Спосіб зміцнення фурм доменних печей
Номер патенту: 13170
Опубліковано: 15.03.2006
Автори: Сазонов Сергій Іванович, Тракшинський Роман Борисович
Формула / Реферат
Спосіб зміцнення фурм доменних печей, що включає автоматичне газове наплавлення на їх бічні поверхні тугоплавкого матеріалу, який відрізняється тим, що наплавлення здійснюють композиційним матеріалом, що містить тугоплавкий дисперсний порошок (карбід кремнію) у кількості 70-80% по об'єму і 20-30% по об'єму високопровідної матриці (міді), із забезпеченням товщини наплавленого шару 2-4 мм, причому подача металопорошкової шихти на поверхню, що наплавляють, здійснюється з формуванням необхідної наплавочної канавки.
Текст
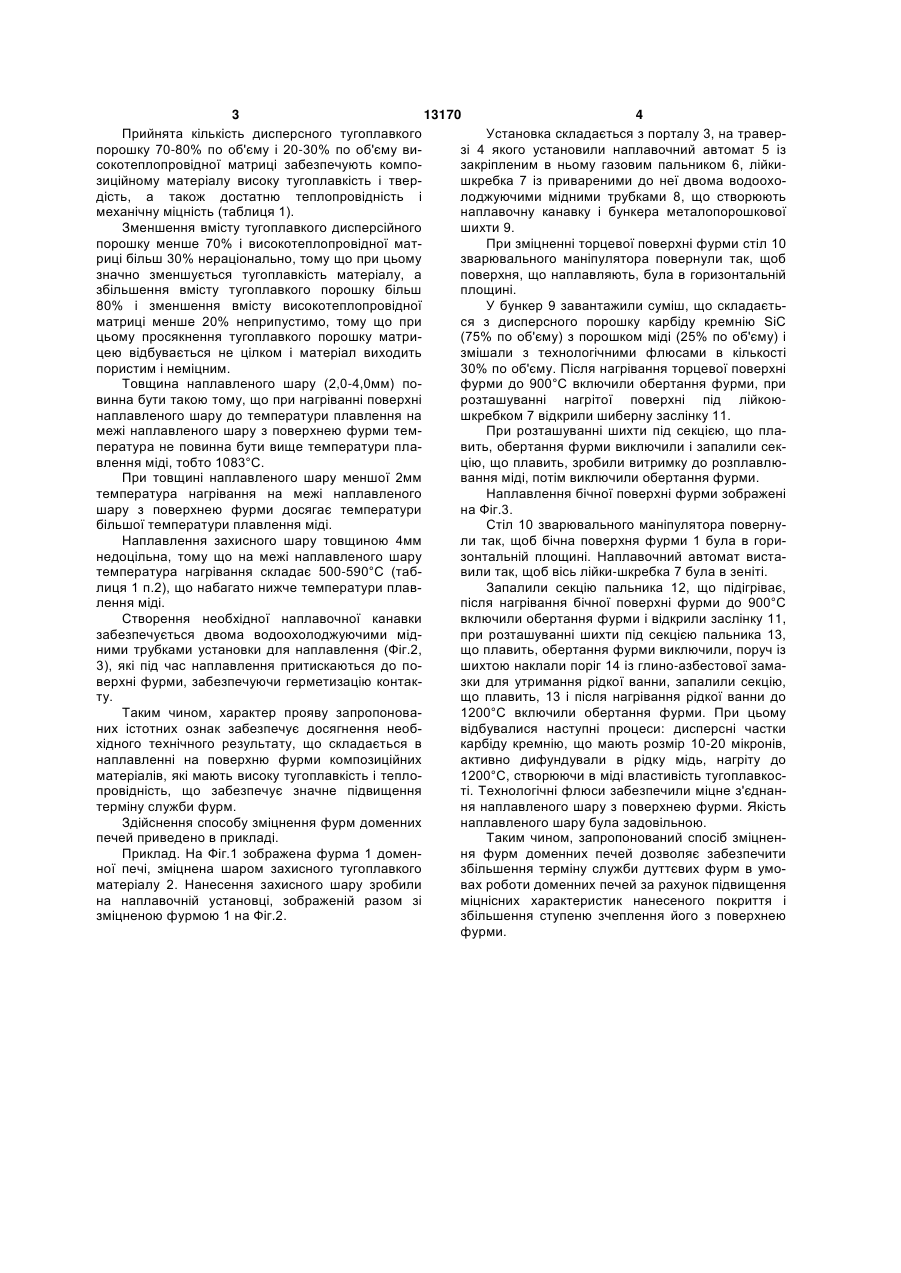
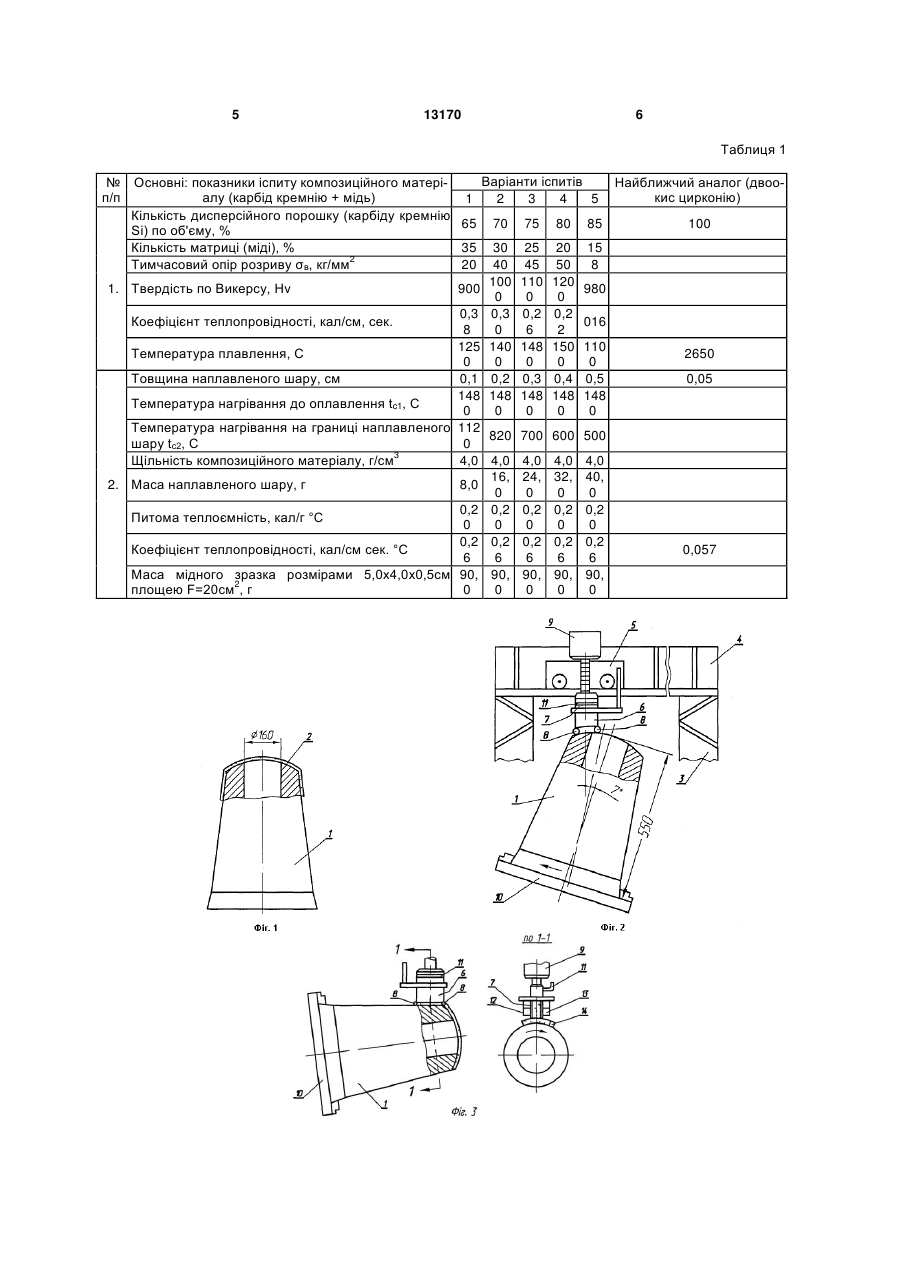
Спосіб зміцнення фурм доменних печей, що включає автоматичне газове наплавлення на їх бічні поверхні тугоплавкого матеріалу, який відрі 3 13170 4 Прийнята кількість дисперсного тугоплавкого Установка складається з порталу 3, на траверпорошку 70-80% по об'єму і 20-30% по об'єму визі 4 якого установили наплавочний автомат 5 із сокотеплопровідної матриці забезпечують композакріпленим в ньому газовим пальником 6, лійкизиційному матеріалу високу тугоплавкість і твершкребка 7 із привареними до неї двома водооходість, а також достатню теплопровідність і лоджуючими мідними трубками 8, що створюють механічну міцність (таблиця 1). наплавочну канавку і бункера металопорошкової Зменшення вмісту тугоплавкого дисперсійного шихти 9. порошку менше 70% і високотеплопровідної матПри зміцненні торцевої поверхні фурми стіл 10 риці більш 30% нераціонально, тому що при цьому зварювального маніпулятора повернули так, щоб значно зменшується тугоплавкість матеріалу, а поверхня, що наплавляють, була в горизонтальній збільшення вмісту тугоплавкого порошку більш площині. 