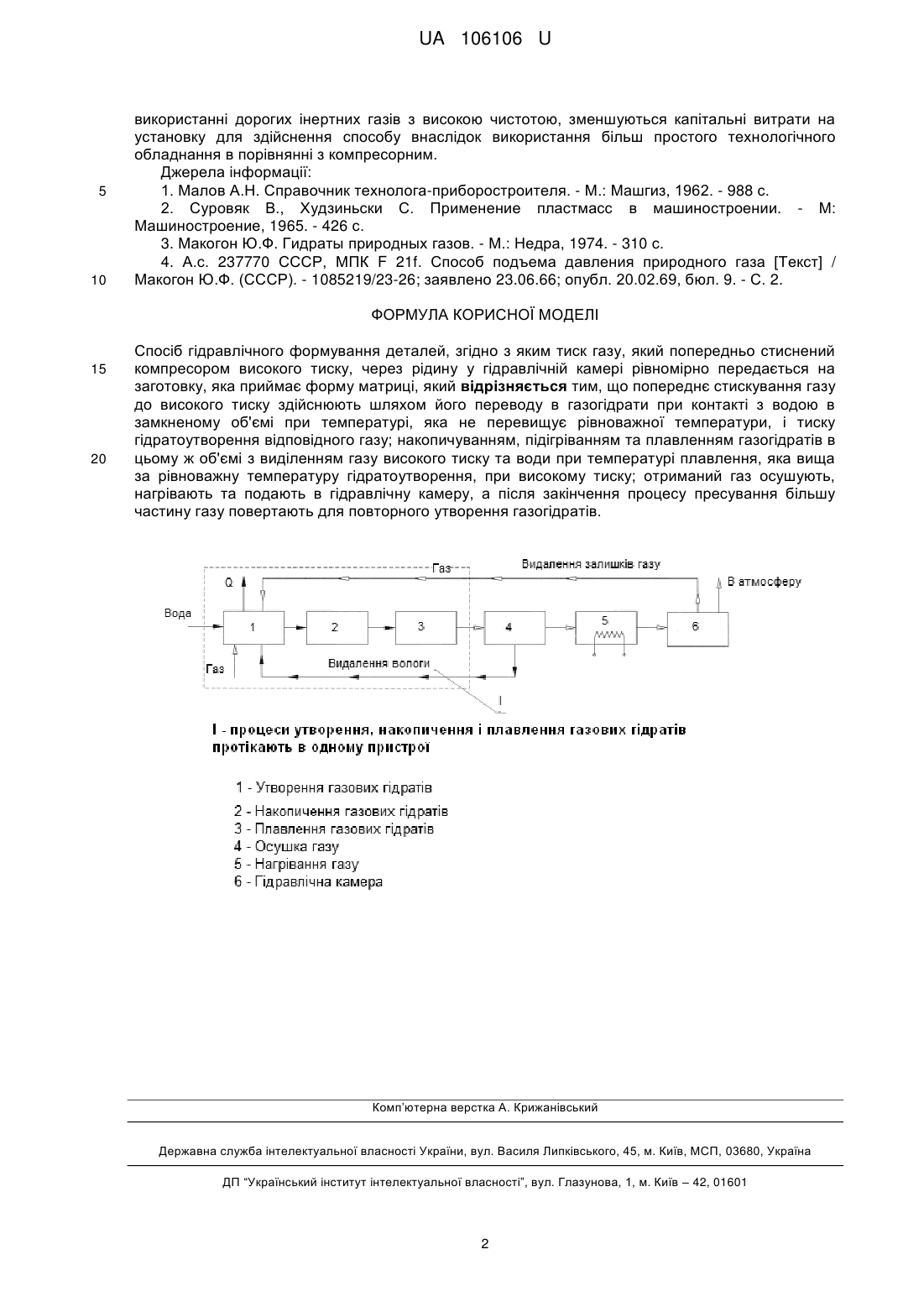
Спосіб гідравлічного формування деталей, згідно з яким тиск газу, який попередньо стиснений компресором високого тиску, через рідину у гідравлічній камері рівномірно передається на заготовку, яка приймає форму матриці, який відрізняється тим, що попереднє стискування газу до високого тиску здійснюють шляхом його переводу в газогідрати при контакті з водою в замкненому об'ємі при температурі, яка не перевищує рівноважної температури, і тиску гідратоутворення відповідного газу; накопичуванням, підігріванням та плавленням газогідратів в цьому ж об'ємі з виділенням газу високого тиску та води при температурі плавлення, яка вища за рівноважну температуру гідратоутворення, при високому тиску; отриманий газ осушують, нагрівають та подають в гідравлічну камеру, а після закінчення процесу пресування більшу частину газу повертають для повторного утворення газогідратів.
