Спосіб виготовлення виробів з волокнистої маси та пристрій для його здійснення
Номер патенту: 12265
Опубліковано: 25.12.1996
Автори: Кропінов Борис Іванович, Скрильов Олександр Васильович, Калініченко Олексій Павлович, Мочульський Людвиг Вікторович
Формула / Реферат
1. Способ изготовления изделий из волокнистой массы, преимущественно массы для производства картона, включающий намывку и формовку волокна на пористую форму под вакуумом, обезвоживание изделия, его опрессовку и сушку, отличающийся тем, что, с целью повышения качества изделий, намывку и формовку волокна производят на песчаную форму, перед опрессовкой изделие покрывают тканью, а опрессовку и сушку производят одновременно через слой песка.
2. Устройство для изготовления изделий из волокнистой массы по п. 1, содержащее корпус с днищем и двойными стенками, перфорированными с внутренней стороны и покрытыми сеткой, полость между которыми подсоединена к вакуумной системе, и средство для подачи формуемой массы на пористую форму для изделия, отличающееся тем, что корпус снабжен крышкой с эластичной диафрагмой для передачи давления на изделие, калорифером для подачи нагретого воздуха в корпус и покрытой сеткой перфорированной перегородкой, установленной горизонтально над днищем с образованием полости, соединенной с вакуумной системой.
Текст
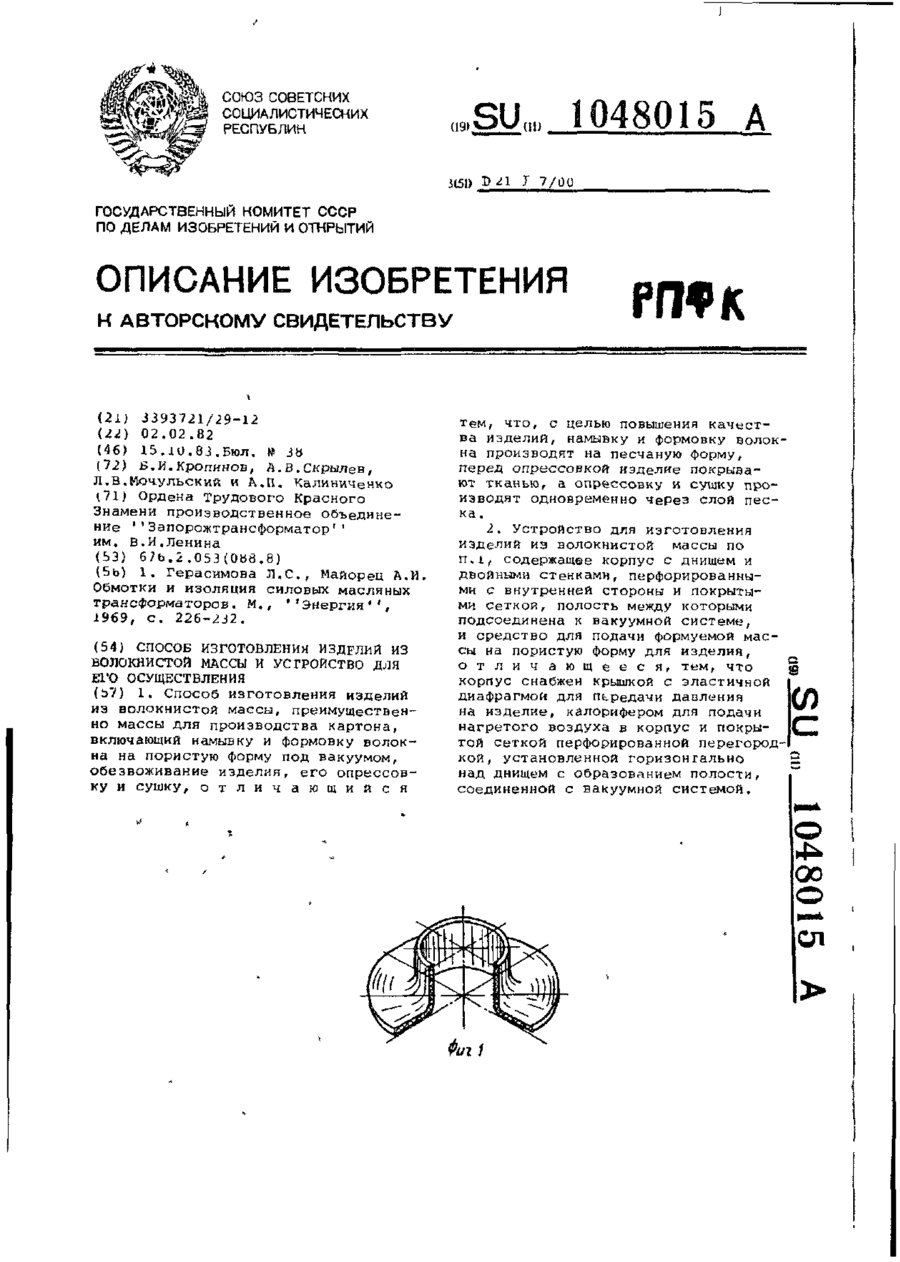
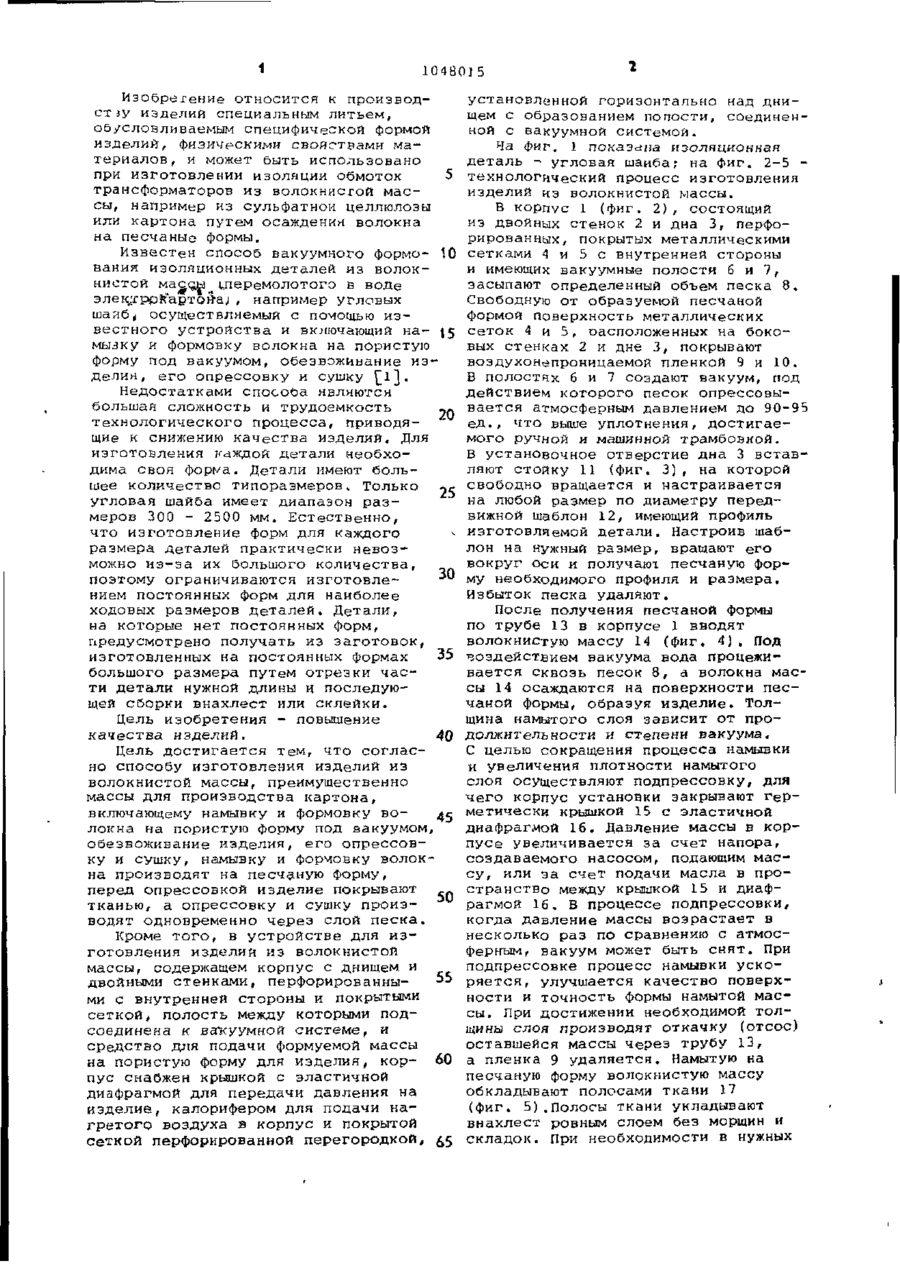
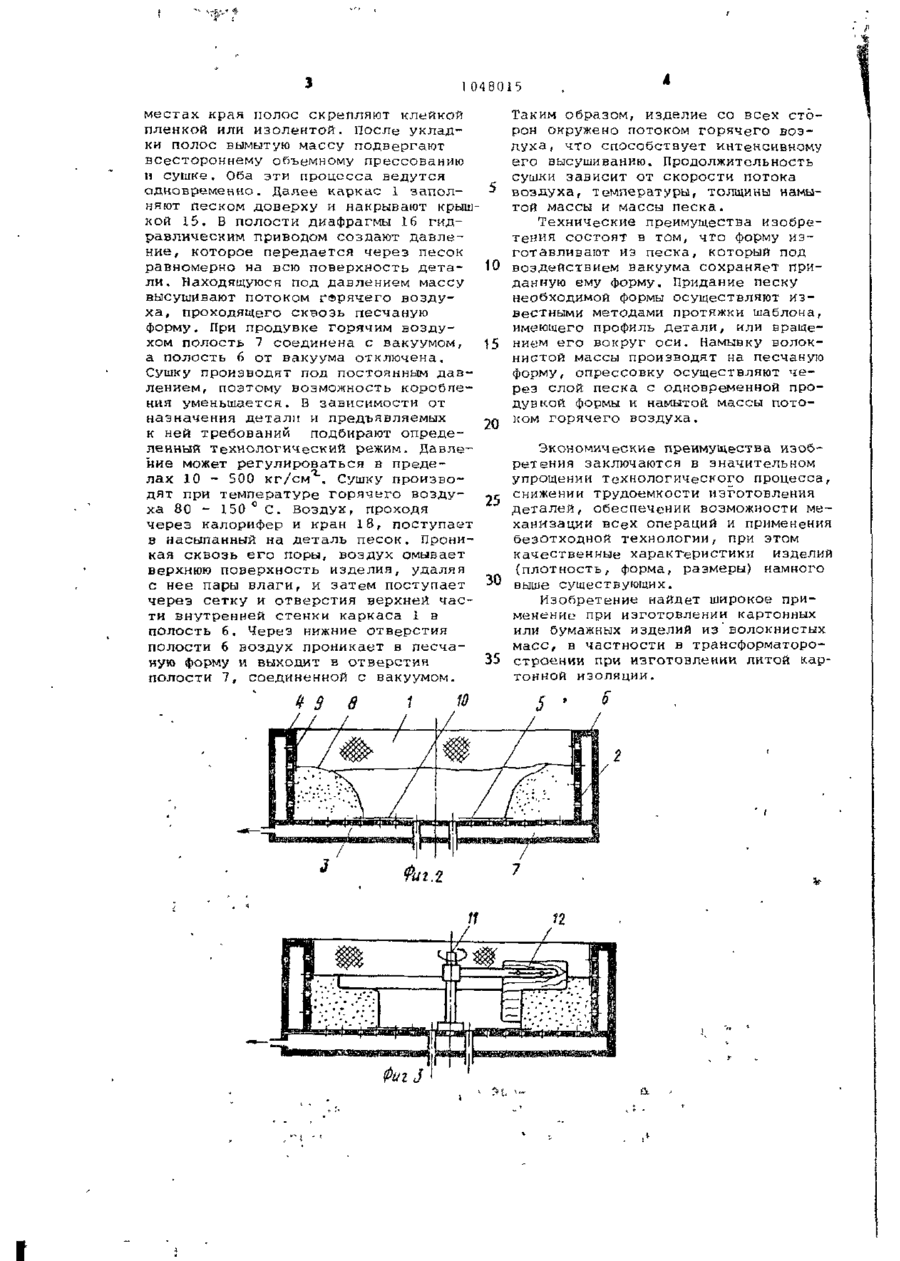
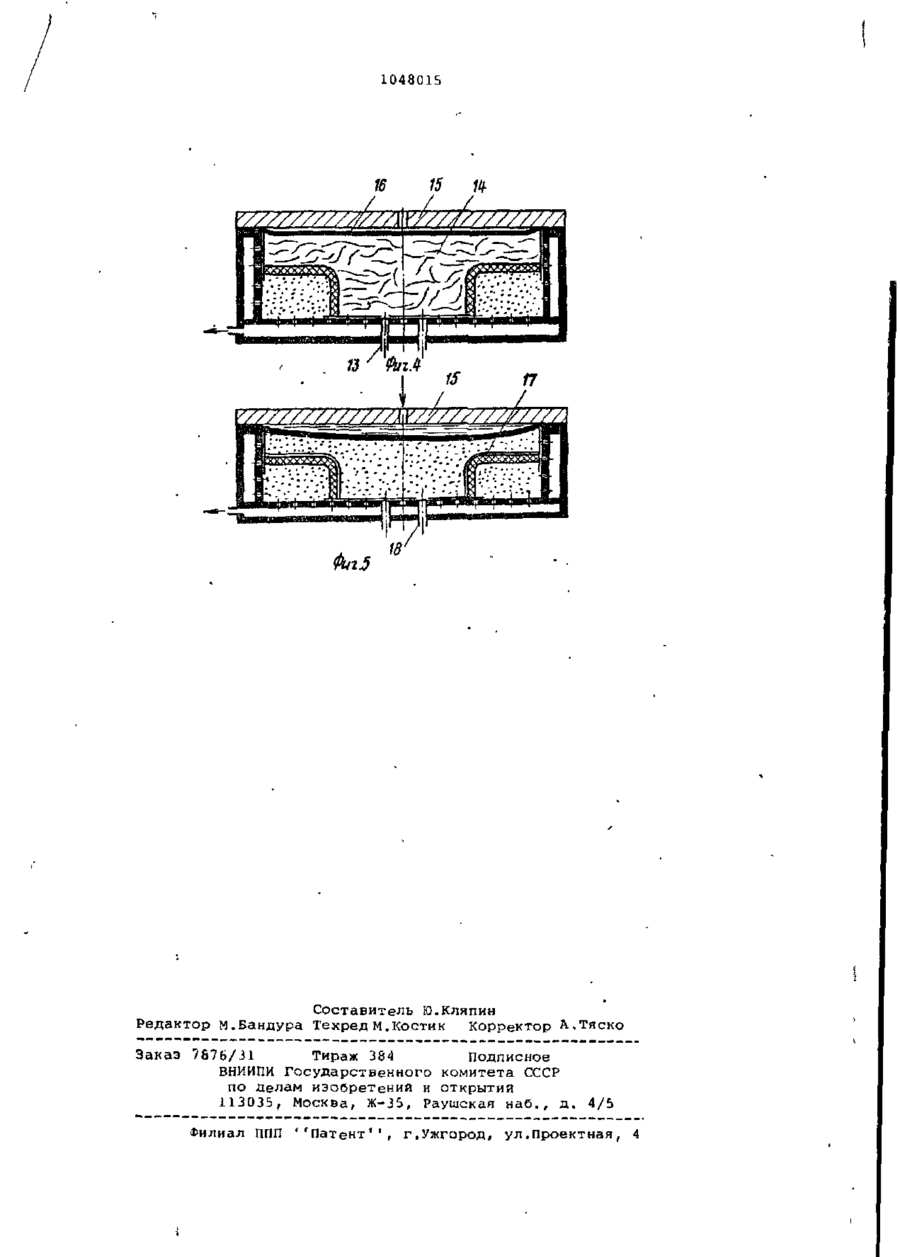
