Спосіб вибору оптимального матеріалу, який використовується в парі тертя інструмент-деталь
Номер патенту: 13014
Опубліковано: 15.03.2006
Автори: Внуков Юрій Миколайович, Якубов Февзі Якубович, Цєханов Юрій Алєксандровіч, Якубов Чінгіз Февзійович, Немировський Яків Борисович, Алієв Азиз Ібрахимович

Формула / Реферат
Спосіб вибору оптимального матеріалу, який використовується в парі тертя інструмент - деталь, що передбачає навантаження симетрично розташованих площинних контрзразків, виконаних з оброблюваного матеріалу, розміщеним між ними індентором одним і тим самим нормальним навантаженням з наступним поворотом індентора на один і той самий кут в умовах як без досліджуваного матеріалу, так і з попередньо нанесеними досліджуваними матеріалами на поверхню індентора і/або на контактуючу з ним поверхню контрзразків з оброблюваного матеріалу, вимірюють у кожнім випадку приріст сили тертя і визначають параметри, з урахуванням яких роблять вибір оптимального матеріалу, який відрізняється тим, що використовують контрзразки з циліндричним отвором, діаметр якого менший від найбільшого діаметра індентора конічної форми, індентор установлюють співвісно циліндричним отворам контрзразків, як досліджуваний матеріал наносять мастильно-охолоджувальні технологічні засоби, з урахуванням вимірюваного приросту сили тертя визначають як параметри для вибору оптимального матеріалу, коефіцієнт тертя ![]() і шлях тертя
і шлях тертя ![]() для кожного вищезгаданого випадку за наступними залежностями:
для кожного вищезгаданого випадку за наступними залежностями:
 ;
;
де ![]() - експериментально визначувана тангенціальна сила, Н;
- експериментально визначувана тангенціальна сила, Н;
![]() - діаметр обертового диска, в якому закріплюється індентор, мм;
- діаметр обертового диска, в якому закріплюється індентор, мм;
![]() - сила осьового навантаження, Н;
- сила осьового навантаження, Н;
![]() і
і ![]() - діаметри отвору і фаски відповідно, мм;
- діаметри отвору і фаски відповідно, мм;
![]() - кут при вершині конуса індентора,
- кут при вершині конуса індентора,
та
![]() ,
,
де ![]() - частота обертання, об/хв;
- частота обертання, об/хв;
![]() - час у секундах,
- час у секундах,
будують графік залежності ![]() за яким вибирають оптимальний матеріал з урахуванням вимог до досліджуваного матеріалу.
за яким вибирають оптимальний матеріал з урахуванням вимог до досліджуваного матеріалу.
Текст
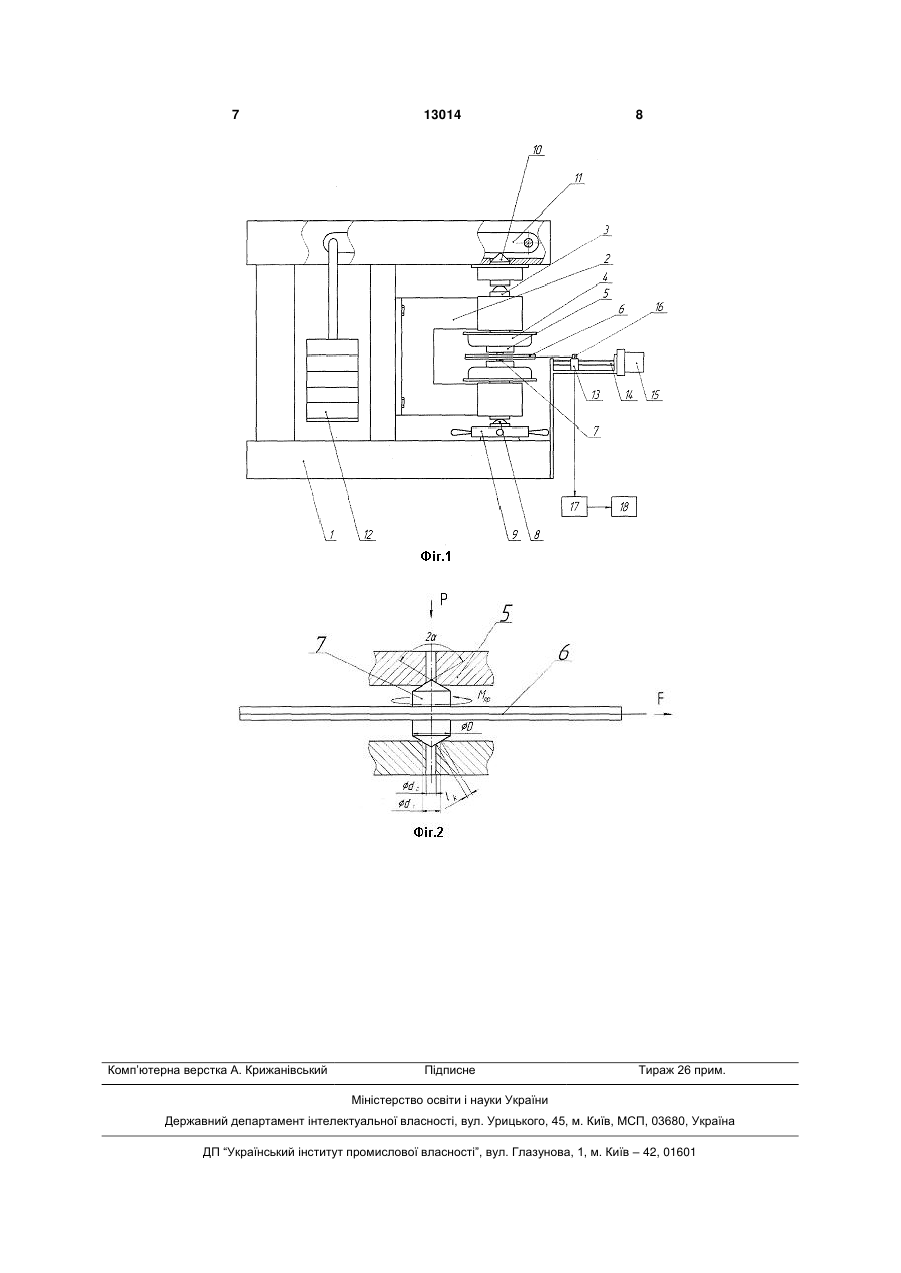
Спосіб вибору оптимального матеріалу, який використовується в парі тертя інструмент - деталь, що передбачає навантаження симетрично розташованих площинних контрзразків, виконаних з оброблюваного матеріалу, розміщеним між ними індентором одним і тим самим нормальним навантаженням з наступним поворотом індентора на один і той самий кут в умовах як без досліджуваного матеріалу, так і з попередньо нанесеними досліджуваними матеріалами на поверхню індентора і/або на контактуючу з ним поверхню контрзразків з оброблюваного матеріалу, вимірюють у кожнім випадку приріст сили тертя і визначають параметри, з