Пристрій для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру
Номер патенту: 66507
Опубліковано: 17.05.2004
Автори: Гевко Ігор Богданович, Вовк Ярослав Юрійович, Стойко Ігор Іванович, Матвійчук Анатолій Васильович, Глух Василь Михайлович
Формула / Реферат
Пристрій для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру, який виконано у вигляді приводу, повздовжнього супорта, корпуса, в якому встановлена різцева головка задньої бабки, установних і затискних елементів, який відрізняється тим, що за різцевою головкою, по ходу виконання технологічного процесу, встановлена жорстка плаваюча вигладжувальна головка з можливістю радіального переміщення в межах допуска на оброблення, вісь обертання якої є співвісною з віссю верстата, встановлена в корпусі і виконана у вигляді центральної втулки з внутрішнім отвором більшим за зовнішній діаметр оброблюваної деталі, на лівому кінці якої рівномірно по колу встановлені з можливістю кругового обертання конічні ролики, які по внутрішньому діаметру утворюють циліндричну поверхню, що дорівнює зовнішньому діаметру оброблюваної поверхні, а по зовнішньому - конічну поверхню, якою є в контакті з внутрішнім конічним отвором обойми, яка є співвісною з віссю втулки, а з лівої сторони обойма жорстко закріплена до циліндричного корпуса плаваючої вигладжувальної головки за допомогою кільця зовнішньою конічною поверхнею і затискних елементів, внутрішній діаметр кільця є більшим за зовнішній діаметр заготовки, а обойма зовнішньою - конічною поверхнею є в контакті з внутрішнім конічним отвором циліндричного корпуса, при цьому в центральній частині втулка по зовнішньому діаметру встановлена в підшипниках кочення, зовнішнім діаметром вона встановлена в регулювальну втулку, а правим торцем підшипники є в контакті з внутрішнім циліндричним виступом регулювальної втулки,остання встановлена жорстко в отворі циліндричного корпуса з можливістю осьового переміщення, з лівого торця до регулювальної втулки жорстко закріплена проміжна втулка, яка є в контакті посадкою ковзання по внутрішньому діаметру з центральною втулкою, а по зовнішньому -з регулювальною втулкою, лівий торець проміжної втулки встановлено із зазором S до правого торця обойми, а на правому зовнішньому кінці втулки нарізана різь, встановлена пружина стискування і нагвинчена гайка, яка лівим кінцем є у взаємодії з торцем внутрішнього циліндричного виступа регулювальної втулки, на правому торці регулювальної втулки виконано фланець, в якому встановлено, наприклад, три регулювальних болти, які своїми торцями є в контакті з правим торцем циліндричного корпуса, що забезпечує необхідну величину зазору S, причому піноль задньої бабки зовнішнім діаметром по посадці ковзання є у взаємодії з внутрішнім діаметром центральної втулки, а її довжина є більшою за довжину оброблюваної заготовки, а торцем є у взаємодії з торцем циліндричної заготовки з можливістю осьового і кругового переміщення.