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК 15 А 5(51) D - J 1 У 7 / 0 0 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИЯ Н АВТОРСКОМУ СВИДЕТЕЛЬСТВУ иг) (46) 3393721/29-12 02.02.82 1 5 . 1 0 . 0 3 . Б ю л . № ЗЬ (72) Б.И.Кропинов, А.В.Скрылев, Л.В.Мочульский и А.П. Калиниченко (71) Ордена Трудового Красного Знамени производственное объединение ''Запорожтрансформатор1' им. В.И.Ленина (ЬЗ) 67b.2 .053(0В8.8) (5ь) 1. Герасимова Л . С , Майорец А.И Обмотки и изоляция силовых масляных трансформаторов. М., ''Энергия'', 1969, с. 226-232. (54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (Ь7) 1. Способ изготовления изделий из волокнистой массы, преимущественно массы для производства картона, включающий намывку и формовку волокна на пористую Форму под вакуумом, обезвоживание изделия, его опрессовку и сушку, о т л и ч а ю щ и й с я PflfK тем, что, с целью повышения качуства изделий, намывку и формовку волокна производят на песчаную форму, перед опрессовкой изделие покрывают тканью, а опрессовку и сушку производят одновременно через слой песка. I. Устройство для изготовления изделий из волокнистой массы по п.1, содержащее корпус с днищем и двойными стенками, перфорированными с внутренней стороны и покрытыми сеткой, полость между которыми подсоединена к вакуумной системе, и средство для подачи формуемой массы на пористую форму для изделия, о т л и ч а ю щ е е с я , тем, что корпус снабжен крышкой с эластичной диафрагмой для передачи давления на изделие, калорифером для подачи нагретого воздуха в корпус и покрытой сеткой перфорированной перегородкой , установленной горизонтально над днищем с образованием полости, соединенной с вакуумной системой. (Л 00 ел > 1 10480J5 Изобретение относится к производстзу изделий специальным литьем, обусловливаемым специфической формой изделий, физическими свойствами материалов , и может быть использовано при изготовлении изоляции обмоток трансформаторов из волокнистой массы, например из сульфатной целлюлозы