Спосіб виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси
Формула / Реферат
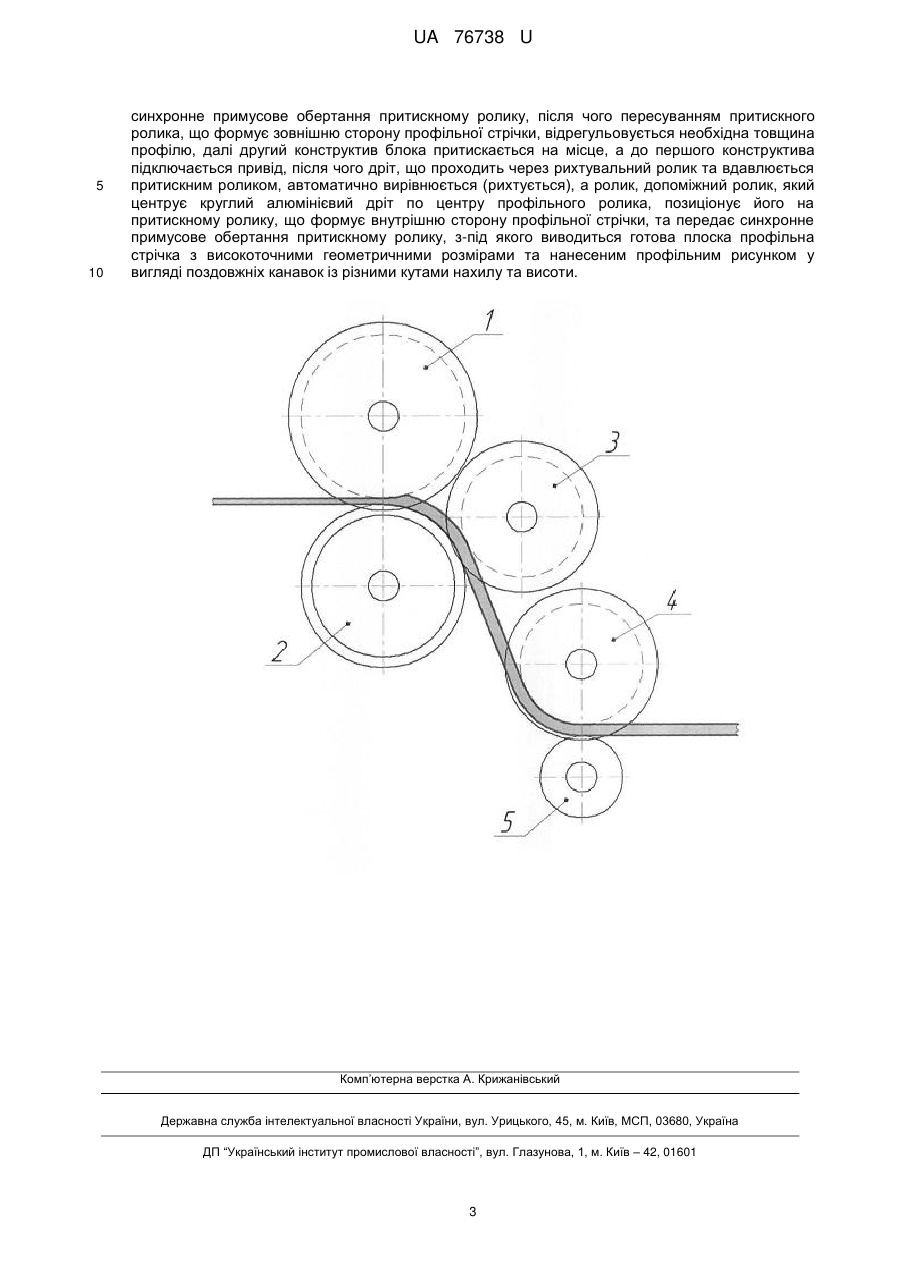
Спосіб виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси із звичайного дроту, який відрізняється тим, що у пристрої, який складається з двох констуктивів, спочатку відкидається другий конструктив блока, що містить допоміжний ролик, який центрує круглий алюмінієвий дріт по центру профільного ролика, рихтувальний та притискний ролики, після чого у пристрій заправляється дріт у перший конструктив блока, що містить притискний ролик, який формує зовнішню сторону профільної стрічки, та притискний ролик, що формує внутрішню сторону профільної стрічки та передає синхронне примусове обертання притискному ролику, після чого пересуванням притискного ролика, що формує зовнішню сторону профільної стрічки, відрегульовується необхідна товщина профілю, далі другий конструктив блока притискається на місце, а до першого конструктива підключається привід, після чого дріт, що проходить через рихтувальний ролик та вдавлюється притискним роликом, автоматично вирівнюється (рихтується), а ролик, допоміжний ролик, який центрує круглий алюмінієвий дріт по центру профільного ролика, позиціонує його на притискному ролику, що формує внутрішню сторону профільної стрічки, та передає синхронне примусове обертання притискному ролику, з-під якого виводиться готова плоска профільна стрічка з високоточними геометричними розмірами та нанесеним профільним рисунком у вигляді поздовжніх канавок із різними кутами нахилу та висоти.
Текст
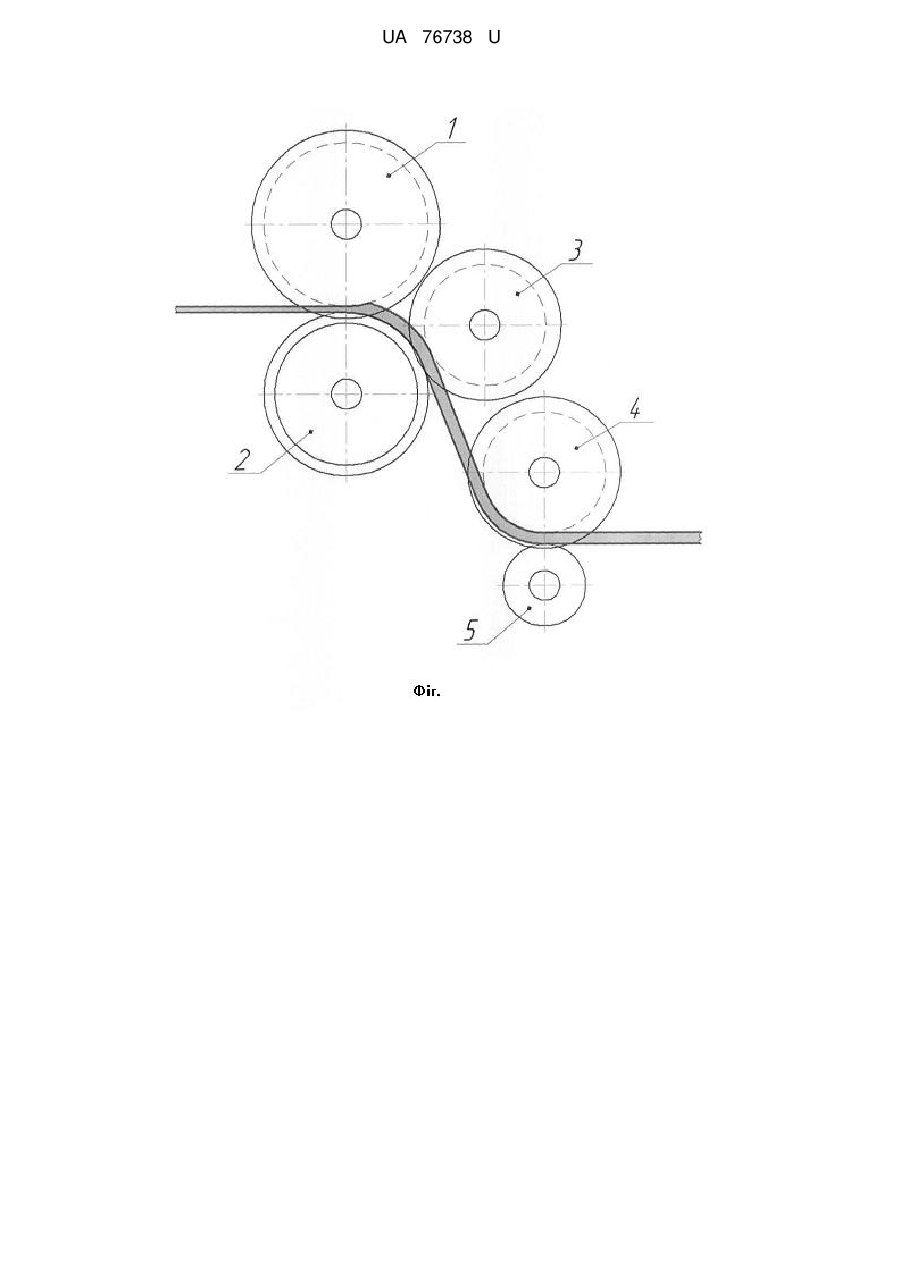
Реферат: UA 76738 U UA 76738 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі прокатного виробництва з металу. Може бути використана для виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси, що використовується у харчовій промисловості як витратний матеріал для пакування переважно ковбасних продуктів. Існує велика кількість способів прокату металу. Відомий аналог "Спосіб автоматичного регулювання ширини гарячекатаних стрічок", що включає замірювання ширини, температури та швидкості прокату, розрахунок прогнозованої температури по клітях, визначення необхідного значення ширини стрічки на виході зі стану, замірювання швидкості робочих валків та обтискання по клітях, замірювання питомого натяжіння по міжклітьових проміжках безперервної групи, кількість змін, відпрацьованих робочими валками чорнової кліті. Завдяки чому визначають прогнозоване значення ширини полоси на виході зі стану та відхил прогнозованої ширини