80% і зменшення вмісту високотеплопровідної У бункер 9 завантажили суміш, що складаєтьматриці менше 20% неприпустимо, тому що при ся з дисперсного порошку карбіду кремнію SiC цьому просякнення тугоплавкого порошку матри(75% по об'єму) з порошком міді (25% по об'єму) і цею відбувається не цілком і матеріал виходить змішали з технологічними флюсами в кількості пористим і неміцним. 30% по об'єму. Після нагрівання торцевої поверхні Товщина наплавленого шару (2,0-4,0мм) пофурми до 900°С включили обертання фурми, при винна бути такою тому, що при нагріванні поверхні розташуванні нагрітої поверхні під лійкоюнаплавленого шару до температури плавлення на шкребком 7 відкрили шиберну заслінку 11. межі наплавленого шару з поверхнею фурми темПри розташуванні шихти під секцією, що плапература не повинна бути вище температури плавить, обертання фурми виключили і запалили секвлення міді, тобто 1083°С. цію, що плавить, зробили витримку до розплавлюПри товщині наплавленого шару меншої 2мм вання міді, потім виключили обертання фурми. температура нагрівання на межі наплавленого Наплавлення бічної поверхні фурми зображені шару з поверхнею фурми досягає температури на Фіг.3. більшої температури плавлення міді. Стіл 10 зварювального маніпулятора повернуНаплавлення захисного шару товщиною 4мм ли так, щоб бічна поверхня фурми 1 була в горинедоцільна, тому що на межі наплавленого шару зонтальній площині. Наплавочний автомат вистатемпература нагрівання складає 500-590°С (табвили так, щоб вісь лійки-шкребка 7 була в зеніті. лиця 1 п.2), що набагато нижче температури плавЗапалили секцію пальника 12, що підігріває, лення міді. після нагрівання бічної поверхні фурми до 900°С Створення необхідної наплавочної канавки включили обертання фурми і відкрили заслінку 11, забезпечується двома водоохолоджуючими мідпри розташуванні шихти під секцією пальника 13, ними трубками установки для наплавлення (Фіг.2, що плавить, обертання фурми виключили, поруч із 3), які під час наплавлення притискаються до пошихтою наклали