Текст
Реферат: Спосіб гідравлічного формування деталей, згідно з яким тиск газу, який попередньо стиснений компресором високого тиску, через рідину у гідравлічній камері рівномірно передається на заготовку, яка приймає форму матриці. Попереднє стискування газу до високого тиску здійснюють шляхом його переводу в газогідрати при контакті з водою в замкненому об'ємі при температурі, яка не перевищує рівноважної температури, і тиску гідратоутворення відповідного газу; накопичуванням, підігріванням та плавленням газогідратів в цьому ж об'ємі з виділенням газу високого тиску та води при температурі плавлення, яка вища за рівноважну температуру гідратоутворення, при високому тиску. Отриманий газ осушують, нагрівають та подають в гідравлічну камеру, а після закінчення процесу пресування більшу частину газу повертають для повторного утворення газогідратів. UA 106106 U (54) СПОСІБ ВИГОТОВЛЕННЯ ДЕТАЛЕЙ ГІДРАВЛІЧНИМ ФОРМУВАННЯМ UA 106106 U UA 106106 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, а саме до виготовлення виробів методами обробки матеріалів тиском. Широке поширення одержала витяжка і формування листових матеріалів тиском повітря або рідини і вакуумом. При виробництві деталей такими методами листові матеріали, які герметично закріплені на формі, при необхідності нагріті до високоеластичного стану, під дією тиску повітря або рідини приймають форму готового виробу. При формуванні деталей з тонкостінних матеріалів тиск рідини може бути замінений тиском стисненого повітря або атмосферним тиском за рахунок створення вакууму між формою і матеріалом. Схема гідравлічного формування, яка прийнята за прототип, полягає в тому, що тиск газу через рідину у гідравлічній камері рівномірно передається на заготовку, яка приймає форму матриці [1, 2]. Між заготовкою і гідравлічною камерою розташована еластична прокладка. Недоліками прототипу є: 1) для виконання технологічних операцій, як правило, використовується дорогий інертний газ, який має високу чистоту та велику стискуваність; 2) великі капітальні і експлуатаційні витрати, обумовлені необхідністю використовувати складне компресорне обладнання для попереднього стискування газу до високого тиску; 3) невисока продуктивність. Разом з тим відоме безкомпресорне стискування газу шляхом застосування газогідратної технології [3, 4]. Таке стискування газу до високого тиску здійснюється шляхом переводу газу низького тиску в газогідрати при контакті з водою в замкнутому об'ємі при визначеній температурі, підігріванням і плавленням газогідратів з виділенням газу високого тиску та води в тому ж замкнутому об'ємі при температурі плавлення, що вища за температуру, при якій вони утворювались. Утворювати газогідрати при певних термодинамічних умовах здатні не тільки інертні гази, а і переважна більшість газів, які мають широке практичне застосування в різних технологічних процесах, і є відносно дешевими, наприклад вуглекислий газ СО2 [3]. В основу корисної моделі поставлена задача зменшення собівартості виготовлення деталі або напівфабрикату внаслідок використання більш простого технологічного обладнання в порівнянні з компресорним, а також шляхом заміни дорогих інертних газів із високою чистотою більш доступними і дешевими. Поставлена задача вирішується тим, що попереднє стискування газу до високого тиску здійснюється шляхом його переводу в газогідрати при контакті з водою в замкненому об'ємі при температурі, яка не перевищує рівноважної температури, і тиску гідратоутворення відповідного газу; накопичуванням, підігріванням та плавленням газогідратів в цьому ж об'ємі з виділенням газу високого тиску та води при температурі плавлення, яка вища за рівноважну температуру гідратоутворення, при цьому тиску; наступним осушенням перед подачею в гідравлічну камеру та поверненням більшої частини газу (біля 95 % від об'єму газу, використаного на утворення гідратів) після закінчення процесу формування для повторного утворення газогідратів. Пропонований нами спосіб виготовлення деталей шляхом гідравлічного формування листових матеріалів здійснюється таким чином (див. креслення). Листову заготовку закорковують у гідравлічній камері. 