Установка для ломки сортового прокату (труб)
Номер патенту: 106828
Опубліковано: 10.05.2016
Автори: Карнаух Сергій Григорович, Чоста Наталія Вікторівна, Карнаух Дарина Сергіївна
Формула / Реферат
Установка для ломки сортового прокату (труб), що вміщує корпус з робочою камерою, в якій розміщується прокат з попередньо нанесеними на його поверхні концентраторами напружень, яка відрізняється тим, що в напрямних корпусу встановлено циліндр, у гідропорожнині якого концентрично розміщено бойок з можливістю зворотно-поступального руху і взаємодії з торцем прокату на ході х та фланцем циліндра на ході х1 (x1)x), при цьому у циліндрі виконані отвори, через які рідина із гідропорожнини циліндра надходить до робочої камери, а циліндр встановлений на гідропружних елементах.
Текст
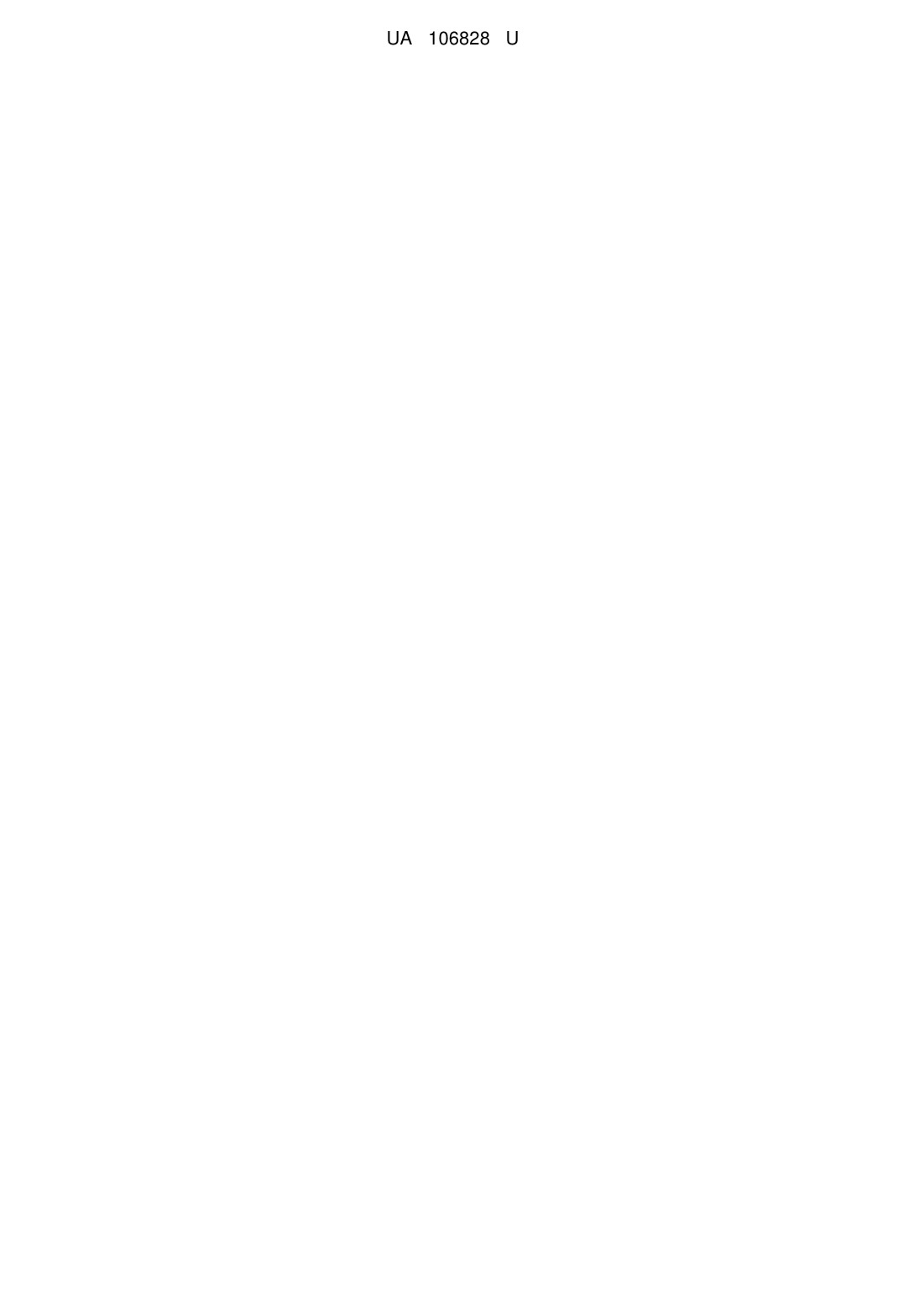
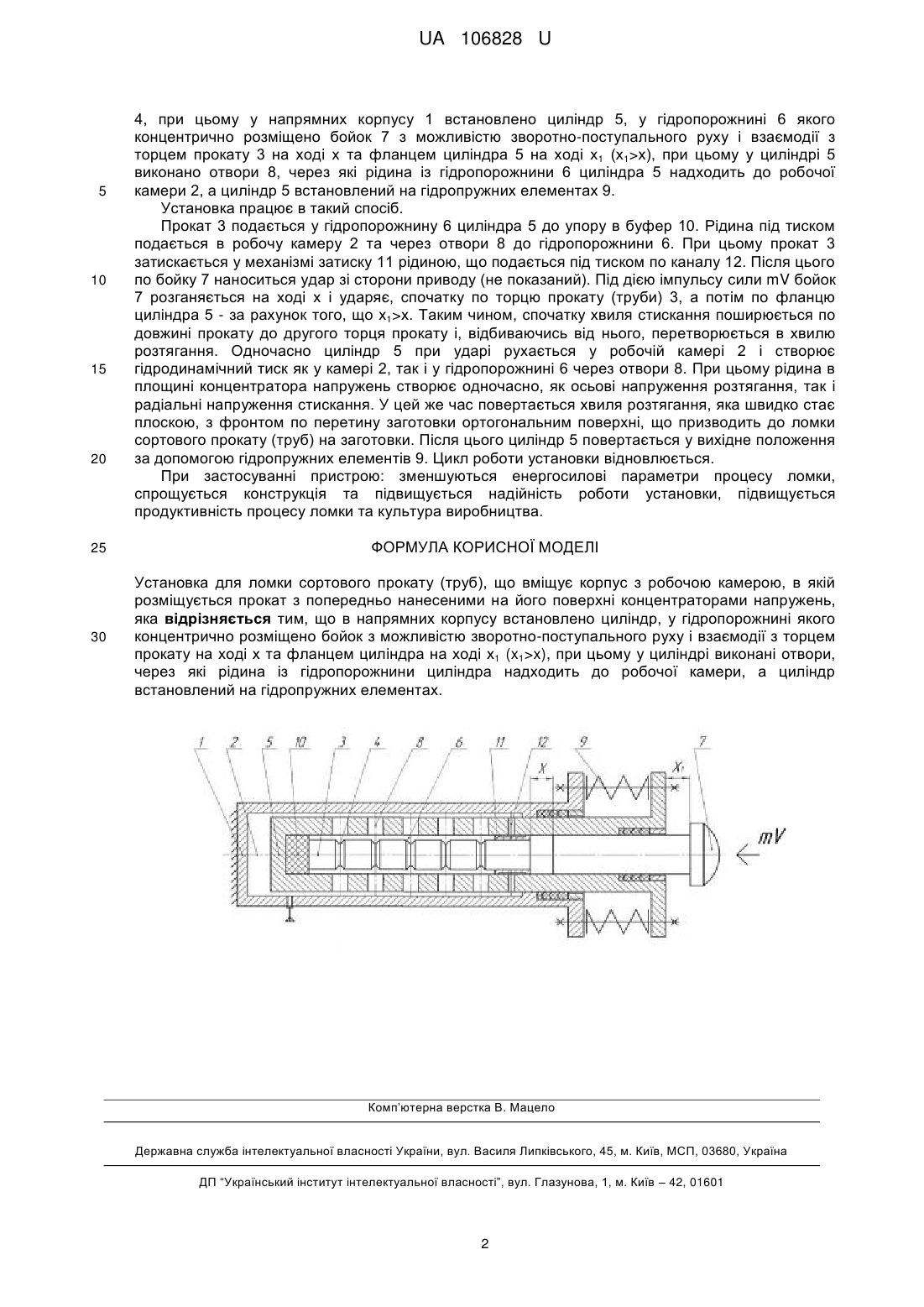
Реферат: Установка для ломки сортового прокату (труб) вміщує корпус з робочою камерою, в якій розміщується прокат з попередньо нанесеними на його поверхні концентраторами напружень. В напрямних корпусу встановлено циліндр, у гідропорожнині якого концентрично розміщено бойок з можливістю зворотно-поступального руху і взаємодії з торцем прокату на ході х та фланцем циліндра на ході х1 (x1>x). У циліндрі виконані отвори, через які рідина із гідропорожнини циліндра надходить до робочої камери. Циліндр встановлений на гідропружних елементах. UA 106828 U (54) УСТАНОВКА ДЛЯ ЛОМКИ СОРТОВОГО ПРОКАТУ (ТРУБ) UA 106828 U UA 106828 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до заготівельного машинобудівного виробництва, і може знайти застосування при виготовленні заготівок із сортового прокату (труб) для металорізального виробництва та обробки металів тиском. Відома конструкція установки для холодної ломки прокату, яка містить у собі корпус, силовий орган машини, виконаний у вигляді гідроциліндра, на штоку якого встановлено бойок, та опори. Прокат, що розділяється, подається до упору і розміщується між опорами. Після цього до прокату від силового органу прикладається сила ломки посередині між опорами, що призводить до ломки прокату на мірні заготовки. За рахунок жорсткого контакту між бойком і прокатом, якість отриманих заготовок невисока [Финкель, В.