Текст
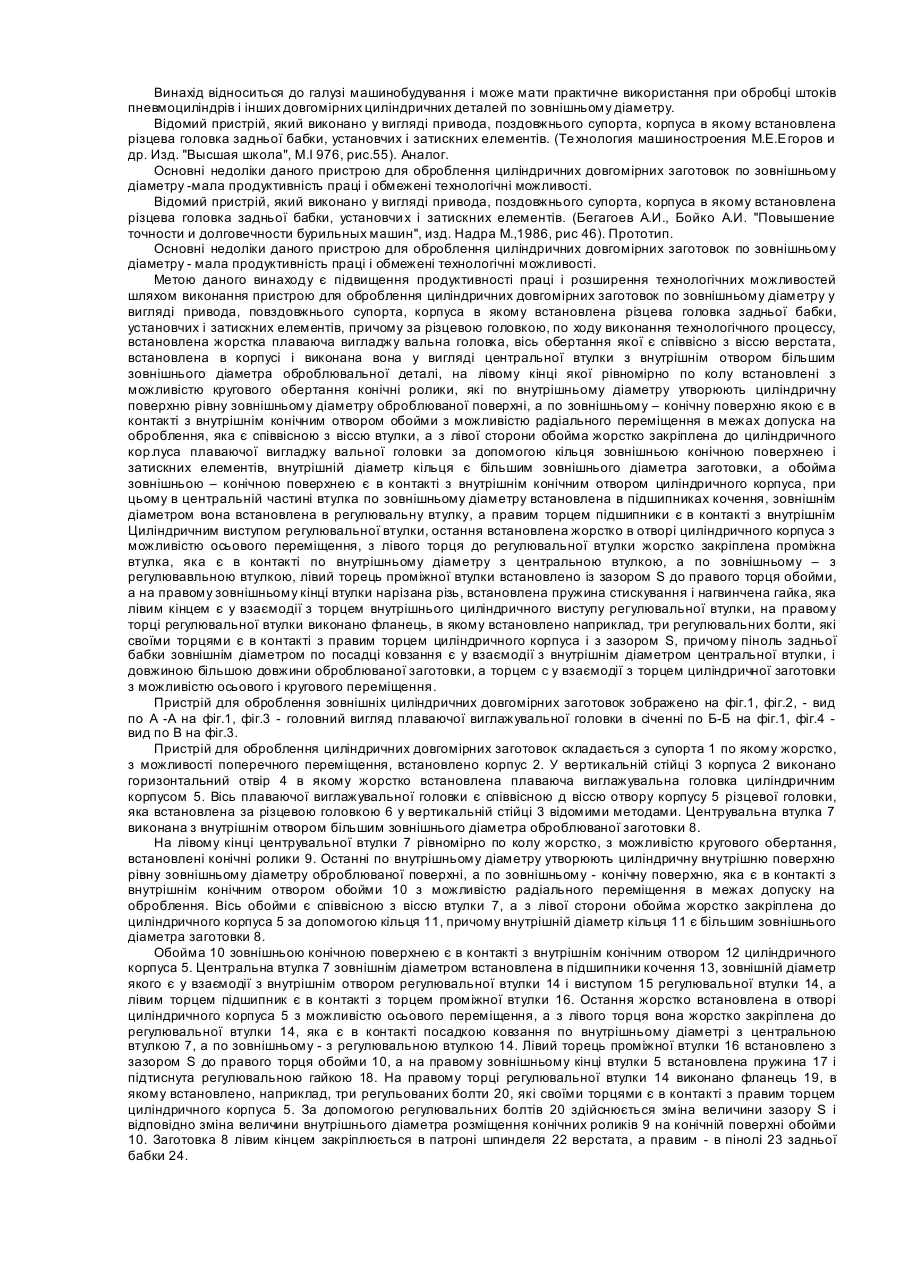
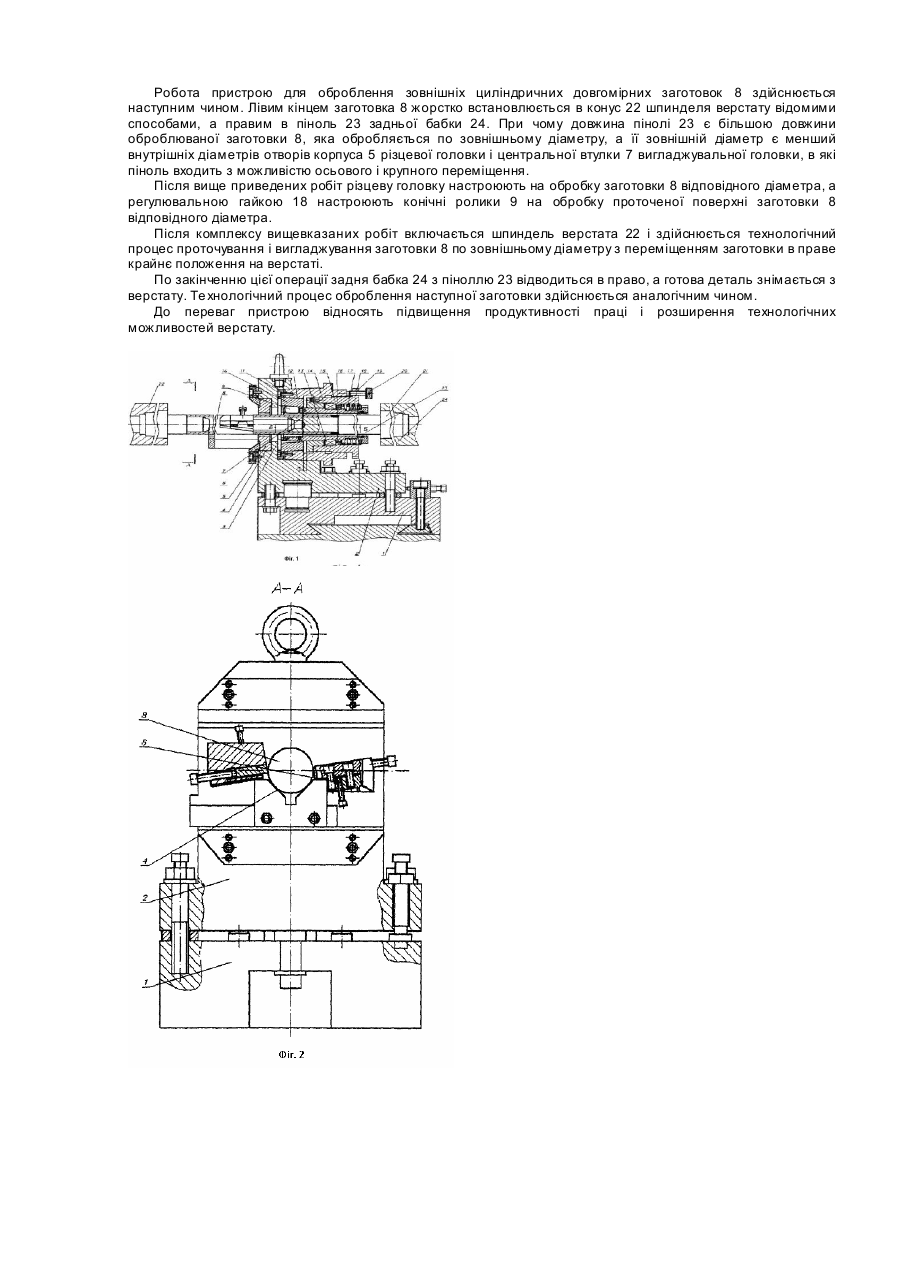
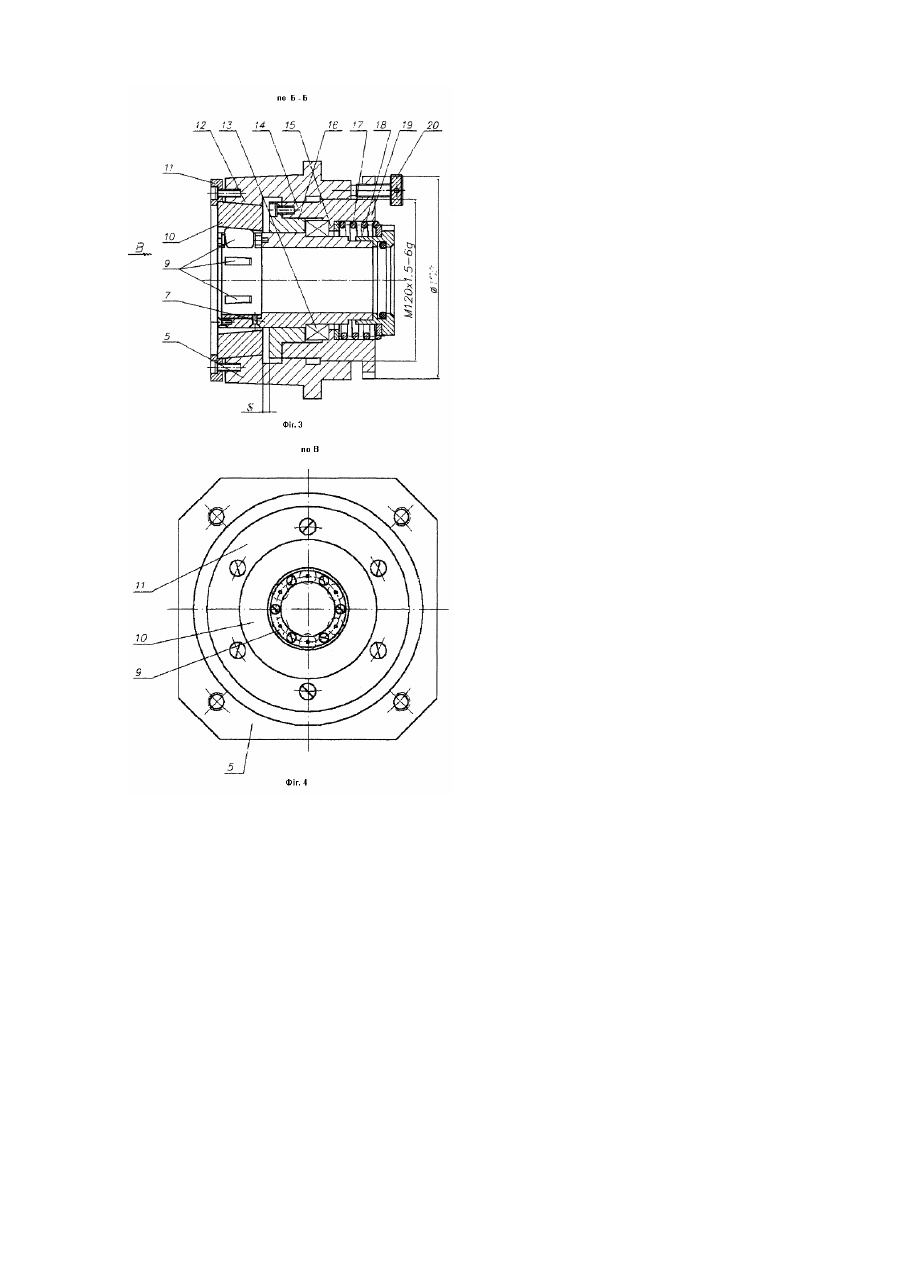
Винахід відноситься до галузі машинобудування і може мати практичне використання при обробці штоків пневмоциліндрів і інших довгомірних циліндричних деталей по зовнішньому діаметру. Відомий пристрій, який виконано у вигляді привода, поздовжнього супорта, корпуса в якому встановлена різцева головка задньої бабки, установчих і затискних елементів. (Те хнология машиностроения М.Е.Егоров и др. Изд. "Высшая школа", M.I 976, рис.55). Аналог. Основні недоліки даного пристрою для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру -мала продуктивність праці і обмежені технологічні можливості. Відомий пристрій, який виконано у вигляді привода, поздовжнього супорта, корпуса в якому встановлена різцева головка задньої бабки, установчи х і затискних елементів. (Бегагоев А.И., Бойко А.И. "Повышение точности и долговечности бурильных машин", изд. Надра М.,1986, рис 46). Прототип. Основні недоліки даного пристрою для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру - мала продуктивність праці і обмежені технологічні можливості. Метою даного винаходу є підвищення продуктивності праці і розширення технологічних можливостей шляхом виконання пристрою для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру у вигляді привода, повздовжнього супорта, корпуса в якому встановлена різцева головка задньої бабки, установчих і затискних елементів, причому за різцевою головкою, по ходу виконання технологічного процессу, встановлена жорстка плаваюча вигладжу вальна головка, вісь обертання якої є співвісно з віссю верстата, встановлена в корпусі і виконана вона у вигляді центральної втулки з внутрішнім отвором більшим зовнішнього діаметра оброблювальної деталі, на лівому кінці якої рівномірно по колу встановлені з можливістю кругового обертання конічні ролики, які по внутрішньому