Щліфувальний круг і спосіб формування і підтримки його подовжнього профілю
Номер патенту: 37898
Опубліковано: 15.05.2001
Автори: Лієрат Фрідхєльм, Хорват Матяш, Гаращенко Ярослав Миколайович, Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович, Уварова Юлія Леонідівна
Формула / Реферат
1. Шліфувальний круг, що містить виступи і канавки різної конфігурації, які чергуються, що відрізняються тим, що глибина канавок складає 0,2...1 від максимального розміру зерна круга.
2. Спосіб формування і підтримки продовжнього профілю шліфувального круга, що включає виготовлення канавок шляхом руйнації елементів круга в місцях їхнього розташування, що відрізняється тим, що канавки виготовляють на обертовому крузі, а частота прикладання до круга руйнуючих впливів зв'язана із кутовою швидкістю обертання круга відношенням:
![]()
де F - частота імпульсів або інших руйнуючих круг впливів;
ω - кутова швидкість обертання круга;
К - ціле число.
Текст
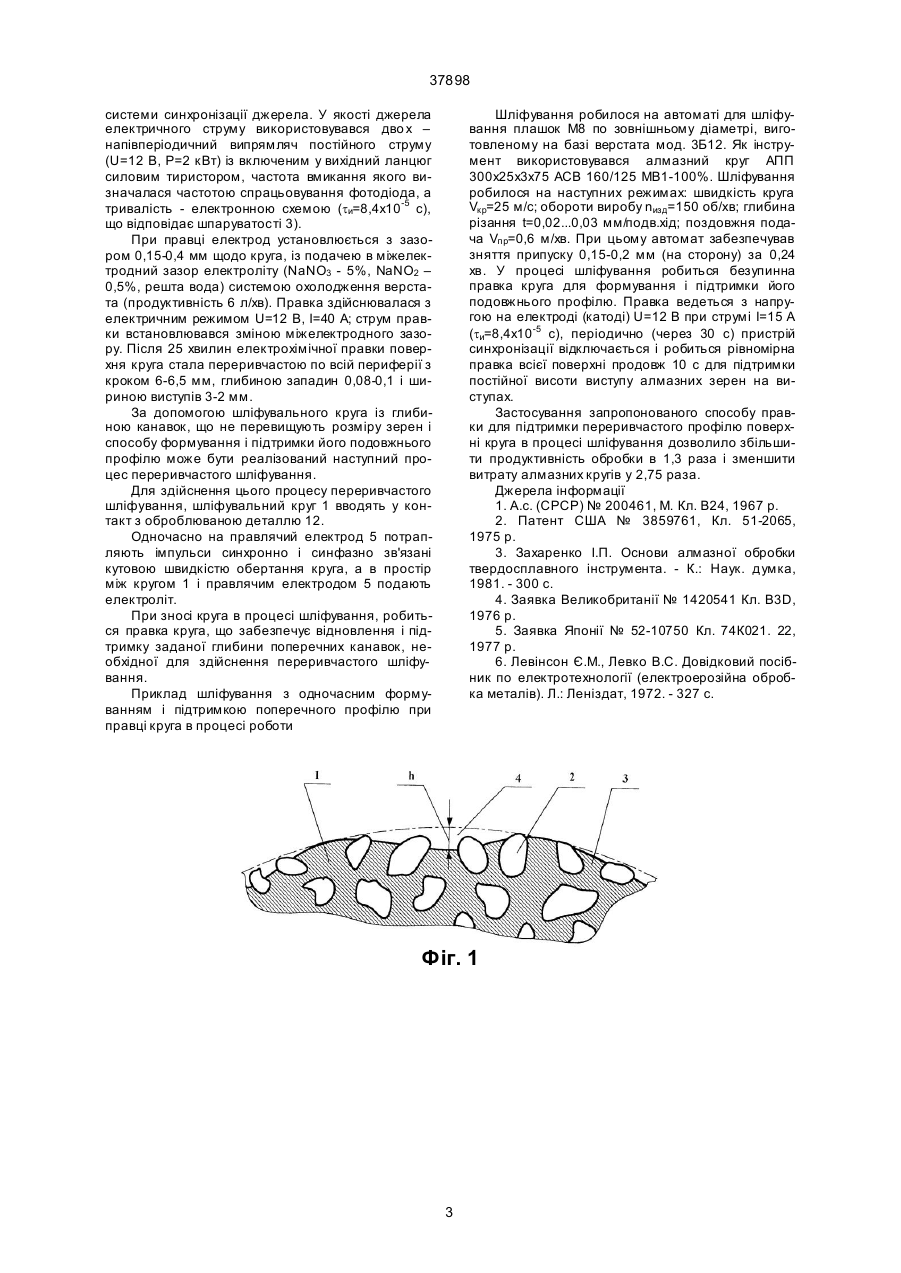
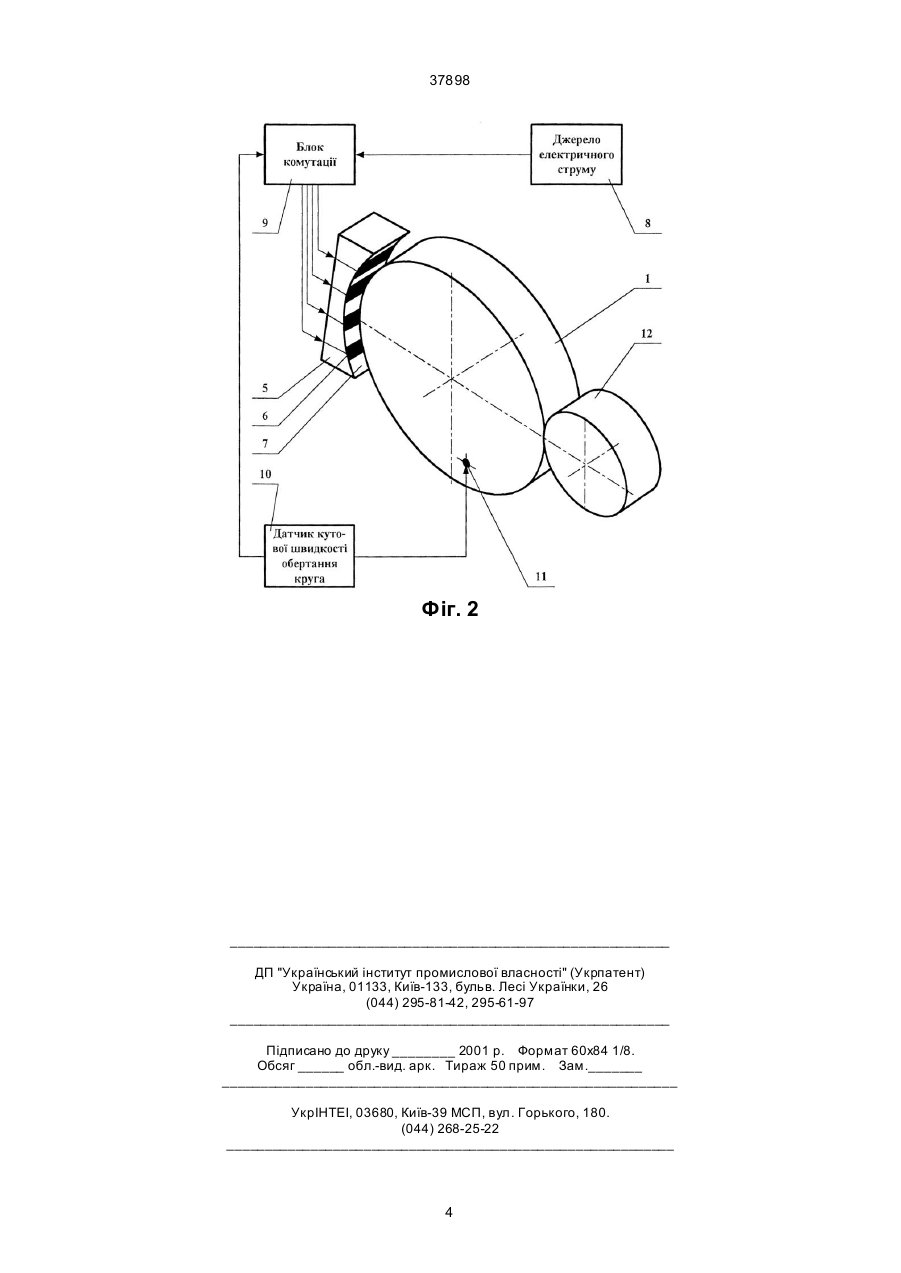
1. Шліфувальний круг, що містить виступи і канавки різної конфігурації, які чергуються, що відрізняються тим, що глибина канавок складає 0,2-1 від максимального розміру зерна круга. 37898 Збільшення числа виступів круга і зменшення їхнього кроку забезпечує зменшення термоциклічних коливань у процесі переривчастого шліфування. Запропонований спосіб дозволить також підвищити ефективність процесу шліфування за рахунок збільшення робочої поверхні круга. Перевагою, що забезпечується запропонованим винаходом, є також виключення резонансних явищ, що виникають при відомих процесах переривчастого шліфування. При великій кількості виступів круга, використовуваного в запропонованому способі частота сили, що збурює, на порядок вище власної частоти коливань елементів системи СПІД, що виключає небезпеку виникнення резонансних коливань. Внаслідок цього підвищиться точність оброблюваної поверхні. На фіг. 1 показана ділянка поверхні шліфувального круга. Алмазний шар круга 1 включає алмазні зерна 2 і зв'язку 3. На робочій поверхні круга виконані поперечні, щодо напрямку швидкості круга канавки 4, глибиною (h) 0,2-1 від максимального розміру зерна. Канавки, глибина яких знаходиться в межах 0,2-1 розміру зерна, можуть бути виго товлені в процесі правки круга, що забезпечує запропонований спосіб формування і підтримки його подовжнього профілю. Відомі способи виготовлення кругів для переривчастого шлі фування, що включають кріплення до несучого корпуса ріжучих се гментів [4]. Найближчим технічним рішенням способу за винаходом є спосіб виготовлення алмазних кругів, описаний у [5]. У цьому способі поперечні канавки в крузі для переривчастого шліфування виготовляють шляхом руйнації проміжків між виступами при пресуванні круга за допомогою виступів на верхній половині прес-форми. Недоліком такого способу є те, що він може