Спосіб виробництва плоскої полімерної сітки
Номер патенту: 116265
Опубліковано: 10.05.2017
Автори: Свідерський Валентин Анатолійович, Пєтухов Аркадій Дем'янович, Мікульонок Ігор Олегович, Мельник Любов Іванівна, Шнирук Олег Миколайович, Сніжко Софія Сергіївна, Ліснічук Іван Леонідович

Формула / Реферат
Спосіб виробництва плоскої полімерної сітки, що включає екструзію розплаву полімеру, видавлювання його крізь плоскощілинну екструзійну головку, калібрування на гладильному каландрі з одержанням рулонного або листового полімерного матеріалу потрібної товщини, обрізання крайок рулонного або листового полімерного матеріалу, утворення в ньому проколів або переважно круглих отворів з певним кроком у поздовжньому й поперечному напрямках з одержанням перфорованого полімерного матеріалу, орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках, а також подальше намотування одержаної полімерної сітки в рулон, який відрізняється тим, що орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках здійснюють в одну стадію.
Текст
Реферат: Спосіб виробництва плоскої полімерної сітки включає екструзію розплаву полімеру, видавлювання його крізь плоскощілинну екструзійну головку, калібрування на гладильному каландрі з одержанням рулонного або листового полімерного матеріалу потрібної товщини, обрізання крайок рулонного або листового полімерного матеріалу, утворення в ньому проколів або переважно круглих отворів з певним кроком у поздовжньому й поперечному напрямках з одержанням перфорованого полімерного матеріалу, орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках, а також подальше намотування одержаної полімерної сітки в рулон. Орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках здійснюють в одну стадію. UA 116265 U (12) UA 116265 U UA 116265 U 5 10 15 20 25 30 35 40 45 50 55 60 Пропонована корисна модель належить до способів безперервного перероблення термопластичних полімерних матеріалів у вироби, зокрема в плоскі полімерні сітки. Відомий спосіб виробництва плоскої полімерної сітки, що включає віддавальний пристрій для видачі рулонного полімерного матеріалу, утворення в зазначеному матеріалі проколів або переважно круглих отворів з певним кроком у поздовжньому й поперечному напрямках з одержанням перфорованого рулонного полімерного матеріалу, послідовне орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках, а також подальше намотування одержаної полімерної сітки в рулон [заявка Великобританії № 2035191 А, МПК B29D 7/24, опубл. 18.06.1980]. Недоліком цього способу є використання рулонного напівфабрикату, що істотно ускладнює технологію полімерної сітки, оскільки передбачає наявність двох технологічних ліній: для виробництва суцільного рулонного полімерного матеріалу та виробництва із нього безпосередньо сітки. Найбільш близьким до пропонованої корисної моделі є спосіб виробництва плоскої полімерної сітки, що включає екструзію розплаву полімеру, видавлювання його крізь плоскощілинну екструзійну головку, калібрування на гладильному каландрі з одержанням рулонного або листового полімерного матеріалу потрібної товщини, обрізання крайок рулонного або листового полімерного матеріалу, утворення в ньому проколів або переважно круглих отворів з певним кроком у поздовжньому й поперечному напрямках з одержанням перфорованого полімерного матеріалу, послідовне орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках, а також подальше намотування одержаної полімерної сітки в рулон [пат. Росії № 2333101 С1, МПК B29D 28/00, опубл. 10.09.2008]. Зазначене технічне рішення, на відміну від аналога, що розглянуто, забезпечує виготовлення кінцевого виробу - плоскої полімерної сітки - на одній технологічній лінії. Проте роздільне орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках істотно збільшує довжину технологічної лінії, а також негативно впливає на якість одержуваної продукції, оскільки за час поздовжнього орієнтування температура полімерного матеріалу перед надходженням його на поперечне орієнтування дещо знижується, що змінює умови орієнтування макромолекул у взаємно перпендикулярних напрямках і збільшує анізотропію властивостей сітки. В основу корисної моделі поставлено задачу вдосконалити спосіб виробництва плоскої полімерної сітки, у якому нова реалізація стадій поздовжнього й поперечного орієнтування перфорованого полімерного матеріалу скорочує час виробництва полімерної сітки, зменшує довжину технологічної лінії та знижує анізотропію властивостей одержуваної полімерної сітки. Поставлена задача вирішується тим, що в способі виробництва плоскої полімерної сітки, що включає екструзію розплаву полімеру, видавлювання його