поріг 14 із глино-азбестової замаверхні фурми, забезпечуючи герметизацію контакзки для утримання рідкої ванни, запалили секцію, ту. що плавить, 13 і після нагрівання рідкої ванни до Таким чином, характер прояву запропонова1200°С включили обертання фурми. При цьому них істотних ознак забезпечує досягнення необвідбувалися наступні процеси: дисперсні частки хідного технічного результату, що складається в карбіду кремнію, що мають розмір 10-20 мікронів, наплавленні на поверхню фурми композиційних активно дифундували в рідку мідь, нагріту до матеріалів, які мають високу тугоплавкість і тепло1200°С, створюючи в міді властивість тугоплавкоспровідність, що забезпечує значне підвищення ті. Технологічні флюси забезпечили міцне з'єднантерміну служби фурм. ня наплавленого шару з поверхнею фурми. Якість Здійснення способу зміцнення фурм доменних наплавленого шару була задовільною. печей приведено в прикладі. Таким чином, запропонований спосіб зміцненПриклад. На Фіг.1 зображена фурма 1 домення фурм доменних печей дозволяє забезпечити ної печі, зміцнена шаром захисного тугоплавкого збільшення терміну служби дуттєвих фурм в умоматеріалу 2. Нанесення захисного шару зробили вах роботи доменних печей за рахунок підвищення на наплавочній установці, зображеній разом зі міцнісних характеристик нанесеного покриття і зміцненою фурмою 1 на Фіг.2. збільшення ступеню зчеплення його з поверхнею фурми. 5 13170 6 Таблиця1 Варіанти іспитів № Основні: показники іспиту композиційного матеріНайближчий аналог (двооп/п алу (карбід кремнію + мідь) кис цирконію) 1 2 3 4 5 Кількість дисперсійного порошку (карбіду кремнію 65 70 75 80 85 100 Si) по об'єму, % Кількість матриці (міді), % 35 30 25 20 15 Тимчасовий опір розриву σв, кг/мм2 20 40 45 50 8 100 110 120 1. Твердість по Викерсу, Hv 900 980 0 0 0 0,3 0,3 0,2 0,2 Коефіцієнт теплопровідності, кал/см, сек. 016 8 0 6 2 125 140 148 150 110 Температура плавлення, С 2650 0 0 0 0 