Технологічна смазка для ріжучого інструмента
Номер патенту: 12158
Опубліковано: 25.12.1996
Автори: Сай Алевтина Анатолієвна, Станіславський Валентин Миколайович, Лупкін Борис Володимирович, Уразаєв Тімур Юсупович, Лещинський Віктор Лукич
Формула / Реферат
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка дополнительно содержит N-хлорбензолсульфопамиднатрийтригидрат и натуральную олифу при следующем соотношении компонентов, мас.%:
канифоль 15-18
сера 3-8
стеарин 8-9
соль щелочного металла
жирной кислоты 12-14
минеральное масло 8-10
N-хлорбензолсульфонамид-
натрийтригидрит 0,5-3,0
натуральная олифа остальное.
Текст
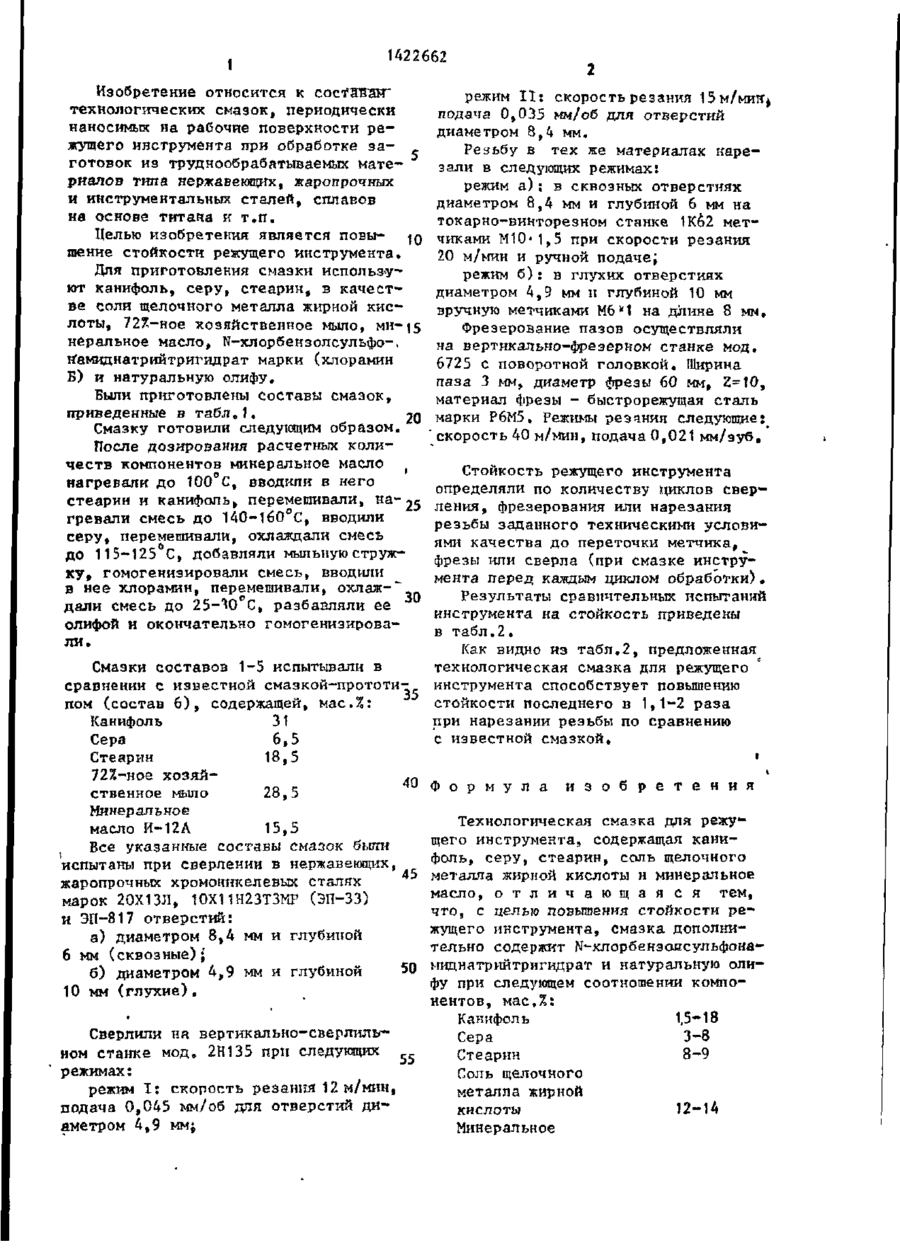
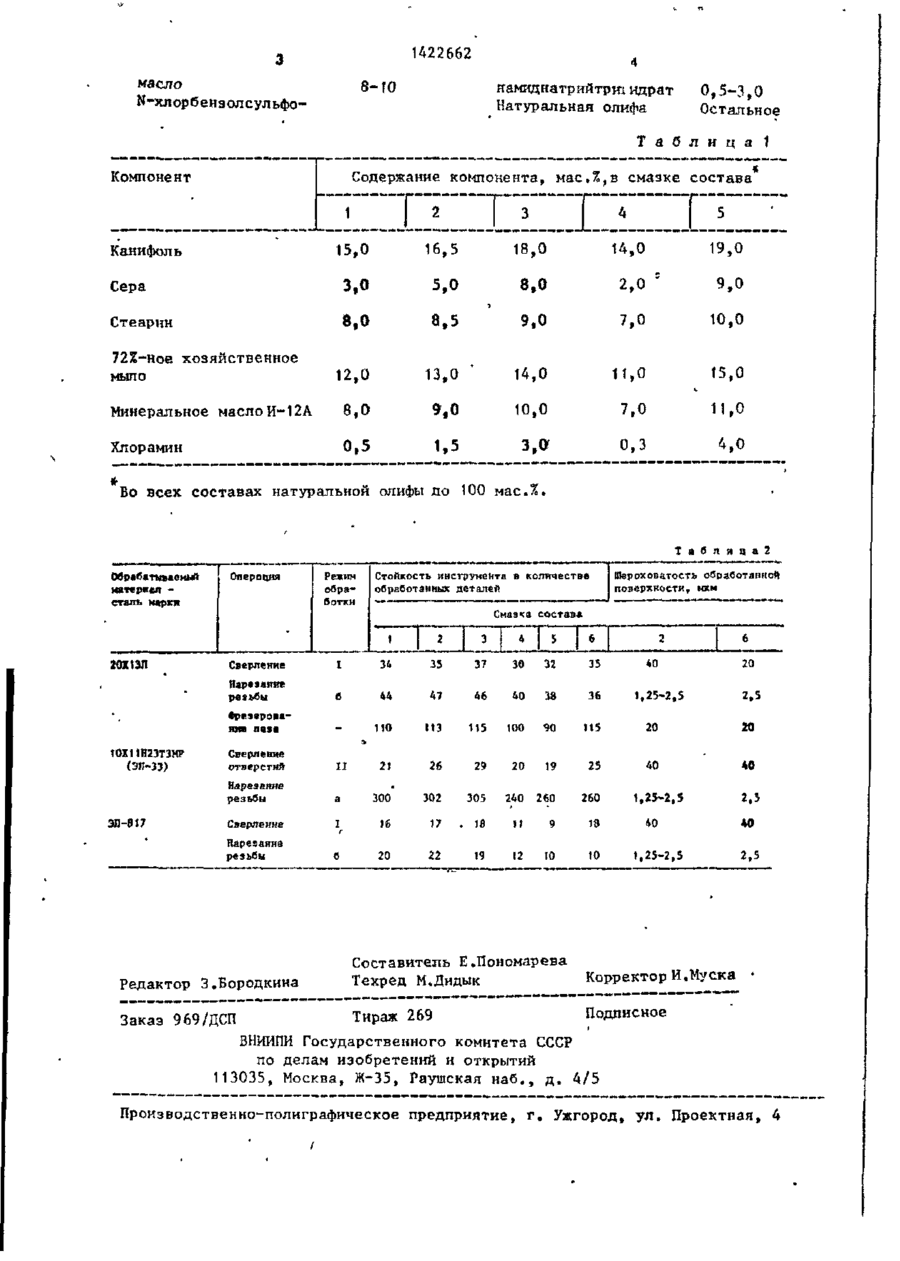
Изобретение касается технологических смазочных композиций (ТСК) для режущего инструмента при обработке заготовок из труднообрабатываемых материалов типа нержавеющих, жаропрочных и инструментальных сталей, сплавов на основе титана. Цель - повышение стойкости режущего инструмента. В состав ТСК входят, мас.%: канифоль 15-18; сера 3-8; стеарин 8-9; соль щелочного металла жирной кислоты 1214; минеральное масло 8-10; N-хлорбензолсульфонамиднатрийтригидрат 0,53,0; натуральная олифа остальное. Эта смазка способствует повышению стойкости инструмента в 1,1-2,0 раза при нарезании резьбы, 2 табл. о* го 33-88 1 1422662 Изобретение относится к технологических смазок, периодически наносимых на рабочие поверхности режущего инструмента при обработке з а готовок из труднообрабатываемых материалов типа нержавеющих, жаропрочных и инструментальных сталей, сплавов на основе титана и т . п . Целью изобретения является повышение стойкости режущего инструмента. Для приготовления смазки используют канифоль, серу, стеарин, в качестве соли щелочного металла жирной кислоты, 72%-ное хозяйственное мыло, минеральное масло, N-хлорбензолсульфо-, нГамиднатрийтригидрат марки (хлорамин Б) и натуральную олифу. Были приготовлены составы смаэок, приведенные в т а б л . 