или картона путем осаждении волокна на песчаные формы. Известен способ вакуумного формо- 10 вания изоляционных деталей из волокнистой массы ^перемолотого в воде о например угловых шайбt осуществляемый с помощью известного устройства и включающий на- 15 мызку и формовку волокна на пористую форму под вакуумом, обезвоживание изделия , его опрессовку и сушку [_1 ]. Недостатками способа являются большая сложность и трудоемкость 20 технологического процесса, приводящие к снижению качества изделий. Для изготовления каждой детали необходима своя форма. Детали имеют большее количестве типоразмеров, Только 25 угловая шайба имеет диапазон размеров 300 - 2500 мм. Естественно, что изготовление форм для каждого размера деталей практически невозможно из-за их большого количества, поэтому ограничиваются изготовле30 нием постоянных форм для наиболее ходовых размеров деталей. Детали, на которые нет постоянных форм, предусмотрено получать из заготовок, изготовленных на постоянных формах 35 большого размера путем отрезки части детали нужной длины и последующей сборки внахлест или склейки. Цель изобретения - повышение качества изделий. 40 Цель достигается тем, что согласно способу изготовления изделий из волокнистой массы, преимущественно массы для производства картона, включающему намывку и формовку волокна на пористую форму под вакуумом, 45 обезвоживание изделия, его опрессовку и сушку, намывку и формовку волокна производят на песчаную форму, перед опрессовкой изделие покрывают тканью, а опрессовку и сушку произ- 50 водят одновременно через слой песка. Кроме того, в устройстве для изготовления изделий из волокнистой массы, содержащем корпус с днищем и 55 двойными стенками, перфорированными с внутренней стороны и покрытыми