0 Товщина наплавленого шару, см 0,1 0,2 0,3 0,4 0,5 0,05 148 148 148 148 148 Температура нагрівання до оплавлення tc1, С 0 0 0 0 0 Температура нагрівання на границі наплавленого 112 820 700 600 500 шару tс2, С 0 3 Щільність композиційного матеріалу, г/см 4,0 4,0 4,0 4,0 4,0 16, 24, 32, 40, 2. Маса наплавленого шару, г 8,0 0 0 0 0 0,2 0,2 0,2 0,2 0,2 Питома теплоємність, кал/г °С 0 0 0 0 0 0,2 0,2 0,2 0,2 0,2 Коефіцієнт теплопровідності, кал/см сек. °С 0,057 6 6 6 6 6 Маса мідного зразка розмірами 5,0х4,0х0,5см 90, 90, 90, 90, 90, площею F=20см2, г 0 0 0 0 0 7 Комп’ютерна верстка В. Мацело 13170 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening the tuyeres of blast furnaces
Автори англійськоюTrakshynskyi Roman Borysovych, Sazonov Serhii Ivanovych
Назва патенту російськоюСпособ упрочнения фурм доменных печей
Автори російськоюТракшинский Роман Борисович, Сазонов Сергей Иванович
МПК / Мітки
МПК: F23D 14/46
Мітки: фурм, печей, доменних, спосіб, зміцнення
Код посилання
<a href="https://ua.patents.su/4-13170-sposib-zmicnennya-furm-domennikh-pechejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення фурм доменних печей</a>
Спосіб виробництва агломерату для промивань доменних печей
Номер патенту: 39389
Опубліковано: 15.06.2001
Автори: Руденко Юрій Романович, Зайвий Олександр Миколайович, Сітало Олександр Олексійович, Панченко Олег Анатолійович, Несвіт Володимир Васильович, Іванов Олександр Кирилович, Руденко Микола Романович
Мітки: агломерату, печей, спосіб, виробництва, доменних, промивань
Формула / Реферат:
Спосіб виробництва агломерату для промивань доменних печей, що включає введення залізовмісної добавки в аглошихту із залізорудних компонентів і палива, її змішування, грудкування, спікання, який відрізняється тим, що спікання агломераційної шихти здійснюють до залишкового утримання 15-45% закису заліза, із розташуванням у матриці агломерату конвертерного шлаку фракції 5-40 мм.
