Спосіб комбінованої виплавки сплавів
Номер патенту: 13755
Опубліковано: 25.04.1997
Автори: Ладохін Сергій Васильович, Марковський Євген Адамович, Кочегура Наталія Михайлівна, Козачков Сергій Петрович, Ровнягін Віктор Васильович, Шевцов Віктор Левович, Марковський Микола Євгенович


Формула / Реферат
(57) 1. Способ комбинированной выплавки сплавов, включающий расплавление шихты, нагрев расплава до температуры 1,2-1,35Тлик, охлаждение расплава до температуры 1,05-1,1Тлик, отличающийся тем, что осуществляют повторный нагрев до температуры 1,2-1,35Тлик, электронным лучом локально в зоне фокального пятна электронного луча, причем время воздействия определяют по формуле
где Пкр - кратность высокотемпературной обработки (безразмерная);
W - объем расплава в тигле, м3;
Gv - разъемная теплоемкость расплава (Дж)м3к;
VТ - температура перегрева металла в фокальном пятне (К);
Р - мощность электронного луча (Вт);
2. Способ по п.1, отличающийся тем, что кратность повторного перегрева равна 2-5, а температура перегрева в фокальном пятне составляет 0,1-0,2Тлик.
Текст
1. Способ комбинированной выплавки сплавов, включающий расплавление шихты, нагрев расплава до температуры 1,2-1,35 Тлик, охлаждение расплава до температуры 1,05-1,1 Тлик, о т л и ч а ю щ и й с я тем, что осуществляют повторный нагрев до темпе Предлагаемое изобретение относится к металлургии и специальной электрометаллургии, к производству многокомпонентных конструкционных литейных сплавов в том числе никелевых жаропрочных. Задачей изобретения является стабильное и значительное повышение физико-механических свойств получаемых литых изделий за счет улучшения качества расплава многокомпонентного сплава, точной регламентацией температурно-временных параметров, а также обеспечение экономии электроэнергии при комбинированном нагреве. Поставленная задача решается реализацией способа выплавки сплавов с ис ратуры 1,2-1,35 Тлик, электронным лучом локально в зоне фокального пятна электронного луча, причем время воздействия определяют по формуле - Gv • VT .- _Пкр • W Гр=3—к--------- _------------ f (с)м у где Пкр - кратность высокотемпературной обработки (безразмерная); W - объем расплава в тигле, м3; Gv - разъемная теплоемкость расплава (Дж)м3к; V Т - температура перегрева металла в фокальном пятне (К); Р - мощность электронного луча (Вт); 2. Способ по п.1, о т л и ч а ю щ и й с я тем, что кратность повторного перегрева равна 2-5, а температура перегрева в фокальном ПЯТНЄ Составляет 0,1-0,2 Тлик. пользованием комбинированного индукционного и электроннолучевого нагрева, включающих в себя: расплавление шихты, нагрев расплава до температуры 1,2-1,35 температуры ликвидус, затем охлаждение расплава в тигле до температуры 1,05-1,1 температуры ликвидус, повторный нагрев расплава до температуры 1,2-1,35 температуры ликвидус и охлаждение до температуры заливки осуществляют индукционным нагревом всего объема металла до 1,05-1,1 температуры ликвидус с затратой мощности нагрева от 71 до 95% , а нагрев расплава до 1,2-1,35 температуры ликвидус осуществляют локально только в зоне фокального пятна электронного луча при затрате общей мощ со ел ел О 13755 ности от 29 до 5% при строго регламентированном времени воздействия где W - объем расплава в тигле, Л и С соответственно эффективная теплоотводность и объемная теплоемкость расплава, V - скорость относительного перемещения фокального пятна вдоль поверхности расплава, а - радиус фокального пятна, Пкр кратность высокотемпературной (температурно-временной обработки) объема металла. Время обработки непосредственно зависит от температурных и мощностных параметров процесса обработки расплава (1): где Тф и Тоб соответственно температура фокального пятна и объемная температура расплава в тигле, Р - мощность электронного луча. Таким образом регламентированное время воздействия в зависимости от температурных и мощностных параметров обработки расплавов должно соответствовать. _Пкр • W • Gv ' VT fl Гр------------------ р --------------- {С) . неоднородности) до температуры 1,2-1,35 температуры ликвидус осуществляют только в зоне фокального пятна электронного луча при принудительном перемешивании (термоциклировании) расплава в течение точно регламентируемого от температурных и мощностных параметров плавки промежутка времени: с № n _W -С -Пкр -УТ_ 10 t p ~ v где W - объем расплава в тигле, Я -С - соответственно эффективная теплоотводность и объемная теплоемкость расплава, V - скорость относительного перемещения фо15 кального пятна электронного луча по поверхности расплава, а - радиус фокального пятна электронного луча, П - кратность термоциклирования расплава, VT - температура перегрева металла в фокальном пятне 20 по отношению к температуре расплава в тигле, Р - мощность электронного луча, кратность термоциклирования принимается от 2 до 5, а оптимальные температуры перегрева VT (TBO) должны быть от 0,1 до 25 0,2 температуры ликвидус. Проведенные исследования влияния комбинированной выплавки по предлагаемому изобретению на качество литого сплава марки ЖСЗДК, выполненные по 30 режимам соответствующим предлагаемым и близким к ним, по отличительным от заявляемых, представлены в таблице. Как следует из приведенных данных, «применение предлагаемого способа обеспечивает получение литого металла с наиболее высокими механическими свойствами, по сравнению с другими технологическими вариантами, отличающимися по параметрам от предлагаемого. Это объясняется сле40 дующим. Снижение температуры в фокальном пятне ниже 1,25 температуры ликвидус не обеспечивает условий гомогенизации сплава, т.е. не достигается усреднение химического состава расплава, не 45 обеспечивается измельчение металлических включений, и всех компонентов структуры (таблица, поз. 17, 18). где ПКр - кратность высокотемпературной обработки объема металла (безразмерная величина), W - объем металла в тигле (м^, С - объемная теплоемкость сплава (Дж/м3к), V Т - температура перегрева (К) в фокальном пятне электронного луча, а Р - мощность электронного луча (Вт); Пкр практически может быть принята 2, 3, 4 и 5 раз в зависимости от исходной чистоты выплавляемого сплава. Рассчитанные параметры плавки препятствуют перерасходу энергии и обеспечивают получение оптимального состава расплава с учетом заданных температурных параметров плавки и мощности электронного луча в интервале 29-5% от общей мощности индукционного и электроннолучевого нагрева. Индукционный нагрев обеспечивает расплавление шихты и нагрев обрабатываемого объема металла до Тобі после чего 50 происходит обработка поверхностных слоев металла на зеркале в тигле электронным лучом регламентированными параметрами по мощности и времени обработки. Сущность изобретения заключается в том, что при комбинированном нагреве: объемная за счет индукционного нагрева и локального - электронным лучом, перегрев расплавов в тигле для достижения его оптимальной гомогенизации (химической микро Превышение температуры в фокальном пятне над предлагаемой 1,35 температуры ликвидус приводит к избирательному испарению из расплава элементов с высокой упругостью паров, отклонению химического состава сплава от регламентного, полному растворению неметаллических включений анотенциальных центров кристаллизации, а при кристаллизации такого расплава к укрупнению зерна и снижению механических свойств сплава (таблица, поз. 10). 