сеткой, полость между которыми подсоединена к вакуумной системе, и средство для подачи формуемой массы на пористую форму для изделия, кор- 60 пус снабжен крышкой с эластичной диафрагмой для передачи давления на изделие, калорифером для подачи нагретого воздуха в корпус и покрытой сеткой перфорированной перегородкой, 65 установленной горизонтально над днищем с образованием попости, соединенной с вакуумной системой. На фиг. 1 показана изоляционная деталь - угловая шайба; на фиг. 2-5 технологический процесс изготовления изделий из волокнистой массы. В корпус 1 (фиг. 2 ) , состоящий из двойных стенок 2 и дна 3, перфорированных, покрытых металлическими сетками 4 и 5 с внутренней стороны и имеющих вакуумные полости 6 и 7, засыпают определенный объем песка 8. Свободную от образуемой песчаной формой поверхность металлических сеток 4 и 5, оасположенных на боковых стенках 2 и дне 3, покрывают воздухонепроницаемой пленкой 9 и 10. В полостях б и 7 создают вакуум, под действием которого песок опрессовывается атмосферным давлением до 90-95 ед., что выше уплотнения, достигаемого ручной и машинной трамбовкой. В установочное отверстие дна 3 вставляют стойку 11 (фиг. 3 ) , на которой свободно вращается и настраивается на любой размер по диаметру передвижной шаблон 12, имеющий профиль изготовляемой детали. Настроив шаблон на нужный размер, вращают его вокруг оси и получают песчаную форму необходимого профиля и размера. Избыток песка удаляют. После получения песчаной формы по трубе 13 в корпусе 1 вводят волокнистую массу 14 (фиг. 4). Под воздействием вакуума вода процеживается сквозь песок 8, а волокна массы 14 осаждаются на поверхности песчаной формы, образуя изделие. Толщина намытого слоя зависит от продолжительности