полоси. Що дозволяє підвищити точність регулювання ширини гарячекатаного прокату [див. Авторське свідоцтво СРСР № 1722636 А1, МПК В21В37/00, опубліковане 30.03.1992 в Бюл. № 12]. Недоліком відомого способу є те, що він не забезпечує достовірного передбачення розширення стрічки, оскільки під час його реалізації не враховується залежність між розширенням стрічки та обумовлюючими його величинами впливу. Даний недолік усунуто у відомому способі прокатки металевої стрічки у чорновому прокатному стані та чистовому прокатному стані. Передбачення змін ширини металевої стрічки у чистовому прокатному стані проходить за допомогою самонавчальної на основі адаптації параметрів мережі нейронної мережі, без необхідності прийняття яких-небудь модельних передбачень для залежності між величинами взаємодії та зміною ширини. Застосування нейронної мережі дозволяє включати у передбачення зміни ширини всі ті величини які можуть впливати на зміну ширини [див. Патент Російської Федерації № 2134621 С1, МПК В21В1/22, В21В37/22, G05B13/02, G11C11/54, опублікований 20.08.1999 в Бюл. № 12]. Недоліком даного способу є значна складність способу виробництва та висока технологічність процесу, що як наслідок вимагає значних матеріальних витрат. Як прототип приймається найбільш близький за своєю суттю та ефектом, що досягається, спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів, що включає прокатку круглого алюмінієвого дроту, одержання прямокутної стрічки, формування безперервної кліпсової стрічки. При цьому в установці прокатки здійснюють холодну прокатку без попереднього розтягування дроту, потім послідовно наносять іншою групою валів профільний рисунок. Нанесення здійснюють безперервно в одній установці прокату, після чого формують кліпсову стрічку за допомогою штампа, в якому використовують метод передачі зусилля від пуансона на заготівку алюмінієву або з алюмінієвих сплавів стрічки через вузол бойків [див. Патент України № 24894, МПК В21В1/00, опублікований 25.07.2007 в Бюл. № 11]. Основним суттєвим недоліком відомого способу є складність лінії, що дозволяє здійснювати спосіб відповідно до запропонованої корисної моделі. В основу корисної моделі поставлено задачу розробки якомога простого та економного способу виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси із звичайного дроту, дотримуючись точних технічних характеристик, що дозволяли б використання кліпс у кліпсаторах Polyclip та Alpina або їх аналогах. Рішення поставленої задачі досягається завдяки спрощенню відомих процесів, що застосовуються під час виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси із звичайного дроту з одночасним нанесенням на нього з одного боку профільного рисунку у вигляді поздовжніх канавок із різними кутами нахилу та висоти, який мав би високі точнісні характеристики, що досягається завдяки пристрою, що складається з двох конструктивів. Подальша суть запропонованого рішення пояснюється кресленням, на якому зображено загальний вигляд пристрою, що складається з двох конструктивів, які містять 5 роликів. Перший конструктив складається з двох роликів, 1- притискний ролик, що формує зовнішню сторону профільної стрічки; 2 - притискний ролик, що формує внутрішню сторону профільної стрічки та передає синхронне примусове обертання притискному ролику. Другий конструктив складається з трьох роликів, 3 - допоміжний ролик, який центрує круглий алюмінієвий дріт по центру профільного ролику 2; 4 - рихтувальний ролик; 5 - притискний ролик. Даний спосіб здійснюється наступним чином, спочатку відкидається другий конструктив блока роликів 3, 4, 5, після чого у пристрій заправляється дріт у перший конструктив блока роликів 1, 2. Пересуванням ролика 1 відрегульовується необхідна товщина профілю. Далі другий блок роликів 3, 4, 5 прижимається на місце, а до першого конструктива роликів 1, 2 1 UA 76738 U 5 10 15 20 25 30 35 40 45 50 підключається привід. Після чого дріт, що проходить через ролик 4, вдавлюється роликом 5 та автоматично вирівнюється (рихтується), а ролик 3 чітко позиціонує дріт на ролику 2, що дозволяє отримувати плоский профіль з високоточними геометричними розмірами та нанесеним профільним рисунком у вигляді поздовжніх канавок із різними кутами нахилу та висоти. В залежності від швидкості обертання роликів 1 та 2 змінюється швидкість виготовлення профілю. Завдяки можливості переміщення ролика 1 можна змінювати товщину профілю алюмінієвої стрічки. Завдяки об'єднанню роликів 3, 4, 5 в один конструктив, їх можна відкидувати від роликів 1, 2 для заправки дроту, після чого притискати на місце. Завдяки простій та надійній конструкції приладів, що дозволяють здійснювати спосіб корисної моделі, значно знижується собівартість виготовлення профільної стрічки. Завдяки невеликому розміру конструкції пристрою значно знижуються витрати на приміщення для його утримання та енергетичне забезпечення. Запропоноване технічне рішення перевірене на практиці, складається із звичайних операцій, не містить процесів, яких неможливо було б відтворити на сучасному етапі розвитку науки і техніки, з чого виходить, що воно промислово