Спосіб мащення вузлів тертя
Номер патенту: 112818
Опубліковано: 26.12.2016
Автори: Бабак Олег Петрович, Вельбой Володимир Пилипович, Диха Олександр Володимирович

Формула / Реферат
Спосіб мащення вузлів тертя ковзання за умови обертального руху деталей, на робочій поверхні яких виконані маслоутримувальні канавки, який відрізняється тим, що маслоутримувальні канавки виконані на робочій поверхні деталі (вал, диск), що обертається, і мастило витискається в зону тертя під дією відцентрової сили при обертанні деталі з частотою, визначеною за формулою:
![]()
де ![]() - частота обертання деталі з канавкою, об/хв.;
- частота обертання деталі з канавкою, об/хв.;
![]() - границя зсуву шару мастила, Па;
- границя зсуву шару мастила, Па;
![]() - радіус маслоутримувальної кільцевої канавки, мм;
- радіус маслоутримувальної кільцевої канавки, мм;
![]() - товщина шару мастила, мм;
- товщина шару мастила, мм;
![]() - густина мастила, кг/ м3.
- густина мастила, кг/ м3.
Текст
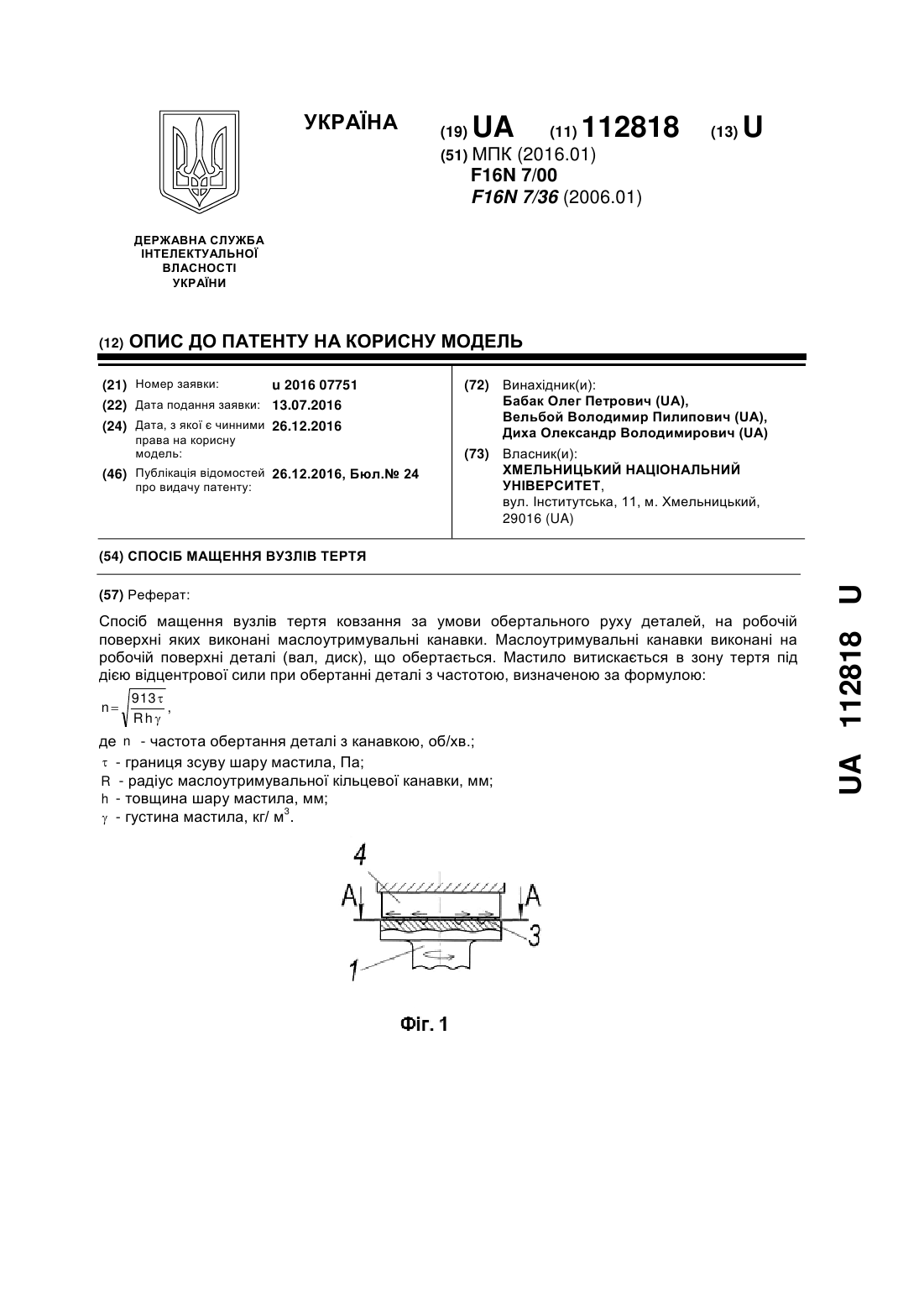
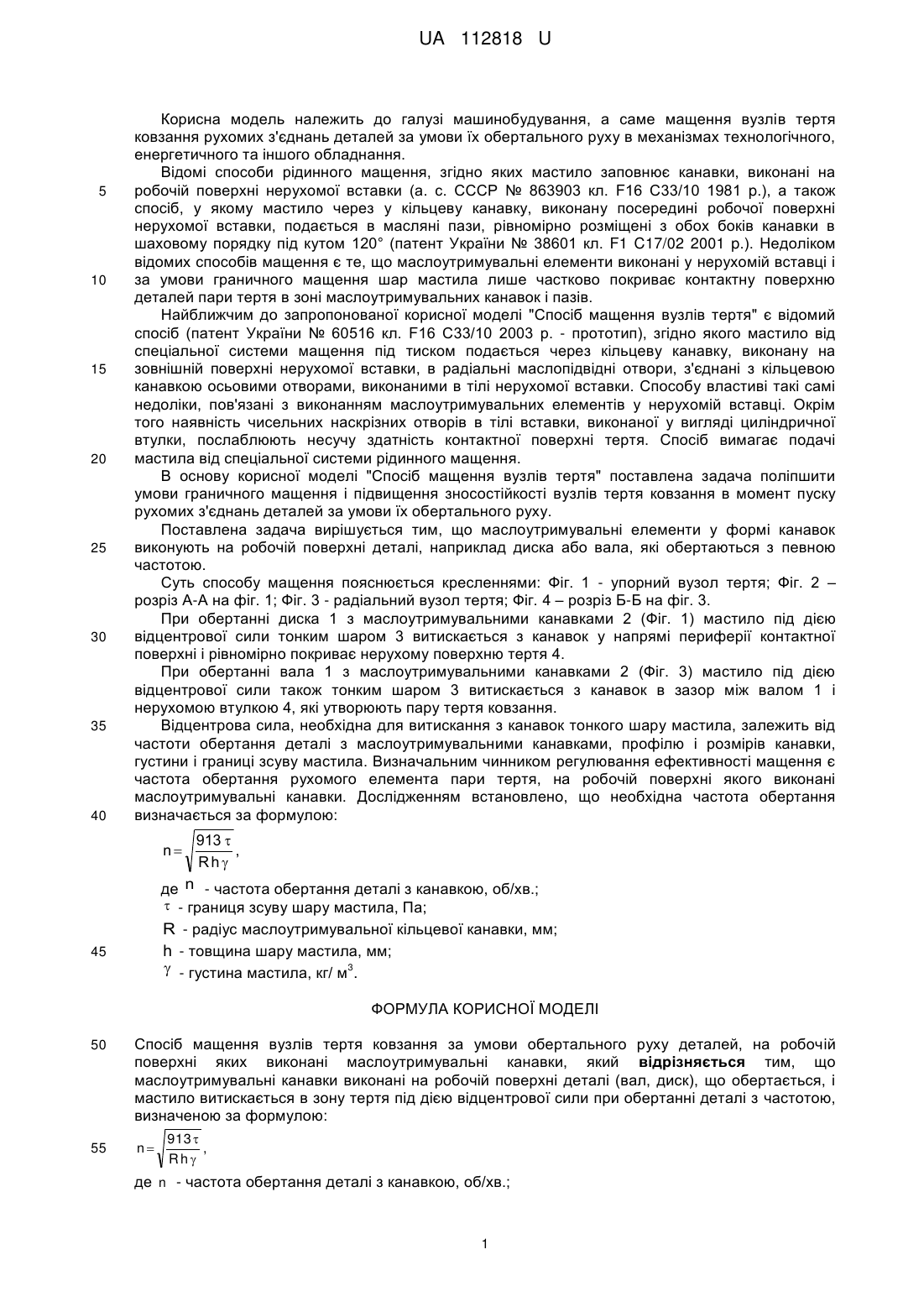
Реферат: Спосіб мащення вузлів тертя ковзання за умови обертального руху деталей, на робочій поверхні яких виконані маслоутримувальні канавки. Маслоутримувальні канавки виконані на робочій поверхні деталі (вал, диск), що обертається. Мастило витискається в зону тертя під дією відцентрової сили при обертанні деталі з частотою, визначеною за формулою: n 913 , Rh де n - частота обертання деталі з канавкою, об/хв.; - границя зсуву шару мастила, Па; R - радіус маслоутримувальної кільцевої канавки, мм; h - товщина шару мастила, мм; 3 - густина мастила, кг/ м . UA 112818 U (54) СПОСІБ МАЩЕННЯ ВУЗЛІВ ТЕРТЯ UA 112818 U UA 112818 U 5 10 15 20 25 30 35 40 Корисна модель належить до галузі машинобудування, а саме мащення вузлів тертя ковзання рухомих з'єднань деталей за умови їх обертального руху в механізмах технологічного, енергетичного та іншого обладнання. Відомі способи рідинного мащення, згідно яких мастило заповнює канавки, виконані на робочій поверхні нерухомої вставки (а. с. СССР № 863903 кл. F16 С33/10 1981 p.), а також спосіб, у якому мастило через у кільцеву канавку, виконану посередині робочої поверхні нерухомої вставки, подається в масляні пази, рівномірно розміщені з обох боків канавки в шаховому