3 Приводячи в контакт газ, наприклад двооксид вуглецю, і воду (у співвідношенні на 1 м Н2О 3 приймають 176,1 м СО2) під тиском р від 2 МПа до 4 МПа і температурі T від 275 К до 281 К, утворюють газогідрати із відведенням теплоти гідратоутворення Q. Утворені газові гідрати накопичують до наперед визначеної кількості в замкненому об'ємі, після чого проводять їхній підігрів та плавлення в цьому об'ємі при температурі T від 323 К до 363 К з вивільненням води та газоподібного двооксиду вуглецю при підвищенні його тиску р до робочого: від 40 МПа до 80 МПа. Утворений газоподібний СО2 фільтрують і осушують. Далі двооксид вуглецю в спеціальній камері з наперед визначеним об'ємом нагрівають до температури Т від 1473 К до 1673 К, при цьому його тиск р підвищується до 420 МПа. Газ під високим тиском направляють на здійснення формування листового матеріалу в гідравлічну камеру, де через рідину тиск СО 2 рівномірно передається на заготовку, завдяки чому проводиться процес пластичного формування листової заготовки протягом технологічно обґрунтованого часу. Після завершення пластичного формування знижують тиск у гідравлічній камері шляхом направлення більшої частини СО 2 на повторне утворювання гідратів (біля 95 % від об'єму газу, використаного на утворення гідратів). Залишки газу видаляють з камери в окремий резервуар (або в атмосферу), після чого виймають готовий виріб або напівфабрикат із камери. Перед проведенням нового циклу гідравлічного формування деталей втрати газу та води компенсують із зовнішніх джерел. Таким чином, при здійсненні запропонованого способу гідравлічного формування значно зменшується собівартість готової деталі або напівфабрикату, так як відпадає необхідність у 1 UA 106106 U 5 10 використанні дорогих інертних газів з високою чистотою, зменшуються капітальні витрати на установку для здійснення способу внаслідок використання більш простого технологічного обладнання в порівнянні з компресорним. Джерела інформації: 1. Малов А.Н. Справочник технолога-приборостроителя. - М.: Машгиз, 1962. - 988 с. 2. Суровяк В., Худзиньски С. Применение пластмасс в машиностроении. - М: Машиностроение, 1965. - 426 с. 3. Макогон Ю.Ф. Гидраты природных газов. - М.: Недра, 1974. - 310 с. 4. А.с. 237770 СССР, МПК F 21f. Способ подъема давления природного газа [Текст] / Макогон Ю.Ф. (СССР). - 1085219/23-26; заявлено 23.06.66; опубл. 20.02.69, бюл. 9. - С. 2. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб гідравлічного формування деталей, згідно з яким тиск газу, який попередньо стиснений компресором високого тиску, через рідину у гідравлічній камері рівномірно передається на заготовку, яка приймає форму матриці, який відрізняється тим, що попереднє стискування газу до високого тиску здійснюють шляхом його переводу в газогідрати при контакті з водою в замкненому об'ємі при температурі, яка не перевищує рівноважної температури, і тиску гідратоутворення відповідного газу; накопичуванням, підігріванням та плавленням газогідратів в цьому ж об'ємі з виділенням газу високого тиску та води при температурі плавлення, яка вища за рівноважну температуру гідратоутворення, при високому тиску; отриманий газ осушують, нагрівають та подають в гідравлічну камеру, а після закінчення процесу пресування більшу частину газу повертають для повторного утворення газогідратів. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing part by hydraulic forming
Автори англійськоюSkrypnyk Oleksandr Viktorovych, Sviatskyi Volodymyr Viacheslavovych
Назва патенту російськоюСпособ изготовления деталей гидравлическим формованием
Автори російськоюСкрипник Александр Викторович, Свяцкий Владимир Вячеславович
МПК / Мітки
МПК: B21D 26/02, B21D 22/18
Мітки: виготовлення, гідравлічним, спосіб, деталей, формуванням
Код посилання
<a href="https://ua.patents.su/4-106106-sposib-vigotovlennya-detalejj-gidravlichnim-formuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей гідравлічним формуванням</a>
Спосіб виготовлення безпористих деталей шляхом гарячого газостатичного пресування
Номер патенту: 105728
Опубліковано: 11.04.2016
Автори: Клименко Василь Васильович, Пукалов Віктор Вікторович, Скрипник Олександр Вікторович
МПК: B21D 22/18, B21D 26/02
Мітки: газостатичного, деталей, пресування, безпористих, гарячого, спосіб, шляхом, виготовлення
Формула / Реферат:
Спосіб виготовлення безпористих деталей шляхом гарячого газостатичного пресування, що включає нагрівання попередньо підготовленої і зваженої маси порошкового матеріалу в деформованій тонкостінній термопластичній оболонці та всебічне стискування в замкнутому об'ємі газостату газом, що попередньо стиснений компресором високого тиску, до стану суцільного конгломерату, який має форму готової деталі чи напівфабрикату, і після цього витримують...