крізь плоскощілинну екструзійну головку, калібрування на гладильному каландрі з одержанням рулонного або листового полімерного матеріалу потрібної товщини, обрізання крайок рулонного або листового полімерного матеріалу, утворення в ньому проколів або переважно круглих отворів з певним кроком у поздовжньому й поперечному напрямках з одержанням перфорованого полімерного матеріалу, орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках, а також подальше намотування одержаної полімерної сітки в рулон, згідно з пропонованою корисною моделлю, новим є те, що орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках здійснюють в однустадію. Спосіб реалізують таким чином. Гранульований полімерний матеріал, що підлягає переробленню, завантажується в бункер екструдера, звідки надходить в його циліндр і захоплюється одним або двома черв'яками. У циліндрі екструдера під дією механічної енергії черв'яка (черв'яків) і теплової енергії електронагрівників полімер розплавляється та гомогенізується. Після виходу з екструдера розплав проходить крізь фільтр, призначений для затримування механічних домішок і гранул, що розплавилися лише частково, і потрапляє до плоскощілинної головки. Далі розплав крізь філь’єру головки витискується у вигляді рулону (листа) і потрапляє на гладильний каландр, де рулон (лист) калібрується та охолоджується. Після виходу з каландра потрапляє в нагрівальну камеру, де відбувається його нагрівання і термостабілізація по товщині. На виході з нагрівальної камери встановлений перфоратор, за допомогою якого виконуються проколи або отвори в рулонному матеріалі. Крок перфорації підібраний з урахуванням положення затискачів розташованого далі пристрою двовісного орієнтування. Внаслідок розтягання полімерного матеріалу у двох взаємно перпендикулярних напрямках виконані в ньому проколи або отвори збільшуються в розмірах, у результаті чого на виході з пристрою двовісного орієнтування одержують остаточно сформовану плоску полімерну сітку (креслення). 1 UA 116265 U 5 Внаслідок об'єднання стадій поздовжнього й поперечного орієнтування перфорованого полімерного матеріалу скорочується час виробництва полімерної сітки, зменшується довжина технологічної лінії та знижується анізотропія властивостей одержуваної полімерної сітки, оскільки одночасне розтягання рулонного матеріалу у двох взаємно перпендикулярних напрямках здійснюється в одному температурному режимі. Після формування неперервний сітковий матеріал по досягненні потрібної довжини за допомогою пристрою поперечного різання ріжеться на мірні відрізки або утворює рулон відповідного діаметра. Зазначений спосіб дає змогу одержувати сітковий полімерний матеріал високої якості. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб виробництва плоскої полімерної сітки, що включає екструзію розплаву полімеру, видавлювання його крізь плоскощілинну екструзійну головку, калібрування на гладильному каландрі з одержанням рулонного або листового полімерного матеріалу потрібної товщини, обрізання крайок рулонного або листового полімерного матеріалу, утворення в ньому проколів або переважно круглих отворів з певним кроком у поздовжньому й поперечному напрямках з одержанням перфорованого полімерного матеріалу, орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках, а також подальше намотування одержаної полімерної сітки в рулон, який відрізняється тим, що орієнтування перфорованого полімерного матеріалу в поздовжньому та поперечному напрямках здійснюють в одну стадію. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29D 7/00, B29D 28/00
Мітки: спосіб, виробництва, плоскої, сітки, полімерної
Код посилання
<a href="https://ua.patents.su/4-116265-sposib-virobnictva-plosko-polimerno-sitki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва плоскої полімерної сітки</a>
Лінія для виробництва плоскої полімерної сітки
Номер патенту: 116264
Опубліковано: 10.05.2017
Автори: Свідерський Валентин Анатолійович, Пєтухов Аркадій Дем'янович, Шнирук Олег Миколайович, Мельник Любов Іванівна, Мікульонок Ігор Олегович, Ліснічук Іван Леонідович, Сніжко Софія Сергіївна
МПК: B29D 7/00, B29D 28/00
Мітки: сітки, плоскої, лінія, полімерної, виробництва
Формула / Реферат:
Лінія для виробництва плоскої полімерної сітки, що містить послідовно розташовані екструдер з плоскощілинною екструзійною головкою, гладильний каландр, пристрій для обрізання крайок рулонного або листового полімерного матеріалу, перфораційний пристрій, вузол орієнтування перфорованого полімерного матеріалу, а також пристрій для приймання одержаної полімерної сітки, яка відрізняється тим, що вузол орієнтування перфорованого полімерного...