порядку під кутом 120° (патент України № 38601 кл. F1 C17/02 2001 p.). Недоліком відомих способів мащення є те, що маслоутримувальні елементи виконані у нерухомій вставці і за умови граничного мащення шар мастила лише частково покриває контактну поверхню деталей пари тертя в зоні маслоутримувальних канавок і пазів. Найближчим до запропонованої корисної моделі "Спосіб мащення вузлів тертя" є відомий спосіб (патент України № 60516 кл. F16 С33/10 2003 р. - прототип), згідно якого мастило від спеціальної системи мащення під тиском подається через кільцеву канавку, виконану на зовнішній поверхні нерухомої вставки, в радіальні маслопідвідні отвори, з'єднані з кільцевою канавкою осьовими отворами, виконаними в тілі нерухомої вставки. Способу властиві такі самі недоліки, пов'язані з виконанням маслоутримувальних елементів у нерухомій вставці. Окрім того наявність чисельних наскрізних отворів в тілі вставки, виконаної у вигляді циліндричної втулки, послаблюють несучу здатність контактної поверхні тертя. Спосіб вимагає подачі мастила від спеціальної системи рідинного мащення. В основу корисної моделі "Спосіб мащення вузлів тертя" поставлена задача поліпшити умови граничного мащення і підвищення зносостійкості вузлів тертя ковзання в момент пуску рухомих з'єднань деталей за умови їх обертального руху. Поставлена задача вирішується тим, що маслоутримувальні елементи у формі канавок виконують на робочій поверхні деталі, наприклад диска або вала, які обертаються з певною частотою. Суть способу мащення пояснюється кресленнями: Фіг. 1 - упорний вузол тертя; Фіг. 2 – розріз А-А на фіг. 1; Фіг. 3 - радіальний вузол тертя; Фіг. 4 – розріз Б-Б на фіг. 3. При обертанні диска 1 з маслоутримувальними канавками 2 (Фіг. 1) мастило під дією відцентрової сили тонким шаром 3 витискається з канавок у напрямі периферії контактної поверхні і рівномірно покриває нерухому поверхню тертя 4. При обертанні вала 1 з маслоутримувальними канавками 2 (Фіг. 3) мастило під дією відцентрової сили також тонким шаром 3 витискається з канавок в зазор між валом 1 і нерухомою втулкою 4, які утворюють пару тертя ковзання. Відцентрова сила, необхідна для витискання з канавок тонкого шару мастила, залежить від частоти обертання деталі з маслоутримувальними канавками, профілю і розмірів