Спосіб оцінки технологічних можливостей плющення циліндричних заготовок вальцюванням
Номер патенту: 122547
Опубліковано: 10.01.2018
Автори: Бубновська Ірина Анатоліївна, Матвійчук Віктор Андрійович, Рубаненко Олена Олександрівна

Формула / Реферат
Спосіб оцінки технологічних можливостей плющення циліндричних заготовок, який відрізняється тим, що здійснюють холодне вальцювання циліндричних заготовок циліндричними валками, граничну на момент руйнування товщину вальцьованої заготовки визначають за формулою ![]() , де
, де ![]() - гранична до руйнування інтенсивність деформацій в умовах одноосного розтягу,
- гранична до руйнування інтенсивність деформацій в умовах одноосного розтягу, ![]() - діаметр вихідної заготовки.
- діаметр вихідної заготовки.
Текст
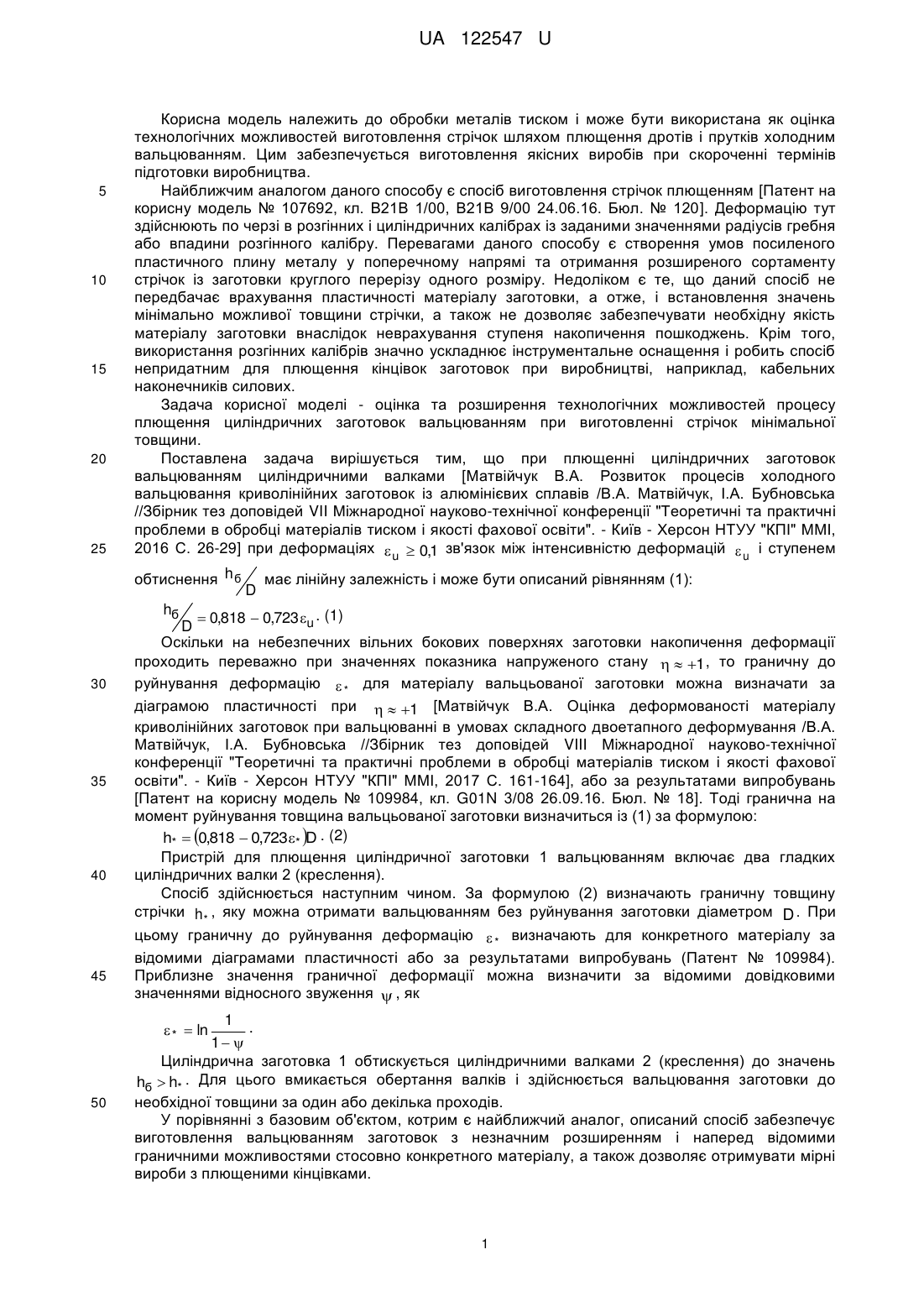
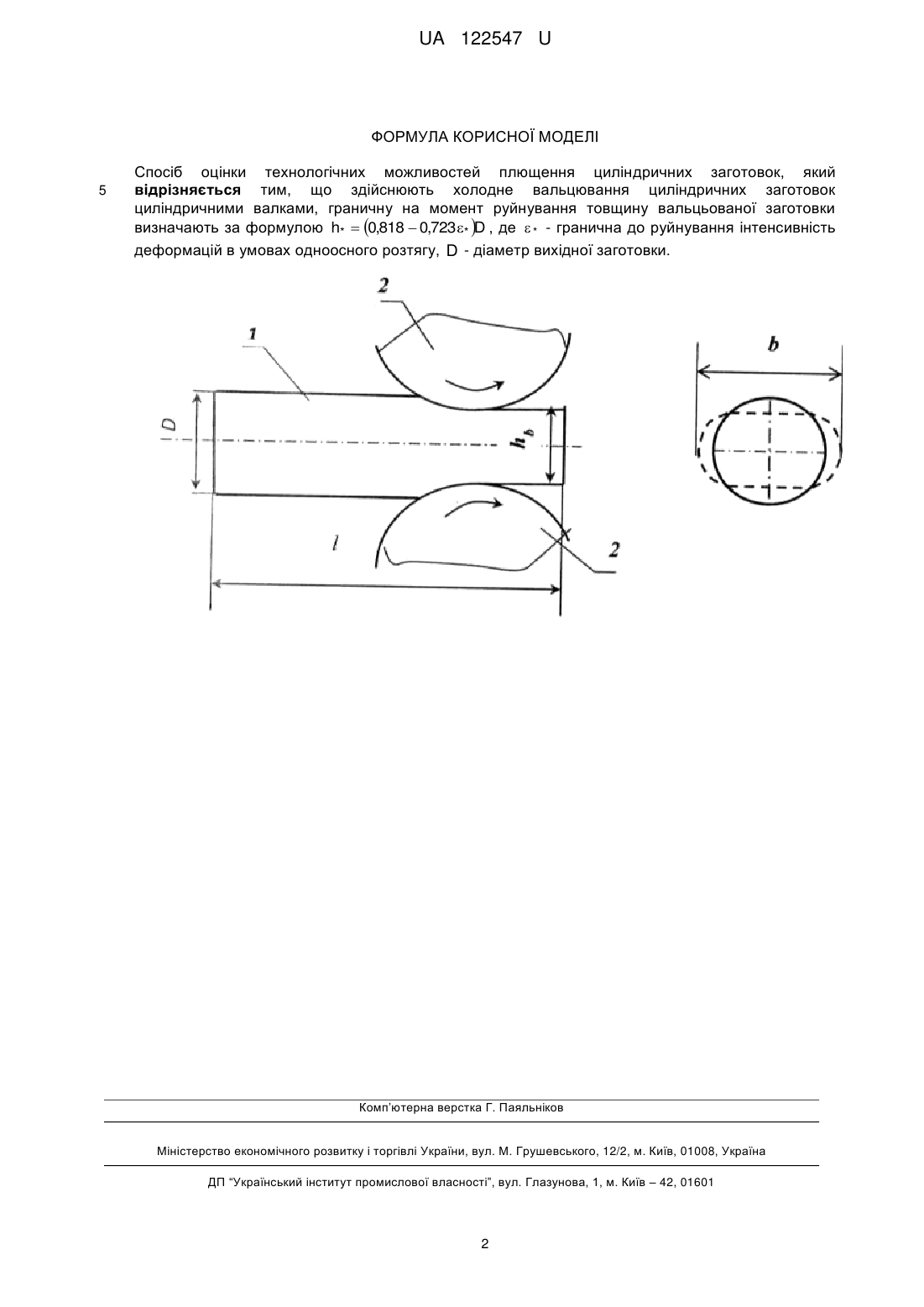
Реферат: Спосіб оцінки технологічних можливостей плющення циліндричних заготовок, за яким виготовляють стрічки плющенням циліндричних заготовок холодним вальцюванням циліндричними валками. Граничну на момент руйнування товщину вальцьованої заготовки визначають за формулою h* 0,818 0,723 * D , де * - гранична до руйнування інтенсивність деформацій в умовах одноосного розтягу, D - діаметр вихідної заготовки. UA 122547 U (54) СПОСІБ ОЦІНКИ ТЕХНОЛОГІЧНИХ МОЖЛИВОСТЕЙ ПЛЮЩЕННЯ ЦИЛІНДРИЧНИХ ЗАГОТОВОК ВАЛЬЦЮВАННЯМ UA 122547 U UA 122547 U 5 10 15 20 25 Корисна модель належить до обробки металів тиском і може бути використана як оцінка технологічних можливостей виготовлення стрічок шляхом плющення дротів і прутків холодним вальцюванням. Цим забезпечується виготовлення якісних виробів при скороченні термінів підготовки виробництва. Найближчим аналогом даного способу є спосіб виготовлення стрічок плющенням [Патент на корисну модель № 107692, кл. В21В 1/00, В21В 9/00 24.06.16. Бюл. № 120]. Деформацію тут здійснюють по черзі в розгінних і циліндричних калібрах із заданими значеннями радіусів гребня або впадини розгінного калібру. Перевагами даного способу є створення умов посиленого пластичного плину металу у поперечному напрямі та отримання розширеного сортаменту стрічок із заготовки круглого перерізу одного розміру. Недоліком є те, що даний спосіб не передбачає врахування пластичності матеріалу заготовки, а отже, і встановлення значень мінімально можливої товщини стрічки, а також