Спосіб забезпечення газотурбінної установки паливним газом на період пуску
Номер патенту: 104322
Опубліковано: 25.01.2016
Автори: Клименко Василь Васильович, Лічук Михайло Васильович, Босий Микола Вікторович
Мітки: період, установки, спосіб, газом, газотурбінної, пуску, паливним, забезпечення
Формула / Реферат:
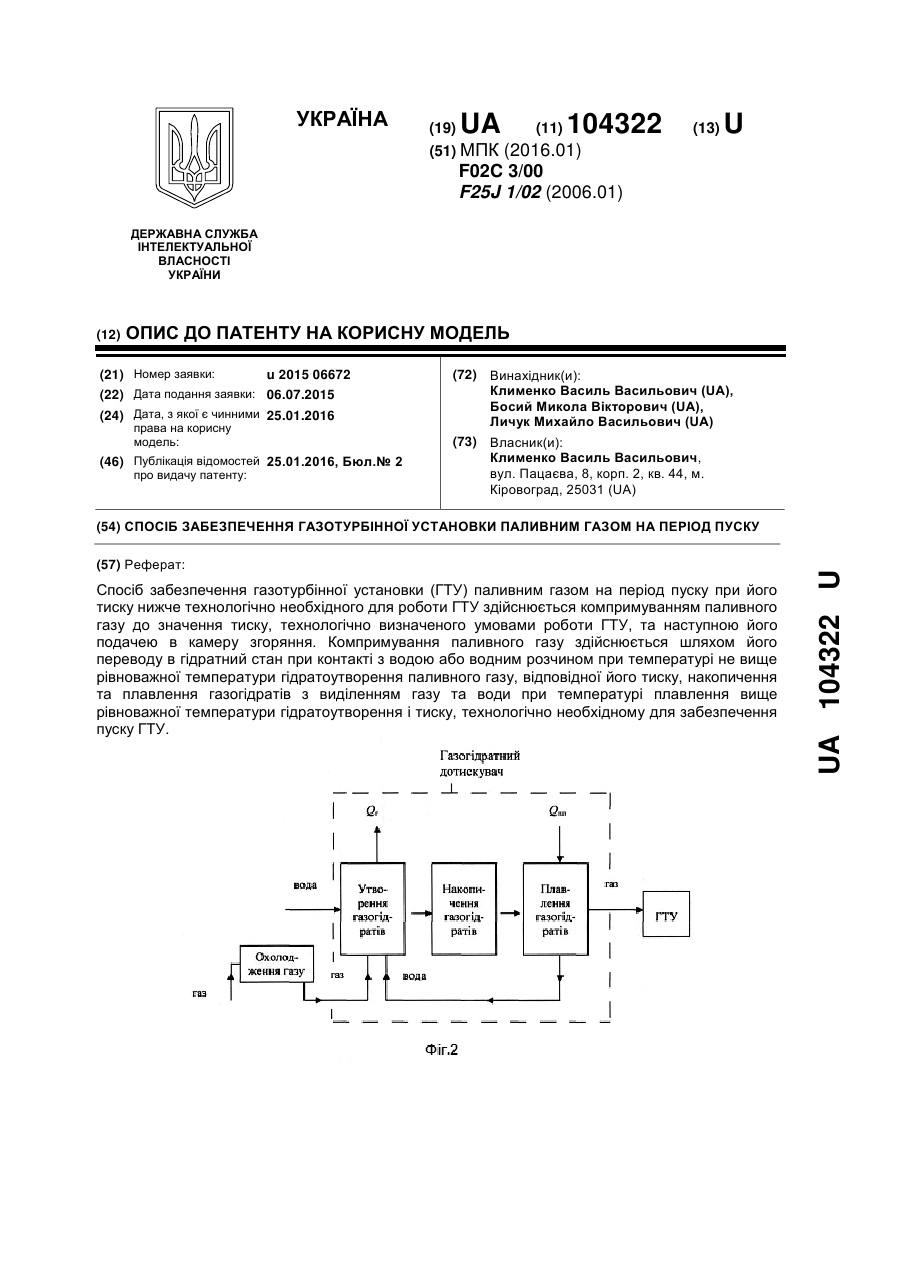
Спосіб забезпечення газотурбінної установки (ГТУ) паливним газом на період пуску при його тиску нижче технологічно необхідного для роботи ГТУ, який здійснюється компримуванням паливного газу до значення тиску, технологічно визначеного умовами роботи ГТУ, та наступною його подачею в камеру згоряння, який відрізняється тим, що компримування паливного газу здійснюється шляхом його переводу в гідратний стан при контакті з водою або водним...
Установка для формування деталей швейних виробів об’ємної форми гідравлічним способом
Номер патенту: 63922
Опубліковано: 25.10.2011
Автори: Сідлецький Ігор Олександрович, Батаровська Марина Валентинівна, Батаровський Валентин Васильович, Кущевський Микола Олександрович
МПК: B29C 51/00
Мітки: гідравлічним, деталей, швейних, способом, форми, формування, виробів, об'ємної, установка
Формула / Реферат:
Установка для формування деталей швейних виробів об'ємної форми гідравлічним способом, що містить камеру для формування, в якій розміщено перфорований формувальний елемент та отвір, з'єднаний з трубопроводом для відведення рідинно-активного робочого середовища (РАРС), яка відрізняється тим, що оснащена насосом для створення тиску РАРС у верхній частині камери для формування.
Спосіб видобування і підготовки природного газу