1 . 20 Смазку готовили следующим образом. После дозирования расчетных количеств компонентов минеральное масло нагревали до 100°С, вводили в него стеарин и канифоль, перемешивали, н а ~ 2 5 гревали смесь до 14О-16О°С, вводили серу, перемешивали, охлаждали смесь до 115-125 С, добавляли мыльную стружку, гомогенизировали смесь, вводили в нее хлорамин, перемешивали, охлаж-"" дали смесь до 25-10 С, разбавляли ее 30 олифой и окончательно гомогенизировали. Смазки составов 1-5 испытывали в сравнении с известной смазкой-прототипом (состав 6 ) , содержащей, мас.%: Канифоль 31 Сера 6,5 Стеарин 18,5 72%-ное хозяй40 ственное мыло 28,5 Минеральное 15,5 масло И-12А Все указаш-гые составы смлзок быяи испытаны при сверлении в нержавеющих, 45 жаропрочных хромокикелевых сталях марок 2ОХ13Л, 1OX11H23T3MF (ЭП-33) и ЭП-817 отверстий: а) диаметром 8,4 мм и глубиной 6 мм (сквозные)і 50 б) диаметром 4,9 мм и глубиной 10 мм (глухие). режим IX: скорость резания 15м/митц подача 0,035 мм/об для отверстий диаметром 8,4 мм. Резьбу в тех же материалах нарезали в следующих режимах: режим а); в сквозных отверстиях диаметром 8,4 мм и глубиной 6 мм на токарно-винторезном станке 1Кё2 метчиками МЮ'1,5 при скорости резания 20 м/мин и ручной подаче; режим б): в глухих отверстиях диаметром 4,9 мм и глубиной 10 мм вручную метчиками М6*1 на длине 8 мм» Фрезерование пазов осуществляли на вертикально-фрезерном станке мод. 6725 с поворотной головкой. Ширина лаза 3 мм, диаметр фрезы 60 мм, Z=tO, материал фрезы - быстрорежущая сталь марки Р6М5, Режимы резания следующие: " скорость 40 м/мии, подача 0,021 мм/ауб. Стойкость режущего инструмента определяли по количеству