урахуванням яких роблять вибір оптимального матеріалу, який відрізняється тим, що використовують контрзразки з циліндричним отвором, діаметр якого менший від найбільшого діаметра індентора конічної форми, індентор уста новлюють співвісно циліндричним отворам контрзразків, як досліджуваний матеріал наносять мастильно-охолоджувальні технологічні засоби, з урахуванням вимірюваного приросту сили тертя визначають як параметри для вибору оптимального матеріалу, коефіцієнт тертя і шлях тертя L TP для кожного вищезгаданого випадку за наступними залежностями: F D sin ; Корисна модель відноситься до області досліджування механічних властивостей матеріалів і може бути використана у всіх випадках, коли необхідно зробити вибір мастильноохолоджувальних технологічних засобів для пари тертя інструмент - деталь, переважно при обробці різальним інструментом з урахуванням вимог до досліджуваного матеріалу. Відомий найбільш близький за технічною суттю до пропонованої корисної моделі спосіб вибору оптимального матеріалу, який використовується в парі тертя інструмент - деталь, [див. авт. св. СРСР №1797009 А1, МПК 5 G01N3/58, опубл. 23.02.93, Бюл. №7], який передбачає навантаження симетрично розташованих площинних контрзразків, виконаних з оброблюваного матеріалу, розміщеним між ними індентором одним і тим самим нормальним навантаженням з наступним поворотом індентора на один той самий кут в умовах як без досліджуваного матеріалу, так і з попередньо нанесеними досліджуваними матеріалами на поверхню індентора і/або на контактуючу з ним поверхню контрзразків з оброблюваного матеріалу, вимірюють у кожному випадку приріст сили тертя і P d0 d1 (13) (19) UA (11) f (L TP ), за яким вибудують графік залежності бирають оптимальний матеріал з урахуванням вимог до досліджуваного матеріалу. 13014 2 - кут при вершині конуса індентора, та t d0 d1 n LTP n C d0 d1 tC , 60 2 120 де n - частота обертання, об/хв; t C - час у секундах, U де F - експериментально визначувана тангенціальна сила, Н; D - діаметр обертового диска, в якому закріплюється індентор, мм; P - сила осьового навантаження, Н; d0 і d1 - діаметри отвору і фаски відповідно, мм; 3 13014 4 визначають параметри, з урахуванням яких робвибору оптимального матеріалу, коефіцієнт тертя лять вибір оптимального матеріалу, при цьому і шлях тертя LTP, для кожного вищезгаданого використовують індентори сферичної форми одвипадку по наступних залежностях: накового радіуса з матеріалу державки як без покF D риття, так і з покриттям з відібраних матеріалів, як P d0 d1 sin (1) досліджуваний матеріал вибирають матеріал зовде F - експериментально визначувана тангеннішнього шару зносостійкого покриття ріжучого ціальна сила, Н; інструмента, при цьому його вибирають з групи D - діаметр диска, що обертається, в якому заматеріалів з максимальним значенням твердості і кріплюється індентор, мм; міцності зчеплення з матеріалом державки і для Р - сила осьового навантаження, Н; кожного з них визначають крім приросту сили терd0 и d1 - діаметри отвору і фаски відповідно, тя опір зсуву і