Спосіб формування маслоутримувального макропрофілю
Номер патенту: 118570
Опубліковано: 10.08.2017
Автори: Вичавка Анатолій Анатолійович, Диха Олександр Володимирович, Вельбой Володимир Пилипович

Формула / Реферат
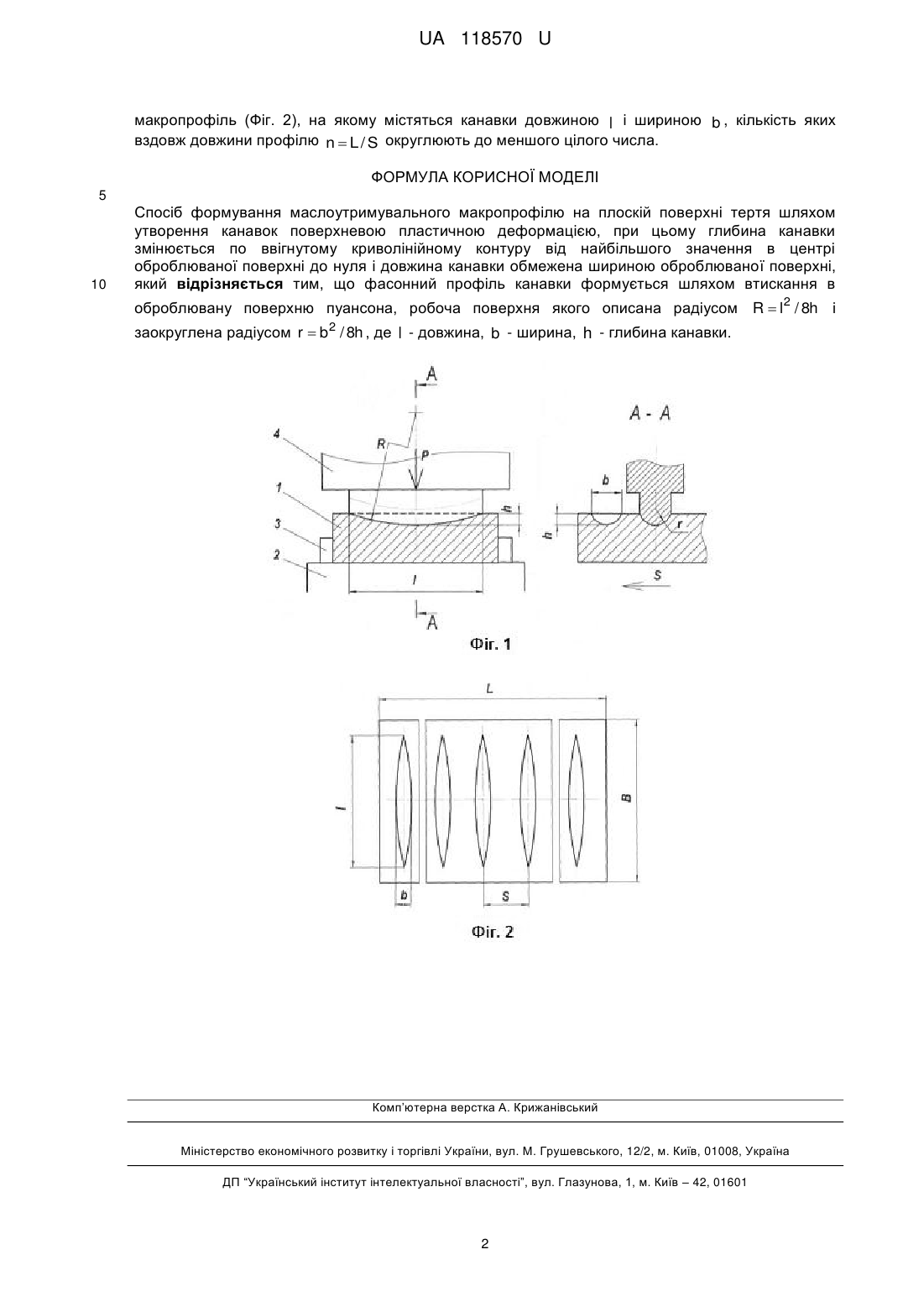
Спосіб формування маслоутримувального макропрофілю на плоскій поверхні тертя шляхом утворення канавок поверхневою пластичною деформацією, при цьому глибина канавки змінюється по ввігнутому криволінійному контуру від найбільшого значення в центрі оброблюваної поверхні до нуля і довжина канавки обмежена шириною оброблюваної поверхні, який відрізняється тим, що фасонний профіль канавки формується шляхом втискання в оброблювану поверхню пуансона, робоча поверхня якого описана радіусом ![]() і заокруглена радіусом
і заокруглена радіусом ![]() , де
, де ![]() - довжина,
- довжина, ![]() - ширина,
- ширина, ![]() - глибина канавки.
