Спосіб холодного зварювання чавуну
Формула / Реферат
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що почергово виконують зварювання сталевими електродами з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки.
Текст
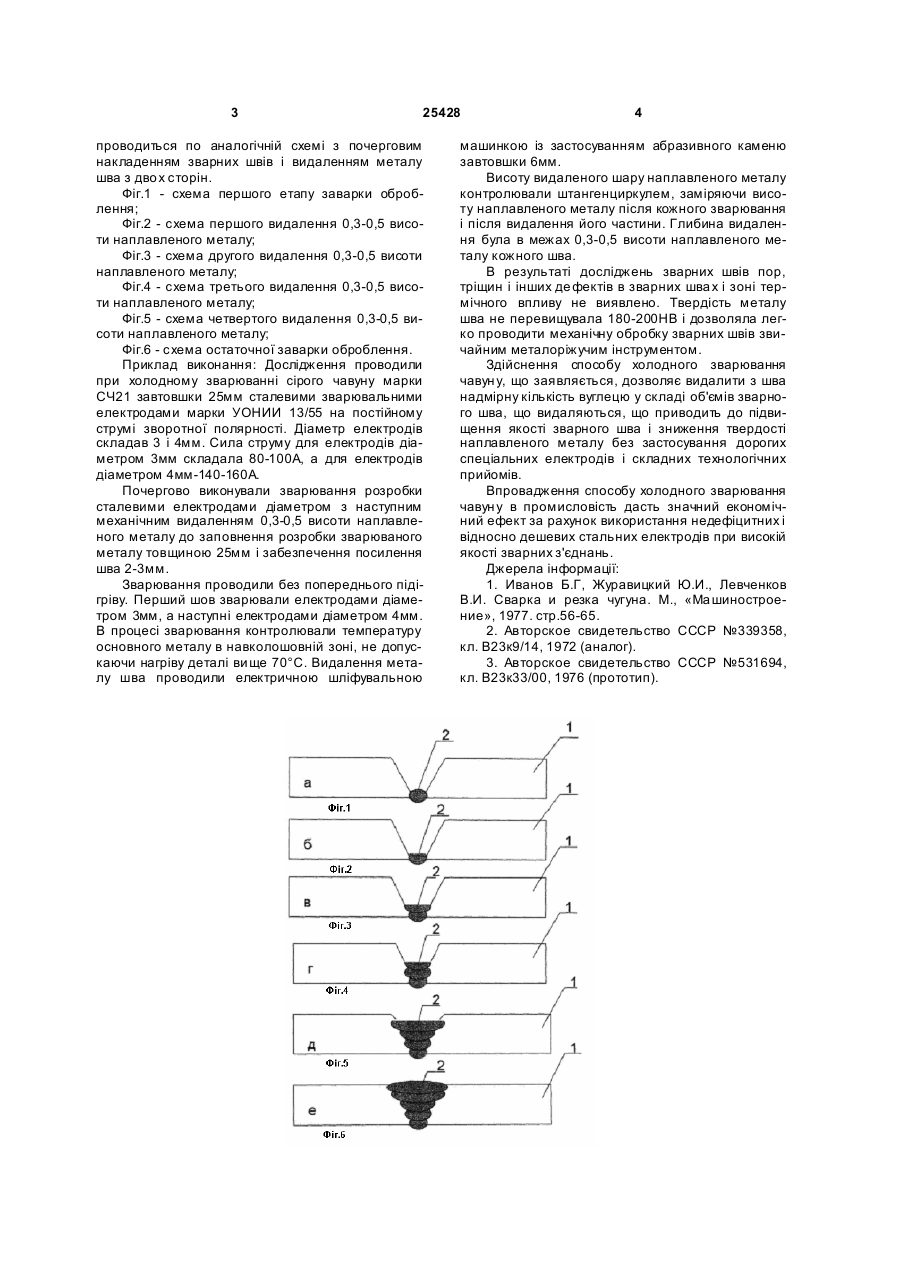
Спосіб холодного зварювання чавуну, що включає підготовку кромок під заварку з наступним заповненням розробки валиками, який відрізняється тим, що почергово виконують зварювання сталевими електродами з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки. (19) (21) u200703161 (22) 26.03.2007 (24) 10.08.2007 (46) 10.08.2007, Бюл. № 12, 2007 р. (72) Калін Микола Андрійович (73) УКРАЇНСЬКА ІНЖЕНЕРНО-ПЕДАГОГІЧНА АКАДЕМІЯ 3 25428 проводиться по аналогічній схемі з почерговим накладенням зварних швів і видаленням металу шва з дво х сторін. Фіг.1 - схема першого етапу заварки оброблення; Фіг.2 - схема першого видалення 0,3-0,5 висоти наплавленого металу; Фіг.3 - схема другого видалення 0,3-0,5 висоти наплавленого металу; Фіг.4 - схема третього видалення 0,3-0,5 висоти наплавленого металу; Фіг.5 - схема четвертого видалення 0,3-0,5 висоти наплавленого металу; Фіг.6 - схема остаточної заварки оброблення. Приклад виконання: Дослідження проводили при холодному зварюванні сірого чавуну марки СЧ21 завтовшки 25мм сталевими зварювальними електродами марки УОНИИ 13/55 на постійному струмі зворотної полярності. Діаметр електродів складав 3 і 4мм. Сила струму для електродів діаметром 3мм складала 80-100А, а для електродів діаметром 4мм-140-160А. Почергово виконували зварювання розробки сталевими електродами діаметром з наступним механічним видаленням 0,3-0,5 висоти наплавленого металу до заповнення розробки зварюваного металу товщиною 25мм і забезпечення посилення шва 2-3мм. Зварювання проводили без попереднього підігріву. Перший шов зварювали електродами діаметром 3мм, а наступні електродами діаметром 4мм. В процесі зварювання контролювали температуру основного металу в навколошовній зоні, не допускаючи нагріву деталі ви ще 70°С. Видалення металу шва проводили електричною шліфувальною 4 машинкою із застосуванням абразивного каменю завтовшки 6мм. Висоту видаленого шару наплавленого металу контролювали штангенциркулем, заміряючи висоту наплавленого металу після кожного зварювання і після видалення його частини. Глибина видалення була в межах 0,3-0,5 висоти наплавленого металу кожного шва. В результаті досліджень зварних швів пор, тріщин і інших де фектів в зварних шва х і зоні термічного впливу не виявлено. Твердість металу шва не перевищувала 180-200НВ і дозволяла легко проводити механічну обробку зварних швів звичайним металоріжучим інструментом. Здійснення способу холодного зварювання чавун у, що заявляється, дозволяє видалити з шва