бути використаний тільки в процесі виготовлення круга і негожий для підтримки поперечного профілю круга в процесі шліфування. В основу винаходу поставлена задача - формування і підтримка поперечного профілю круга в процесі шліфування. Поставлена задача вирішується тим, що спосіб формування і підтримки поперечного профілю шліфувального круга, що включає виготовлення канавок шляхом руйнації елементів круга в місцях їхнього розташування, що відрізняється тим, що канавки виготовляють на обертовому крузі, а частота прикладання до круга руйнуючи х впливів зв'язана із кутовою швидкістю обертання круга відношенням: ω f= ×K 2× π де f - частота імпульсів або інших руйнуючих круг впливів; w - кутова швидкість обертання круга; К ціле число. Застосування запропонованого способу шліфування забезпечує одержання значного технікоекономічного ефекту. Створюються умови для значного розширення галузі застосування процесу переривчастого шліфування, тому що при застосуванні запропонованого способу можливо використання звичайних шліфувальних кругів, а формування необхідного для переривчастого шліфування подовжнього профілю круга робиться одночасно зі шліфуванням у процесі правки круга. На фіг. 2 наведена схема пристрою. У шліфувального круга 1 установлений правлячий електрод 5, що містить поперечні щодо напрямку швидкості обертання круга струмопровідні 6 і неструмопровідні 7 смуги. Відстань між струмопровідними смугами дорівнює кроку поперечних канавок 4 на шліфувальному крузі. Смуги можуть бути перпендикулярними або похилими, щодо напрямку швидкості обертання круга можуть мати прямолінійну форму або форму ламаної або кривої другого порядку. Джерело електричного струму 8 підключене до одного з входів комутаційного пристрою 9, виконаного за схемою елемента "І". До другого входу комутаційного пристрою 9 підключений датчик 10 кутової швидкості обертання шліфувального круга, виконаний, наприклад, у виді фотодіода, що реєструє проходження мітки 11 на шліфувальному крузі 1. Шліфувальний круг 1 контактує з оброблюваною деталлю 12. При обертанні шліфувального круга 1, датчик 10 кутової швидкості виробляє сигнал із частотою рівною або кратною швидкості обертання круга. Цей сигнал, потрапляючи на комутаційний пристрій 9, відчиняє його і подає імпульс від джерела електричного струму 8 на струмопровідні смуги 6 правлячого електрода 5. У простір між правлячим електродом 5 і шліфувальним кругом 1 подають електроліт. Синхронний і синфазний зв'язок між кутом повороту круга і подачею імпульсів на правлячий електрод забезпечує подачу імпульсів на ті самі ділянки робочої поверхні круга, що дозволяє формувати на крузі поперечні канавки і підтримувати подовжній профіль круга в процесі правки. Цей спосіб може бути реалізований за допомогою пристрою, щодо якого найближчим відомим рішенням є генератор імпульсів електричної енергії, описаний у [6, с. 38]. Цей пристрій містить джерело електричного струму, зв'язане через струмообмежувальний ланцюг і накопичувач із комутаційним пристроєм, вихід якого з'єднаний із правлячим електродом. Такий пристрій забезпечує подачу руйнуючи х оброблюваний матеріал імпульсів на нерухому деталь, однак, він не може забезпечити здійснення запропонованого способу виготовлення поперечних канавок на обертовому шліфувальному крузі. Приклад можливості реалізації способу формування круга Виготовлення переривчастої поверхні на крузі АПП 300х25х3 х75 АСВ 160/125 МВ1-100% робилося на верстаті мод. 3Б12 модернізованому для здійснення даного способу. Модернізація верстата полягала в електричній ізоляції алмазного шліфувального круга від шпинделя верстата й оснащенні круга струмопровідним пристроєм (графітовими щітками); на шліфувальній бабці був встановлений катодний пристрій, що представляє собою електрод із циліндричною робочою поверхнею, яка має струмопровідні і неструмопровідні ділянки (поперечні канавки с кроком 6,28 мм і шириною 4 мм заповнені епоксидною смолою); на шпинделі верстата був установлений диск синхронізатора, що має 150 отворів керуючих роботою фотодіода 2 37898 системи синхронізації джерела. У якості джерела електричного струму використовувався дво х – напівперіодичний випрямляч постійного струму (U=12 В, Р=2 кВт) із включеним у вихідний ланцюг силовим тиристором, частота вмикання якого визначалася частотою спрацьовування фотодіода, а тривалість - електронною схемою (tи=8,4х10-5 с), що відповідає шпаруватості 3). При правці електрод установлюється з зазором 0,15-0,4 мм щодо круга, із подачею в міжелектродний зазор електроліту (NaNО3 - 5%, NaNO2 – 0,5%, решта вода) системою охолодження верстата (продуктивність 6 л/хв). Правка здійснювалася з електричним режимом U=12 В, І=40 А; струм правки встановлювався зміною міжелектродного зазору. Після 25 хвилин електрохімічної правки поверхня круга стала переривчастою по всій периферії з кроком 6-6,5 мм, глибиною западин 0,08-0,1 і шириною виступів 3-2 мм. За допомогою шліфувального круга із глибиною канавок, що не перевищують розміру зерен і способу формування і підтримки його подовжнього профілю може бути реалізований наступний процес переривчастого шліфування. Для здійснення цього процесу переривчастого шліфування, шліфувальний круг 1 вводять у контакт з оброблюваною деталлю 12. Одночасно на правлячий електрод 5 потрапляють імпульси синхронно і синфазно зв'язані кутовою швидкістю обертання круга, а в простір між кругом 1 і правлячим електродом 5 подають електроліт. При зносі круга в процесі шліфування, робиться правка круга, що забезпечує відновлення і підтримку заданої глибини поперечних канавок, необхідної для здійснення переривчастого шліфування. Приклад шліфування з одночасним формуванням і підтримкою поперечного профілю при правці круга в процесі роботи Шліфування робилося на автоматі для шліфування плашок М8 по зовнішньому діаметрі, виготовленому на базі верстата мод. 3Б12. Як інструмент використовувався алмазний круг АПП 300х25х3х75 АСВ 160/125 МВ1-100%. Шліфування робилося на наступних режимах: швидкість круга Vкр=25 м/с; обороти виробу nизд=150 об/хв; глибина різання t=0,02...0,03 мм/подв.