Стенд для настроювання кристалізатора
Номер патенту: 13769
Опубліковано: 17.04.2006
Автори: Сівак Сергій Анатолійович, Титаренко Олександр Іванович, Калашников Андрій Анатолійович, Заревчацький Олександр Костянтинович
Формула / Реферат
Стенд для настроювання кристалізатора, що містить шаблони, фундаментну раму, шарнірно прикріплену до неї пару двоплечих важелів, кожний з яких одним кінцем зчленований із противагою, а другим - шарнірно зчленований із шаблоном, який установлено з можливістю взаємодії його вільного кінця з опорним елементом, прикріпленим до фундаментної рами, який відрізняється тим, що стенд оснащений упорними площинками і регулювальними елементами, засобами фіксації кожного шаблона в напрямку, перпендикулярному вертикальним площинкам шаблонів, і регульованою вставкою, розміщеною між верхніми частинами шаблонів, причому упорні площинки прикріплені до фундаментної рами і до нижньої частини кожного шаблона до однієї з його вертикальних площин, а з боку другої вертикальної площини кожного шаблона розташований засіб його фіксації, встановлений з можливістю взаємодії із шаблоном і закріплений у фундаментній рамі, крім того упорні площинки прикріплені до шаблона, розміщені з можливістю контакту з упорними площинками, прикріпленими до фундаментної рами.
Текст
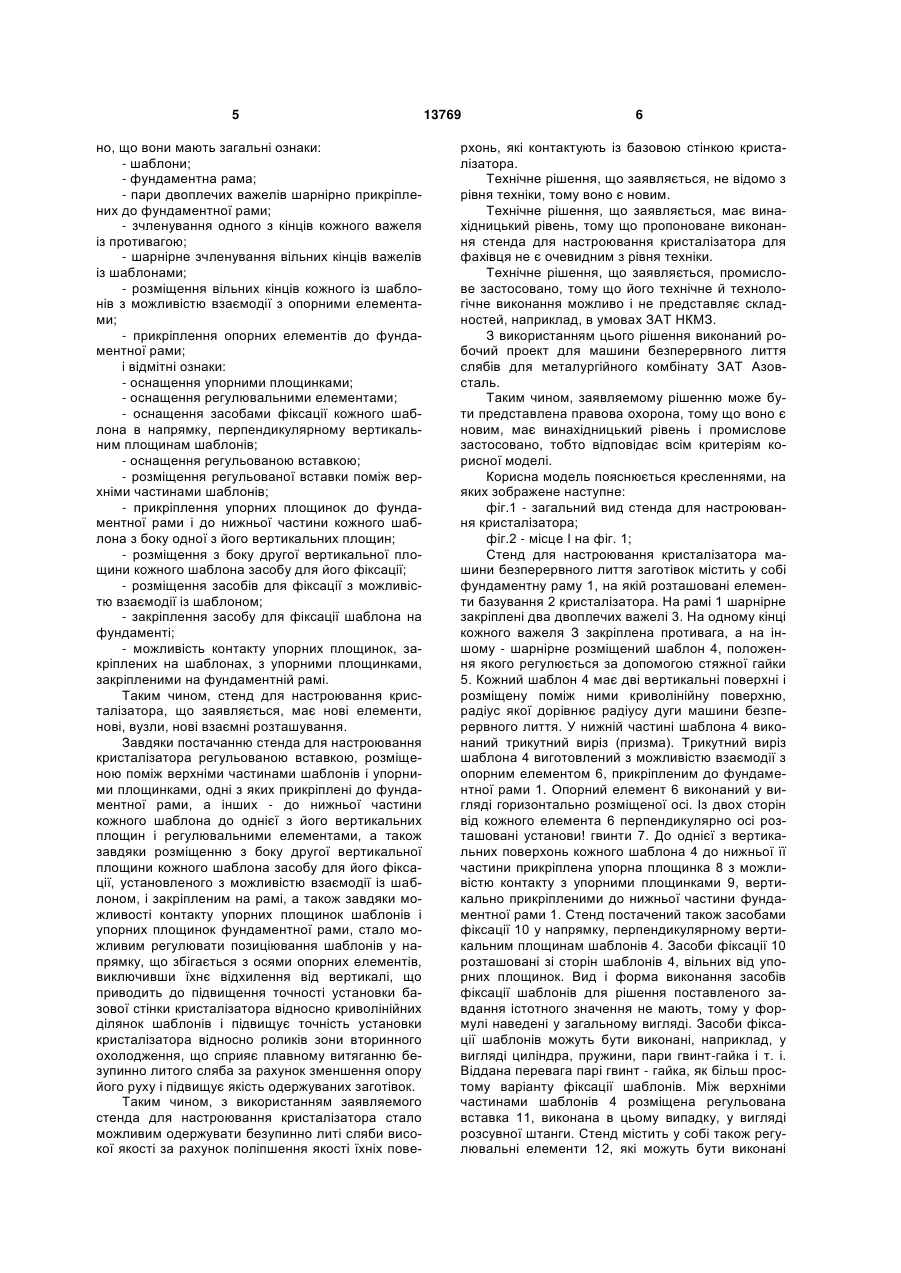
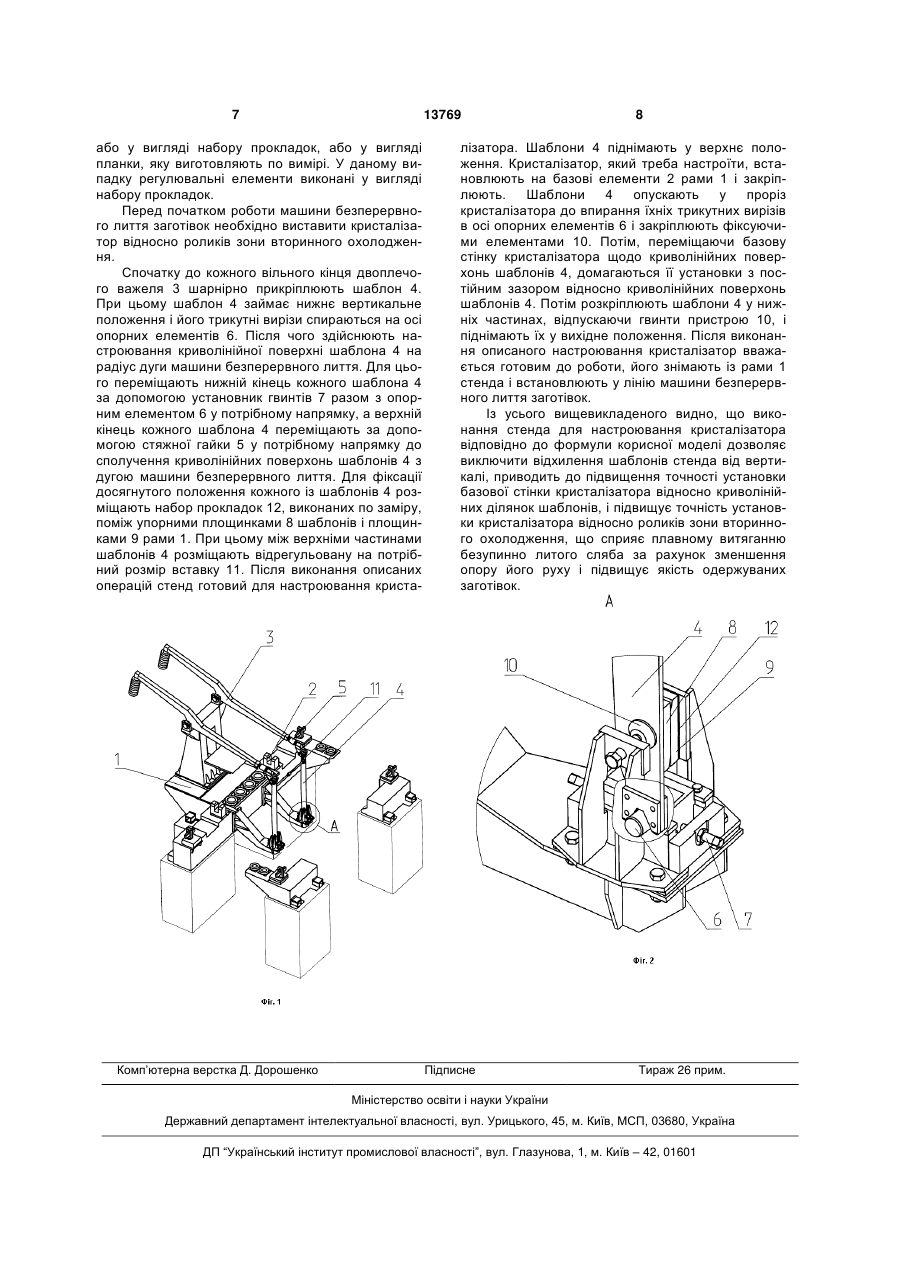
Стенд для настроювання кристалізатора, що містить шаблони, фундаментну раму, шарнірно прикріплену до неї пару двоплечих важелів, кожний з яких одним кінцем зчленований із противагою, а другим - шарнірно зчленований із шаблоном, який установлено з можливістю взаємодії його вільного кінця з опорним елементом, прикріп 3 Відомий стенд для настроювання кристалізаторів по кресленню №5617.67.500 СБ, аркуш 1,2, креслення № 5613.42.72СБ Уралмашзаводу. До його складу входять фундаментна рама, до верхньої частини якої шарнірно прикріплена пара двоплечих важелів, один кінець кожного з яких зчленований із противагою, а другий - шарнірно пов'язаний з вертикально розміщеним шаблоном. Вільні кінці шаблонів контактують із опорними елементами, прикріпленими до нижньої частини фундаментної рами. Опорні елементи виконані у вигляді горизонтально закріплених у рамі циліндричних осей, а в нижній частині кожного шаблона виготовлені трикутні вирізи (призми), призначені для контакту із циліндричними частинами опор. Кожний шаблон має криволінійну ділянку, призначену для позиціювання кристалізатора. На рамі є базуючи елементи для кристалізатора. Установка кристалізатора на даному стенді імітує його установку в районі розливання металу. Настроювання кристалізатора на даному стенді відбуваються наступним чином. Зібраний на складальній площадці кристалізатор краном транспортують у район розміщення стенда для настроювання кристалізатора. Спочатку