М. Холодная ломка проката / В.М. Финкель, Ю.И. Головин, Г.Б. Родюков. - М.: Металлургия, 1982. - 192 с]. Найбільш близьким аналогом пристрою, що заявляється, вибраним як прототип, є гідроімпульсний пристрій для холодної ломки прокату, що складається із корпусу з робочою камерою, в якій розміщується прокат з попередньо нанесеним на його поверхні концентратором напружень. До робочої камери подається рідина, а потім прикладається імпульсне навантаження, в результаті чого в ній створюється гідроімпульсний тиск. Після досягнення в робочій камері тиску, який створює в прокаті пружно-напружений стан, достатній для отримання в вершині концентратора напружень більших, ніж допустимі напруження матеріалу заготовки, в прокаті зароджується тріщина, яка поширюється по перетину прокату і призводить до ломки заготовки [А. с. № 499065 СССР, МКИ В23D27/00. Гидроимпульсное устройство для холодной ломки проката / В.М. Финкель, Г.Б. Родюков. - Заявл. 15.05.74; опубл. 15.01.75; Бюл. № 2]. Загальними суттєвими ознаками відомого пристрою і того, що заявляється, є: корпус з робочою камерою, в якій розміщується прокат з попередньо нанесеними на його поверхні концентраторами напружень. Відомий пристрій має суттєві недоліки. Для поділу сортового прокату потрібно забезпечити високі значення гідродинамічного тиску, який створюється в робочій камері, що призводить до ускладнення конструкції обладнання і підвищенню вимог до його надійності та безпеки роботи. При цьому складно забезпечити герметизацію гідропорожнини високого тиску на контакті з поверхнею прокату, так як поверхня прокату не оброблена і має високу шорсткість. Робота пристрою має невисоку продуктивність, тому що заготовки розділяються поштучно. В основу корисної моделі поставлена задача вдосконалення відомого пристрою для зменшення енергосилових параметрів процесу ломки, спрощення конструкції та створення оптимального напружено-деформованого стану у зонах концентраторів напружень