Установка для виготовлення ливарних виробів із дентальних металів
Номер патенту: 13015
Опубліковано: 15.03.2006
Автори: Кузьменко Олександр Васильович, Ялова Лариса Миколаївна, Шумейко Олександр Михайлович
Формула / Реферат
1. Установка для виготовлення ливарних виробів із дентальних металів, що містить камеру, поділену на верхнє плавильне та нижнє ливарне відділення перегородкою з отвором для під'єднання опоки з ливарною формою, встановлені у верхньому відділенні поворотний тигель із електропровідного матеріалу та дуговий плавильний пристрій, зв'язані з джерелом електроенергії, штуцери для підключення обох відділень до джерела вакууму та для подачі у верхнє відділення плазмоутворюючого інертного газу, а також встановлений у перегородці перепускний клапанний пристрій для пропускання газового середовища з верхнього відділення до нижнього, яка відрізняється тим, що перепускний клапанний пристрій виконаний у вигляді пористого дроселювального елемента.
2. Установка за п. 1, яка відрізняється тим, що перепускний клапанний пристрій виконаний у вигляді пористого дроселювального елемента зі спеченого металокерамічного матеріалу.
3. Установка за п. 1, яка відрізняється тим, що перепускний клапанний пристрій виконаний у вигляді пористого дроселювального елемента з сипким наповнювачем.
Текст
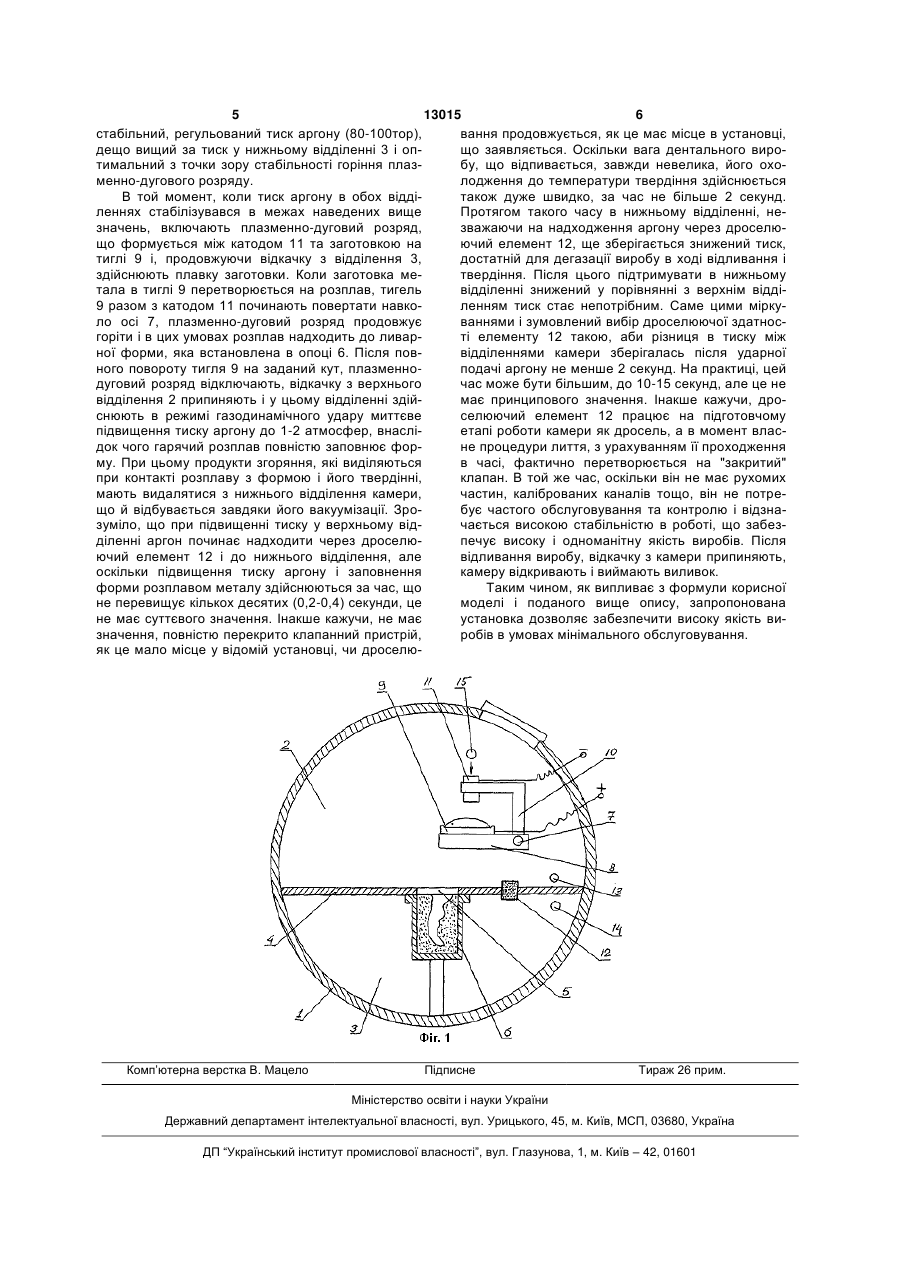
1. Установка для виготовлення ливарних виробів із дентальних металів, що містить камеру, поділену на верхнє плавильне та нижнє ливарне відділення перегородкою з отвором для під'єднання опоки з ливарною формою, встановлені у верхньому відділенні поворотний тигель із електропровідного матеріалу та дуговий плавильний пристрій, 3 13015 4 електроенергії. У переважному варіанті реалізації, перепускНайбільш близькою до об'єкту, що заявляєтьний клапанний пристрій виконаний у вигляді порися, є установка для вакуумного лиття з титанових стого дроселюючого елементу зі спеченого метасплавів, розкрита в описі до патента України локерамічного матеріалу, або дроселюючого №67837, Оф. Бюл. №7 за 2004р. елементу з сипким наповнювачем. Установка - прототип містить камеру, поділену При цьому перепускна здатність дроселюючоперегородкою на верхнє плавильне та нижнє лиго елементу вибрана достатньою для вирівнюванварне відділення, поворотні тигель з електропроня тиску в обох відділеннях камери за час не менвідного матеріалу та зв'язаний з ним дуговий плаше двох секунд. вильний пристрій, під'єднані до джерела Суть корисної моделі пояснюється кресленелектроенергії, та опоку з ливарною формою, піням, на якому схематично показана установка, що д'єднану до отвору в перегородці і розташовану в заявляється, в поперечному розрізі. ливарному відділенні. При цьому обидва відділенУстановка для виготовлення ливарних виробів ня зв'язані з вакуумним насосом, а плавильне відіз дентальних металів, зокрема сплавів титану та ділення підключене до джерела інертного газу. В інших сплавів з високою температурою плавлення, перегородці між відділеннями встановлено перемістить термоізольовану, здатну