діаметру утворюють циліндричну поверхню рівну зовнішньому діаметру оброблюваної поверхні, а по зовнішньому – конічну поверхню якою є в контакті з внутрішнім конічним отвором обойми з можливістю радіального переміщення в межах допуска на оброблення, яка є співвісною з віссю втулки, а з лівої сторони обойма жорстко закріплена до циліндричного кор.пуса плаваючої вигладжу вальної головки за допомогою кільця зовнішньою конічною поверхнею і затискних елементів, внутрішній діаметр кільця є більшим зовнішнього діаметра заготовки, а обойма зовнішньою – конічною поверхнею є в контакті з внутрішнім конічним отвором циліндричного корпуса, при цьому в центральній частині втулка по зовнішньому діаметру встановлена в підшипниках кочення, зовнішнім діаметром вона встановлена в регулювальну втулку, а правим торцем підшипники є в контакті з внутрішнім Циліндричним виступом регулювальної втулки, остання встановлена жорстко в отворі циліндричного корпуса з можливістю осьового переміщення, з лівого торця до регулювальної втулки жорстко закріплена проміжна втулка, яка є в контакті по внутрішньому діаметру з центральною втулкою, а по зовнішньому – з регулювавльною втулкою, лівий торець проміжної втулки встановлено із зазором S до правого торця обойми, а на правому зовнішньому кінці втулки нарізана різь, встановлена пружина стискування і нагвинчена гайка, яка лівим кінцем є у взаємодії з торцем внутрішнього циліндричного виступу регулювальної втулки, на правому торці регулювальної втулки виконано фланець, в якому встановлено наприклад, три регулювальних болти, які своїми торцями є в контакті з правим торцем циліндричного корпуса і з зазором S, причому піноль задньої бабки зовнішнім діаметром по посадці ковзання є у взаємодії з внутрішнім діаметром центральної втулки, і довжиною більшою довжини оброблюваної заготовки, а торцем с у взаємодії з торцем циліндричної заготовки з можливістю осьового і кругового