Спосіб холодного зварювання чавуну
Формула / Реферат
Спосіб холодного зварювання чавуну, що включає підготовку кромок під зварювання з наступним заповненням розробки валиками, який відрізняється тим, що поряд з тріщиною по обидві сторони на відстані 1,4-2,0 товщини металу, що зварюється, розробляють канавку по всій довжині тріщини, глибиною 0,3-0,6 і шириною 0,6-1,0 товщини металу, зварювання виконують короткими ділянками шириною 20-30 мм поперек тріщини з заповненням металом шва підготовлених канавок, почергово від країв тріщини до середини з обов'язковим перекриттям попереднього валика наступним на 1/4 - 1/3 його ширини.
Текст
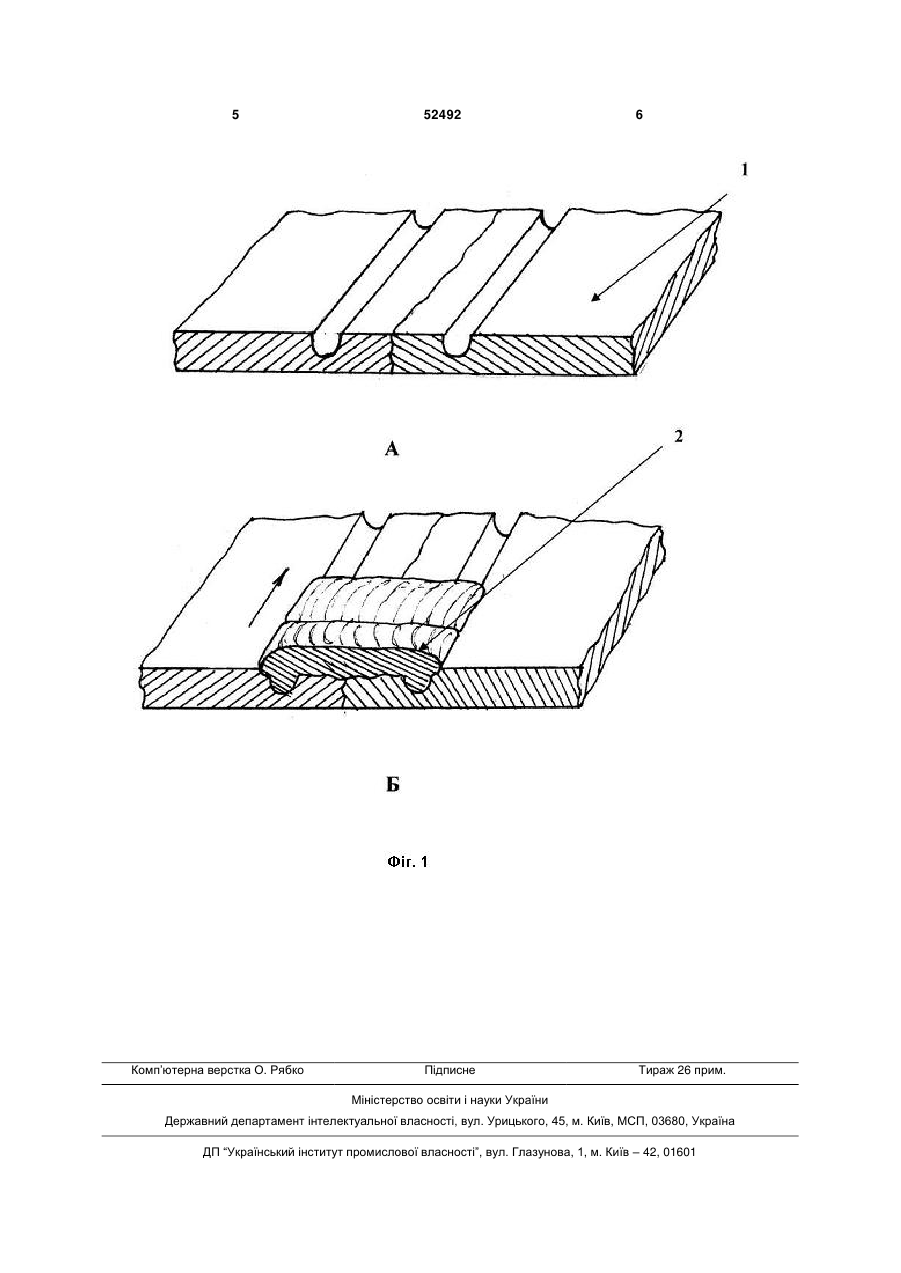
Спосіб холодного зварювання чавуну, що включає підготовку кромок під зварювання з наступним заповненням розробки валиками, який 3 ми ділянками шириною 20-30мм поперек тріщини з заповненням металом шва підготовлених канавок, почергово від країв тріщини до середини з обов'язковим перекриттям попереднього валика наступним на 1/4-1/3 його ширини. Кожен з них охолоджують до температури не більше 70°С, перш ніж буде нанесений наступний. Після виконання повного зварювання тріщини, виконують механічне видалення наплавленого металу до рівня основного металу і виконують повторне зварювання по тій же технології, для зменшення твердості наплавленого металу і виключення можливості утворення тріщин. На Фіг.1 зображена принципова схема виконання зварного з'єднання при використанні способу холодного зварювання чавуну, що заявляється, з обробленням основного металу, де 1 - основний метал, 2 - зварний шов. а - схема виконання поряд з тріщиною по обидві сторони на відстані 1,4-2,0 товщини металу, що зварюється, шліфувальним канавок по всій довжині тріщини; б - схема зварювання короткими ділянками шириною 20-30мм поперек тріщини з заповненням металом шва підготовлених канавок з обов'язковим перекриттям попереднього валика наступним на 1/4-1/3 його ширини. Приклад виконання: Дослідження проводили при холодному зварюванні сірого чавуну марки СЧ21 завтовшки 5мм сталевими зварювальними електродами марки УОНИИ-13/55 на постійному струмі зворотної полярності. Діаметр електродів складав 3мм. Сила струму для електродів діаметром 3мм складала 80-100А. Валики накладали почергово від країв тріщини до середини з обов'язковим перекриттям попереднього валика наступним на 1/4-1/3 його ширини. 52492 4 Кожен з них охолоджували до температури не більше 70°С, перш ніж наносили наступний. Після виконання повного зварювання тріщини, виконували механічне видалення наплавленого металу до рівня основного металу і виконували повторне зварювання по тій же технології, для зменшення твердості наплавленого металу і виключення можливості утворення тріщин. Зварювання проводили без попереднього підігріву. Видалення металу шва проводили електричною шліфувальною машинкою із застосуванням абразивного каменю завтовшки 6мм. В результаті досліджень зварних швів пор, тріщин і інших дефектів в зварних швах і зоні термічного впливу не виявлено. Розроблені