Спосіб виробництва рукавної полімерної плівки
Номер патенту: 60881
Опубліковано: 25.06.2011
Автори: Годованюк Олена Володимирівна, Колосов Олександр Євгенович, Нудченко Людмила Андріївна, Пєтухов Аркадій Дем'янович, Мельник Любов Іванівна, Свідерський Валентин Анатолійович, Пахомова Вікторія Миколаївна, Пєтухов Володимир Аркадійович
МПК: B29D 7/00
Мітки: рукавної, плівки, виробництва, полімерної, спосіб
Формула / Реферат:
Спосіб виробництва рукавної полімерної плівки, що включає роздування з наступним витягуванням екструдованого рукава, його охолодження шляхом подачі основного потоку повітря в зону роздування і подачі додаткового потоку в зону стабілізації розмірів рукава, який відрізняється тим, що подачу додаткового потоку повітря здійснюють зі швидкістю, що перевищує швидкість основного потоку повітря не менше ніж на 10 %.
Спосіб виготовлення майстер-моделі для виробництва плоскої сферичної лінзи френеля (варіанти)
Номер патенту: 90288
Опубліковано: 26.04.2010
Автори: Краснов Володимир Миколайович, Марченко Михайло Леонтійович, Кожохіна Олена Володимирівна, Тронько Володимир Дмитрович, Скрипець Андрій Васильович
МПК: G02B 3/08, B29D 11/00
Мітки: сферичної, спосіб, виробництва, виготовлення, лінзи, плоскої, варіанти, майстер-моделі, френеля
Формула / Реферат:
1. Спосіб виготовлення майстер-моделі для виробництва плоскої сферичної лінзи Френеля, при якому здійснюють початкову механічну обробку заготовки з твердого матеріалу, що не деформується, отримують зворотний заданий профіль лінзи з подальшим нанесенням на формоутворюючу поверхню захисного шару, який відрізняється тим, що спочатку обробляють дві заготовки для отримання однакових зворотних сферичних профілів, кожну заготовку умовно розділяють...
Спосіб виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси
Номер патенту: 76738
Опубліковано: 10.01.2013
Автор: Ткаченко Олег Миколайович
МПК: B21B 1/00
Мітки: стрічки, виготовлення, алюмінієвих, кліпси, алюмінію, спосіб, профільної, сплавів, виробництва, плоскої, безперервної
Формула / Реферат:
Спосіб виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси із звичайного дроту, який відрізняється тим, що у пристрої, який складається з двох констуктивів, спочатку відкидається другий конструктив блока, що містить допоміжний ролик, який центрує круглий алюмінієвий дріт по центру профільного ролика, рихтувальний та притискний ролики, після чого у пристрій заправляється дріт у...