переміщення. Пристрій для оброблення зовнішніх циліндричних довгомірних заготовок зображено на фіг.1, фіг.2, - вид по А -А на фіг.1, фіг.3 - головний вигляд плаваючої виглажувальної головки в січенні по Б-Б на фіг.1, фіг.4 вид по В на фіг.3. Пристрій для оброблення циліндричних довгомірних заготовок складається з супорта 1 по якому жорстко, з можливості поперечного переміщення, встановлено корпус 2. У вертикальній стійці 3 корпуса 2 виконано горизонтальний отвір 4 в якому жорстко встановлена плаваюча виглажувальна головка циліндричним корпусом 5. Вісь плаваючої виглажувальної головки є співвісною д віссю отвору корпусу 5 різцевої головки, яка встановлена за різцевою головкою 6 у вертикальній стійці 3 відомими методами. Центрувальна втулка 7 виконана з внутрішнім отвором більшим зовнішнього діаметра оброблюваної заготовки 8. На лівому кінці центрувальної втулки 7 рівномірно по колу жорстко, з можливістю кругового обертання, встановлені конічні ролики 9. Останні по внутрішньому діаметру утворюють циліндричну внутрішню поверхню рівну зовнішньому діаметру оброблюваної поверхні, а по зовнішньому - конічну поверхню, яка є в контакті з внутрішнім конічним отвором обойми 10 з можливістю радіального переміщення в межах допуску на оброблення. Вісь обойми є співвісною з віссю втулки 7, а з лівої сторони обойма жорстко закріплена до циліндричного корпуса 5 за допомогою кільця 11, причому внутрішній діаметр кільця 11 є більшим зовнішнього діаметра заготовки 8. Обойма 10 зовнішньою конічною поверхнею є в контакті з внутрішнім конічним отвором 12 циліндричного корпуса 5. Центральна втулка 7 зовнішнім діаметром встановлена в підшипники кочення 13, зовнішній діаметр якого є у взаємодії з внутрішнім отвором регулювальної втулки 14 і виступом 15 регулювальної втулки 14, а лівим торцем підшипник є в контакті з торцем проміжної втулки 16. Остання жорстко встановлена в отворі циліндричного корпуса 5 з можливістю осьового