Спосіб холодного зварювання чавуну
Номер патенту: 65522
Опубліковано: 12.12.2011
Формула / Реферат
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що заварку першого шару розробки проводять сталевим електродом на максимальному струмі ванним способом з наступним механічним видаленням 0,6-0,8 висоти наплавленого металу з подальшим почерговим виконанням зварювання сталевим електродом з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки і забезпечення посилення шва.
Текст
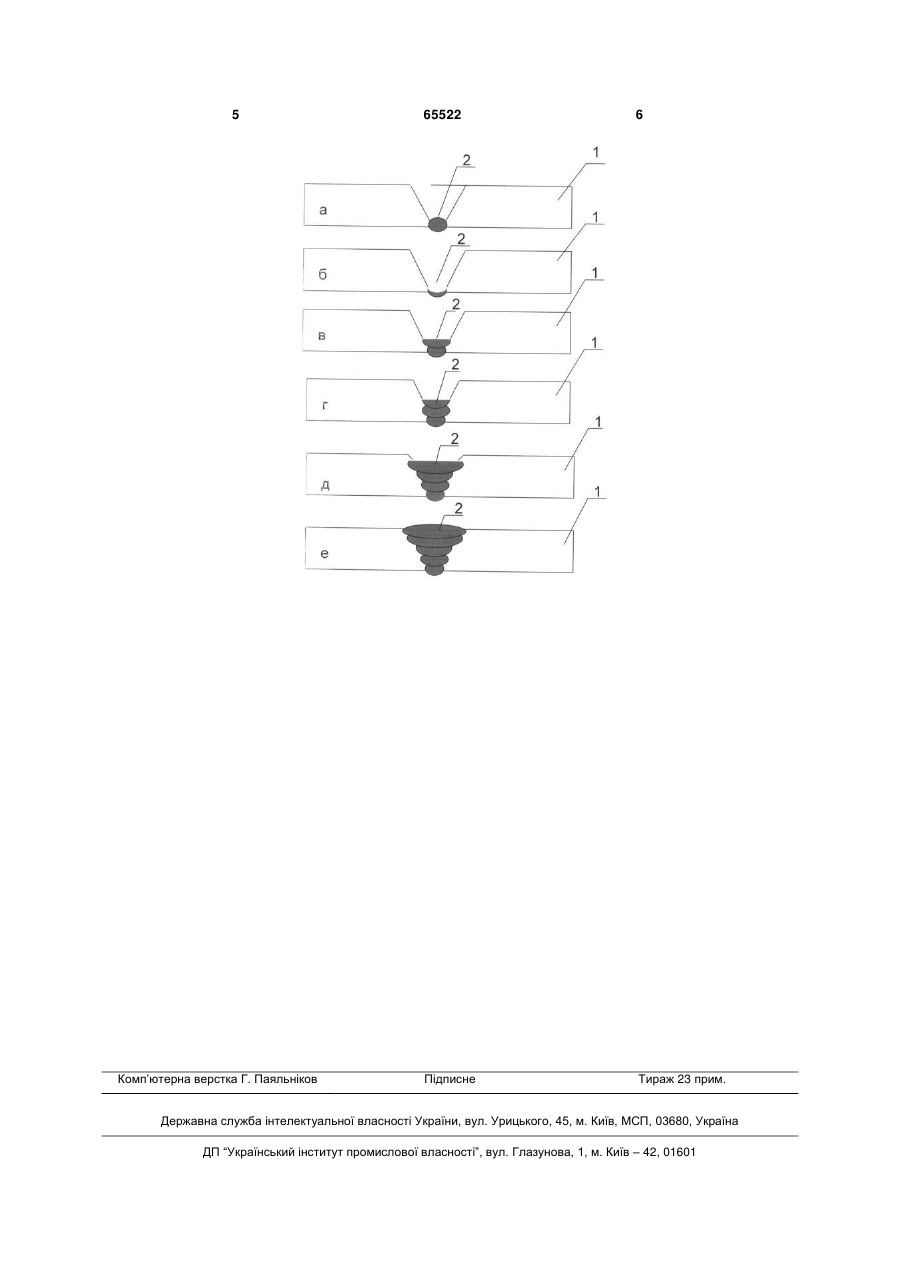
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним 3 Кожен з них охолоджують до температури не більше 70 °C, перш ніж буде нанесений наступний. На кресленні зображена принципова схема виконання зварного з'єднання при використанні способу холодного зварювання чавуну, що заявляється, з обробленням основного металу, де 1 основний метал, 2 - зварний шов. При зварюванні металу великої товщини і можливості виконання двостороннього Х-подібного оброблення зварювання проводиться по аналогічній схемі з почерговим накладенням зварних швів і видаленням металу шва з двох сторін. а - схема першого етапу заварки оброблення; б - схема першого видалення 0,6-0,8 висоти наплавленого металу; в - схема другого видалення 0,3-0,5 висоти наплавленого металу; г - схема третього видалення 0,3-0,5 висоти наплавленого металу; д - схема четвертого видалення 0,3-0,5 висоти наплавленого металу; е - схема остаточної заварки оброблення. Приклад виконання: Дослідження проводили при холодному зварюванні сірого чавуну марки СЧ21 завтовшки 25 мм сталевими зварювальними електродами марки УОНИИ 13/55 на постійному струмі зворотної полярності. Діаметр електродів складав 3 і 4 мм. Сила струму для електродів діаметром 3 мм при наплавленні першого шару була максимальна і складала 130-140 А, а для електродів діаметром 4 мм - 180-200 А. При подальшому заварюванні розробки сила струму складала для електродів діаметром 3 мм 90-110 А, а для електродів діаметром 4 мм - 140160 А. Заварку першого шару розробки проводили сталевим електродом на максимальному струмі ванним способом з наступним механічним видаленням 0,6-0,8 висоти наплавленого металу з подальшим почерговим виконанням зварювання сталевим електродом з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки зварюваного металу товщиною 25 мм і забезпечення посилення шва 2-3 мм. Зварювання проводили без попереднього підігріву. Перший шов зварювали електродами діаметром 3 мм., а наступні електродами діаметром 4 65522 4 мм. В процесі зварювання контролювали температуру основного металу в навколошовній зоні, не допускаючи нагріву деталі вище 70 °C. Видалення металу шва проводили електричною шліфувальною машинкою із застосуванням абразивного каменю завтовшки 6 мм. Висоту видаленого шару наплавленого металу контролювали штангенциркулем, заміряючи висоту наплавленого металу після кожного зварювання і після видалення його частини. Глибина видалення першого шару була 0,6-0,8, а наступних в межах 0,3-0,5 висоти наплавленого металу кожного шва. В результаті досліджень зварних швів пор, тріщин і інших дефектів в зварних швах і зоні термічного впливу не виявлено. Твердість металу шва не перевищувала 180-200 НВ і дозволяла легко проводити механічну обробку зварних швів звичайним металоріжучим інструментом. Здійснення способу холодного зварювання чавуну, що заявляється, дозволяє видалити з першого шару металу шва надмірну кількість вуглецю у складі 0,6-0,8 висоти зварного шва, що видалється. З наступних швів також видаляється 0,3-0,5 висоти високовуглецевого шва, що приводить до підвищення якості зварного шва і зниження твердості наплавленого металу без застосування дорогих спеціальних електродів і складних технологічних прийомів. Багатошарове заповнення розробки приводить до відпалу зварного шва і зниженню твердості метала шва і навколо шовної зони, що зменшує вірогідність утворення тріщин. Впровадження способу холодного зварювання чавуну в промисловість дасть значний економічний ефект за рахунок використання недефіцитних і відносно дешевих стальних електродів при високій якості зварних з'єднань. Джерела інформації: 1. Иванов Б.