номінальну площу тертя, як парамемм; три, з урахуванням яких роблять вибір оптималь2 - кут при вершині конуса індентора ного матеріалу, визначають мінімальний з та коефіцієнтів адгезійної активності за пропоноваt d0 d1 n ними рівняннями, цей спосіб спрямований на виLTP n C d0 d1 tC рішення завдання по підвищенню зносостійкості і 60 2 120 (2) покращенню умов різання. де n - частота обертання, об/хв; Такий спосіб вибору оптимального матеріалу tC - час у секундах, матеріалу покриття, який використовується в парі при цьому оптимальний матеріал вибирають тертя інструмент - деталь по сукупності ознак, що по графіках залежності =f(LTP) з урахуванням вийого характеризують, є найбільш близьким до мог до досліджуваного матеріалу. пропонованого, але його технологічні можливості Причинно-наслідковий зв’язок між пропонованедостатні, тому що його не можна використати ною сукупністю ознак і технічними ефектами, які для вибору мастильно-охолоджувальних технолодосягаються при її реалізації, полягає у наступногічних засобів з урахуванням вимог до досліджуму. Пропонований спосіб не обтяжений складними ваного матеріалу, крім того цей спосіб досить відрозрахунками, оскільки він дозволяє внаслідок носний, він не дозволяє одержати кількісні найпростіших розрахунків визначити такі параметхарактеристики. ри як коефіцієнт тертя і шлях тертя. Суть цієї меВ основу корисної моделі покладено завдання тодики полягає в тому, що ми обмежуємо площу такого удосконалення способу вибору оптимальконтакту індентора зі зразком, попередньо просвеного матеріалу, який використовується в парі террдлюючи отвір і знімаючи в ньому фаску. тя інструмент - деталь, при якому за рахунок викоКонтакт здійснюється поверхнею обертання по ристання пропонованих контрзразків і індентора, а усіченому конусі малої висоти з довжиною твірної також вибору пропонованих параметрів як параd1 d0 рівної lK . Кут, що рекомендується метрів, з урахуванням яких роблять вибір оптима2 sin льного матеріалу, забезпечується при значному 2 =120 . спрощенні розрахунків можливість визначити такі параметри як коефіцієнт тертя і шлях тертя і тим lK 1 У силу малості lK, , де Du - діаметр самим розширити технологічні можливості процесу Du 10 - вибрати як досліджуваний матеріал мастильноциліндрової частини індентора, розподіл контактохолоджувальні технологічні засоби з урахуванням них тисків рn по ширині контакту lK можна вважати вимог до досліджуваного матеріалу. рівномірним, тобто можна прийняти рn=const. Для вирішення цього завдання у способі вибоПри даній схемі означення опору відносному ру оптимального матеріалу, який використовуєтьрухові (спочатку навантаження, а потім обертанся в парі тертя інструмент - деталь, що передбаня), зводяться до нехтувально малої величини чає навантаження симетрично розташованих опору, обумовлені деформуванням поверхневих площинних контрзразків, виконаних з оброблювашарів, тобто деформаційна складова. Тому коефіного матеріалу, розміщеним між ними індентором цієнт тертя, що залежить від величини контактного одним і тим самим нормальним