для забезпечення якості заготівок, що поділяються, підвищення продуктивності процесу ломки за рахунок одночасного навантаження прокату гідродинамічним тиском та поздовжньою хвилею стискання (імпульсом сили). Поставлена задача вирішується за рахунок того, що в установці для ломки сортового прокату (труб), що складається із корпусу з робочою камерою, в якій розміщується прокат з попередньо нанесеними на його поверхні концентраторами напружень, у напрямних корпусу встановлено циліндр, у гідропорожнині якого концентрично розміщено бойок з можливістю зворотно-поступального руху і взаємодії з торцем прокату на ході х та фланцем циліндра на ході x1 (х1)х), при цьому у циліндрі виконані отвори, через які рідина із гідропорожнини циліндра надходить до робочої камери, а циліндр встановлений на гідропружних елементах. Запропонована конструкція пристрою дозволяє знизити величину гідродинамічного тиску за рахунок одночасного навантажування прокату (труби) гідродинамічним тиском і торцевим ударом. При цьому хвиля стискання, поширюючись до другого торця прокату і відбиваючись від нього, перетворюється в хвилю розтягання, яка швидко стає плоскою, з фронтом по перетину заготівки ортогональним поверхні. Це забезпечує якість відламаних заготівок, особливо з урахуванням того, що рідина в площині концентратора напружень створює одночасно, як осьові напруження розтягання, так і радіальні напруження стискання, що забезпечує стабілізацію траєкторії тріщини. Розміщення сортового прокату (труби) у робочій камері з можливістю навантаження по всій довжині профілю, дозволяє принципово вирішити проблему ущільнення прокату, так як ущільнюється не поверхня прокату, а механічно оброблена поверхня циліндра. При цьому навантаження прокату (труби) по всій довжині профілю дозволяє здійснити одночасну ломку декількох заготівок (множинний спосіб ломки), що значно підвищує продуктивність процесу. При цьому, оскільки реалізована безопорна схема, поверхня зламу не має відколів, виривів, макротріщин і зон пластичної деформації металу. Суть пропонованої корисної моделі пояснюється кресленням, на