и степени вакуума. С целью сокращения процесса намывки и увеличения плотности намытого слоя осуществляют подпрессовку, для чего корпус установки закрывают герметически крышкой 15 с эластичной диафрагмой 16, Давление массы в корпусе увеличивается за счет напора, создаваемого насосом, подающим массу, или за счет подачи масла в пространство между крышкой 15 и диафрагмой 16. В процессе подпрессовки, когда давление массы возрастает в несколько раз по сравнению с атмосферным, вакуум может быть снят. При подпрессовке процесс намывки ускоряется , улучшается качество поверхности и точность формы намытой массы. При достижении необходимой толщины слоя производят откачку (отсос) оставшейся массы через трубу 13, а пленка 9 удаляется, Намытую на песчаную форму волокнистую массу обкладывают полосами ткани 17 (фиг. 5).Полосы ткани укладывают внахлест ровным слоем без морщин и складок. При необходимости в нужных 10 4 801 местах крля полос скрепляют клейкой пленкой или изолентой. После укладки полос вымытую массу подвергают всестороннему объемному прессованию и сушке. Оба эти процесса ведутся одновременно. Далее каркас 1 заполняют песком доверху и накрывают крышкой 15. В полости диафрагмы 16 гидравлическим приводом создают д а в л е ние, которое передается через песок равномерно на всю поверхность д е т а ли. Находящуюся под давлением массу высушивают потоком гарячего воздуха, проходящего сквозь песчаную форму, При продувке горячим воздухом полость 7 соединена с вакуумом, а полость 6 от вакуума отключена. Сушку производят под постоянным д а в лением, поэтому возможность коробпения уменьшается. В зависимости от назначения детали и предъявляемых к ней требований подбирают определенный технологический режим. Давление может