13755 Снижение объемной температуры расплава в тигле ниже, чем 1,05 температуры ликвидус, приводит к нежелательным предкристаллизационным процессам - образованию в расплаве крупных и грубых карбонитридных включений, т.е. к нивелировке ранее проведенного процесса гомогенизации. Превышение указанной температуры в процессе промежуточного охлаждения свыше 1,1 температуры ликвидус, не обеспечивает выделения дисперсных карбонитридных фаз, являющихся в итоге всего процесса центрами кристаллизации, т.е. приводит к увеличению кристаллов гамма-фазы в 1,3-1,5 раза и снижению механических свойств сплава (таблица, поз. 11 и 12). Установленная величина объемной температуры металла в тигле ~ 1,1 температуры ликвидус основан на том, что в этом интервале в расплаве происходят предкристаллизационные процессы - имеет место структурное формирование карбонитридов и прототипов у - фазы, когда указанные образования приобретают достаточные для дальнейшей устойчивости размеры и компактную форму. Пятикратное количество циклов режима ТВО в зоне фокального пятна в предлагае 5 мых температурных интервалах 1,2-1,3 от температуры ликвидус является оптимальным по влиянию на свойства отливок (таблица, поз.4, 5). Менее пяти циклов не обеспечивается завершение процесса глобулизации включений, а превышение пятикратности циклов приводит к некоторому избирательному ог10 рублению неметаллических включений, что подтверждается результатами металлографического анализа (таблица, поз.2 и 6). Таким образом, оптимальным режимом выплавки и перегрева для сплава ЖСЗДК 15 является 5 режим (см. табл.), объемная температура Тер. = 1817 К, температура перегрева Тф = 2175 К, VT - 358 К, Пкр. - 5 и 10минутная обработка лучом при 10 кват мощности луча. Мощность электронного лу20 ча в фокальном пятне выбирается с учетом того, чтобы время обработки в режиме ТВО было не более 15 мин. При таком регламентированном режиме обеспечивается повышение прочности в 1,2 раза, пластичности в 25 1,5-2,0 раза, ударной вязкости в 1,7-1,8 раза, ликвидируется брак по структуре. Указанный режим прошел опытную проверку при отливке лопаток газотурбинных двигателей. ы о (О X X 30 го Свойства металла опытных плавок по сравнению с принятой технологией (сплав ЖСЗДК) •о КЗ Ф 1*1* Общая Темпера МИН 10 температура (объемная) Тов. К 1,08 Тпл. 1817 1.08 Тпл. 1817 1.04 Тпл. 1740 1.08 Т„л. 1817 1.08 Т„л. 1817 тура перегрева Тер. К 1 * г. п/п ю О X Ф •о ф ГО ф СЛТЭ о в 0> 2 X 3 -«. ф о 3 оо | 3 7,5 і 4 5 то 10 10 осх І о 6 7 3 Тпл Р, кват. Механические свойства МПа aw, МПа W. кг 0,02 Тпл 1840 1.3 Т„Л. 2175 1.3 Тпл. 2175 1.3 Тпл. 2175 1.3 Тпл. 2175 1И5 1.3 10 Тпл. 1924 1.08 Тпл. 1817 Тпл. 2175 1.4 Тпл 2342 X п, кр. 1.1 12.5 ф ЛТ, К П р и м е ч а н и е. *Тпл - Тлмиидус. 23 0,22 Тпл. 435 0,22 Тпл 358 0,22 Тпл. 358 0.15 Тпл 251 0,32 Тпл 525 Принятый режим 1020 800 % 8.0 12 28 9.5 14 39 9.0 15 45 12,0 20 46 12.0 16 45 10.0 17 38 8.0 14 37 Опытный 4 30 10 1070 5 37 10 1100 358 0.26 Тпл. 10 5 а, % КСи. 2 Дж/м 880 Опытный 350 Опытный 5 30 10 1170 5 30 10 1120 6 20 10 1050 5 45 10 940 Опытный 900 Опытный 870 Опытный ' 1095 835 3 3!