якому зображено установку для ломки сортового прокату (труб). Установка для ломки сортового прокату (труб) вміщує корпус 1 з робочою камерою 2, в якій розміщується прокат 3 з попередньо нанесеними на його поверхні концентраторами напружень 1 UA 106828 U 5 10 15 20 4, при цьому у напрямних корпусу 1 встановлено циліндр 5, у гідропорожнині 6 якого концентрично розміщено бойок 7 з можливістю зворотно-поступального руху і взаємодії з торцем прокату 3 на ході х та фланцем циліндра 5 на ході x1 (х1>х), при цьому у циліндрі 5 виконано отвори 8, через які рідина із гідропорожнини 6 циліндра 5 надходить до робочої камери 2, а циліндр 5 встановлений на гідропружних елементах 9. Установка працює в такий спосіб. Прокат 3 подається у гідропорожнину 6 циліндра 5 до упору в буфер 10. Рідина під тиском подається в робочу камеру 2 та через отвори 8 до гідропорожнини 6. При цьому прокат 3 затискається у механізмі затиску 11 рідиною, що подається під тиском по каналу 12. Після цього по бойку 7 наноситься удар зі сторони приводу (не показаний). Під дією імпульсу сили mV бойок 7 розганяється на ході х і ударяє, спочатку по торцю прокату (труби) 3, а потім по фланцю циліндра 5 - за рахунок того, що х1>х. Таким чином, спочатку хвиля стискання поширюється по довжині прокату до другого торця прокату і, відбиваючись від нього, перетворюється в хвилю розтягання. Одночасно циліндр 5 при ударі рухається у робочій камері 2 і створює гідродинамічний тиск як у камері 2, так і у гідропорожнині 6 через отвори 8. При цьому рідина в площині концентратора напружень створює одночасно, як осьові напруження розтягання, так і радіальні напруження стискання. У цей же час повертається хвиля розтягання, яка швидко стає плоскою, з фронтом по перетину заготовки ортогональним поверхні, що призводить до ломки сортового прокату (труб) на заготовки. Після цього циліндр 5 повертається у вихідне положення за допомогою гідропружних елементів 9. Цикл роботи установки відновлюється. При застосуванні пристрою: зменшуються енергосилові параметри процесу ломки, спрощується конструкція та підвищується надійність роботи установки, підвищується продуктивність процесу ломки та культура виробництва. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Установка для ломки сортового прокату (труб), що вміщує корпус з робочою камерою, в якій розміщується прокат з попередньо нанесеними на його поверхні концентраторами напружень, яка відрізняється тим, що в напрямних корпусу встановлено циліндр, у гідропорожнині якого концентрично розміщено бойок з можливістю зворотно-поступального руху і взаємодії з торцем прокату на ході х та фланцем циліндра на ході х1 (x1>x), при цьому у циліндрі виконані отвори, через які рідина із гідропорожнини циліндра надходить до робочої камери, а циліндр встановлений на гідропружних елементах. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for crushing rolled section (pipes)
Автори англійськоюKarnaukh Serhii Hryhorovych, Karnaukh Daryna Serhiivna, Chista Natalia Viktorivna
Назва патенту російськоюУстановка для ломки сортового проката (труб)
Автори російськоюКарнаух Сергей Григорьевич, Карнаух Дарья Сергеевна, Чоста Наталья Викторовна
МПК / Мітки
МПК: B23D 27/00
Мітки: ломки, прокату, труб, установка, сортового
Код посилання
<a href="https://ua.patents.su/4-106828-ustanovka-dlya-lomki-sortovogo-prokatu-trub.html" target="_blank" rel="follow" title="База патентів України">Установка для ломки сортового прокату (труб)</a>
Пристрій для холодної ломки труб
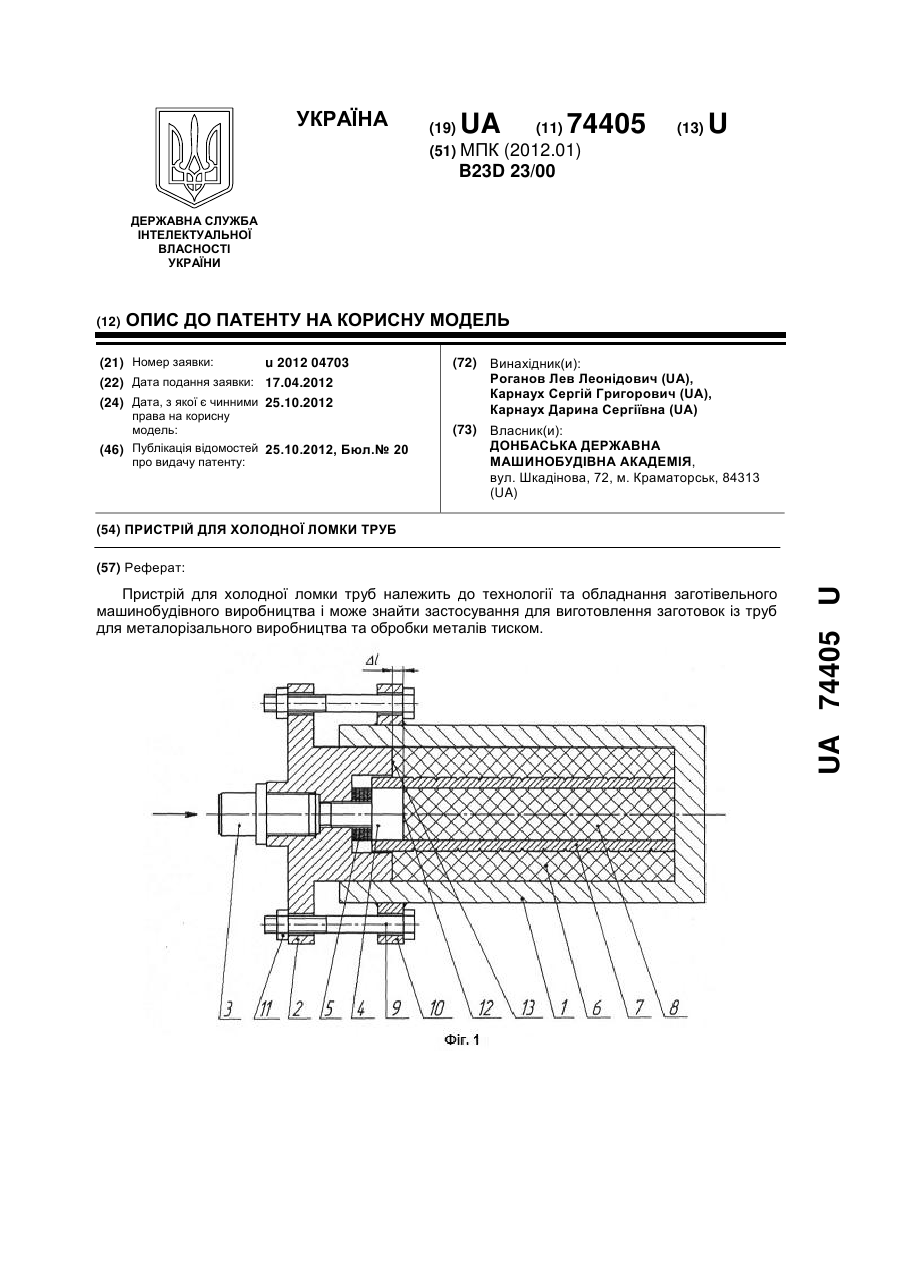
Номер патенту: 74405
Опубліковано: 25.10.2012
Автори: Роганов Лев Леонідович, Карнаух Сергій Григорович, Карнаух Дарина Сергіївна
МПК: B23D 23/00
Мітки: труб, пристрій, ломки, холодної
Формула / Реферат:
Пристрій для холодної ломки труб, що містить нерухомий корпус, встановлений з можливістю взаємодії по циліндричній поверхні зі штоком, який відрізняється тим, що шток, з одного боку, з'єднано за допомогою різьби із бойком, а з протилежного - із пуансоном з можливістю регулювання глибини його вкручування за допомогою шайб і забезпечення зміщення пуансона відносно штока на величину Dl, при цьому шток контактує з гумовою вставкою, яка охоплює...
