Спосіб гартування скла
Номер патенту: 112465
Опубліковано: 12.09.2016
Автори: Жеплинський Тарас Богданович, Боровець Зенон Іванович, Серкіз Оксана Костянтинівна

Формула / Реферат
Спосіб гартування скла, що включає ступеневе нагрівання скла до температури гартування з подальшим інтенсивним охолодженням, який відрізняється тим, що під час нагрівання здійснюють ізотермічну витримку при температурі, що відповідає в'язкості скла в межах 109-1013 Па×с протягом 15-35 хв.
Текст
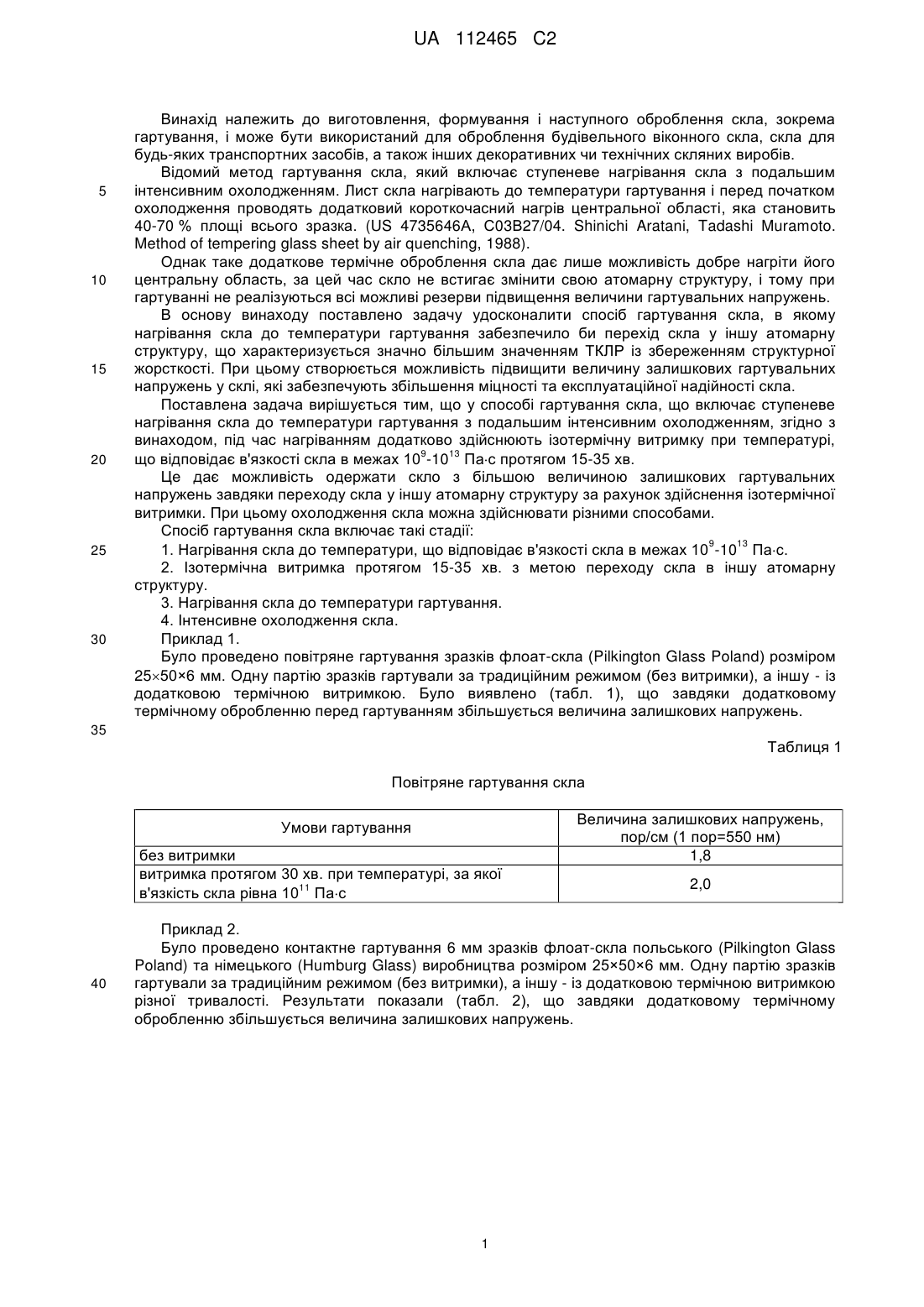
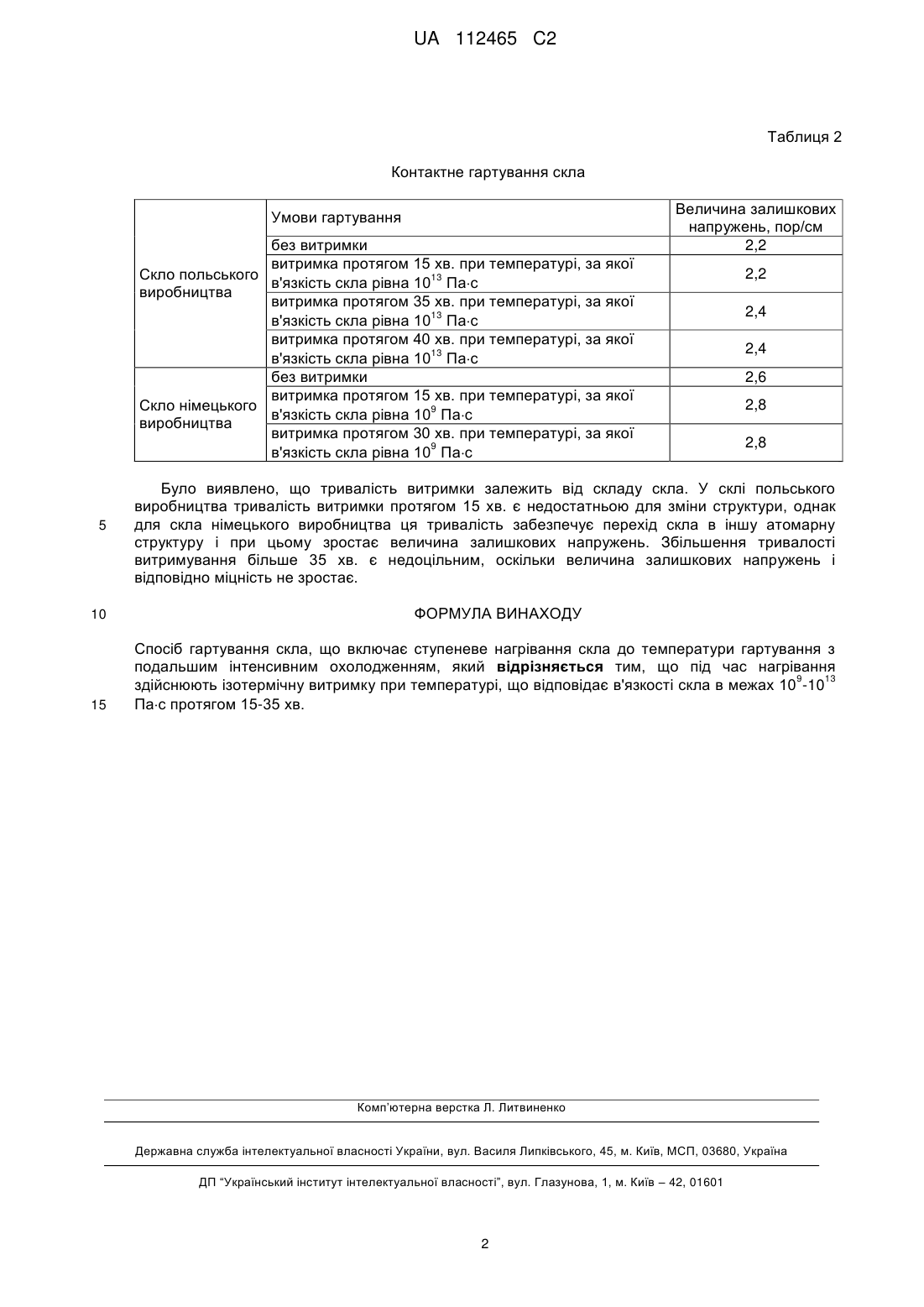
Реферат: Винахід належить до виготовлення, формування і наступного оброблення скла, зокрема гартування, і може бути використаний для оброблення будівельного віконного скла, скла для транспортних засобів, а також інших декоративних чи технічних скляних виробів. Спосіб гартування скла включає ступеневе нагрівання скла до температури гартування з подальшим інтенсивним охолодженням. Під час нагрівання додатково здійснюють ізотермічну витримку при 9 13 температурі, що відповідає в'язкості скла в межах 10 -10 Пас протягом 15-35 хв. Спосіб забезпечує збільшення міцності скла завдяки зростанню величини залишкових напружень у гартованому склі. UA 112465 C2 (12) UA 112465 C2 UA 112465 C2 5 10 15 20 25 30 Винахід належить до виготовлення, формування і наступного оброблення скла, зокрема гартування, і може бути використаний для оброблення будівельного віконного скла, скла для будь-яких транспортних засобів, а також інших декоративних чи технічних скляних виробів. Відомий метод гартування скла, який включає ступеневе нагрівання скла з подальшим інтенсивним охолодженням. Лист скла нагрівають до температури гартування і перед початком охолодження проводять додатковий короткочасний нагрів центральної області, яка становить 40-70 % площі всього зразка. (US 4735646А, С03В27/04. Shinichi Aratani, Tadashi Muramoto. Method of tempering glass sheet by air quenching, 