циклов сверления, фрезерования или нарезания резьбы заданного техническими условиями качества до переточки метчика, фрезы или сверла (при смазке инструмента перед каждым циклом обработки). Результаты сравнительных испытаний инструмента на стойкость приведены в табл.2. Как видно из табл.2, предложенная технологическая смазка для режущего инструмента способствует повышению стойкости последнего в 1,1-2 раза при нарезании резьбы по сравнению с известной смазкой. г Ф о р м у л а и з о б р е т е н и я Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла жирной кислоты и минеральное масло, о т л и ч а ю щ а я с я тем, что, с целью повышения стойкости режущего инструмента, смазка дополнительно содержит М^хлорбензолсульфонамиднатрийтригидрат и натуральную олифу при следующем соотношении компонентов, мас,%: Канифоль 1,5-18 Сверлили на вертикально-сверлтшвСера 3-8 ном станке мод. 2Н135 при следукщих Стеарин 8-9 55 режимах: Соль щелочного режим I : скорость резания 12 м/мин, металла жирной подача 0,045 мм/об для отверстий дикислоты 12-14 аметром 4,9 мм; Минеральное 1422662 масло N-хлopбензолсульфо 8 - ТО иамиднатрийтржидрат Натуральная олифа 0,5-3,0 Остальное 1 Т а б л и ц а Содержание компонента, мас.%;в смазке состава Компонент ЕППИ 1 15,0 Канифоль Г 16,5 18,0 14,0 19,0 Сера з.о 5,0 8,0 2,0 Стеарин 8,0 8,5 9,0 7,0 10,0 13,0 14,0 11,0 15,0 10,0 7,0 11,0 0,3 4,0 72%-ное хозяйственное мыло 12,0 Минеральное масло И-12А 8,0 8,0 9,0 Хлорамин 0,5 1.5 з,а С 9,0 Во всех составах натуральной олифы до 100 мас.%. Т а б п и ц а 2 Обрабатываемый материал сталь марки Операция Шероховатость обработанной поверхности, мям Стойкость инструмента в количестве обработанных деталей Режим обработки Смазта состав* 4 2ОХ13Л Сверление I 36 35 37 30 32 35 Нарезairae резьбы 40 б 44 47 46 40 38 36 Фрезерование паза 110 ИЗ 115 100 90 115 20 20 2( 26 29 20 19 25 40 40 305 240 260 260 18 II 9 18 19 12 10 10 1,25-2,5 20 2,5 3 10X11Н23ТЗМР (ЭП-33) ЭП-817 II Нарезание резьбы Сверл«ине отверстий а 300 302 Сверление I 16 17 20 22 Нарезание резьбы . 