Пристрій для поділу сортового прокату на мірні заготовки відрізкою зсувом
Номер патенту: 23759
Опубліковано: 11.06.2007
Автори: Чоста Наталія Вікторівна, Карнаух Сергій Григорович
МПК: B23D 23/00, B23D 31/00
Мітки: прокату, сортового, зсувом, пристрій, заготовки, поділу, мірні, відрізкою
Формула / Реферат:
Пристрій для поділу сортового прокату на мірні заготовки відрізанням зсувом, що містить корпус, який складається з верхньої, нижньої, передньої, задньої, поперечної лівої і поперечної правої плит, привід пристрою, повзун, в отворі прямокутної форми якого розташований камінь, який відрізняється тим, що привід повзуна виконаний у вигляді клиношарнірного механізму, що складається з клина з увігнутим профілем, установленого з можливістю...
Пристрій для поділу сортового прокату на мірні заготовки відрізанням зсувом
Номер патенту: 24635
Опубліковано: 10.07.2007
Автори: Чоста Наталія Вікторівна, Карнаух Сергій Григорович
МПК: B23D 23/00, B23D 31/00
Мітки: прокату, відрізанням, зсувом, сортового, поділу, мірні, заготовки, пристрій
Формула / Реферат:
Пристрій для поділу сортового прокату на мірні заготовки відрізанням зсувом, що містить корпус, який містить верхню, нижню, передню, задню, поперечну ліву і поперечну праву плити; повзун, в отворі прямокутної форми якого розміщається камінь та привід пристрою, який відрізняється тим, що привід повзуна виконаний у вигляді клиношарнірного механізму з увігнутим клином, що складається з клина з увігнутим профілем, установленого з можливістю...
Пристрій для холодної ломки труб