- глибина канавки.
Текст
Реферат: Спосіб формування маслоутримувального макропрофілю на плоскій поверхні тертя шляхом утворення канавок поверхневою пластичною деформацією, при цьому глибина канавки змінюється по ввігнутому криволінійному контуру від найбільшого значення в центрі оброблюваної поверхні до нуля і довжина канавки обмежена шириною оброблюваної поверхні. Фасонний профіль канавки формується шляхом втискання в оброблювану поверхню пуансона. UA 118570 U (54) СПОСІБ ФОРМУВАННЯ МАСЛОУТРИМУВАЛЬНОГО МАКРОПРОФІЛЮ UA 118570 U UA 118570 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме формування маслоутримувальних канавок на поверхні ковзання напрямних пристроїв зворотнопоступального руху металорізальних верстатів, кривошипних і гідравлічних пресів та іншого технологічного обладнання. Відомі [Станочные приспособления: Справочник. Том 1/ Под ред. Б.Н. Вардашкина, А.А. Шатилова -М.: Машиностроение, 1984, 592 с.] напрямні пристрої з плоскою поверхнею ковзання, яка в процесі зворотно-поступального руху спареної деталі піддається мащенню. Щоб поліпшити умови мащення і підвищити зносостійкість напрямної на поверхні ковзання перпендикулярно напряму руху спарених деталей формують прямі маслоутримувальні канавки глибиною 0,5…0,7 мм і шириною 1…1,5 мм з виходом формуючого інструменту за кромки поверхні ковзання. Недолік наскрізних канавок однакової глибини полягає в тому, що за умови центрального навантаження при віддаленні від центра напрямної мастильний клин руйнується і відбувається витікання мастила через відкриті торці канавки за межі зони тертя. За рахунок цього ефективність мащення контактних поверхонь тертя значно погіршується. Відомий пристрій для формування регулярного профілю поверхневою пластичною деформацією [Пат. 81025 Україна. Пристрій для обробки плоских поверхонь/ Кривий П.Д., Кашуба Н.П., Сеник А.А., Кривінський П.П. Опубл. 25.06.2013 Бюл. № 12]. Пристрій призначений для утворення зигзагоподібного профілю канавок сталої глибини, має складну будову з використанням гідроприводу і унеможливлює формування канавки, глибина якої змінюється з урахуванням оптимальних умов мащення. Найближчим аналогом корисної моделі за сукупністю ознак є відомий спосіб [Пат. 110847 Україна. Пристрій для формування маслоутримувальної канавки змінної глибини. Опубл. 25.10.2016 Бюл. № 20] формування маслоутримувальної канавки змінної глибини пластичною деформацією оброблюваної поверхні за допомогою індентора у вигляді кульки, що обертається по круговій траєкторії радіусом R , який визначає довжину l і максимальну глибину h канавки. Для формування канавки заданих параметрів l і h потрібний радіус R обертання індентора тим більший, чим більша ширина і менша ширина канавки. Так, наприклад, для формування канавки радіусом обертання індентора R 100 мм і максимальною глибиною h 0,5 мм довжина канавки l 2 2Rh мм, а для формування канавки довжиною l 40 мм такої ж глибини потрібний радіус обертання індентора R 400 мм [.Кузьменко А.Г., Дыха О.В. Контакт, трени и износ смазанных поверхностей: Монография/ А.Г. Кузьменко, О.В. Дыха. - Хмельницкий: ХНУ, 2007. - 344 с]. Формування канавок змінної глибини шляхом обертового руху індентора радіусом більше 100 мм вимагає складного пристрою і практично не можливо здійснити на універсальному металооброблюваному обладнанні. В основу даної корисної моделі поставлена задача спрощення механізму і розширення технологічних можливостей формування фасонного маслоутримувального профілю гідродинамічного мащення канавками змінних геометричних параметрів. Поставлена задача вирішується тим, що спосіб формування маслоутримувального макропрофілю на плоскій поверхні тертя шляхом утворення канавок поверхневою пластичною деформацією, при цьому глибина канавки змінюється по ввігнутому криволінійному контуру від найбільшого значення в центрі оброблюваної поверхні до нуля і довжина канавки обмежена шириною