канавки, густини і границі зсуву мастила. Визначальним чинником регулювання ефективності мащення є частота обертання рухомого елемента пари тертя, на робочій поверхні якого виконані маслоутримувальні канавки. Дослідженням встановлено, що необхідна частота обертання визначається за формулою: n 913 , Rh де n - частота обертання деталі з канавкою, об/хв.; - границя зсуву шару мастила, Па; R - радіус маслоутримувальної кільцевої канавки, мм; h - товщина шару мастила, мм; - густина мастила, кг/ м3. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб мащення вузлів тертя ковзання за умови обертального руху деталей, на робочій поверхні яких виконані маслоутримувальні канавки, який відрізняється тим, що маслоутримувальні канавки виконані на робочій поверхні деталі (вал, диск), що обертається, і мастило витискається в зону тертя під дією відцентрової сили при обертанні деталі з частотою, визначеною за формулою: 55 n 913 , Rh де n - частота обертання деталі з канавкою, об/хв.; 1 UA 112818 U R h - границя зсуву шару мастила, Па; - радіус маслоутримувальної кільцевої канавки, мм; - товщина шару мастила, мм; 3 - густина мастила, кг/ м . Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюVelboi Volodymyr Pylypovych, Dykha Oleksdandr Volodymyrovych
Автори російськоюВельбой Владимир Филиппович, Дыха Александр Владимирович
МПК / Мітки
Мітки: вузлів, спосіб, мащення, тертя
Код посилання
<a href="https://ua.patents.su/4-112818-sposib-mashhennya-vuzliv-tertya.html" target="_blank" rel="follow" title="База патентів України">Спосіб мащення вузлів тертя</a>
Середньотемпературне мастило для важконавантажених вузлів тертя

Номер патенту: 24433
Опубліковано: 17.07.1998
Автори: Чередніченко Петро Георгійович, Букін Віктор Євгенович
МПК: C10M 101/02, C10M 125/02, C10M 117/00, C10M 137/00, C10M 159/24
Мітки: тертя, середньотемпературне, важконавантажених, мастило, вузлів
Текст:
...верхня температурна межа працездатності мастила підвищується до 150-180°С, а в поєднанні з наповнювачами - графітом та дисульфідом молібдену - 35 200°С. Ф о с ф о р о р г а н і ч н а присадка являє собою суміш Ізомерів, що одержані шляхом взаємодії діетилфосфіту та арилсульфонілхіноніміну по реакції: II + (Формула 1) Присадку одержують таким чином: до 1,25 моля діетилфосфіту при перемішуванні та температурі 125°С порціями додають 1 моль...
