Спосіб холодного зварювання чавуну

Формула / Реферат
Спосіб холодного зварювання чавуну, що включає заварку тріщини валиками, який відрізняється тим, що зварювання виконують перехрещеними під кутом 80-90° швами довжиною 5-6 товщин чавуну з кожної сторони тріщини і зварюванням в проміжках між перехрестям швів, почергово від середини тріщини до її кінців.
Текст
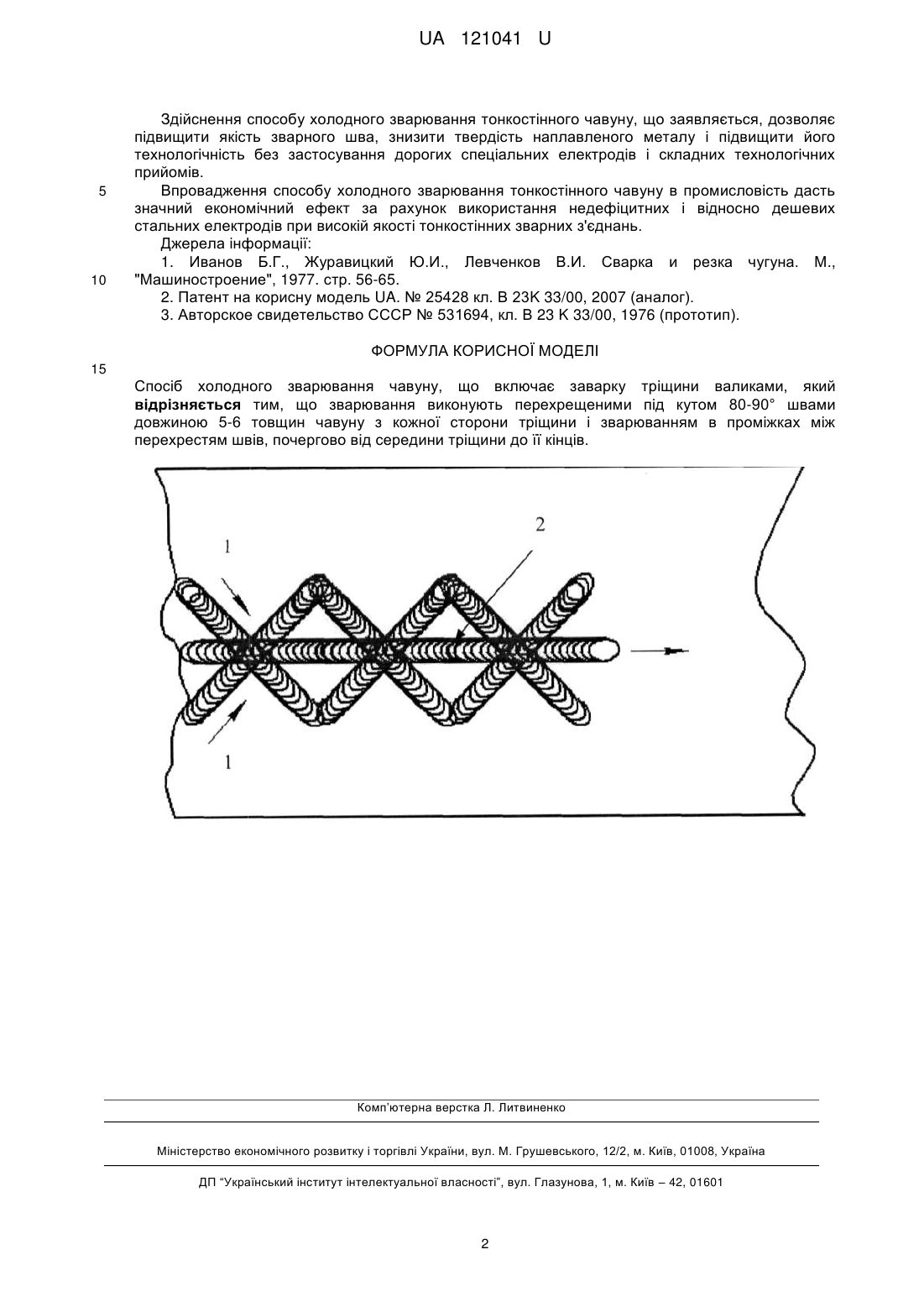
Реферат: Спосіб холодного зварювання чавуну включає заварку тріщини валиками. Зварювання виконують перехрещеними під кутом 80-90° швами довжиною 5-6 товщин чавуну з кожної сторони тріщини і зварюванням в проміжках між перехрестям швів, почергово від середини тріщини до її кінців. UA 121041 U (12) UA 121041 U UA 121041 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області зварювання, зокрема до способів холодного зварювання чавуну електродуговим методом, і може бути використана для виправлення дефектів тонкостінного чавунного литва і виготовлення зварних конструкцій з чавуну. Відомі різні способи електродугового зварювання чавуну, наприклад сталевими електродами [1]. Проте при зварюванні сталевими електродами важко уникнути появи тріщин унаслідок утворення в шві і навколошовній зоні цементиту і мартенситу. Відомий спосіб холодного зварювання чавуну [2], при якому зварювання проводять сталевим електродом, при цьому почергово виконують зварювання сталевими електродами з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки і забезпечення посилення шва. Недоліком вказаного способу зварювання є низька технологічність способу, що полягає у високій трудомісткості механічного видалення металу шва і стабільності отримання якісного зневуглецювання чавуну на необхідну глибину після багатошарового наплавлення. Така технологія не може використовуватись при заварюванні тріщин на тонкостінних відливках типу блока циліндрів з товщиною стінки 5-6 мм. Найбільш близьким по технічній суті до описуваного є спосіб холодного зварювання сірого чавуну [3], при якому оброблення кромок виконують ступінчастого з максимальною шириною оброблення 0,5-0,7 товщини зварюваного металу і додатковим поглибленням усередині оброблення на 0,1-0,15 товщину зварюваного металу з подальшим наплавленням підготовчих шарів на всю поверхню оброблення паралельними валами, при цьому між підготовчими шарами залишають зазор, рівний 1,07-1,1 діаметру електрода, а після наплавлення валиків одержаний зазор заплавляють. Недоліком вказаного способу є низька якість зварного шва і недостатня технологічність, зумовлена великим об'ємом механічної обробки і вузьким діапазоном зазору, заданому у формулі винаходу. Задача корисної моделі - підвищення якості зварного шва і технологічності його виконання при холодному зварюванні чавунного литва сталевими електродами. Поставлена задача вирішується тим, що зварювання виконують перехрещеними під кутом 80-90° швами довжиною 5-6 товщин чавуну з кожної сторони тріщини і зварюванням в проміжках між перехрестям швів, почергово від середини тріщини до її кінців. Кожен зі швів охолоджують до температури не більше 70 °C, перш ніж буде нанесений наступний. Після виконання повного