шаблони підняті вертикально нагору. Після установки кристалізатора на базових елементах фундаментної рами стенда, опускають обидва шаблони у внутрішню порожнину кристалізатора, при цьому трикутні вирізи шаблонів спираються на циліндричні осі опорних елементів. Положення, зайняті криволінійними ділянками шаблонів приймаються у якості базових і відносно них роблять установку базової стінки кристалізатора. Базовою стінкою є та широка криволінійна стінка кристалізатора, що більше вилучена від центра дуги машини безперервного лиття заготівок. Потім розкріплюють базову стінку, переміщають її відносно шаблонів і домагаються такого положення, при якому зберігається постійність зазору між криволінійною поверхнею шаблона і базовою стінкою по усій довжині криволінійної поверхні. Зазор контролюють за допомогою щупа. Після завершення цієї операції прикріплюють базову стінку до вузьких стінок кристалізатора. Двоплечі важелі, провертаючись у місцях шарнірного зчленування з фундаментною рамою виводять шаблони із внутрішньої порожнини кристалізатора. Кристалізатор настроєний, тобто він встановлений таким чином, що поверхня базової стінки збігається з верхньою ділянкою дуги машини безперервного лиття заготівок. Слід зазначити, що в описаній конструкції стенда позиціювання шаблонів у напрямку, перпендикулярному осі опорного пристрою здійснюється з досить високою точністю за рахунок використання у якості нижньої опори шаблонів призми, утворені трикутними вирізами в нижніх частинах шаблонів, і циліндричних поверхонь опорних елементів. Як показав досвід експлуатації стенда даної конструкції на комбінаті «Азовсталь», має місце відхилення від вертикалі шаблонів через неточність їх позиціювання в напрямку, що збігається з горизонтальною віссю опорного елемента, тому що в конструкцію входять з'єднання ланок, що ма 13769 4 ють велике співвідношення довжини шаблона до ширини шарніра, на якому підвішений шаблон. Слід зазначити, що зазори, що існують в місцях шарнірного приєднання шаблонів, можуть мати різні величини, які лежать у межах допуску. У результаті чого відхилення від вертикалі нижніх частин кожного шаблона будуть різними, що приведе до зсуву в поперечному перерізі базової стінки кристалізатора відносно нижньої частини дуги машини безперервного лиття заготівок. У розглянутому випадку сумарний можливий зазор у шарнірі опори важеля (посадка підшипник корпус 100ДО7(+0,010/-0,025)/10(+0,005/-0,020), зазор 0,010 +0,020 = 0,03мм; посадка вісь - підшипник 55L0 (+0,004/-0,019) /h6 (-0.019), зазор - 0,004 +0,019 = 0,023мм) дорівнює 0,03 +0,023 = 0,053мм. З урахуванням співвідношення плечей довжина важеля і шаблона/база шарніра відхід нижнього кінця важеля складе 0,053/240.3630=0,8мм. Сумарний можливий зазор у шарнірі підвісу шаблона (посадка підшипник корпус) 