Спосіб виробництва агломерату для промивання доменних печей
Номер патенту: 43594
Опубліковано: 17.12.2001
Автори: Моцний Валерій Васильович, Логвиненко Володимир Васильович, Несвіт Володимир Васильович, Крупій Володимир Григорович, Пихтін Володимир Володимирович, Руденко Микола Романович, Сітало Олександр Олексійович, Руденко Юрій Романович
Мітки: доменних, агломерату, печей, спосіб, промивання, виробництва
Формула / Реферат:
Спосіб виробництва агломерату для промивання доменних печей, що включає введення залізовмісної добавки в аглошихту із залізорудних компонентів і палива, її змішування, грудкування і спікання, який відрізняється тим, що спікання аглошихти здійснюється до залишкового вмісту 9 - 45% закису заліза, з розташуванням у матриці агломерату руди фракції 6 - 20 мм.
Спосіб утилізації тепла відхідних газів повітронагрівників доменних печей
Номер патенту: 70273
Опубліковано: 15.09.2004
Автори: Вишневський Богдан Миколайович, Заславський Віталій Семенович, Гусаров Олександр Сергійович, Колесніков Валентин Іванович, Вовк Вячеслав Михайлович, Бичков Сергій Васильович, Крівченко Юрій Сергійович
МПК: C21B 9/10, C21B 9/14, F27D 17/00
Мітки: утилізації, тепла, доменних, відхідних, повітронагрівників, спосіб, газів, печей
Формула / Реферат:
1. Спосіб утилізації тепла відхідних газів повітронагрівників доменної печі, який включає підвід газового палива та повітря до теплообмінників підігріву газового палива та повітря, встановлених на трубопроводах гарячих відхідних газів повітронагрівників, підвід гарячих відхідних газів до теплообмінників, регулювання температури підігріву газового палива та відвід охолоджених відхідних газів після теплообмінників в димову трубу, який...
Пристрій для монтажу та демонтажу фурм або темпелей шахтних печей
Номер патенту: 26034
Опубліковано: 26.02.1999
Автор: П'єр Малльє
Мітки: шахтних, печей, демонтажу, пристрій, монтажу, темпелей, фурм
Формула / Реферат:
1. Устройство для монтажа и демонтажа фурм или темпелей шахтных печей, содержащее гидравлический домкрат или гидравлический силовой цилиндр, установленный на подвижной раме, регулируемой в направлении оси фурмы или темпеля, консоль или кронштейн для осуществления опоры на стенку шахтной печи, зажим, содержащий два подвижных телескопических элемента, установленные с возможностью осевого перемещений относительно друг друга для захвата и...
Пристрій приймання та зберігання сипучих сировинних матеріалів доменних печей
Номер патенту: 49477
Опубліковано: 16.09.2002
Автори: Сиротюк Микола Петрович, Грачов Юрій Михайлович, Соколовський Борис Цудікович
МПК: C21B 7/00
Мітки: сировинних, печей, матеріалів, приймання, доменних, пристрій, сипучих, зберігання
Формула / Реферат:
Пристрій приймання та зберігання сипучих сировинних матеріалів доменних печей, який містить бункерну естакаду з консольною залізничною колією для розвантаження вагонів, розміщену під нею футеровану похилу площину, яка контактує з основою рудного двору, який відрізняється тим, що похила площина футерована кам’яноливарним матеріалом у вигляді крупноблочних кам’яноливарних плит, які спираються на поперечні та повздовжні фіксатори.
Попередній патент: Пристрій для захисту біологічних об’єктів при гравітаційних перевантаженнях
Наступний патент: Спосіб лікування хворих на шигельоз з легким ступенем тяжкості хвороби
Випадковий патент: Протигрипозна вакцина на основі поверхневого антигену, спосіб її виробництва