зварювання тріщини, виконують механічне видалення наплавленого металу до рівня основного металу і виконують повторне зварювання по тій же технології, для зменшення твердості наплавленого металу і виключення можливості утворення тріщин. На кресленні зображена принципова схема виконання зварного з'єднання при використанні способу холодного зварювання чавуну, що заявляється, де: 1 - перехрещені під кутом 80-90° шви довжиною 5-6 товщин чавуну з кожної сторони тріщини, мм; 2- зварювання тріщини в проміжках між перехрестям швів. Приклад виконання: Дослідження проводили при холодному зварюванні сірого чавуну марки СЧ21 завтовшки 5 мм сталевими зварювальними електродами марки УОНИИ-13/55 на постійному струмі зворотної полярності. Діаметр електродів складав 3 мм. Сила струму для електродів діаметром 3 мм складала 80-100 А. Зварювання виконували перехрещеними під кутом 80-90° швами довжиною 5-6 товщин чавуну (25-30 мм) з кожної сторони тріщини і зварюванням тріщини в проміжках між перехрестям швів, почергово від середини тріщини до її кінців з обов'язковим перекриттям попереднього валика наступним. Кожен зі швів охолоджували до температури не більше 70 °C, перш ніж наносили наступний. Після виконання повного зварювання тріщини, виконували механічне видалення наплавленого металу до рівня основного металу і виконували повторне зварювання по тій же технології, для зменшення твердості наплавленого металу і виключення можливості утворення тріщин. Зварювання проводили без попереднього підігріву. Видалення металу шва проводили електричною шліфувальною машинкою із застосуванням абразивного каменю завтовшки 6 мм. В результаті досліджень зварних швів пор, тріщин і інших дефектів в зварних швах і зоні термічного впливу не виявлено. Перехрещені шви стягують тріщину і виключають можливість утворення тріщин навколо шовної зони. Цей спосіб зварювання задовольняє вимогам до зварного шва по герметичності і міцності. 1 UA 121041 U 5 10 Здійснення способу холодного зварювання тонкостінного чавуну, що заявляється, дозволяє підвищити якість зварного шва, знизити твердість наплавленого металу і підвищити його технологічність без застосування дорогих спеціальних електродів і складних технологічних прийомів. Впровадження способу холодного зварювання тонкостінного чавуну в промисловість дасть значний економічний ефект за рахунок використання недефіцитних і відносно дешевих стальних електродів при високій якості тонкостінних зварних з'єднань. Джерела інформації: 1. Иванов Б.Г., Журавицкий Ю.И., Левченков В.И. Сварка и резка чугуна. Μ., "Машиностроение", 1977. стр. 56-65. 2. Патент на корисну модель UA. № 25428 кл. В 23K 33/00, 2007 (аналог). 3. Авторское свидетельство СССР № 531694, кл. В 23 K 33/00, 1976 (прототип). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб холодного зварювання чавуну, що включає заварку тріщини валиками, який відрізняється тим, що зварювання виконують перехрещеними під кутом 80-90° швами довжиною 5-6 товщин чавуну з кожної сторони тріщини і зварюванням в проміжках між перехрестям швів, почергово від середини тріщини до її кінців. Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 103/06, B23K 33/00, B23K 9/00