1988). Однак таке додаткове термічне оброблення скла дає лише можливість добре нагріти його центральну область, за цей час скло не встигає змінити свою атомарну структуру, і тому при гартуванні не реалізуються всі можливі резерви підвищення величини гартувальних напружень. В основу винаходу поставлено задачу удосконалити спосіб гартування скла, в якому нагрівання скла до температури гартування забезпечило би перехід скла у іншу атомарну структуру, що характеризується значно більшим значенням ТКЛР із збереженням структурної жорсткості. При цьому створюється можливість підвищити величину залишкових гартувальних напружень у склі, які забезпечують збільшення міцності та експлуатаційної надійності скла. Поставлена задача вирішується тим, що у способі гартування скла, що включає ступеневе нагрівання скла до температури гартування з подальшим інтенсивним охолодженням, згідно з винаходом, під час нагріванням додатково здійснюють ізотермічну витримку при температурі, 9 13 що відповідає в'язкості скла в межах 10 -10 Пас протягом 15-35 хв. Це дає можливість одержати скло з більшою величиною залишкових гартувальних напружень завдяки переходу скла у іншу атомарну структуру за рахунок здійснення ізотермічної витримки. При цьому охолодження скла можна здійснювати різними способами. Спосіб гартування скла включає такі стадії: 9 13 1. Нагрівання скла до температури, що відповідає в'язкості скла в межах 10 -10 Пас. 2. Ізотермічна витримка протягом 15-35 хв. з метою переходу скла в іншу атомарну структуру. 3. Нагрівання скла до температури гартування. 4. Інтенсивне охолодження скла. Приклад 1. Було проведено повітряне гартування зразків флоат-скла (Pilkington Glass Poland) розміром 2550×6 мм. Одну партію зразків гартували за традиційним режимом (без витримки), а іншу - із додатковою термічною витримкою. Було виявлено (табл. 1), що завдяки додатковому термічному обробленню перед гартуванням збільшується величина залишкових напружень. 