надмірну кількість вуглецю у складі об'ємів зварного шва, що видаляються, що приводить до підвищення якості зварного шва і зниження твердості наплавленого металу без застосування дорогих спеціальних електродів і складних технологічних прийомів. Впровадження способу холодного зварювання чавун у в промисловість дасть значний економічний ефект за рахунок використання недефіцитних і відносно дешевих стальних електродів при високій якості зварних з'єднань. Джерела інформації: 1. Иванов Б.Г, Журавицкий Ю.И., Левченков В.И. Сварка и резка чугуна. М., «Ма шиностроение», 1977. стр.56-65. 2. Авторское свидетельство СССР №339358, кл. В23к9/14, 1972 (аналог). 3. Авторское свидетельство СССР №531694, кл. В23к33/00, 1976 (прототип). 5 Комп’ютерна в ерстка C.Литв иненко 25428 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold welding of cast iron
Автори англійськоюKalin Mykola Andriiovych
Назва патенту російськоюСпособ холодной сварки чугуна
Автори російськоюКалин Николай Андреевич
МПК / Мітки
МПК: B23K 33/00
Мітки: спосіб, холодного, чавуну, зварювання
Код посилання
<a href="https://ua.patents.su/3-25428-sposib-kholodnogo-zvaryuvannya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного зварювання чавуну</a>
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: високоміцного, дріт, порошковий, наплавлення, чавуну, зварювання
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44122
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: наплавлення, високоміцного, чавуну, дріт, порошковий, зварювання
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур і нікелевий порошок при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,6 Силікокальцій ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Марченко Станіслав Вікторович, Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: порошковий, високоміцного, дріт, зварювання, наплавлення, чавуну
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Спосіб холодного паяння-зварювання неметалевих матеріалів з металами
Номер патенту: 60637
Опубліковано: 15.10.2003
Автори: Абрамов Євген Володимирович, Найдич Юрій Володимирович, Куркова Діна Іванівна, Габ Іван Іванович, Стецюк Тетяна Віталіївна
МПК: B23K 20/00
Мітки: матеріалів, спосіб, паяння-зварювання, неметалевих, металами, холодного
Формула / Реферат:
Спосіб холодного зварювання-паяння неметалевих матеріалів з металами, що полягає у попередній обробці та металізації поверхонь, зварюванні під тиском контактуючих металізованих поверхонь, який відрізняється тим, що металізація поверхонь деталей, що з'єднуються, здійснюється наплавленням індію необхідної товщини 1-1,5 мм методом активного паяння у вакуумі, механічно обробляють наплавлений шар до утворення однакових фігурних металізованих...