Спосіб виготовлення маскувальної сітки
Номер патенту: 97133
Опубліковано: 25.02.2015
Автор: Подлесовський Дмитро Сергійович
МПК: F41H 3/00
Мітки: виготовлення, спосіб, сітки, маскувальної
Формула / Реферат:
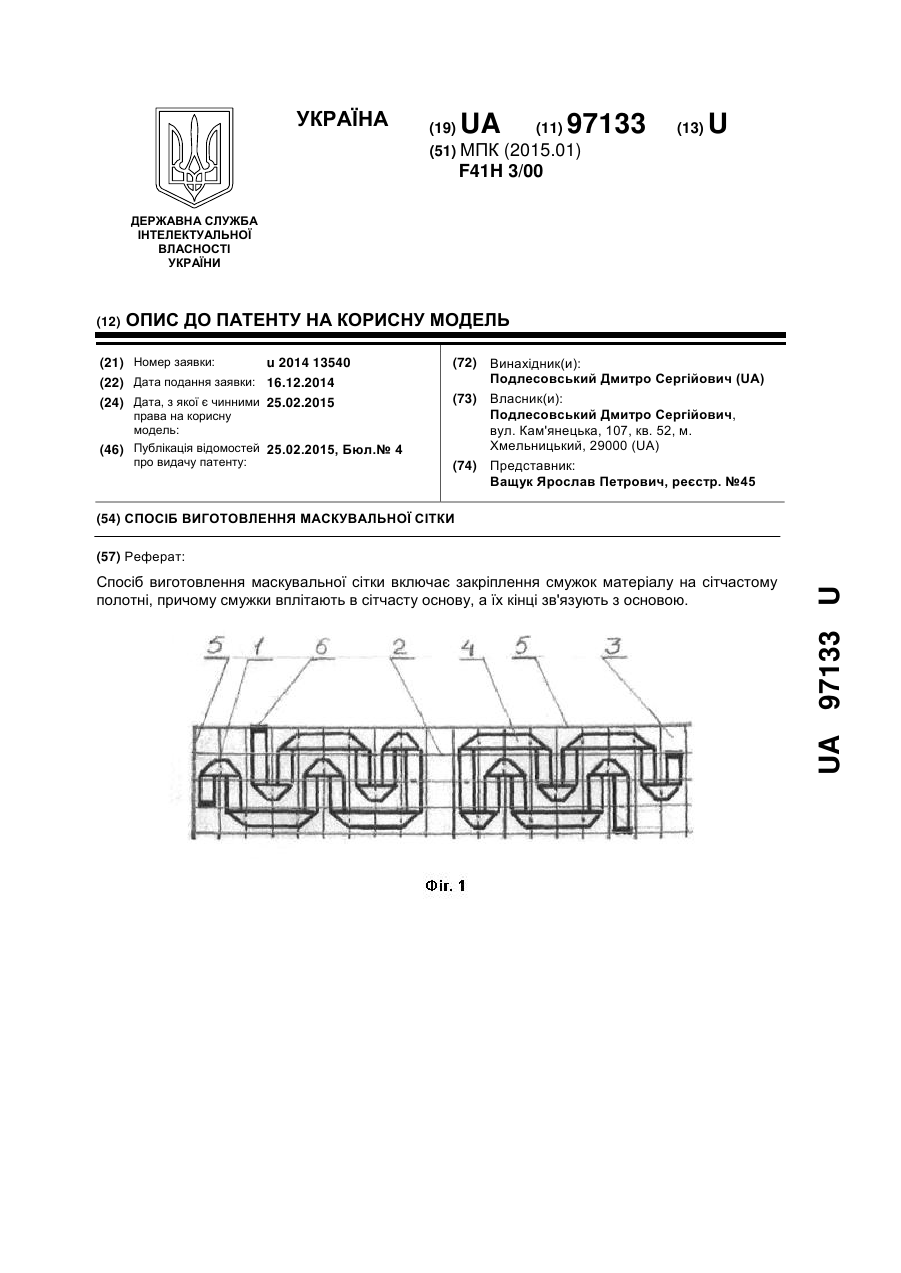
1. Спосіб виготовлення маскувальної сітки, що включає закріплення смужок матеріалу на сітчастому полотні, який відрізняється тим, що смужки вплітають в сітчасту основу, а їх кінці зв'язують з основою.2. Спосіб за п. 1, який відрізняється тим, що смужки вплітають по схемі 1 (фіг. 1), при цьому отримують оптичну щільність заповнення сітки 60 %.3. Спосіб за п. 1, який відрізняється тим, що смужки вплітають по схемі 2 (фіг. 2),...
Попередній патент: Лінія для виробництва плоскої полімерної сітки
Наступний патент: Спосіб виконання анестезії при хірургічному лікуванні варикозної хвороби нижніх кінцівок у вагітних в іі-ііі триместрі
Випадковий патент: Спосіб визначення викидонебезпеки вугільних пластів у зонах геологічних порушень