35 Таблиця 1 Повітряне гартування скла Умови гартування без витримки витримка протягом 30 хв. при температурі, за якої 11 в'язкість скла рівна 10 Пас 40 Величина залишкових напружень, пор/см (1 пор=550 нм) 1,8 2,0 Приклад 2. Було проведено контактне гартування 6 мм зразків флоат-скла польського (Pilkington Glass Poland) та німецького (Humburg Glass) виробництва розміром 25×50×6 мм. Одну партію зразків гартували за традиційним режимом (без витримки), а іншу - із додатковою термічною витримкою різної тривалості. Результати показали (табл. 2), що завдяки додатковому термічному обробленню збільшується величина залишкових напружень. 1 UA 112465 C2 Таблиця 2 Контактне гартування скла Умови гартування без витримки витримка протягом 15 хв. при температурі, за якої Скло польського 13 в'язкість скла рівна 10 Пас виробництва витримка протягом 35 хв. при температурі, за якої 13 в'язкість скла рівна 10 Пас витримка протягом 40 хв. при температурі, за якої 13 в'язкість скла рівна 10 Пас без витримки витримка протягом 15 хв. при температурі, за якої Скло німецького 9 в'язкість скла рівна 10 Пас виробництва витримка протягом 30 хв. при температурі, за якої 9 в'язкість скла рівна 10 Пас 5 10 15 Величина залишкових напружень, пор/см 2,2 2,2 2,4 2,4 2,6 2,8 2,8 Було виявлено, що тривалість витримки залежить від складу скла. У склі польського виробництва тривалість витримки протягом 15 хв. є недостатньою для зміни структури, однак для скла німецького виробництва ця тривалість забезпечує перехід скла в іншу атомарну структуру і при цьому зростає величина залишкових напружень. Збільшення тривалості витримування більше 35 хв. є недоцільним, оскільки величина залишкових напружень і відповідно міцність не зростає. ФОРМУЛА ВИНАХОДУ Спосіб гартування скла, що включає ступеневе нагрівання скла до температури гартування з подальшим інтенсивним охолодженням, який відрізняється тим, що під час нагрівання 9 13 здійснюють ізотермічну витримку при температурі, що відповідає в'язкості скла в межах 10 -10 Пас протягом 15-35 хв. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюZheplynskyi Taras Bohdanovych, Borovets Zenon Ivanovych, Serkiz Oksana Kostiantynivna