регулироваться в пределах 10 - 500 кг/см . Сушку производят при температуре горячего воздуха 80 - 150° С. Воздух, проходя через калорифер и кран 1 8 , поступает в насыпанный на деталь песок. Проникая сквозь его поры, воздух омывает верхнюю поверхность изделия, удаляя с нее пары влаги, и затем поступает через сетку и отверстия верхней части внутренней стенки каркаса і в полость 6. Через нижние отверстия полости 6 воздух проникает в песчаную форму и выходит в отверстия полости 7, соединенной с вакуумом. ФигЗ Таким образом, изделие со всех сторон окружено потоком горячего воздуха , что способствует интенсивному его высушиванию. Продолжительность сушки зависит от скорости потока воздуха f температуры, толщины намытой массы и массы песка. Технические преимущества изобретения состоят в том, что форму изготавливают из песка, который под 10 воздействием вакуума сохраняет приданную ему форму. Придание песку необходимой формы осуществляют известными методами протяжки шаблона, имеющего профиль детали, или враще15 нием его вокруг оси. Намывку волокнистой массы производят на песчаную форму, опрессовку осуществляют ч е рез слой песка с одновременной продувкой формы и намытой массы потоком горячего воздуха. 20 Экономические преимущества изобретения заключаются в значительном упрощении технологического процесса, снижении трудоемкости изготовления 25 деталей, обеспечении возможности механизации всех операций и применения безотходной технологии, при этом качественные характеристики изделий {плотность, форма, размеры) намного 30 выше существующих. Изобретение найдет широкое применение при изготовлении картонных или бумажных изделий из волокнистых масс, в частности в трансформаторо35 строении при изготовлении литой картонной ИЗОЛЯЦИИ. 