не дозволяє забезпечувати необхідну якість матеріалу заготовки внаслідок неврахування ступеня накопичення пошкоджень. Крім того, використання розгінних калібрів значно ускладнює інструментальне оснащення і робить спосіб непридатним для плющення кінцівок заготовок при виробництві, наприклад, кабельних наконечників силових. Задача корисної моделі - оцінка та розширення технологічних можливостей процесу плющення циліндричних заготовок вальцюванням при виготовленні стрічок мінімальної товщини. Поставлена задача вирішується тим, що при плющенні циліндричних заготовок вальцюванням циліндричними валками [Матвійчук В.А. Розвиток процесів холодного вальцювання криволінійних заготовок із алюмінієвих сплавів /В.А. Матвійчук, І.А. Бубновська //Збірник тез доповідей VII Міжнародної науково-технічної конференції "Теоретичні та практичні проблеми в обробці матеріалів тиском і якості фахової освіти". - Київ - Херсон НТУУ "КПІ" ММІ, 2016 С. 26-29] при деформаціях u 0,1 зв'язок між інтенсивністю деформацій u і ступенем обтиснення h б D має лінійну залежність і може бути описаний рівнянням (1): hб 30 35 40 45 0,818 0,723 u . (1) D Оскільки на небезпечних вільних бокових поверхнях заготовки накопичення деформації проходить переважно при значеннях показника напруженого стану 1 , то граничну до руйнування деформацію * для матеріалу вальцьованої заготовки можна визначати за діаграмою пластичності при 1 [Матвійчук В.А. Оцінка деформованості матеріалу криволінійних заготовок при вальцюванні в умовах складного двоетапного деформування /В.А. Матвійчук, І.А. Бубновська //Збірник тез доповідей VIII Міжнародної науково-технічної конференції "Теоретичні та практичні проблеми в обробці матеріалів тиском і якості фахової освіти". - Київ - Херсон НТУУ "КПІ" ММІ, 2017 С. 161-164], або за результатами випробувань [Патент на корисну модель № 109984, кл. G01N 3/08 26.09.16. Бюл. № 18]. Тоді гранична на момент руйнування товщина вальцьованої заготовки визначиться із (1) за формулою: h* 0,818 0,723* D . (2) Пристрій для плющення циліндричної заготовки 1 вальцюванням включає два гладких циліндричних валки 2 (креслення). Спосіб здійснюється наступним чином. За формулою (2) визначають граничну товщину стрічки h * , яку можна отримати вальцюванням без руйнування заготовки діаметром D . При цьому граничну до руйнування деформацію * визначають для конкретного матеріалу за відомими діаграмами пластичності або за результатами випробувань (Патент № 109984). Приблизне значення граничної деформації можна визначити за відомими довідковими значеннями відносного звуження , як 1 . 