Спосіб відбору режиму дугового зварювання
Номер патенту: 72126
Опубліковано: 17.01.2005
Автори: Куліков Володимир Андрійович, Бикова Віра Гаврилівна, Шебанов Володимир Олександрович, Соловйов Ігор Олександрович
МПК: G01N 29/04
Мітки: режиму, відбору, дугового, спосіб, зварювання
Формула / Реферат:
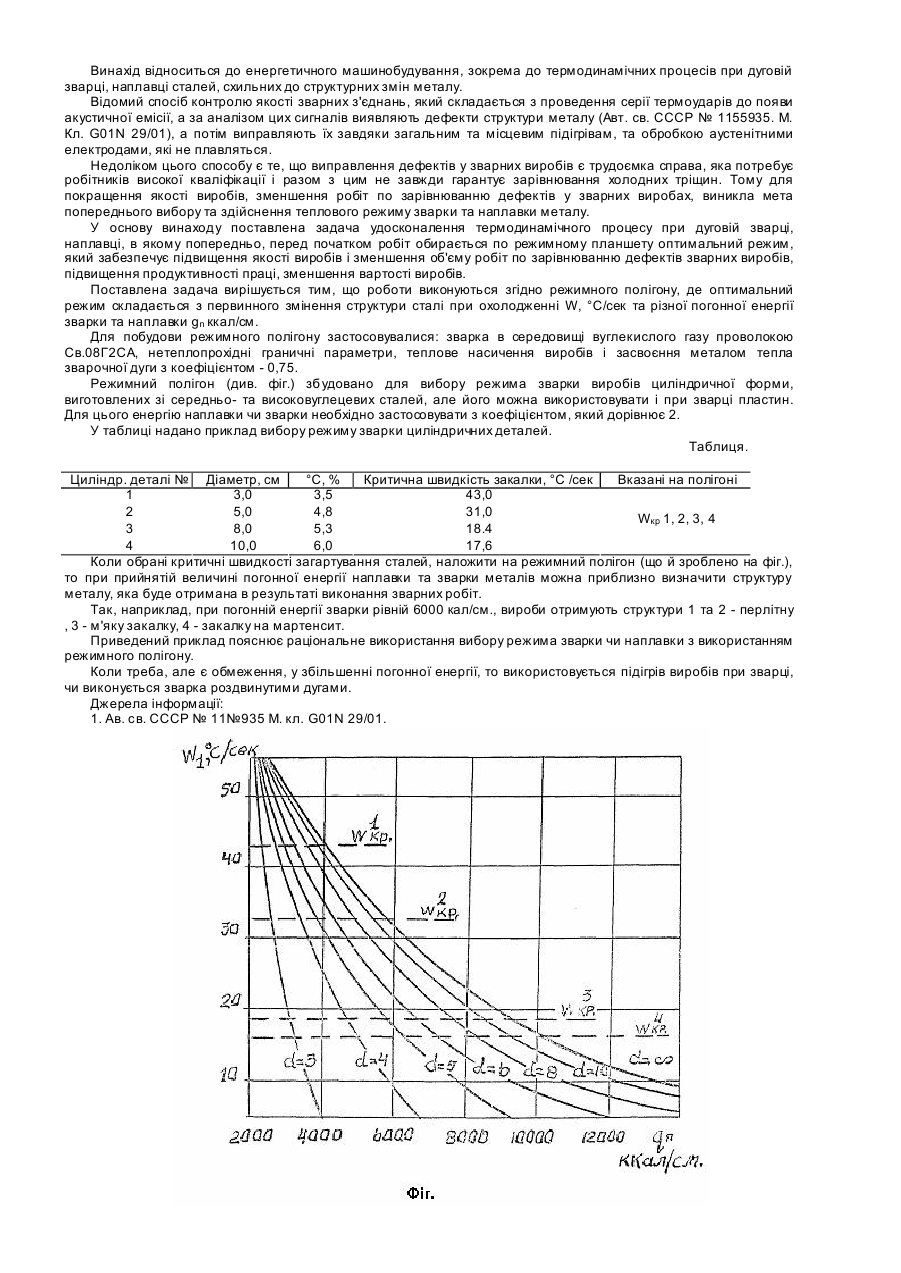
Спосіб відбору режиму дугового зварювання, який складається з проведення серії термоударів до появи акустичної емісії, за аналізом сигналів акустичної емісії виявляють дефекти структури металу, а потім виправляють їх за допомогою загальних та місцевих підігрівів та обробкою аустенітними електродами, які не плавляться, який відрізняється тим, що режим дугового зварювання підбирається згідно з режимним полігоном, який складається з первинного...
Попередній патент: Вогнетривка маса для виготовлення плавильних тиглів
Наступний патент: Спосіб опромінення дітей, хворих на первинні злоякісні пухлини головного мозку
Випадковий патент: Заглушка ракетного двигуна малої тяги