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for combining of steel smelting
Автори англійськоюKochehura Natalia Mykhailivna, Markovskyi Yevhen Adamovych, Markovskyi Mykola Yevhenovych, Ladokhin Serhii Vasyliovych, Rovniahin Viktor Vasyliovych, Shevtsov Viktor Levovych, Kozachkov Serhii Petrovych
Назва патенту російськоюСпособ комбинирования выплавки стали
Автори російськоюКочегура Наталья Михайловна, Марковский Евгений Адамович, Марковский Николай Евгеньевич, Ладохин Сергей Васильевич, Ровнягин Виктор Васильевич, Шевцов Виктор Львович, Козачков Сергей Петрович
МПК / Мітки
Мітки: виплавки, спосіб, комбінованої, сплавів
Код посилання
<a href="https://ua.patents.su/4-13755-sposib-kombinovano-viplavki-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованої виплавки сплавів</a>
Спосіб виплавки алюмінієвих сплавів в індукційних печах з частотою живільного току 500 гц
Номер патенту: 2515
Опубліковано: 26.12.1994
Автори: Мирошніков Анатолій Андрійович, Мордвинов Едуард Пилипович, Чурсін Віктор Макарович, Шаульський Леонід Васильович
МПК: C22C 1/02
Мітки: алюмінієвих, сплавів, живильного, току, виплавки, індукційних, печах, частотою, спосіб
Формула / Реферат:
Способ выплавки алюминиевых сплавов в индукционных печах с частотой питающего тока 500 Гц, включающий нагрев и расплавление твердых материалов, электромагнитное перемешивание жидкого сплава и его выстаивание, отличающийся тем, что нагрев и расплавление твердых материалов проводят при мощности 600-800 кВт, электромагнитное перемешивание жидкого сплава - при мощности 300-500 кВт, выстаивание расплава - при отключенной печи в течение 10-15...
Спосіб виплавки сплавів, що містять ванадій
Номер патенту: 4649
Опубліковано: 28.12.1994
Автори: Булянда Олександр Олексійович, Мельник Сергій Григорович, Курдюков Анатолій Андрійович, Караваєв Микола Михайлович, Носоченко Олег Васильович, Ярославцев Юрій Григорович, Іванов Євген Анатольович, Сочнев Олександр Єгорович
МПК: C22C 33/00
Мітки: спосіб, містять, виплавки, сплавів, ванадій
Формула / Реферат:
Способ выплавки ванадийсодержащих сплавов, включающий загрузку в печь шихтовых материалов, прогрев и расплавление шихты, восстановление ванадия из его окислов, выпуск котового сплава, отличающийся тем, что прогрев шихты ведут при мощности печи на 25-50% меньше по сравнению с мощностью в период плавления шихты, а в качестве материала, содержащего окислы ванадия, используют зольные отходы ГРЭС.
Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Номер патенту: 694
Опубліковано: 15.12.1993
Автори: Фролов Володимир Миколайович, Фролов Артур Володимирович, Дворядкін Борис Олександрович, Дорофєєв Володимир Миколайович, Бондаренко Микола Андрійович, Кущенко Олександр Іванович, Гребенюков Анатолій Васильович
МПК: C21C 5/04
Мітки: агрегаті, подовому, виплавки, сталеплавильному, спосіб, сталі
Формула / Реферат:
Способ выплавки стали в подовом сталеплавильном агрегате, включающий заливку чугуна на нагретую шихту, расплавление шихты, продувку кислородом расплава до содержания углерода в металле 0,45%, нагрев окисленного шлака газо-кислородным факелом, отличающийся тем, что нагрев шлака газо-кислородным факелом осуществляют при достижении содержания углерода в металле 0,25-0,45% одновременно с продувкой расплава кислородом в течение последних 15-30%...