1 Циліндрична заготовка 1 обтискується циліндричними валками 2 (креслення) до значень hб h* . Для цього вмикається обертання валків і здійснюється вальцювання заготовки до необхідної товщини за один або декілька проходів. У порівнянні з базовим об'єктом, котрим є найближчий аналог, описаний спосіб забезпечує виготовлення вальцюванням заготовок з незначним розширенням і наперед відомими граничними можливостями стосовно конкретного матеріалу, а також дозволяє отримувати мірні вироби з плющеними кінцівками. * ln 50 1 UA 122547 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб оцінки технологічних можливостей плющення циліндричних заготовок, який відрізняється тим, що здійснюють холодне вальцювання циліндричних заготовок циліндричними валками, граничну на момент руйнування товщину вальцьованої заготовки визначають за формулою h* 0,818 0,723 * D , де * - гранична до руйнування інтенсивність деформацій в умовах одноосного розтягу, D - діаметр вихідної заготовки. Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: циліндричних, спосіб, оцінки, технологічних, вальцюванням, заготовок, можливостей, плющення
Код посилання
<a href="https://ua.patents.su/4-122547-sposib-ocinki-tekhnologichnikh-mozhlivostejj-plyushhennya-cilindrichnikh-zagotovok-valcyuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки технологічних можливостей плющення циліндричних заготовок вальцюванням</a>
Спосіб виготовлення криволінійних заготовок вальцюванням
Номер патенту: 120472
Опубліковано: 10.11.2017
Автори: Рубаненко Олена Олександрівна, Бубновська Ірина Анатоліївна, Матвійчук Віктор Андрійович
Мітки: спосіб, криволінійних, вальцюванням, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення криволінійних заготовок вальцюванням, який відрізняється тим, що з метою розширення технологічних можливостей щодо отримання криволінійних заготовок необхідної кривизни та якості виготовлюваних виробів, вальцювання циліндричних заготовок на першому етапі здійснюється на гладку бочку конічними валками, а на другому етапі заготовка повертається на 90° і вальцюється в калібрах циліндричних валків.