55H7(+0,030)/10(+o,004/-0,17), зазор - 0,030+0,017 = 0,047мм; посадка вісь - підшипник 30L0(+0,001/0,009) /h6(-0,013), зазор -0,001 +0,013 = 0,0131мм) дорівнює 0,047+0,0131 = 0,06мм. З урахуванням співвідношення плечей довжина шаблона/база шарніра відхід нижнього кінця важеля складе 0,06/90.1580 = 1.05мм. Навіть без обліку можливих зазорів у самих підшипниках обох шарнірів величина відходу нижнього кінця шаблона може становити 0,8мм +1,05мм =1,85мм. У дійсності мають місце також і пружні деформації шаблона і важеля, що веде до збільшення відходу нижнього кінця кожного шаблона. Відповідно до «Правил технічної експлуатації механічного встаткування машин безперервного лиття заготівок», М., «Металургія», 1991р., с. 58 припустиме відхилення установки базової широкої стінки кристалізатора складає 0,2мм. Таким чином, неточність установки базової стінки кристалізатора, що має місце в описаному стенді, приводить до неточності установки кристалізатора відносно роликів зони вторинного охолодження, утворенню уступу, який утворює додатковий опір при витягуванні заготівки. У результаті контакту з базовою стінкою кристалізатора, встановленою з розворотом у поперечному перерізі, на поверхні заготівки, що застигає, утворюються хвилястості, нерівності, тріщини, що приводить до погіршення якості безупинно литих слябів. Таким чином, недоліком прототипу є незадовільна якість безперервно литих слябів. До основи корисної моделі поставлене завдання створення стенда для настроювання кристалізатора, використання якого в комплексі машини безперервного лиття сприяє одержанню безупинно литих слябів більше високої якості. Це завдання вирішується за рахунок технічного результату, що полягає у зменшенні опору при витягуванні заготівки на стику нижньої частини кристалізатора і роликів зони вторинного охолодження. У результаті порівняльного аналізу технічного рішення, що заявляється, і прототипу встановле 5 но, що вони мають загальні ознаки: - шаблони; - фундаментна рама; - пари двоплечих важелів шарнірно прикріплених до фундаментної рами; - зчленування одного з кінців кожного важеля із противагою; - шарнірне зчленування вільних кінців важелів із шаблонами; - розміщення вільних кінців кожного із шаблонів з можливістю взаємодії з опорними елементами; - прикріплення опорних елементів до фундаментної рами; і відмітні ознаки: - оснащення упорними площинками; - оснащення регулювальними елементами; - оснащення засобами фіксації кожного шаблона в напрямку, перпендикулярному вертикальним площинам шаблонів; - оснащення регульованою вставкою; - розміщення регульованої вставки поміж верхніми частинами шаблонів; - прикріплення упорних площинок до фундаментної рами і до нижньої частини кожного шаблона з боку одної з його вертикальних площин; - розміщення з боку другої вертикальної площини кожного шаблона засобу