вздовж тріщини канавки слугують упорами при усадці шва і стягують її. Цей спосіб зварювання задовольняє вимогам до зварного шва по герметичності і міцності. Здійснення способу холодного зварювання чавуну, що заявляється, дозволяє підвищити якість зварного шва і знизити твердість наплавленого металу без застосування дорогих спеціальних електродів і складних технологічних прийомів. Впровадження способу холодного зварювання чавуну в промисловість дасть значний економічний ефект за рахунок використання недефіцитних і відносно дешевих стальних електродів при високій якості тонкостінних зварних з'єднань. Джерела інформації: 1. Иванов Б.Г., Журавицкий Ю.И., Левченков В.И. Сварка и резка чугуна. М., «Машиностроение», 1977. стр.56-65. 2. Патент на корисну модель UA. №25428 кл. В23к33/00, 2007 (аналог). 3. Авторское свидетельство СССР №531694, кл. В23к33/00, 1976 (прототип). 5 Комп’ютерна верстка О. Рябко 52492 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold welding cast iron
Автори англійськоюKalin Mykola Andriiovych
Назва патенту російськоюСпособ холодной сварки чугуна
Автори російськоюКалин Николай Андреевич
МПК / Мітки
МПК: B23K 33/00
Мітки: спосіб, чавуну, холодного, зварювання
Код посилання
<a href="https://ua.patents.su/3-52492-sposib-kholodnogo-zvaryuvannya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного зварювання чавуну</a>
Спосіб холодного зварювання чавуну
Номер патенту: 25428
Опубліковано: 10.08.2007
Автор: Калін Микола Андрійович
МПК: B23K 33/00
Мітки: спосіб, чавуну, зварювання, холодного
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що почергово виконують зварювання сталевими електродами з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки.
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: порошковий, дріт, зварювання, чавуну, наплавлення, високоміцного
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44122
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: порошковий, дріт, чавуну, наплавлення, високоміцного, зварювання
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур і нікелевий порошок при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,6 Силікокальцій ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович, Марченко Станіслав Вікторович
МПК: B23K 35/368
Мітки: дріт, зварювання, наплавлення, високоміцного, чавуну, порошковий
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Електрод для зварювання чавуну
Номер патенту: 36251
Опубліковано: 27.10.2008
Автори: Макаренко Наталія Олексіївна, Гринь Олександр Григорович, Грановський Олександр Вікторович, Карпенко Володимир Михайлович
МПК: B23K 35/00
Мітки: зварювання, електрод, чавуну
Формула / Реферат:
Електрод для зварювання чавуну, що має мідно-нікелевий стрижень і покриття, яке містить графіт сріблистий, феросиліцій, стронцій щавлевокислий, борацид, який відрізняється тим, що додатково містить фосфат кальцію, оксид магнію, магній хлористий, цинк фтористий при наступному співвідношенні компонентів, мас. %: графіт сріблистий 6...8 феросиліцій 6...8 ...