Спосіб визначення пластичності металів вальцюванням циліндричних зразків на клин
Номер патенту: 109984
Опубліковано: 26.09.2016
Автори: Бубновська Ірина Анатоліївна, Матвійчук Віктор Андрійович, Добранюк Юрій Володимирович, Михалевич Володимир Маркусович
МПК: G01N 3/08
Мітки: спосіб, пластичності, клин, вальцюванням, металів, зразків, визначення, циліндричних
Формула / Реферат:
1. Спосіб визначення пластичності металів вальцюванням циліндричних зразків на клин, який відрізняється тим, що з метою підвищення точності визначення пластичності при напруженому стані, що відповідає одноосьовому розтягу, за рахунок запобігання втраті стійкості деформування зразка у вигляді утворення шийки та забезпечення сталості значень показників напруженого стану протягом всього процесу випробування, деформування вільної бічної поверхні...
Пристрій для полірування довгомірних циліндричних заготовок
Номер патенту: 44231
Опубліковано: 25.09.2009
Автор: Палюх Андрій Ярославович
МПК: B24D 5/00
Мітки: полірування, довгомірних, пристрій, заготовок, циліндричних
Формула / Реферат:
Пристрій для полірування довгомірних циліндричних заготовок, який виконаний у вигляді рами, бункерного механізму для завантаження заготовок в зону полірування, в нижній звуженій частині якого розміщено механізм поштучної подачі заготовок, приводу, стрічкового конвеєра, який встановлено паралельно до вивантажувального вікна з можливістю переміщення довгомірних циліндричних заготовок в зону полірування, полірувальних кругів, які встановлені з...
Спосіб оцінки ефективності технологічних мастил
Номер патенту: 4828
Опубліковано: 15.02.2005
Автори: Діамантопуло Костянтин Костянтинович, Гараєва Світлана Едуардівна, Діамантопуло Юлія Костянтинівна, Сердюк Олексій Іванович
МПК: B21J 3/00
Мітки: технологічних, спосіб, мастил, оцінки, ефективності
Формула / Реферат:
Спосіб оцінки ефективності технологічних мастил, який містить деформування у штампі заготовок однієї маси та розмірів із застосуванням різних технологічних мастил для кожної заготовки, вилучення їх із штампа та визначення ефективності застосованих технологічних мастил за результатами вимірювання розмірів поковки, який відрізняється тим, що як параметр поковки, який контролюють, використовують один із розмірів по висоті поковки або висоті...
Пристрій для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру
Номер патенту: 66507
Опубліковано: 17.05.2004
Автори: Вовк Ярослав Юрійович, Стойко Ігор Іванович, Матвійчук Анатолій Васильович, Гевко Ігор Богданович, Глух Василь Михайлович
МПК: B65G 33/16
Мітки: діаметру, довгомірних, циліндричних, пристрій, зовнішньому, заготовок, оброблення
Формула / Реферат:
Пристрій для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру, який виконано у вигляді приводу, повздовжнього супорта, корпуса, в якому встановлена різцева головка задньої бабки, установних і затискних елементів, який відрізняється тим, що за різцевою головкою, по ходу виконання технологічного процесу, встановлена жорстка плаваюча вигладжувальна головка з можливістю радіального переміщення в межах допуска на оброблення,...
Попередній патент: Весло-жалюзі для кораблів і суден
Наступний патент: Струминний гомогенізатор молока з роздільною подачею вершків
Випадковий патент: Спосіб одержання 3,4-дигідроізотіокумарин-3-карбонових кислот