1048015 Составитель Ю.Кляпин Редактор М.Бандура Техред М.Костик Корректор А,Тяско Заказ 7676/31 Тираж 384 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-3 5, Раушская наб. , д. 4/5 Филиал ППП ''Патент 1 ', г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of articles made of fiber mass and device for its implementation
Автори англійськоюKropinov Borys Ivanovych, Skryliov Oleksandr Vasyliovych, Mochulskyi Liudvig Viktorovych, Kalinichenko Oleksii Pavlovych
Назва патенту російськоюСпособ изготовления изделий из волокнистой массы и устройство для его осуществления
Автори російськоюКропинов Борис Иванович, Скрилев Александр Васильевич, Мочульский Людвиг Викторович, Калиниченко Алексей Павлович
МПК / Мітки
МПК: D21J 7/00
Мітки: волокнистої, пристрій, спосіб, маси, виготовлення, здійснення, виробів
Код посилання
<a href="https://ua.patents.su/4-12265-sposib-vigotovlennya-virobiv-z-voloknisto-masi-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з волокнистої маси та пристрій для його здійснення</a>
Спосіб одержання волокнистої маси із відходів недеревинної сировини
Номер патенту: 10547
Опубліковано: 25.12.1996
Автори: Логачова Лідія Іванівна, Мамай Ольга Іванівна, Чурсіна Людмила Андріївна, Логачов Євген Васильович, Богданова Ольга Федорівна
МПК: D01C 3/00
Мітки: недеревинної, відходів, волокнистої, спосіб, сировини, одержання, маси
Формула / Реферат:
Способ получения волокнистой массы из отходов недревесного сырья путем обработки сырья щелочно-перекисным раствором, отличающийся тем, что щелочно-перекисную обработку сырья ведут в присутствии метасиликата натрия и анион-активных или катионактивных поверхностно-активных веществ с последующим горячим размолом волокнистой массы.