1,25-2,5 40 2,5 40 г б 1,25-2,5 Редактор З.Бородкина Составитель Е.Пономарева Техред М.Дидык Корректор И.My ска Заказ 969/ДСП Тираж 269 2,5 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюProcessing lubricant for cutting tool
Автори англійськоюLeschynskyi Viktor Lukych, Lupkin Borys Volodymyrovych, Urazaiev Timur Yusupovych, Stanislavskyi Valentyn Mykolaiovych, Sai Alevtyna Anatolievna
Назва патенту російськоюТехнологическая смазка для режущего инструмента
Автори російськоюЛещинский Виктор Лукич, Лупкин Борис Владимирович, Уразаев Тимур Юсупович, Станиславский Валентин Николаевич, Сай Алевтина Анатольевна
МПК / Мітки
МПК: C10M 163/00, C10N 40/20, C10N 30/06
Мітки: інструмента, смазка, технологічна, ріжучого
Код посилання
<a href="https://ua.patents.su/4-12158-tekhnologichna-smazka-dlya-rizhuchogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Технологічна смазка для ріжучого інструмента</a>
Середовище для сульфідування ріжучого інструмента
Номер патенту: 9476
Опубліковано: 30.09.1996
Автори: Лупкін Борис Володимирович, Уразаєв Тімур Юсупович, Лещинський Віктор Лукич, Скок Тамара Павлівна, Олофінський Василь Йосипович
МПК: C23C 8/00
Мітки: інструмента, ріжучого, сульфідування, середовище
Формула / Реферат:
Среда для сульфидирования режущего инструмента, содержащая минеральное масло и серу, отличающаяся тем, что, с целью увеличения эксплуатационной стойкости, она дополнительно содержит канифоль, стеарин и натуральную олифу при следующем соотношении ингредиентов, мас.%:сера 10-11канифоль 38-39масло минеральное 12-13стеарин 26-27олифа...