переміщення, а з лівого торця вона жорстко закріплена до регулювальної втулки 14, яка є в контакті посадкою ковзання по внутрішньому діаметрі з центральною втулкою 7, а по зовнішньому - з регулювальною втулкою 14. Лівий торець проміжної втулки 16 встановлено з зазором S до правого торця обойми 10, а на правому зовнішньому кінці втулки 5 встановлена пружина 17 і підтиснута регулювальною гайкою 18. На правому торці регулювальної втулки 14 виконано фланець 19, в якому встановлено, наприклад, три регульованих болти 20, які своїми торцями є в контакті з правим торцем циліндричного корпуса 5. За допомогою регулювальних болтів 20 здійснюється зміна величини зазору S і відповідно зміна величини внутрішнього діаметра розміщення конічних роликів 9 на конічній поверхні обойми 10. Заготовка 8 лівим кінцем закріплюється в патроні шпинделя 22 верстата, а правим - в пінолі 23 задньої бабки 24. Робота пристрою для оброблення зовнішніх циліндричних довгомірних заготовок 8 здійснюється наступним чином. Лівим кінцем заготовка 8 жорстко встановлюється в конус 22 шпинделя верстату відомими способами, а правим в піноль 23 задньої бабки 24. При чому довжина пінолі 23 є більшою довжини оброблюваної заготовки 8, яка обробляється по зовнішньому діаметру, а її зовнішній діаметр є менший внутрішніх діаметрів отворів корпуса 5 різцевої головки і центральної втулки 7 вигладжувальної головки, в які піноль входить з можливістю осьового і крупного переміщення. Після вище приведених робіт різцеву головку настроюють на обробку заготовки 8 відповідного діаметра, а регулювальною гайкою 18 настроюють конічні ролики 9 на обробку проточеної поверхні заготовки 8 відповідного діаметра. Після комплексу вищевказаних робіт включається шпиндель верстата 22 і здійснюється технологічний процес проточування і вигладжування заготовки 8 по зовнішньому діаметру з переміщенням заготовки в праве крайнє положення на верстаті. По закінченню