Мітки: зварювання, спосіб, холодного, чавуну
Код посилання
<a href="https://ua.patents.su/4-121041-sposib-kholodnogo-zvaryuvannya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного зварювання чавуну</a>
Спосіб холодного зварювання тонкостінного чавуну
Номер патенту: 57124
Опубліковано: 10.02.2011
Автор: Калін Миколай Андрійович
МПК: B23K 33/00
Мітки: тонкостінного, зварювання, холодного, спосіб, чавуну
Формула / Реферат:
Спосіб холодного зварювання тонкостінного чавуну, що включає заварювання тріщини валиками, який відрізняється тим, що зварювання виконують перехрещеними під прямим кутом швами довжиною 25-30 мм з заповненням металом шва тріщини в проміжках між перехрестям швів, почергово від країв тріщини до середини з обов'язковим перекриттям попереднього валика наступним на 1/4 - 1/3 його довжини.
Спосіб холодного зварювання чавуну
Номер патенту: 52492
Опубліковано: 25.08.2010
Автор: Калін Микола Андрійович
МПК: B23K 33/00
Мітки: чавуну, холодного, зварювання, спосіб
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під зварювання з наступним заповненням розробки валиками, який відрізняється тим, що поряд з тріщиною по обидві сторони на відстані 1,4-2,0 товщини металу, що зварюється, розробляють канавку по всій довжині тріщини, глибиною 0,3-0,6 і шириною 0,6-1,0 товщини металу, зварювання виконують короткими ділянками шириною 20-30 мм поперек тріщини з заповненням металом шва підготовлених...
Спосіб холодного зварювання чавуну
Номер патенту: 25428
Опубліковано: 10.08.2007
Автор: Калін Микола Андрійович
МПК: B23K 33/00
Мітки: холодного, спосіб, зварювання, чавуну
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що почергово виконують зварювання сталевими електродами з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки.
Спосіб холодного зварювання чавуну
Номер патенту: 65522
Опубліковано: 12.12.2011
Автори: Барташ Світлана Миколаївна, Калін Микола Андрійович
МПК: B23K 33/00
Мітки: спосіб, холодного, чавуну, зварювання
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що заварку першого шару розробки проводять сталевим електродом на максимальному струмі ванним способом з наступним механічним видаленням 0,6-0,8 висоти наплавленого металу з подальшим почерговим виконанням зварювання сталевим електродом з наступним механічним видаленням 0,3-0,5 висоти наплавленого...
Спосіб холодного зварювання чавуну
Номер патенту: 106583
Опубліковано: 25.04.2016
Автори: Калін Микола Андрійович, Ізотова Катерина Олександрівна
МПК: B23K 9/00, B23K 103/06, B23K 33/00
Мітки: спосіб, зварювання, чавуну, холодного
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що наплавку першого облицювального шару розробки проводять сталевим електродом на максимальному струмі з наступним механічним видаленням 0,5-0,7 висоти наплавленого металу з подальшим почерговим виконанням зварювання сталевим електродом і наступним механічним видаленням 0,3-0,5 висоти наплавленого...
Попередній патент: Склад електродного покриття
Наступний патент: Корпус плуга
Випадковий патент: Система підготовки та подання палива у карбюраторний двигун