Автори російськоюЖеплинский Tapac Богданович, Боровец Зенон Иванович, Серкиз Оксана Константиновна
МПК / Мітки
МПК: C03B 27/00, C03B 27/04
Мітки: скла, гартування, спосіб
Код посилання
<a href="https://ua.patents.su/4-112465-sposib-gartuvannya-skla.html" target="_blank" rel="follow" title="База патентів України">Спосіб гартування скла</a>
Спосіб гартування скла
Номер патенту: 112023
Опубліковано: 11.07.2016
Автор: Жеплинський Тарас Богданович
МПК: C03B 27/004, C03B 27/00
Мітки: скла, гартування, спосіб
Формула / Реферат:
Спосіб гартування скла, що включає розміщення скла між твердими двошаровими теплопровідними пластинами, нагрівання такого комплексу до температури гартування з подальшим інтенсивним охолодженням, який відрізняється тим, що внутрішній шар двошарових теплопровідних пластин виготовлений з матеріалу, який здатний при температурі гартування переходити у рідкий стан.
Спосіб гартування скла
Номер патенту: 84517
Опубліковано: 27.10.2008
Автори: Жеплинський Тарас Богданович, Боровець Зенон Іванович, Головчук Мирослав Ярославович
МПК: C03B 27/00, C03B 27/004
Мітки: гартування, скла, спосіб
Формула / Реферат:
Спосіб гартування скла, який включає нагрівання скла до температури гартування і наступне охолодження його поверхні через шар твердого теплопровідного матеріалу, який відрізняється тим, що теплопровідний матеріал приводять у контакт зі склом перед початком нагрівання.
Установка для гартування скла
Номер патенту: 73585
Опубліковано: 25.09.2012
Автори: Жеплинський Тарас Богданович, Серкіз Оксана Костянтинівна
МПК: C03B 27/00
Мітки: скла, установка, гартування
Формула / Реферат:
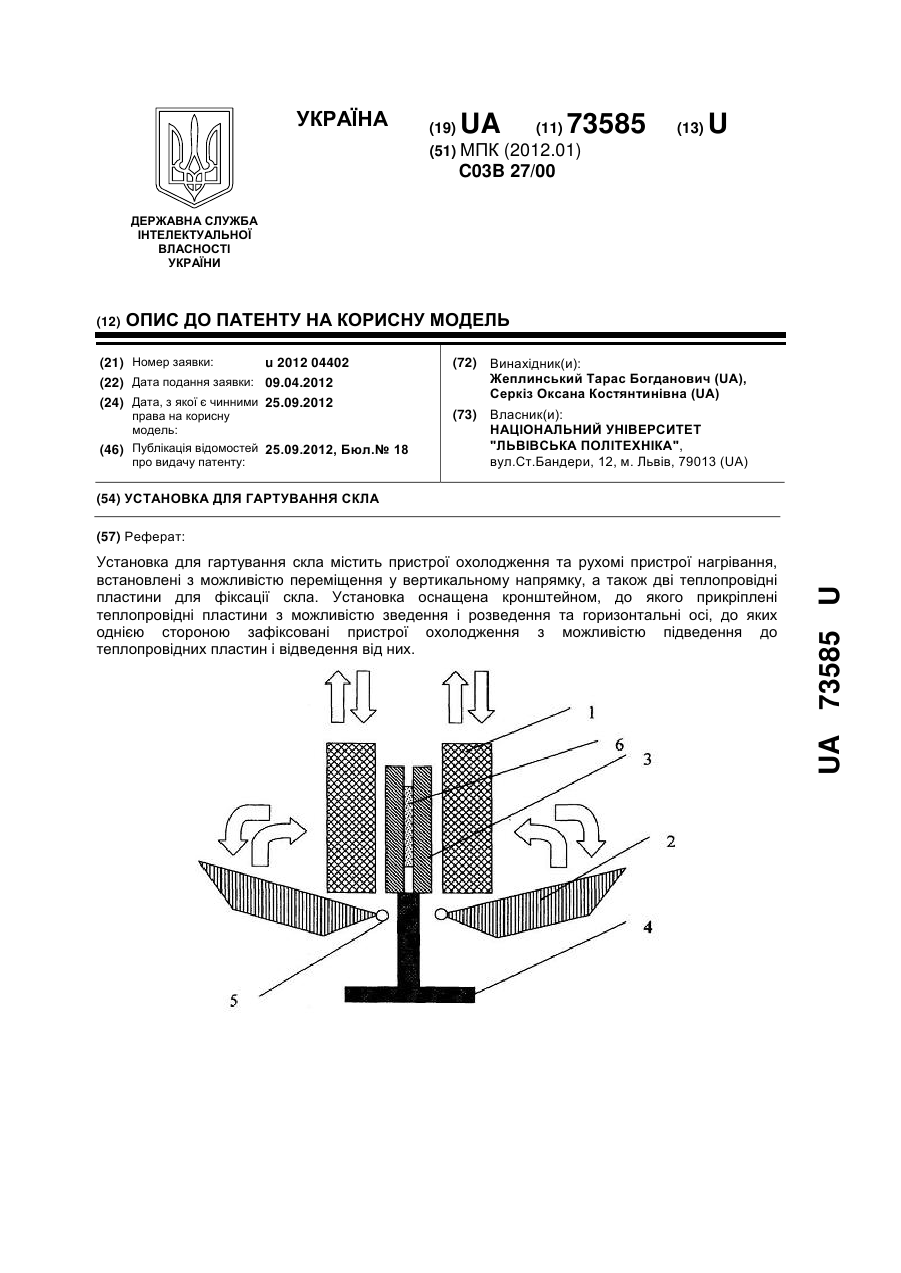