навантаженням з тиску визначається зі співвідношення наступним поворотом індентора на один той самий кут в умовах як без досліджуваного матеріалу, так і з попередньо нанесеними досліджуваними матеріалами на поверхню індентора і/або на контактуючу з ним поверхню контрзразків з оброблюваного матеріалу, вимірюють у кожному випадку приріст сили тертя і визначають параметри, з урахуванням яких роблять вибір оптимального матеріалу, згідно корисної моделі використовують контрзразки з циліндричним отвором, діаметр якого менше найбільшого діаметра індентора конічної форми, індентор установлюють співвісно циліндричним отворам контрзразків, як досліджуваний матеріал наносять мастильно-охолоджувальні технологічні засоби, з урахуванням вимірюваного приросту сили тертя визначають як параметри для n pn ; де n - дотичні напруження. Обертаючий момент сил тертя в силу малості lK: MTP MTP d0 n d1 lK 2 d0 d1 4 1 8 pn lK d0 d1 2 . Контактний тиск визначається з умов статики: 2P . pn lK d0 d1 sin Тоді 1 2P 1 P d0 d1 ; l d d 2 8 K звідси 0 1 lK d0 d1 sin 4 sin 5 13014 6 ном 15. На ходовій гайці 13 встановлено тензое4 MTP sin . лементи 16, зв'язані через підсилювач 17 з двокоP d0 d1 ординатним самопишучим потенціометром 18. Експериментально обумовлена тангенціальна Навантажували за допомогою описаного присила F, необхідна для обертання диска діаметром строю симетрично розташовані площинні контрзD із закріпленим у ньому індентором, є сумарною. разки 5, виконані з оброблюваного матеріалу, роІндентор має дві поверхні тертя, оскільки він затизміщеним між ними індентором 7 одним і тим снутий зразками зверху і знизу. У результаті мосамим нормальним навантаженням з наступним мент сил тертя визначається як: поворотом індентора 7 на один той самий кут в F D 1 умовах як без досліджуваного матеріалу, так і з MTP F D; 2 2 4 попередньо нанесеним досліджуваним матеріалом і на поверхню індентора 7 і/або на контактуючу з ним поверхню контрзразків 5 з оброблюваного F D sin f матеріалу, вимірювали у кожнім випадку приріст P d0 d1 (1) сили тертя і визначали параметри, з урахуванням Якщо n - частота обертання, об/хв, то шлях яких робили вибір оптимального матеріалу, згідно тертя LTP можна розрахувати як: корисної моделі використовували контрзразки 5 з d0 d1 циліндричним отвором, діаметр якого менше найLTP n tM ; 2 більшого діаметра індентора 7 конічної форми, індентор 7 установлювали співвісно циліндричним де tM - час у хвилинах. отворам контрзразків 5, як досліджуваний матеріЯкщо tС - час у секундах, то ал наносили мастильно-охолоджувальні технолоtC d0 d1 n LTP n d0 d1 tC гічні засоби, з урахуванням вимірюваного приросту 60 2 120 (2) сили тертя визначали як параметри для вибору Таким чином при значному спрощенні розраоптимального матеріалу, коефіцієнт тертя і шлях хунків забезпечується можливість визначити такі тертя LТР для кожного вищезгаданого випадку по параметри як коефіцієнт тертя і шлях тертя і тим наступних залежностях: самим розширити технологічні можливості процесу F D sin - вибрати як досліджуваний матеріал мастильноf P d0 d1 