придатне. У відомих джерелах інформації не виявлено подібних способів виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси із звичайного дроту з вказаними відмінними суттєвими ознаками та перевагами, що є підтвердженням досягнення зазначеного технічного результату. Отже, запропоноване технічне рішення відповідає критерію "новизна", а тому повинно вважатися таким, що може отримати правову охорону. Порівняльний аналіз запропонованої корисної моделі з відомим технічним рішенням, прийнятим за прототип, показав, що принципове спрощення пристрою для виготовлення профільної стрічки з одночасним зменшенням його розміру, дозволяє пропозиції отримати технічну перевагу, зокрема значно знизити витрати на приміщення для його утримання та енергетичне забезпечення, одночасно забезпечивши високоточні технічні характеристики. Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок значного зменшення витрат на виготовлення та обслуговування пристрою, а також витрат на приміщення для його утримання та енергетичне забезпечення. Після опису запропонованого способу виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі модифікації конструктивів роликів у пристрої, зрозуміло, знаходяться в межах об'єму одного зі звичайних і природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Зміна запропонованої послідовності процесів під час виготовлення профільної стрічки або переробка конструктива роликів у пристрої на іншу, природно, обмежує спектр зазначених переваг, а тому не може вважатися новим технічним рішенням в даній області знань, оскільки інше, подібне описаному, вже не вимагає будь-якого творчого підходу від конструкторів та інженерів та не може вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, що підлягають правовій охороні згідно з чинним законодавством. Джерела інформації: 1. Авторське свідоцтво СРСР № 1722636 А1, МПК В21В37/00, опубліковане 30.03.1992 в Бюл.№ 12 2. Патент Російської Федерації № 2134621 С1, МПК В21В1/22, В21В37/22, G05B13/02, G11C11/54, опублікований 20.08.1999 в Бюл. № 12 3. Патент України № 24894, МПК В21В1/00, опублікований 25.07.2007 в Бюл. № 11 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Спосіб виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси із звичайного дроту, який відрізняється тим, що у пристрої, який складається з двох констуктивів, спочатку відкидається другий конструктив блока, що містить допоміжний ролик, який центрує круглий алюмінієвий дріт по центру профільного ролика, рихтувальний та притискний ролики, після чого у пристрій заправляється дріт у