Привод ріжучого апарату

Номер патенту: 4732
Опубліковано: 28.12.1994
Автори: Рудман Леонід Ізрайлевич, Марченко Валерій Леонідович, Зайчук Олексій Іванович
МПК: A01D 34/02
Механіка клавішного музичного інструмента
Номер патенту: 7571
Опубліковано: 29.09.1995
Автор: Шевченко Григорій Іванович
МПК: G10C 3/00
Мітки: музичного, механіка, інструмента, клавішного
Формула / Реферат:
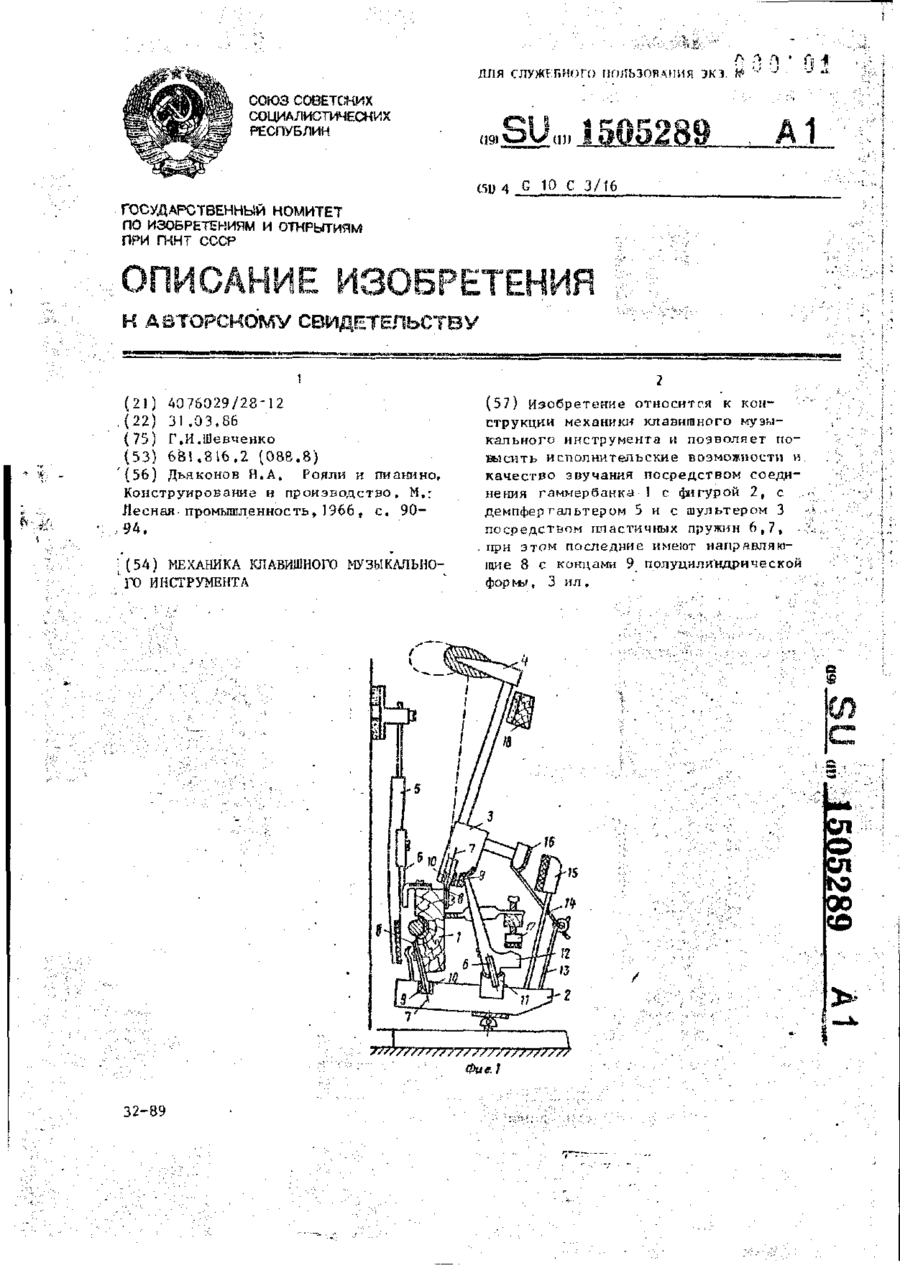
Механика клавишного музыкального инструмента, содержащая гаммербанк, узел фигуры, шультерный узел и узел молотка, отличающаяся тем, что, с целью повышения исполнительских возможностей и качества звучания, гаммербанк соединен с фигурой, с демпфергальтером и с шультером, а шпиллер - с фигурой посредством пластинчатых пружин, при этом пластинчатые пружины, соединяющие гаммербанк с фигурой и шультером, имеют направляющие, один концы которых...
Мастило для холодної обробки металів тиском
Номер патенту: 1311
Опубліковано: 25.03.1994
Автори: Лобанова Людмила Вікторівна, Крицький Анатолій Дмитрович, Рябко Олег Онуфрійович, Шейкін Сергій Євгенович, Красовський Володимир Олександрович, Маслов Роберт Олексійович, Комаров Андрій Анатолійович, Розенберг Олег Олександрович, Афанас'єва Інна Іллівна, Брескіна Алла Іллівна
МПК: C10M 143/00, C10M 131/00, C10N 40/24, C10M 133/16, C10M 161/00, C10N 30/06, C10M 135/00