охолоджувальні технологічні засоби з урахуванням (1) вимог до досліджуваного матеріалу. де F - експериментально-визначувана тангенПриклад конкретної реалізації пропонованого ціальна сила, Н; способу вибору оптимального матеріалу, який виD - діаметр поворотного диска 6, що обертакористовується в парі тертя інструмент - деталь, а ється, в якому закріплюється індентор 7, мм; саме мастильно-охолоджувальних технологічних Р - осьове навантаження, Н; засобів проілюстровано кресленнями, де на Фіг.1 D0 и d1 - діаметри отвору і фаски контрзразка представлено схему його реалізації, на Фіг.2 5, відповідно, мм; конструкція пропонованих контрзразка і індентора. 2 - кут при вершині конуса індентора 7, Пристрій виконано у вигляді трибометра і міста тить станину 1, до якої прикріплено раму 2 з верхt d0 d1 n LTP n C d0 d1 tC ньою і нижньою осями 3. Між верхньою і нижньою 60 2 120 (2) осями 3 у державках 4 встановлені площинні де n - частота обертання, об/хв; контрзразки 5 з оброблюваного матеріалу. Між tC - час у секундах. контрзразками 5 у поворотному диску 6 закріплено при цьому оптимальний матеріал вибирають індентор 7 діаметром Du з конічною поверхнею з по графіках залежності =f(LTP) з урахуванням викутом при вершині 2 . Нижня вісь 3 через нижню мог до досліджуваного матеріалу. Наприклад найшарову опору 8 зв'язана з гайкою 9, а верхній кібільші значення коефіцієнта тертя на всьому шлянець верхньої осі 3 - з призмою 10, яка контактує з ху тертя свідчать про гіршу змащувальну здатність важелем 11. На другому кінці важеля 11 підвішено даного мастильно-охолоджуючого засобу в порівгруз 12. Поворотний диск 6 діаметром D кінематинянні з еталоном. чно зв'язаний з ходовою гайкою 13, встановленою на ходовому гвинті 14, з'єднаному з електродвигу 7 Комп’ютерна верстка А. Крижанівський 13014 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for selecting optimal material for reducing friction between a tool and a workpiece
Автори англійськоюVnukov Yurii Mykolaiovych, Yakubov Chinhiz Fevziiovych
Назва патенту російськоюСпособ выбора оптимального материала для уменьшения трения между инструментом и деталью
Автори російськоюВнуков Юрий Николаевич, Цеханов Юрий Александрович, Якубов Чингиз Февзиевич
МПК / Мітки
МПК: G01N 3/58
Мітки: матеріалу, інструмент-деталь, пари, спосіб, оптимального, тертя, вибору, використовується
Код посилання
<a href="https://ua.patents.su/4-13014-sposib-viboru-optimalnogo-materialu-yakijj-vikoristovuehtsya-v-pari-tertya-instrument-detal.html" target="_blank" rel="follow" title="База патентів України">Спосіб вибору оптимального матеріалу, який використовується в парі тертя інструмент-деталь</a>
Спосіб вибору оптимального складу матеріалу
Номер патенту: 35084
Опубліковано: 15.03.2001
Автори: Новікова Лідія Володимирівна, Єзіков Володимир Іванович
МПК: C03C 17/02
Мітки: складу, оптимального, вибору, спосіб, матеріалу
Формула / Реферат:
Спосіб вибору оптимального складу матеріалу, полягаючий в його легуванні домішками, відрізняється тим, що процес легування проводять шляхом центрифугування.