Спосіб отримання відливок з ливарних сплавів
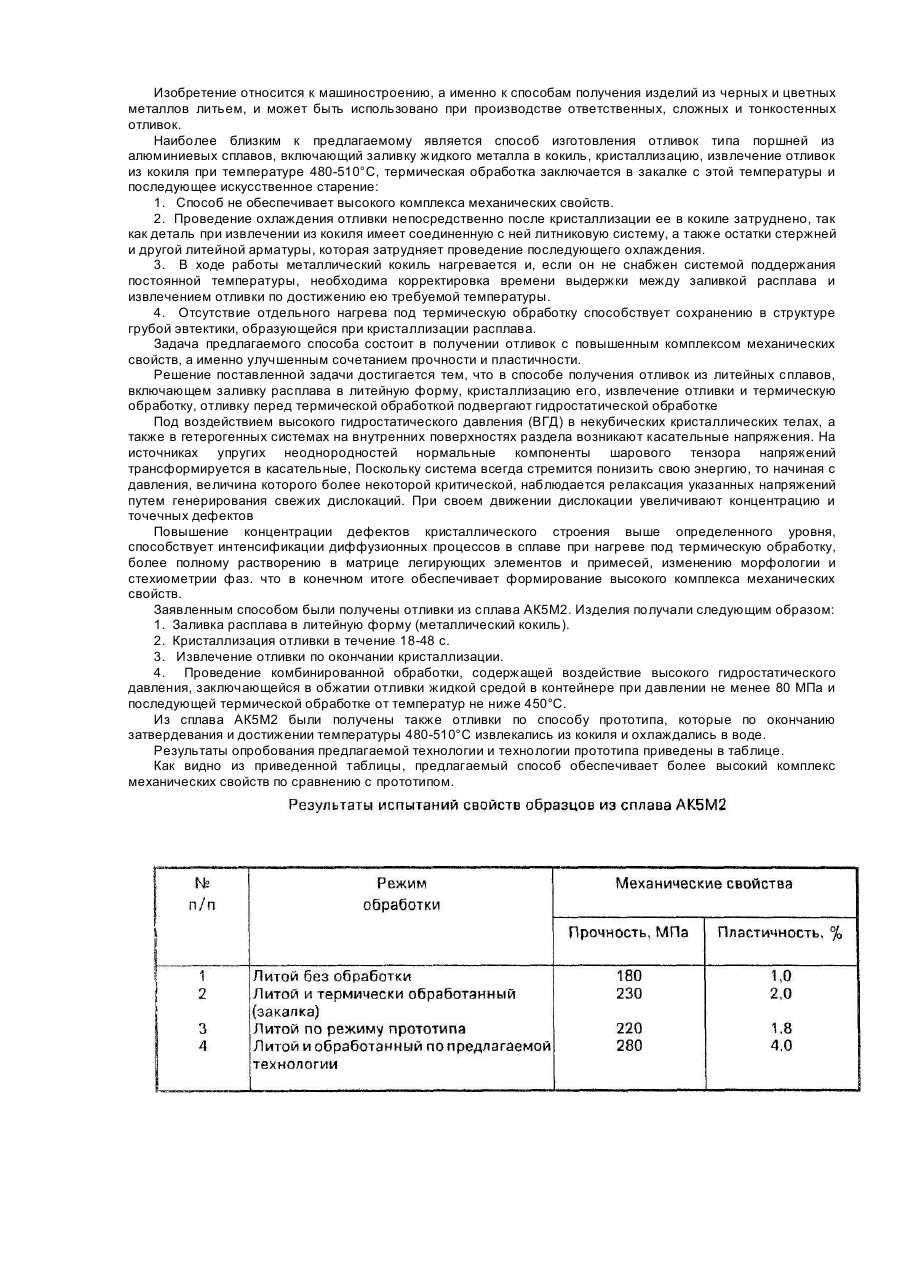
Номер патенту: 12498
Опубліковано: 28.02.1997
Автори: Зайцев Вадим Іванович, Баланаєва Ніна Олександрівна, Алєксєєв Леонід Григорович
МПК: C22F 1/043, C21D 1/76
Мітки: відливок, ливарних, отримання, сплавів, спосіб
Формула / Реферат:
Способ получения отливок из литейных сплавов, включающий заливку расплава в литейную форму, кристаллизацию его, извлечение отливки и термическую обработку, отличающийся тем, что перед термической обработкой отливку подвергают гидростатической обработке.