оброблюваної поверхні, згідно з корисною моделлю, фасонний профіль канавки формується шляхом втискання в оброблювану поверхню пуансона, робоча поверхня якого описана радіусом R l 2 / 8h і заокруглена радіусом r b 2 / 8h , де l - довжина, b - ширина, h глибина канавки. Фіг. 1 - формування маслоутримувальної канавки змінних розмірів де 1 - напрямна, 2 опорна плита, 3 - фіксуючи планки, 4 - пуансон. Фіг. 2 - фасонний маслоутримувальний профіль. Формування канавки маслоутримувального макропрофілю на плоскій поверхні напрямної відбувається за рахунок поверхневої пластичної деформації в холодному станіі здійснюється за допомогою штампа на механічному або гідравлічному пресі не показано). Напрямна 1 (Фіг. 1) ставиться на опорну плиту 2 між фіксуючими планками 3, здійснюється робочий хід повзуна преса і пуансон 4 силою P втискається в поверхню напрямної 1. За умови що робоча поверхня пуансона 4 заокруглена радіусом r b 2 / 8h і описана радіусом R l 2 / 8h на поверхні напрямної 1 формується канавка довжиною l , шириною b і глибиною h . Перед наступним робочим ходом повзуна преса напрямна 1 просовується між фіксуючими планками 3 на крок подачі S b (3...5) мм і формується наступна канавка. Таким чином на робочій поверхні напрямної розмірами L B отримують фасонний маслоутрмувальний 1 UA 118570 U макропрофіль (Фіг. 2), на якому містяться канавки довжиною l і шириною b , кількість яких вздовж довжини профілю n L / S округлюють до меншого цілого числа. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб формування маслоутримувального макропрофілю на плоскій поверхні тертя шляхом утворення канавок поверхневою пластичною деформацією, при цьому глибина канавки змінюється по ввігнутому криволінійному контуру від найбільшого значення в центрі оброблюваної поверхні до нуля і довжина канавки обмежена шириною оброблюваної поверхні, який відрізняється тим, що фасонний профіль канавки формується шляхом втискання в оброблювану поверхню пуансона, робоча поверхня якого описана радіусом R l 2 / 8h і заокруглена радіусом r b 2 / 8h , де l - довжина, b - ширина, h - глибина канавки. Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 39/04
Мітки: макропрофілю, формування, спосіб, маслоутримувального
Код посилання
<a href="https://ua.patents.su/4-118570-sposib-formuvannya-masloutrimuvalnogo-makroprofilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування маслоутримувального макропрофілю</a>
Спосіб утворення маслоутримувального профілю з незмінними умовами змащування для циліндричних опор ковзання
Номер патенту: 25849
Опубліковано: 27.08.2007
Автори: Диха Олександр Володимирович, Диха Максим Олександрович
МПК: G01N 3/56
Мітки: спосіб, циліндричних, ковзання, маслоутримувального, опор, змащування, умовами, профілю, утворення, незмінними
Формула / Реферат:
Спосіб утворення маслоутримувального профілю з незмінними умовами змащування для циліндричних опор ковзання, який відрізняється тим, що маслоутримувальні канавки спрямовані під кутом по гвинтовій лінії і незмінність площі мастильних канавок в області контакту вала і втулки забезпечується виконанням умови:,де
Пристрій для формування маслоутримувальної канавки змінної глибини
Номер патенту: 110847
Опубліковано: 25.10.2016
Автори: Вельбой Володимир Пилипович, Синюк Валерій Валерійович, Диха Олександр Володимирович, Диха Максим Олександрович
МПК: B24B 39/04
Мітки: глибини, канавки, маслоутримувальної, пристрій, змінної, формування
Формула / Реферат:
Пристрій для формування маслоутримувальної канавки змінної глибини поверхневою пластичною деформацією шляхом ковзання деформуючого індентора у формі кульки, закріпленого до штоку пристрою, корпус якого розміщений у шпинделі вертикально-фрезерного верстату, який відрізняється тим, що деформуючий індентор розміщений перпендикулярно осі обертання корпусу пристрою, а шток індентора вставлений у втулку з можливістю зміни відстані індентора до осі...