герметично запускний клапанний пристрій у вигляді двоходового криватися камеру 1 з верхнім, плавильним віддімеханічного клапана, який здатний працювати як в ленням 2 та нижнім, ливарним відділенням 3, які режимі дроселювання, так і, безпосередньо в морозділені горизонтальною перегородкою 4. В перемент заливки форми, в режимі повного перекриття городці 4 передбачено отвір 5, до країв якого потоку газу з верхнього відділення камери до нижщільно притиснута опока 6 з ливарною формою. нього. Над отвором на горизонтальній осі 7 встановлений Така установка має простішу і більш досконаз можливістю поворота кронштейн 8 з мідним тиглу конструкцію, що дозволяє досягти непоганих лем 9, на який укладається заготовка металу. Над результатів, але й вона відзначається певними тиглем 9, на стойці 10, механічно зв'язаній з кроннедоліками. штейном 8, закріплено вольфрамовий катод 11 Так, ефективність роботи установки і якість плавильного дугового пристрою (показаний схемаодержаних виробів у великій мірі залежать від дотично), анод якого зв'язано з тиглем 9. В перегодержання необхідних заданих умов щодо тиску родці 4 встановлено перепускний клапанний вузол газу в обох відділеннях під час плавки та в момент у вигляді дроселюючого елементу 12. Елемент 12 виливання металу до форми. Саме ці умови і має може бути виконаним зі спеченого металокерамічзабезпечити механічний двоходовий клапан, встаного матеріалу або у вигляді полого корпусу, запоновлений в перегородці між камерами. Але складвненого сипким наповнювачем. Шляхом підбору ні умови експлуатації (висока температура, видірозмірів елемента 12 та параметрів дроселюючого лення газоподібних речовин і пилу під час работа матеріалу забезпечують такі його дроселюючі плавильного пристрою та заливки металу до форвластивості, які дозволяють вирівнювати тиск в ми) негативно позначаються на роботі двоходовообох відділеннях камери за час не менше 2 сего механічного клапану, який або потребує систекунд. Штуцери 13 та 14 зв'язують відділення 2 і 3 з матичного обслуговування, чистки, регулювання вакуумним насосом, а штуцер 15, розміщений безтощо, або швидко стає нездатним підтримувати посередньо над вольфрамовим катодом 11, приззадане співвідношення тиску у відділеннях камери. начений для подачі у відділення 2 плазмоутворюВ основу корисної моделі, покладено задачу ючого інертного газу, наприклад - аргону (показано розробити таку конструкцію установки для лиття стрілкою). Крім показаних на кресленні елементів, виробів з дентальних металів, зокрема - титану, установка обладнана контрольно-вимірювальними яка б забезпечувала виготовлення якісних виробів, приладами, комутаційними пристроями, елеменале не вимагала б постійних трудовитрат на обтами автоматичного управління та іншими відомислуговування, перш за все - перепускного клапанми технічними засобами. ного пристрою, через який сполучаються відділенУстановка функціонує таким чином. ня камери. Опоку 6 з формою встановлюють в камері 1 Ця задача вирішується завдяки тому, що в таким чином, аби вона була щільно притиснута