Номер патенту: 53196
Опубліковано: 27.09.2010
Автори: Педченко Лариса Олексіївна, Педченко Михайло Михайлович, Зоценко Микола Леонідович, Клименко Василь Васильович
МПК: F04F 1/00, E21B 43/00
Мітки: видобування, спосіб, природного, газу, підготовки
Формула / Реферат:
Спосіб видобування і підготовки природного газу на компресорній стадії розробки газових і газоконденсатних родовищ, що включає відбір газу з експлуатаційних свердловин, його сепарацію від домішок, стискування видобутого газу до тиску, необхідного для підготовки та подальшого транспортування, який відрізняється тим, що відбір газу здійснюють ежектуванням частиною потоку газу високого тиску, утвореного при плавленні газогідратів, та попередньо...
Спосіб виготовлення сталевих механічних деталей і сталь для виготовлення цих деталей
Номер патенту: 58499
Опубліковано: 15.08.2003
Автор: Пішар Клод
МПК: C22C 38/00, C21D 1/06, C22C 38/60, C23C 8/08, C23C 8/06
Мітки: сталевих, цих, сталь, механічних, деталей, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення сталевих механічних деталей, згідно з яким отримують стальну заготівку деталі і проводять обробку шляхом цементації або нітроцементації, можливо при високій температурі, щонайменше частини поверхні заготівки деталі з подальшим гартуванням в маслі або газі, який відрізняється тим, що хімічний склад сталі, з якої складається деталь, містить у ваговому відношенні:0,15%
Попередній патент: Рослинний засіб гепатопротекторної дії
Наступний патент: Переносний столик для ноутбука або планшетного комп’ютера
Випадковий патент: Спосіб непрямої реваскуляризації нижньої кінцівки