для його фіксації; - розміщення засобів для фіксації з можливістю взаємодії із шаблоном; - закріплення засобу для фіксації шаблона на фундаменті; - можливість контакту упорних площинок, закріплених на шаблонах, з упорними площинками, закріпленими на фундаментній рамі. Таким чином, стенд для настроювання кристалізатора, що заявляється, має нові елементи, нові, вузли, нові взаємні розташування. Завдяки постачанню стенда для настроювання кристалізатора регульованою вставкою, розміщеною поміж верхніми частинами шаблонів і упорними площинками, одні з яких прикріплені до фундаментної рами, а інших - до нижньої частини кожного шаблона до однієї з його вертикальних площин і регулювальними елементами, а також завдяки розміщенню з боку другої вертикальної площини кожного шаблона засобу для його фіксації, установленого з можливістю взаємодії із шаблоном, і закріпленим на рамі, а також завдяки можливості контакту упорних площинок шаблонів і упорних площинок фундаментної рами, стало можливим регулювати позиціювання шаблонів у напрямку, що збігається з осями опорних елементів, виключивши їхнє відхилення від вертикалі, що приводить до підвищення точності установки базової стінки кристалізатора відносно криволінійних ділянок шаблонів і підвищує точність установки кристалізатора відносно роликів зони вторинного охолодження, що сприяє плавному витяганню безупинно литого сляба за рахунок зменшення опору його руху і підвищує якість одержуваних заготівок. Таким чином, з використанням заявляемого стенда для настроювання кристалізатора стало можливим одержувати безупинно литі сляби високої якості за рахунок поліпшення якості їхніх пове 13769 6 рхонь, які контактують із базовою стінкою кристалізатора. Технічне рішення, що заявляється, не відомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, має винахідницький рівень, тому що пропоноване виконання стенда для настроювання кристалізатора для фахівця не є очевидним з рівня техніки. Технічне рішення, що заявляється, промислове застосовано, тому що його технічне й технологічне виконання можливо і не представляє складностей, наприклад, в умовах ЗАТ НКМЗ. З використанням цього рішення виконаний робочий проект для машини безперервного лиття слябів для металургійного комбінату ЗАТ Азовсталь. Таким чином, заявляемому рішенню може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислове застосовано, тобто відповідає всім критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображене наступне: фіг.1 - загальний вид стенда для настроювання кристалізатора; фіг.2 - місце І на фіг. 1; Стенд для настроювання кристалізатора машини безперервного лиття заготівок містить у собі фундаментну раму 1, на якій розташовані елементи базування 2 кристалізатора. На рамі 1 шарнірне закріплені два двоплечих важелі 3. На одному кінці кожного важеля З