до установці для виготовлення ливарних виробів із країв отвору 5 в перегородці 4. дентальних металів, яка містить камеру, поділену На тиглі 9 розміщують заготовку сплаву титану на верхнє плавильне та нижнє ливарне відділення (наприклад - марки ВТ 1-О), герметично закриваперегородкою з отвором для під'єднання опоки з ють камеру 1 і включають вакуумний насос (не ливарною формою, встановлені у верхньому відпоказаний), який через штуцери 13 та 14 відкачує з діленні поворотний тигель із електропровідного камери 1 повітря, оскільки плавка титану повинна матеріалу та дуговий плавильний пристрій, зв'язаздійснюватись при відсутності кисню, водню і азоні з джерелом електроенергії, штуцери для підкту. Після доведення тиску у відділеннях камери до лючення обох відділень до джерела вакууму та значень 10-2-10-1тор у верхнє відділення 2 через для подачі у верхнє відділення плазмоутворюючоштуцер 15 починають подавати аргон, продовжуюго інертного газу, а також встановлений в перегочи відкачку з обох відділень камери. При цьому, родці перепускний клапанний пристрій для пропусзавдяки наявності дроселюючого елемента 12, ку газового середовища з верхнього відділення до аргон поступово заповнює і нижнє відділення, але нижнього, відповідно до корисної моделі, перепуспід меншим тиском (50-70тор). Таким чином, прокний клапанний пристрій виконаний у вигляді подовжується безперервне вакуумування верхнього ристого дроселюючого елементу. відділення 3 і, в той же час, в ньому зберігається 5 13015 6 стабільний, регульований тиск аргону (80-100тор), вання продовжується, як це має місце в установці, дещо вищий за тиск у нижньому відділенні 3 і опщо заявляється. Оскільки вага дентального виротимальний з точки зору стабільності горіння плазбу, що відпивається, завжди невелика, його охоменно-дугового розряду. лодження до температури твердіння здійснюється В той момент, коли тиск аргону в обох віддітакож дуже швидко, за час не більше 2 секунд. леннях стабілізувався в межах наведених вище Протягом такого часу в нижньому відділенні, незначень, включають плазменно-дуговий розряд, зважаючи на надходження аргону через дроселющо формується між катодом 11 та заготовкою на ючий елемент 12, ще зберігається знижений тиск, тиглі 9 і, продовжуючи відкачку з відділення 3, достатній для дегазації виробу в ході відливання і здійснюють плавку заготовки. Коли заготовка метвердіння. Після цього підтримувати в нижньому тала в тиглі 9 перетворюється на розплав, тигель відділенні знижений у порівнянні з верхнім відді9 разом з катодом 11 починають повертати навколенням тиск стає непотрібним. Саме цими міркуло осі 7, плазменно-дуговий розряд продовжує ваннями і зумовлений вибір дроселюючої здатносгоріти і в цих умовах розплав надходить до ливарті елементу 12 такою, аби різниця в тиску між ної форми, яка встановлена в опоці 6. Після поввідділеннями камери зберігалась після ударної ного повороту тигля 9 на заданий кут, плазменноподачі аргону не менше 2 секунд. На практиці, цей дуговий розряд відключають, відкачку з верхнього час