Установка для гартування скла, що містить пристрої охолодження та рухомі пристрої нагрівання, встановлені з можливістю переміщення у вертикальному напрямку, а також дві теплопровідні пластини для фіксації скла, яка відрізняється тим, що вона додатково оснащена кронштейном, до якого прикріплені теплопровідні пластини з можливістю зведення і розведення та горизонтальні осі, до яких однією стороною зафіксовані пристрої охолодження з можливістю...
Установка для гартування скла
Номер патенту: 85788
Опубліковано: 25.11.2013
Автори: Боровець Зенон Іванович, Жеплинський Тарас Богданович, Серкіз Оксана Костянтинівна
МПК: C03B 27/00
Мітки: установка, гартування, скла
Формула / Реферат:
Установка для гартування скла, що містить кронштейн, до якого прикріплені двошарові теплопровідні пластини, для встановлення між ними скла, рухомі пристрої нагрівання, встановлені з можливістю вертикального переміщення, пристрої охолодження, які прикріплені до горизонтальних осей, розташованих по обидві сторони від кронштейна з можливістю підведення до теплопровідних пластин і відведення від них, яка відрізняється тим, що теплопровідні...
Установка для гартування скла
Номер патенту: 90422
Опубліковано: 26.04.2010
Автори: Ковальчук Мирослав Миронович, Жеплинський Тарас Богданович, Боровець Зенон Іванович, Шеремета Роман Микитович
МПК: C03B 27/00, C03B 27/004
Мітки: гартування, скла, установка
Формула / Реферат:
Установка для гартування скла, що містить елементи пристрою охолодження та теплопровідні пластини, виконані з можливістю фіксації між ними скла, яка відрізняється тим, що теплопровідні пластини виконані як нагрівальні елементи і встановлені між елементами пристрою охолодження.
Попередній патент: Спосіб експлуатації системи шлюзів сипкого матеріалу, його застосування та пристрій для його здійснення
Наступний патент: Пристрій для транспортування та очистки коренебульбоплодів
Випадковий патент: Спосіб лікування пародонтиту