закріплена противага, а на іншому - шарнірне розміщений шаблон 4, положення якого регулюється за допомогою стяжної гайки 5. Кожний шаблон 4 має дві вертикальні поверхні і розміщену поміж ними криволінійну поверхню, радіус якої дорівнює радіусу дуги машини безперервного лиття. У нижній частині шаблона 4 виконаний трикутний виріз (призма). Трикутний виріз шаблона 4 виготовлений з можливістю взаємодії з опорним елементом 6, прикріпленим до фундаментної рами 1. Опорний елемент 6 виконаний у вигляді горизонтально розміщеної осі. Із двох сторін від кожного елемента 6 перпендикулярно осі розташовані установи! гвинти 7. До однієї з вертикальних поверхонь кожного шаблона 4 до нижньої її частини прикріплена упорна площинка 8 з можливістю контакту з упорними площинками 9, вертикально прикріпленими до нижньої частини фундаментної рами 1. Стенд постачений також засобами фіксації 10 у напрямку, перпендикулярному вертикальним площинам шаблонів 4. Засоби фіксації 10 розташовані зі сторін шаблонів 4, вільних від упорних площинок. Вид і форма виконання засобів фіксації шаблонів для рішення поставленого завдання істотного значення не мають, тому у формулі наведені у загальному вигляді. Засоби фіксації шаблонів можуть бути виконані, наприклад, у вигляді циліндра, пружини, пари гвинт-гайка і т. і. Віддана перевага парі гвинт - гайка, як більш простому варіанту фіксації шаблонів. Між верхніми частинами шаблонів 4 розміщена регульована вставка 11, виконана в цьому випадку, у вигляді розсувної штанги. Стенд містить у собі також регулювальні елементи 12, які можуть бути виконані 7 13769 або у вигляді набору прокладок, або у вигляді планки, яку виготовляють по вимірі. У даному випадку регулювальні елементи виконані у вигляді набору прокладок. Перед початком роботи машини безперервного лиття заготівок необхідно виставити кристалізатор відносно роликів зони вторинного охолодження. Спочатку до кожного вільного кінця двоплечого важеля 3 шарнірно прикріплюють шаблон 4. При цьому шаблон 4 займає нижнє вертикальне положення і його трикутні вирізи спираються на осі опорних елементів 6. Після чого здійснюють настроювання криволінійної поверхні шаблона 4 на радіус дуги машини безперервного лиття. Для цього переміщають нижній кінець кожного шаблона 4 за допомогою установник гвинтів 7 разом з опорним елементом 6 у потрібному напрямку, а верхній кінець кожного шаблона 4 переміщають за допомогою стяжної гайки 5 у потрібному напрямку до сполучення криволінійних поверхонь шаблонів 4 з дугою машини безперервного лиття. Для фіксації досягнутого положення кожного із шаблонів 4 розміщають набор прокладок 12, виконаних по заміру, поміж упорними площинками 8 шаблонів і площинками 9 рами 1. При цьому між верхніми частинами шаблонів 4 розміщають відрегульовану на потрібний розмір вставку 11. Після