Спосіб пресування виробів із сумішів і пристрій для його здійснення
Номер патенту: 3796
Опубліковано: 27.12.1994
Автори: Самусенко Всеволод Іванович, Павленко Євгеній Антонович, Олефиренко Віктор Никонович, Гончаров Володимир Васильович, Горбач Володимир Павлович, Старенко Констянтин Миколайович
МПК: B28B 3/02
Мітки: виробів, здійснення, пресування, спосіб, пристрій, сумішів
Формула / Реферат:
1. Способ прессования изделий из смесей, включающий засыпку в многоместную пресс-форму, замыкание пресс-формы с последующим приложением к ней двухстороннего прессующего усилия, отличающийся тем, что приложение прессующего усилия на каждое изделие осуществляют поочередно циклами, при этом отношение суммарного прессующего усилия, приложенного за один цикл с одной из сторон к прессующему усилию с другой стороны равно не менее 2.2....
Спосіб очищення металевих виробів від окалини і пристрій для його здійснення
Номер патенту: 2686
Опубліковано: 26.12.1994
Автори: Гетьман Віктор Андрійович, Виноградова Валентина Василівна, Євдохін Олексій Іванович, Лозовий Віктор Іванович, Галак Микола Матвійович, Касьяновський Вячеслав Аркадійович, Крихта Валерій Петрович, Дручок Генріетта Володимирівна
МПК: B08B 3/08, B08B 7/04, B08B 3/10, C23G 3/00
Мітки: окалини, спосіб, виробів, металевих, пристрій, очищення, здійснення
Формула / Реферат:
1. Способ очистки металлических изделий от окалины, включающий нагрев щелочи переменным магнитным полем и размещение в расплаве щелочи металлических изделий, отличающийся тем, что нагрев осуществляется вначале чередующимися переменными магнитными полями с силовыми линиями, направленными противоположно в двух соседних полях, а затем нагрев магнитными полями осуществляют попеременно в верхних и нижних слоях расплава с частотой 50...
Спосіб виготовлення виробів із силікатних розплавів
Номер патенту: 7127
Опубліковано: 30.06.1995
Автори: Кілесо Віктор Володимирович, Ермаков Віктор Васильович, Матвіенко Володимир Олександрович, Зубанов Віталій Тимофійович, Урчукін Віктор Григорович, Невідомський Володимир Олексійович, Вагін Віктор Васильович
МПК: B28B 1/00
Мітки: спосіб, розплавів, виробів, силікатних, виготовлення
Формула / Реферат:
Способ изготовления изделий из силикатных расплавов, включающий заливку расплава в литейную форму, выдержку, извлечение отливки из формы, кристаллизацию и отжиг, отличающийся тем, что, с целью экономии энергоресурсов, уменьшения стоимости и повышения качества изделий, заливку расплава, кристаллизацию и отжиг отливки производят в теплоизолированной форме многократного использования, изготовленной из материала с коэффициентом тепловой...
Спосіб виготовлення штучних кам’яних виробів на основі магнезіальних в’яжучих речовин
Номер патенту: 7277
Опубліковано: 30.06.1995
Автори: Наседкін Микола Васильович, Сельцов Володимир Костянтинович
МПК: C04B 38/00, C04B 28/30, B28B 1/08
Мітки: кам`яних, в'яжучих, спосіб, виробів, основі, речовин, виготовлення, штучних, магнезіальних
Формула / Реферат:
Способ изготовления искусственных каменных изделий на основе магнезиальных вяжущих веществ, включающий приготовление сырьевой массы в смесителях путем смешения сухих каустического магнезита и заполнителя в виде древесно-волокнистого материала с последующим затворением вяжущим водным раствором бишофита, формование заполнением массы в форму, сушку и извлечение готовых изделий из формы, отличающийся тем, что в сырьевую массу дополнительно...
Попередній патент: Гідростатичний люнет
Наступний патент: Спосіб безфлюсової пайки титану та його сплавів з алюмінієм і його сплавами