хід; поздовжня подача Vпр=0,6 м/хв. При цьому автомат забезпечував зняття припуску 0,15-0,2 мм (на сторону) за 0,24 хв. У процесі шліфування робиться безупинна правка круга для формування і підтримки його подовжнього профілю. Правка ведеться з напругою на електроді (катоді) U=12 B при струмі І=15 А (tи=8,4х10-5 с), періодично (через 30 с) пристрій синхронізації відключається і робиться рівномірна правка всієї поверхні продовж 10 с для підтримки постійної висоти виступу алмазних зерен на виступах. Застосування запропонованого способу правки для підтримки переривчастого профілю поверхні круга в процесі шліфування дозволило збільшити продуктивність обробки в 1,3 раза і зменшити витрату алмазних кругів у 2,75 раза. Джерела інформації 1. А.с. (СРСР) № 200461, М. Кл. В24, 1967 p. 2. Патент США № 3859761, Кл. 51-2065, 1975 p. 3. Захаренко І.П. Основи алмазної обробки твердосплавного інструмента. - К.: Наук. думка, 1981. - 300 с. 4. Заявка Великобританії № 1420541 Кл. В3D, 1976 р. 5. Заявка Японії № 52-10750 Кл. 74К021. 22, 1977 p. 6. Левінсон Є.М., Левко В.С. Довідковий посібник по електротехнології (електроерозійна обробка металів). Л.: Леніздат, 1972. - 327 с. Фіг. 1 3 37898 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinding wheel and method of production and maintaining its longitudinal profile
Автори англійськоюHrabchenko Anatolii Ivanovych, Khorvat Matiash, Dobroskok Volodymyr Leninmyrovych, Liierat Friedhielm, Uvarova Yulia Leonidivna, Haraschenko Yaroslav Mykolaiovych
Назва патенту російськоюШлифовальный круг и способ формирования и поддержания его продольного профиля
Автори російськоюГрабченко Анатолий Иванович, Хорват Матяш, Доброскок Владимир Ленинмирович, Лиерат Фридхельм, Уварова Юлия Леонидовна, Гаращенко Ярослав Николаевич
МПК / Мітки
МПК: B24D 17/00, B24B 1/00
Мітки: формування, подовжнього, круг, підтримки, профілю, спосіб, щліфувальний
Код посилання
<a href="https://ua.patents.su/4-37898-shhlifuvalnijj-krug-i-sposib-formuvannya-i-pidtrimki-jjogo-podovzhnogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Щліфувальний круг і спосіб формування і підтримки його подовжнього профілю</a>
Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Автори: Черняк Михайло Вадимович, Черняк Вадим Павлович
МПК: B28B 21/02, B28B 1/00, B28B 5/00, B32B 13/00
Мітки: профільно-площинного, інших, черепиці, виготовлення, роздільного, пристрій, різного, спосіб, формування, товщиною, здійснення, виробів, профілю, методом, вібрування
Формула / Реферат:
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті...
Полірувальний круг

Номер патенту: 1478
Опубліковано: 25.07.1994
Автори: Каденацій Леонід Антонович, Бондаренко Віктор Карпович
МПК: B24D 13/00
Мітки: полірувальний, круг
Формула / Реферат:
Полировальный круг, состоящий из слоев, образованных V-образными лепестками на периферии, и элементов крепления слоев между собой, отличающийся тем, что каждый слой круга состоит из плоских лепестков, расположенных по кругу с угловым перекрытием друг друга, причем в смежных слоях перекрытия выполнены в зеркальном отображении.
Абразивний круг
Номер патенту: 20876
Опубліковано: 07.10.1997
Автори: Кобичев Олександр Сергійович, Кияниця Євген Володимирович, Пащенко Євген Олександрович, Покладій Георгій Григорович
МПК: B24D 5/00
Мітки: абразивний, круг
Формула / Реферат:
1. Абразивный круг для торцевой обработки, преимущественно для заточки свеклорежущих ножей, содержащий абразивосодержащую рабочую часть, отличающийся тем, что он снабжен корпусом, к которому прикреплен с возможностью съема несущий диск, а абразивосодержащая рабочая часть жестко скреплена с упомянутым диском.2. Абразивный круг по п.1, оτличающийся тем, что на обращенных друг к другу торцах абразивосодержащей рабочей части и...
Меридіанний круг з системою автоматизованого управління та обробки даних
Номер патенту: 35905
Опубліковано: 16.04.2001
Автори: Шульга Олександр Васильович, Пінігін Геннадій Іванович
МПК: G01B 11/26, G06F 9/00, G01B 9/06
Мітки: даних, системою, обробки, управління, автоматизованого, меридіанний, круг
Формула / Реферат:
1. Меридіанний круг, що містить горизонтально встановлену з можливістю обертання навколо своєї поздовжної осі зорову трубу з об'єктивом на одному кінці та окулярним мікрометром - на другому, довгофокусний коліматор з об'єктивом на одному кінці та мікрометром, що має світлову марку, - на другому, розділений круг, засоби відліку показань розділеного круга та штучний горизонт, розміщений у надирі, який відрізняється тим, що зорова труба та...
Шліфувальний інструмент

Номер патенту: 33339
Опубліковано: 15.02.2001
Автор: Шепелєв Анатолій Олександрович
МПК: B24D 7/00
Мітки: інструмент, шліфувальний
Текст:
...а саме: при шліфуванні з продольною подачею від периферії Інструменту до його центру зйом основної частини припуска виконує ЗОВНІШНІЙ круг, а чистове шліфування - внутрішній круг; при направленні продольної подачі від центра Інструмента до Його нереферП основний зйом припуска здійснює додатковий круг. При цьому внаслідок його концентричної зовнішньому кругу (одночасно до осі обертання Інструмента) установки, додатковий круг може...
Попередній патент: Спосіб виготовлення ливарної форми
Наступний патент: Спосіб інтенсифікації екстракції
Випадковий патент: Фунгіцидна суміш та засіб, що містять похідну триазолопіримідину та ципроконазол, спосіб боротьби з патогенними грибами із класу oomycetes