виконання описаних операцій стенд готовий для настроювання криста Комп’ютерна верстка Д. Дорошенко 8 лізатора. Шаблони 4 піднімають у верхнє положення. Кристалізатор, який треба настроїти, встановлюють на базові елементи 2 рами 1 і закріплюють. Шаблони 4 опускають у проріз кристалізатора до впирання їхніх трикутних вирізів в осі опорних елементів 6 і закріплюють фіксуючими елементами 10. Потім, переміщаючи базову стінку кристалізатора щодо криволінійних поверхонь шаблонів 4, домагаються її установки з постійним зазором відносно криволінійних поверхонь шаблонів 4. Потім розкріплюють шаблони 4 у нижніх частинах, відпускаючи гвинти пристрою 10, і піднімають їх у вихідне положення. Після виконання описаного настроювання кристалізатор вважається готовим до роботи, його знімають із рами 1 стенда і встановлюють у лінію машини безперервного лиття заготівок. Із усього вищевикладеного видно, що виконання стенда для настроювання кристалізатора відповідно до формули корисної моделі дозволяє виключити відхилення шаблонів стенда від вертикалі, приводить до підвищення точності установки базової стінки кристалізатора відносно криволінійних ділянок шаблонів, і підвищує точність установки кристалізатора відносно роликів зони вторинного охолодження, що сприяє плавному витяганню безупинно литого сляба за рахунок зменшення опору його руху і підвищує якість одержуваних заготівок. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStand for adjustment of crystallizer
Автори англійськоюSivak Serhii Anatoliiovych, Zarevchatskyi Oleksandr Kostiantynovych, Kalashnykov Andrii Anatoliovych, Tytarenko Oleksandr Ivanovych
Назва патенту російськоюСтенд для настраивания кристаллизатора
Автори російськоюСивак Сергей Анатольевич, Заревчацкий Александр Константинович, Калашников Андрей Анатольевич, Титаренко Александр Иванович
МПК / Мітки
МПК: B22D 11/04
Мітки: настроювання, стенд, кристалізатора
Код посилання
<a href="https://ua.patents.su/4-13769-stend-dlya-nastroyuvannya-kristalizatora.html" target="_blank" rel="follow" title="База патентів України">Стенд для настроювання кристалізатора</a>
Механізм хитання кристалізатора
Номер патенту: 4235
Опубліковано: 17.01.2005
Автори: Кочин Леонід Павлович, Білобров Юрій Миколайович, Лепіхов Леонід Сергійович, Сусь Юрій Васильович
МПК: B22D 11/04
Мітки: кристалізатора, механізм, хитання
Формула / Реферат:
1. Механізм хитання кристалізатора, до складу якого входить кристалізатор, розміщений у рамі, з’єднаний з гідроприводом її переміщення і встановлений у корпусі за допомогою пружних напрямних, жорстко приєднаних до країв рами і з'єднаних з корпусом, і пружини, розташовані між рамою і корпусом по краях рами, який відрізняється тим, що він обладнаний не менш ніж двома пневматичними ланками змінної довжини, з'єднаними із системою керування подачі...