може бути більшим, до 10-15 секунд, але це не відділення 2 припиняють і у цьому відділенні здіймає принципового значення. Інакше кажучи, дроснюють в режимі газодинамічного удару миттєве селюючий елемент 12 працює на підготовчому підвищення тиску аргону до 1-2 атмосфер, внасліетапі роботи камери як дросель, а в момент власдок чого гарячий розплав повністю заповнює форне процедури лиття, з урахуванням її проходження му. При цьому продукти згоряння, які виділяються в часі, фактично перетворюється на "закритий" при контакті розплаву з формою і його твердінні, клапан. В той же час, оскільки він не має рухомих мають видалятися з нижнього відділення камери, частин, каліброваних каналів тощо, він не потрещо й відбувається завдяки його вакуумізації. Зробує частого обслуговування та контролю і відзназуміло, що при підвищенні тиску у верхньому відчається високою стабільністю в роботі, що забезділенні аргон починає надходити через дроселюпечує високу і одноманітну якість виробів. Після ючий елемент 12 і до нижнього відділення, але відливання виробу, відкачку з камери припиняють, оскільки підвищення тиску аргону і заповнення камеру відкривають і виймають виливок. форми розплавом металу здійснюються за час, що Таким чином, як випливає з формули корисної не перевищує кількох десятих (0,2-0,4) секунди, це моделі і поданого вище опису, запропонована не має суттєвого значення. Інакше кажучи, не має установка дозволяє забезпечити високу якість визначення, повністю перекрито клапанний пристрій, робів в умовах мінімального обслуговування. як це мало місце у відомій установці, чи дроселю Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing foundry products made of dental materials
Автори англійськоюKuzmenko Oleksandr Vasyliovych, Shumeiko Oleksandr Mykhailovych
Назва патенту російськоюУстановка для изготовления литейных изделий из дентальных металлов
Автори російськоюКузьменко Александр Васильевич, Шумейко Александр Михайлович
МПК / Мітки
МПК: B22D 27/02, A61C 13/20
Мітки: металів, виготовлення, ливарних, дентальних, установка, виробів
Код посилання
<a href="https://ua.patents.su/3-13015-ustanovka-dlya-vigotovlennya-livarnikh-virobiv-iz-dentalnikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення ливарних виробів із дентальних металів</a>
Установка для виготовлення ливарних виробів із дентальних металів
Номер патенту: 67837
Опубліковано: 15.07.2004
Автори: Ялова Лариса Миколаївна, Кузьменко Олександр Васильович, Шумейко Олександр Михайлович
МПК: B22D 27/02, A61C 13/20
Мітки: металів, виготовлення, установка, дентальних, ливарних, виробів
Формула / Реферат:
1. Установка для виготовлення ливарних виробів із дентальних металів, що містить камеру, розділену на верхнє плавильне та нижнє ливарне відділення перегородкою з отвором для розміщення опоки з ливарною формою, що щільно прилягає до країв отвору, встановлений у верхньому відділенні поворотний навколо горизонтальної осі тигель із електропровідного матеріалу для розміщення заготовки металу, та дуговий плавильний пристрій, катод якого...