Установка для лиття виробів
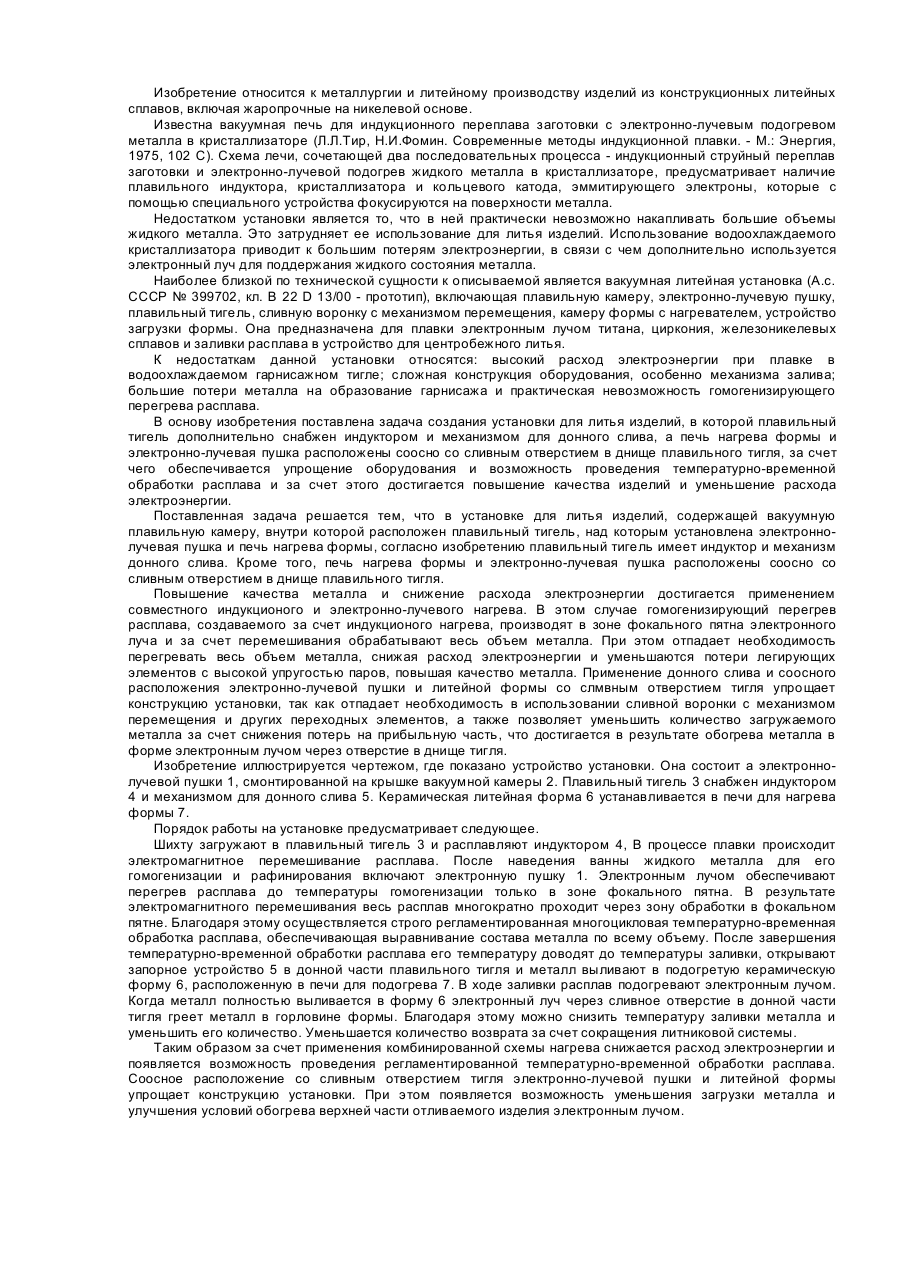
Номер патенту: 10845
Опубліковано: 25.12.1996
Автори: Ладохін Сергій Васильович, Шевцов Віктор Левкович, Марковський Євген Адамович, Таранов Михайло Іванович, Кочегура Наталія Михайлівна, Аникін Юрій Пилипович
МПК: C21C 5/52
Мітки: виробів, установка, лиття
Формула / Реферат:
1. Установка для литья изделий из жаропрочных никелевых сплавов, включающая вакуумную плавильную камеру, внутри которой расположен плавильный тигель, над которым установлена электронно-лучевая пушка, и печь нагрева формы, отличающаяся тем, что плавильный тигель дополнительно снабжен индуктором и механизмом для донного слива.2. Установка по п. 1, отличающаяся тем, что печь нагрева формы и электронно-лучевая пушка расположены соосно...
Попередній патент: Пристрій для зварювання труб з термопластів
Наступний патент: Пишуча струминна чорнильна головка