Мітки: металів, обробки, мастило, холодної, тиском
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло и хлорированный парафин, отличающаяся тем, что, с целью повышения противозадирных свойств смазки при работе в жестких условиях деформации, смазка дополнительно содержит полиизобутилен, алкенилсукцинимид и 2-амино-4-фенилтиазол при следующем соотношении компонентов, мас.%:хлорированный парафин 30—40...
Пристрій для перекриття трубного каналу бурильного інструмента над ведучою трубою

Номер патенту: 5594
Опубліковано: 28.12.1994
Автори: Римчук Данило Васильович, Семішов Микола Іванович, Ленкевич Юрій Євгенович
МПК: E21B 21/10
Мітки: бурильного, трубного, каналу, пристрій, перекриття, трубою, ведучою, інструмента
Формула / Реферат:
(57) Устройство для перекрытия трубного канала бурильного инструмента над ведущей трубой, содержащее корпус с присоединительными элементами, установленный на седлах в корпусе шаровой запорный орган со штоком, припущенным через боковое отверстие в корпусе и связанным с исполнительным механизмом, выполненным в виде рычага, установленного одним концом на штоке и связанного другим концом с приводным механизмом в виде пиропатрона, закрепленного на...
Попередній патент: Сплав на основі алюмінію
Наступний патент: Спосіб вакуумного розплавлення металів і сплавів
Випадковий патент: Спосіб фарбування натурального хутра