Установка для одержання виробів з дентальних металів
Номер патенту: 42890
Опубліковано: 15.11.2001
Автори: Кузьменко Олександр Васильович, Шумейко Олександр Михайлович, Грачов Геннадій Сергійович, Ялова Лариса Миколаївна
МПК: A61C 13/20
Мітки: дентальних, виробів, установка, одержання, металів
Формула / Реферат:
1. Установка для одержання виробів з дентальних металів, яка включає розділену перегородкою з отвором на плавильне і ливарне відділення камеру, принаймні одна з стінок якої виконана плоскою і нерухомою, а в плавильному відділенні розташовані штуцери напуску інертного газу і вакуумної системи, засіб нагріву заготовки і тигель, поворотно зв'язані з нерухомою стінкою камери з можливістю заливки розплавленим металом ливарної форми, розташованій в...
Спосіб одержання виробів з дентальних металів
Номер патенту: 42889
Опубліковано: 15.11.2001
Автори: Ялова Лариса Миколаївна, Кузьменко Олександр Васильович, Шумейко Олександр Михайлович, Грачов Геннадій Сергійович
МПК: A61C 13/20
Мітки: виробів, одержання, металів, дентальних, спосіб
Формула / Реферат:
1. Спосіб одержання виробів з дентальних металів, який включає плавлення заготовки в плавильній камері в умовах вакууму, заливку розплавленого металу через край тигля в нагріту форму ливарної камери, в якій підтримують вакуум протягом всього процесу, з одночасним підйомом тиску в плавильній камері вище атмосферного в режимі газодинамічного удару шляхом напуску в неї газу, доведення в кінці процесу тиску в обох камерах до атмосферного, який...
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Вязовчєнко Павєл Андрєєвіч, Савостов Ніколай Сєргєєвіч
МПК: B44C 5/00
Мітки: установка, композиційний, спосіб, виробів, виготовлення, матеріал
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Установка для виготовлення ливарних форм вакуумно-плівочним формуванням

Номер патенту: 48092
Опубліковано: 15.08.2002
Автори: Канівський Леопольд Михайлович, Буяджи Ігор Іванович, Мірошниченко Олександр Георгійович, Закрочинський Валерій Раймондович, Ставніцер Едуард Борисович, Мірошниченко Валерій Миколайович, Буяджи Іван Дмитрович
МПК: B22C 9/02
Мітки: ливарних, виготовлення, установка, форм, вакуумно-плівочним, формуванням
Формула / Реферат:
Установка для изготовления литейных форм вакуумно-пленочной формовкой, содержащая вибростол, нагреватель, гидрофильтр, ресивер, а также механизм протяжки и приемник просыпей вентиляционной системы, отличающаяся тем, что, с целью улучшения санитарно-гигиенических условий, снижения металлоемкости и уменьшения занимаемой площади, она снабжена щелевыми отсасывающими патрубками, расположенными по периметру вибростола, заслонками, установленными в...
Попередній патент: Спосіб вибору оптимального матеріалу, який використовується в парі тертя інструмент-деталь
Наступний патент: Освітлювальний прилад
Випадковий патент: Теплогенератор для спалювання дров, торфу, дерев'яних відходів