Спосіб вибору оптимального часу осіменіння високопродуктивних корів
Номер патенту: 7886
Опубліковано: 15.07.2005
Автори: Лотоцький Валерій Володимирович, Харута Григорій Григорович
МПК: A61D 19/00
Мітки: вибору, часу, осіменіння, оптимального, корів, спосіб, високопродуктивних
Формула / Реферат:
Спосіб вибору оптимального часу осіменіння високопродуктивних корів, який відрізняється тим, що з допомогою приладу ультразвукової дії "Scanner 100 LC" визначають оптимальний час для осіменіння за кількістю та розмірами везикулярних фолікулів у яєчниках.
Спосіб початкового вибору оптимального режиму локальної гіпертермії і термотерапії внутрішньомозкових пухлин півкуль великого мозку
Номер патенту: 49271
Опубліковано: 16.09.2002
Автори: Хоменко Олексій Володимирович, РОЗУМЕНКО ВОЛОДИМИР ДАВИДОВИЧ, Сігал Валерій Львович
МПК: A61N 5/00
Мітки: гіпертермії, півкуль, вибору, режиму, початкового, термотерапії, внутрішньомозкових, спосіб, локальної, пухлин, оптимального, великого, мозку
Формула / Реферат:
Спосіб початкового вибору оптимального режиму локальної гіпертермії і термотерапії внутрішньомозкових пухлин півкуль великого мозку, що включає вимірювання сумарної енергетичної дози, контактне вимірювання температури пухлини термозондами, який відрізняється тим, що на початку операції діють еталонною енергетичною дозою на аномальну тканину і вимірюють після її дії час охолодження t1 тканини до температури крові, далі продовжують нагрівати...
Спосіб інтраопераційного вибору оптимального режиму проведення локальної гіпертермії і термотерапії й визначення ступеня деструкції пухлинних тканин
Номер патенту: 33480
Опубліковано: 15.02.2001
Автори: РОЗУМЕНКО ВОЛОДИМИР ДАВИДОВИЧ, Андрусич Олексій Олександрович, Бідненко Вадим Миколайович, Сігал Валерій Львович
МПК: A61B 18/04
Мітки: локальної, режиму, термотерапії, вибору, визначення, ступеня, інтраопераційного, тканин, оптимального, проведення, пухлинних, деструкції, спосіб, гіпертермії
Текст:
...бо зменшення кровотоку в тканині є функцією її деструкції [6]. Таким характеристикою ступеня чином, А^ (tm — tm +l),m> 1, є деструкції пухлинної тканини при локальній гіпертермії і термотерапії. Спосіб здійснюється наступним чином. Подається, наприклад інтерстиціально, еталонна енергетична доза (потужність джерела тепла на час його роботи) до тканини, що підлягає деструкції. Після подання такої дози джерело тепла...
Спосіб виготовлення антифрикційного матеріалу, елемент вузла тертя і спосіб виготовлення елемента вузла тертя
Номер патенту: 50371
Опубліковано: 15.10.2002
Автори: Романов Дмитро Сергійович, Романов Сергій Михайлович
Мітки: вузла, тертя, елемент, елемента, матеріалу, спосіб, виготовлення, антифрикційного
Формула / Реферат:
Спосіб утеплення чавуна в чавуновізних ковшах, що включає введення в ківш відходів виробництва вторинного алюмінію, який відрізняється тим, що введення відходів починають при наповненні ковша на 1/5-1/3 його висоти, а закінчують при наповненні ковша на 1/2-3/4 його висоти, причому введення відходів здійснюють окремими порціями по 0,2-0,7 кг на тонну чавуна в контейнерах з матеріалу, що має температуру плавлення рівну 0,06-0,18 від температури...
Попередній патент: Композиція трав’яного чаю від дитячих неврозів “продукт дієтичного харчування №23″
Наступний патент: Установка для виготовлення ливарних виробів із дентальних металів
Випадковий патент: Стрічковий конвеєр для товарів (транспортна стрічка) як рекламний носій