Пристрій для випробування матеріалів на тертя і спрацьовування при змінних температурних режимах мащення
Номер патенту: 46124
Опубліковано: 10.12.2009
Автор: Стадник Володимир Антонович
МПК: G01N 3/56
Мітки: випробування, тертя, матеріалів, спрацьовування, пристрій, змінних, мащення, режимах, температурних
Формула / Реферат:
Пристрій для випробування матеріалів на тертя і спрацьовування при змінних температурних режимах мащення, що містить тримачі зразків, привід їх відносного переміщення, вузол навантаження, ванну для змащування одного із зразків і засоби для нагрівання і охолодження ванни з мастильним матеріалом, який відрізняється тим, що він оснащений двома штуцерами для подачі та виводу охолоджувача і кожухом, жорстко з'єднаним з ванною із утворенням...
Середньотемпературне мастило для важконавантажених вузлів тертя кочення та ковзання
Номер патенту: 44571
Опубліковано: 16.05.2005
Автори: Чередніченко Петро Георгієвич, Букін Віктор Євгенович
МПК: C10M 125/02, C10M 125/04
Мітки: мастило, ковзання, середньотемпературне, кочення, тертя, важконавантажених, вузлів
Формула / Реферат:
1. Середньотемпературне мастило для важконавантажених вузлів тертя кочення та ковзання на основі загущених милами олій, що містить багатофункціональну присадку, яке відрізняється тим, що додатково містить графіт і дисульфід молібдену, а як багатофункціональну присадку містить 1,4-ді(N-арилсульфоніл)-2-(тіобезтіазол)бензол при такому співвідношенні компонентів, мас. %: графіт 4-15 дисульфід ...
Середньотемпературне мастило для важконавантажених вузлів тертя катання та ковзання
Номер патенту: 44571
Опубліковано: 15.02.2002
Автори: Чередніченко Петро Георгієвич, Букін Віктор Євгенович
МПК: C10M 125/02, C10M 125/04
Мітки: мастило, ковзання, середньотемпературне, важконавантажених, тертя, вузлів, катання
Формула / Реферат:
1. Середньотемпературне мастило для важконавантажених вузлів тертя кочення та ковзання на основі загущених милами олій, що містить багатофункціональну присадку, яке відрізняється тим, що додатково містить графіт і дисульфід молібдену, а як багатофункціональну присадку містить 1,4-ді(N-арилсульфоніл)-2-(тіобезтіазол)бензол при такому співвідношенні компонентів, мас. %: графіт 4-15 дисульфід ...