Щліфувальний круг і спосіб формування і підтримки його подовжнього профілю
Номер патенту: 37898
Опубліковано: 15.05.2001
Автори: Хорват Матяш, Грабченко Анатолій Іванович, Уварова Юлія Леонідівна, Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович, Лієрат Фрідхєльм
МПК: B24D 17/00, B24B 1/00
Мітки: спосіб, подовжнього, підтримки, щліфувальний, профілю, круг, формування
Формула / Реферат:
1. Шліфувальний круг, що містить виступи і канавки різної конфігурації, які чергуються, що відрізняються тим, що глибина канавок складає 0,2...1 від максимального розміру зерна круга.2. Спосіб формування і підтримки продовжнього профілю шліфувального круга, що включає виготовлення канавок шляхом руйнації елементів круга в місцях їхнього розташування, що відрізняється тим, що канавки виготовляють на обертовому крузі, а частота...
Спосіб формування гвинтових канавок на трубчастих тонкостінних заготовках гідростатичним тиском
Номер патенту: 52537
Опубліковано: 25.08.2010
Автори: Калюжний Володимир Леонідович, Маковей Валерій Олексійович, Проценко Павло Юрійович
МПК: B21D 15/00, B21D 17/00
Мітки: гвинтових, канавок, спосіб, тиском, заготовках, гідростатичним, тонкостінних, трубчастих, формування
Формула / Реферат:
Спосіб формування гвинтових канавок на трубчастих заготовках гідростатичним тиском, що включає встановлення заготовки в матрицю, яка має канавку, подачу робочої рідини під тиском всередину трубчастої заготовки, який відрізняється тим, що формування гвинтових канавок виконують зовнішнім високим тиском рідини з одночасною подачею рідини меншого тиску всередину трубчастої заготовки, який визначається за формулою
Спосіб формування зносостійкої поверхні металевих виробів
Номер патенту: 19146
Опубліковано: 15.12.2006
Автори: Клімова Олена Петрівна, Гончаров Віктор Григорович
МПК: B23H 9/00
Мітки: спосіб, формування, металевих, поверхні, виробів, зносостійкої
Формула / Реферат:
1. Спосіб формування зносостійкої поверхні металевих виробів, заснований на дискретній електроіскровій обробці зовнішньої поверхні виробу шляхом нанесення на неї покриття у вигляді розташованих на відстані між собою пагорбків або валиків з легуючих матеріалів, розташованих на визначеній глибині в матриці виробу зутворенням зміцнених зон, і наступній механічній обробці виробу шліфуванням, який відрізняється тим, що визначають висоту...
Попередній патент: Спосіб контролю технічного стану системи керування робочого об’єму аксіально-поршневого гідронасоса гідростатичного приводу
Наступний патент: Всюдихідний транспортний засіб на повітряній подушці
Випадковий патент: Ємнісний вимірювальний перетворювач з замкненою структурою та часовим представленням інформації