Механізм хитання кристалізатора
Номер патенту: 73040
Опубліковано: 16.05.2005
Автори: Кочин Леонід Павлович, Сусь Юрій Васильович, Баначенков Владімір Гєннадієвич, Плугатар Віктор Семенович, Білобров Юрій Миколайович, Кірєєв Владімір Ніколаєвич
МПК: B22D 11/053
Мітки: механізм, кристалізатора, хитання
Формула / Реферат:
Механізм хитання кристалізатора, до складу якого входять стіл кристалізатора, верхня і нижня напрямні, що лежать у площинах, які утворюють двогранний кут, пристрій натягу напрямних, кожна з яких одним кінцем прикріплена до стаціонарної рами, який відрізняється тим, що пристрій натягу напрямних виконаний у вигляді двох симетрично встановлених відносно подовжньої осі рами плунжерних циліндрів, корпуси яких шарнірно приєднані до рами і жорстко...
Система охолодження робочих стінок кристалізатора установки безперервного лиття заготовок
Номер патенту: 7239
Опубліковано: 15.06.2005
Автори: Бичков Сергій Васильович, Скринченко Едуард Германович, Вовк Вячеслав Михайлович, Чувакін Віктор Олексійович
МПК: B22D 11/04
Мітки: безперервного, охолодження, лиття, заготовок, робочих, стінок, кристалізатора, система, установки
Формула / Реферат:
1. Система охолодження робочих стінок кристалізатора установки безперервного лиття заготовок, яка містить циркуляційний контур у складі бака запасу циркуляційної води, циркуляційного насоса, теплообмінника з контуром охолодження та кристалізатора, які з'єднані між собою системою труб, яка відрізняється тим, що теплообмінник встановлений до бака запасу циркуляційної води.2. Система по п. 1, яка відрізняється тим, що бак запасу...
Додатковий холодильник кристалізатора машини безперервного лиття заготовок
Номер патенту: 36131
Опубліковано: 16.04.2001
Автори: Сахно Валерій Олександрович, Найдек Володимир Леонтійович, Ніколаєв Генадій Андрійович, Якобше Ришард Якубович, Носоченко Олег Васильович, Галай Володимир Петрович, Галай Ірина Генадіївна
МПК: B22D 11/04
Мітки: заготовок, додатковий, кристалізатора, лиття, холодильник, машини, безперервного
Текст:
...елементами (шпильками). Тобто вони мають однаковий коефіцієнт термічного розширення, що виключає утворення небажаних зазорів. Запропоноване розміщення каналів з щільовидною формою для проходження води, постійна товщина мідної оболонки забезпечують рівномірне охолодження робочої стінки, її оптимальний термонапружний стан і покращують теплову роботу додаткових холодильників. Втрати де фіцитного матеріалу та часу для виготовлення робочих...
Спосіб визначення профілю гільзи кристалізатора
Номер патенту: 8540
Опубліковано: 15.08.2005
Автори: Марченко Олександр Олександрович, Кравцов Владлєн Васильович, Бірюков Олексій Борисович
МПК: B22D 11/04
Мітки: профілю, визначення, гільзи, спосіб, кристалізатора
Формула / Реферат:
1. Спосіб визначення профілю гільзи кристалізатора для високошвидкісного безперервного лиття сталі у вигляді квадратної або прямокутної труби, що має профіль, близький за формою до природних контурів злитка в процесі тверднення, при цьому форму профілю визначають розрахунковим шляхом у процесі формування злитка для визначених груп марок сталей по вмісту вуглецю, коефіцієнта усадки у твердому стані і часу кристалізації злитка в гільзі...
Попередній патент: Спосіб отримання сортового прокату
Наступний патент: Спосіб очищення манозоспецифічних лектинів
Випадковий патент: Спосіб отримання продукту сирного твердого на основі сухого знежиреного молока з використанням борошна ядра соняшнику