перший конструктив блока, що містить притискний ролик, який формує зовнішню сторону профільної стрічки, та притискний ролик, що формує внутрішню сторону профільної стрічки та передає 2 UA 76738 U 5 10 синхронне примусове обертання притискному ролику, після чого пересуванням притискного ролика, що формує зовнішню сторону профільної стрічки, відрегульовується необхідна товщина профілю, далі другий конструктив блока притискається на місце, а до першого конструктива підключається привід, після чого дріт, що проходить через рихтувальний ролик та вдавлюється притискним роликом, автоматично вирівнюється (рихтується), а ролик, допоміжний ролик, який центрує круглий алюмінієвий дріт по центру профільного ролика, позиціонує його на притискному ролику, що формує внутрішню сторону профільної стрічки, та передає синхронне примусове обертання притискному ролику, з-під якого виводиться готова плоска профільна стрічка з високоточними геометричними розмірами та нанесеним профільним рисунком у вигляді поздовжніх канавок із різними кутами нахилу та висоти. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing profile strip of aluminum or aluminum alloys to produce flat continuous clip
Автори англійськоюTkachenko Oleh Mykolaiovych
Назва патенту російськоюСпособ изготовления профильной ленты из алюминия или алюминиевых сплавов для производства плоской, непрерывной клипсы
Автори російськоюТкаченко Олег Николаевич
МПК / Мітки
МПК: B21B 1/00
Мітки: стрічки, безперервної, профільної, виробництва, алюмінію, кліпси, плоскої, виготовлення, сплавів, алюмінієвих, спосіб
Код посилання
<a href="https://ua.patents.su/5-76738-sposib-vigotovlennya-profilno-strichki-z-alyuminiyu-abo-alyuminiehvikh-splaviv-dlya-virobnictva-plosko-bezperervno-klipsi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профільної стрічки з алюмінію або алюмінієвих сплавів для виробництва плоскої, безперервної кліпси</a>
Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів
Номер патенту: 24894
Опубліковано: 25.07.2007
Автор: Луцків Ігор Петрович
МПК: B21B 1/00
Мітки: спосіб, алюмінію, безперервної, сплавів, кліпсової, стрічки, алюмінієвих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів, що включає прокатку круглого алюмінієвого дроту, одержання прямокутної стрічки, формування безперервної кліпсової стрічки, який відрізняється тим, що в установці прокатки здійснюють холодну прокатку без попереднього розтягування дроту алюмінієвого або з алюмінієвих сплавів, потім послідовно наносять іншою групою валів профільний малюнок, при цьому...
Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва п-подібної кліпси
Номер патенту: 76737
Опубліковано: 10.01.2013
Автор: Ткаченко Олег Миколайович
МПК: B21B 1/00
Мітки: кліпси, профільного, спосіб, алюмінію, сплавів, дроту, алюмінієвих, виготовлення, п-подібної, виробництва
Формула / Реферат:
Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва П-подібної кліпси, який відрізняється тим, що круглий дріт заводиться у перший горизонтальний блок роликів попередньої формовки, в якому отримує вертикально орієнтовану еліпсоподібну форму перерізу з розміром дещо більшим, ніж ширина другого основного блока профільних роликів, в якому за допомогою верхнього рухомого ролика, робоча поверхня якого виконана...
Кліпса з алюмінію та алюмінієвих сплавів
Номер патенту: 25278
Опубліковано: 10.08.2007
Автор: Луцків Ігор Петрович
МПК: B65B 51/00, A22C 11/12
Мітки: кліпса, алюмінію, алюмінієвих, сплавів
Формула / Реферат:
1. Кліпса алюмінієва, яка виконана зі стрічкового алюмінієвого дроту, що включає основу (1), дві полиці (2), що мають кінці (3) полиць, яка відрізняється тим, що основа (1) кліпси містить внутрішню робочу сторону (4) та разом з полицями (3) має крок (Т) кліпси, значення якого вибрано в межах від 15,0 ± 0,25 мм до 18,0 ± 0,3 мм, висоту (Н) кліпси, значення якої вибрано в межах від 7,0 ± 0,2 мм до 12,0 ± 0,2 мм, ширину (В)...
Виливниця для виливання чушок з алюмінію або алюмінієвих сплавів
Номер патенту: 46671
Опубліковано: 15.08.2005
Автори: Коломеєць Юрій Семенович, Якушев Сергій Олександрович, Сізоненко Михайло Вікторович
МПК: B22D 15/00, B22D 7/06, B22D 21/00
Мітки: виливниця, виливання, чушок, алюмінієвих, сплавів, алюмінію
Формула / Реферат:
1. Спосіб лікування внутрішньочерепних крововиливів , що включає базову медикаментозну терапію і фізіотерапевтичний вплив, який відрізняється тим, що на хворого неінвазивно, дистанційно, тотально на весь організм впливають потоками електромагнітного випромінювання нетеплової інтенсивності в діапазоні 0,01-18 гГц, з потоком потужності в місці перебування пацієнта менш 2,5 мкВт/см22. Спосіб за п. 1, який відрізняється тим, що...
Спосіб виготовлення напівфабрикатів із алюмінієвих сплавів
Номер патенту: 66588
Опубліковано: 15.09.2005
Автори: Нейков Олег Доміанович, Сірко Олександр Іванович, Васильєва Галина Іллівна, Тохтуєв Валерій Глібович, Крайніков Олександр Васильович, Мільман Юлій Вікторович
МПК: B22F 9/06, B22F 3/115
Мітки: алюмінієвих, сплавів, спосіб, виготовлення, напівфабрикатів
Формула / Реферат:
1. Спосіб виготовлення напівфабрикатів з алюмінієвих сплавів, що включає приготування алюмінієвого розплаву, його перегрів на 150-200°С, диспергування розплаву, дегазацію отриманого диспергованого закристалізованого сплаву з наступною його гарячою деформацією, який відрізняється тим, що розплав диспергують струменями водного розчину інгібіторів із групи слабких електролітів з отриманням диспергованого закристалізованого сплаву у вигляді...
Попередній патент: Спосіб виготовлення профільного дроту з алюмінію або алюмінієвих сплавів для виробництва п-подібної кліпси
Наступний патент: Плоска безперервна кліпса з алюмінію або алюмінієвих сплавів
Випадковий патент: Гальмова система транспортного засобу