цієї операції задня бабка 24 з піноллю 23 відводиться в право, а готова деталь знімається з верстату. Те хнологічний процес оброблення наступної заготовки здійснюється аналогічним чином. До переваг пристрою відносять підвищення продуктивності праці і розширення технологічних можливостей верстату.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for treatment of outer diameter of cylindrical long-length blanks
Автори англійськоюVovk Yaroslav Yuriiovych, Stoiko Ihor Ivanovych, Matviichuk Anatolii Vasyliovych, Hevko Ihor Bohdanovych
Назва патенту російськоюУстройство для обработки внешнего диаметра цилиндрических длинномерных заготовок
Автори російськоюВовк Ярослав Юрьевич, Стойко Игорь Иванович, Матвийчук Анатолий Васильевич, Гевко Игорь Богданович
МПК / Мітки
МПК: B65G 33/16
Мітки: заготовок, циліндричних, зовнішньому, довгомірних, діаметру, пристрій, оброблення
Код посилання
<a href="https://ua.patents.su/3-66507-pristrijj-dlya-obroblennya-cilindrichnikh-dovgomirnikh-zagotovok-po-zovnishnomu-diametru.html" target="_blank" rel="follow" title="База патентів України">Пристрій для оброблення циліндричних довгомірних заготовок по зовнішньому діаметру</a>
Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок
Номер патенту: 66501
Опубліковано: 17.05.2004
Автори: Глух Василь Михайлович, Гевко Ігор Богданович, Матвійчук Анатолій Васильович, Стойко Ігор Іванович, Вовк Ярослав Юрійович
МПК: B23P 25/00
Мітки: плаваюча, зовнішніх, циліндричних, обробки, головка, довгомірних, заготовок, поверхонь
Формула / Реферат:
1. Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса, в якому жорстко з двох сторін отвору радіально встановлені різці, механізмів регулювання положення різців, установних і затискних елементів, патрона і пінолі задньої бабки, який відрізняється тим, що корпус виконано у вигляді прямокутника, в центрі якого виконано наскрізний отвір, діаметр якого є більшим за зовнішній діаметр...