Г, Журавицкий Ю.И., Левченков В.И. Сварка и резка чугуна. М., "Машиностроение", 1977. стр. 56-65. 2. Авторское свидетельство СССР № 531694, кл. В 23 к 33/00, 1976 (аналог). 3. Патент на корисну модель UA. № 25428 кл. В 23к 33/00, 2007 (прототип). 5 Комп’ютерна верстка Г. Паяльніков 65522 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cold cast iron welding
Автори англійськоюKalin Mykola Andriiovych, Bartash Svitlana Mykolaivna
Назва патенту російськоюСпособ холодной сварки чугуна
Автори російськоюКалин Николай Андреевич, Барташ Светлана Николаевна
МПК / Мітки
МПК: B23K 33/00
Мітки: холодного, чавуну, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/3-65522-sposib-kholodnogo-zvaryuvannya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного зварювання чавуну</a>
Спосіб холодного зварювання чавуну
Номер патенту: 25428
Опубліковано: 10.08.2007
Автор: Калін Микола Андрійович
МПК: B23K 33/00
Мітки: холодного, спосіб, чавуну, зварювання
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що почергово виконують зварювання сталевими електродами з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки.
Спосіб холодного зварювання чавуну
Номер патенту: 52492
Опубліковано: 25.08.2010
Автор: Калін Микола Андрійович
МПК: B23K 33/00
Мітки: холодного, спосіб, чавуну, зварювання
Формула / Реферат:
Спосіб холодного зварювання чавуну, що включає підготовку кромок під зварювання з наступним заповненням розробки валиками, який відрізняється тим, що поряд з тріщиною по обидві сторони на відстані 1,4-2,0 товщини металу, що зварюється, розробляють канавку по всій довжині тріщини, глибиною 0,3-0,6 і шириною 0,6-1,0 товщини металу, зварювання виконують короткими ділянками шириною 20-30 мм поперек тріщини з заповненням металом шва підготовлених...
Спосіб холодного зварювання тонкостінного чавуну
Номер патенту: 57124
Опубліковано: 10.02.2011
Автор: Калін Миколай Андрійович
МПК: B23K 33/00
Мітки: спосіб, чавуну, зварювання, тонкостінного, холодного
Формула / Реферат:
Спосіб холодного зварювання тонкостінного чавуну, що включає заварювання тріщини валиками, який відрізняється тим, що зварювання виконують перехрещеними під прямим кутом швами довжиною 25-30 мм з заповненням металом шва тріщини в проміжках між перехрестям швів, почергово від країв тріщини до середини з обов'язковим перекриттям попереднього валика наступним на 1/4 - 1/3 його довжини.
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: високоміцного, дріт, зварювання, порошковий, наплавлення, чавуну
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44122
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: чавуну, дріт, високоміцного, наплавлення, порошковий, зварювання
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур і нікелевий порошок при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,6 Силікокальцій ...
Попередній патент: 2-гідрокси-n-(5-гідрокси-1-нафтил)-2-(2-оксо-1,2-дигідро-3н-індол-3-іліден)ацетамід, який проявляє протизапальну і антимікробну дію
Наступний патент: Спосіб лікування хворих на первинний остеоартроз з переважним ураженням колінних суглобів та хронічним синовітом
Випадковий патент: Спосіб візуалізації гортані