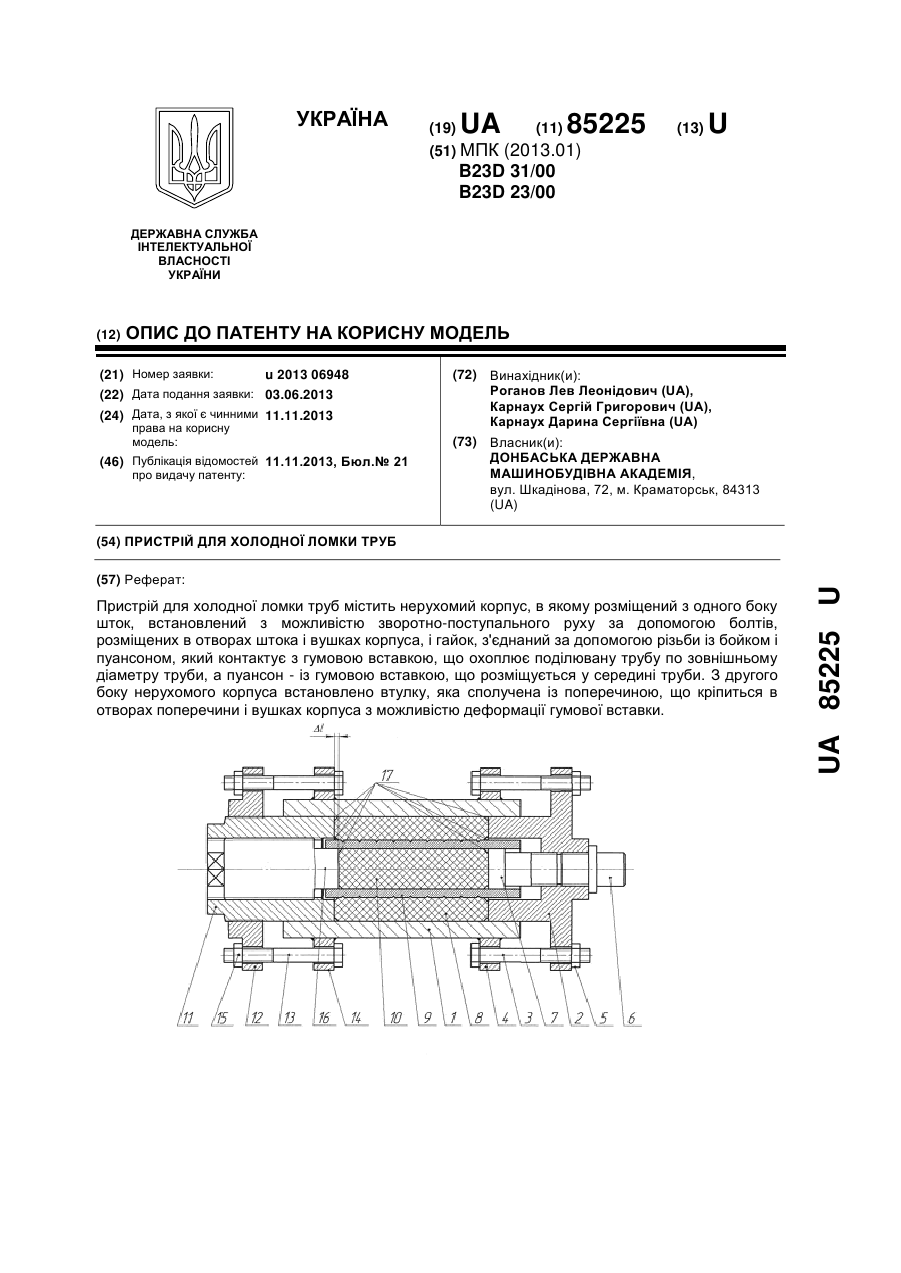
Номер патенту: 85225
Опубліковано: 11.11.2013
Автори: Роганов Лев Леонідович, Карнаух Дарина Сергіївна, Карнаух Сергій Григорович
МПК: B23D 23/00, B23D 31/00
Мітки: ломки, труб, холодної, пристрій
Формула / Реферат:
Пристрій для холодної ломки труб, що містить нерухомий корпус, в якому розміщений з одного боку шток, встановлений з можливістю зворотно-поступального руху за допомогою болтів, розміщених в отворах штока і вушках корпуса, і гайок, з'єднаний за допомогою різьби із бойком і пуансоном, який контактує з гумовою вставкою, що охоплює поділювану трубу по зовнішньому діаметру труби, а пуансон - із гумовою вставкою, що розміщується у середині труби,...
Спосіб підрівнювання сортового прокату
Номер патенту: 41587
Опубліковано: 17.09.2001
Автори: Шеремет Володимир Олександрович, Дубина Олег Вікторович, Костюченко Михайло Іванович, Худик Валеріан Тарасович
МПК: B21B 39/00
Мітки: підрівнювання, прокату, сортового, спосіб
Формула / Реферат:
Спосіб підрівнювання сортового прокату, який включає поштучне укладання штанг, котрі передаються рейками холодильника на рольганг, що підрівнює, з холостими і приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зчеплення штанг з приводними роликами і зупинка штанг у необхідному положенні, який відрізняється тим, що зчеплення штанг з приводними роликами припиняють при досягненні передніми...
Попередній патент: Спосіб місцевого зміцнення сталевих деталей
Наступний патент: Пристрій для виготовлення порошкового дроту
Випадковий патент: Акустоелектронна вимірювальна решітка