Машина для дослідження процесів тертя і зношування матеріалів без мащення у вакуумі і газових середовищах
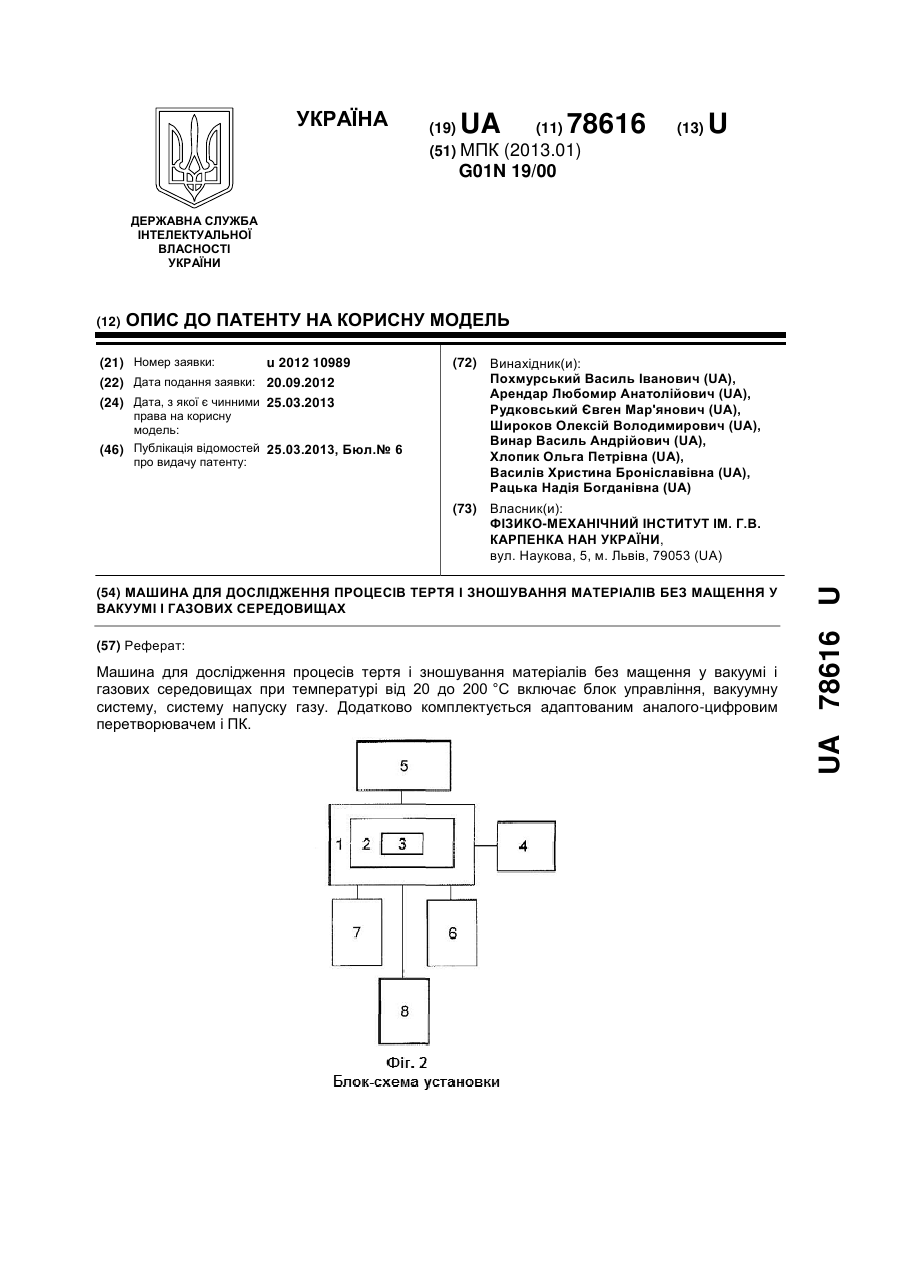
Номер патенту: 78616
Опубліковано: 25.03.2013
Автори: Винар Василь Андрійович, Рудковський Євген Мар'янович, Хлопик Ольга Петрівна, Рацька Надія Богданівна, Широков Олексій Володимирович, Арендар Любомир Анатолійович, Василів Христина Броніславівна, Похмурський Василь Іванович
МПК: G01N 19/00
Мітки: дослідження, матеріалів, середовищах, машина, газових, зношування, мащення, вакуумі, тертя, процесів
Формула / Реферат:
Машина для дослідження процесів тертя і зношування матеріалів без мащення у вакуумі і газових середовищах при температурі від 20 до 200 °C, яка включає блок управління, вакуумну систему, систему напуску газу, яка відрізняється тим, що для підвищення частоти реєстрації сигналів та автоматичної побудови графіків комплектується адаптованим аналого-цифровим перетворювачем і ПК.
Попередній патент: Спосіб корекції негативного впливу ацетату свинцю на тверді тканини зубів у експериментальних тварин
Наступний патент: Склад смузі “фітнес”
Випадковий патент: Спосіб формування омічного контакту до n-si