Пристрій для термічного оброблення довгомірних виробів
Номер патенту: 1358
Опубліковано: 15.08.2002
Автор: Мікульонок Ігор Олегович
МПК: D01D 5/08
Мітки: виробів, термічного, пристрій, оброблення, довгомірних
Формула / Реферат:
Пристрій для термічного оброблення довгомірних виробів, наприклад синтетичних ниток, що містить вертикальний колодязь, дві протилежні плоскі стінки якого обладнані рознесеними по висоті засобами регулювання відстані між цими стінками, який відрізняється тим, що засоби регулювання відстані між плоскими стінками колодязя виконані кінематично незалежними один від одного.
Пристрій для подачі змащувально-охолоджувальної рідини під час шліфування довгомірних заготовок
Номер патенту: 46497
Опубліковано: 15.05.2002
Автори: Шевченко Євген Олексійович, Онищенко Анатолій Миколайович, Степанов Михайло Сергійович
МПК: B24B 55/00
Мітки: довгомірних, рідини, пристрій, заготовок, подачі, змащувально-охолоджувальної, шліфування
Формула / Реферат:
Пристрій для подачі змащувально-охолоджувальної рідини (ЗОР) під час шліфування довгомірних заготовок, що містить підтримуючий елемент у вигляді втулки з криволінійною поверхнею з радіусом, який приблизно дорівнює радіусу заготовки, що шліфується, і трубопровід підведення ЗОР, який відрізняється тим, що на внутрішній поверхні підтримуючого елемента, який має отвір для шліфувального круга, виконані гвинтові канавки з числом нарізних заходів,...
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей
Номер патенту: 51720
Опубліковано: 16.12.2002
Автори: Грицай Ігор Євгенович, Афтаназів Іван Семенович, Кусий Ярослав Маркіянович
МПК: B23P 9/00
Мітки: пристрій, зміцнення, циліндричних, деталей, довгомірних, поверхонь
Формула / Реферат:
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей, що містить кільцеві статор і якір електромагнітного приводу та встановлені з можливістю коливання ударні елементи, виконані у вигляді циліндричних дисків із рівномірно розташованими по їх периферії і виступаючими за їх межі деформуючими кульками, який відрізняється тим, що кожен із ударних елементів з'єднаний відповідно із статором чи якорем пружними елементами рівної...
Пристрій для термообробки довгомірних порожнистих циліндричних виробів
Номер патенту: 34155
Опубліковано: 15.05.2003
Автори: Пирогов Олександр Дмитрович, Галенко Василь Петрович, Рябець Микола Пантелеймонович, Шамонін Олександр Миколайович, Ляшенко Віктор Михайлович
МПК: C21D 1/62
Мітки: виробів, пристрій, порожнистих, термообробки, довгомірних, циліндричних
Формула / Реферат:
Пристрій для термообробки довгомірних порожнистих циліндричних виробів, що має вертикальну ванну з переливом і частково занурену в неї вертикальну підвіску, до якої підключені трубопровід охолоджуючої рідини, бак для зливання гарячої рідини і трубопровід стиснутого повітря, при цьому в верхній частині пристрою є основа, на якій встановлений конус, спряжений з несучим конусом захвата виробу, який відрізняється тим, що підвіска включає механізм...
Попередній патент: Пристрій для відновлення характеристик гвинтових пружин
Наступний патент: Інфрачервоний детектор
Випадковий патент: Твердопаливний теплогенератор