Спосіб виготовлення порошкового дроту
Номер патенту: 13903
Опубліковано: 16.10.2000
Автори: Шевченко Юрій Тимофійович, Жабкін Віктор Петрович, Кочевенко Іван Іванович, Писаренко Федір Олексійович, Бать Сергій Юрійович, Тітієвський Володимир Маркович, Бать Юрій Ізраілевич

Формула / Реферат
Способ изготовления порошковой проволоки методом прокатки, включающий формирование из металлической полосы желобчатого профиля с разновеликой в поперечном сечении высотой стенок профиля, заполнение профиля порошкообразным материалом, замыкание профиля с последующим обжатием его до получения порошковой проволоки круглого сечения заданного типоразмера и порядную намотку готовой проволоки на приемную катушку, отличающийся тем, что намотку готовой проволоки па катушку начинают со стороны фланца катушки, расположенного по одну сторону от технологической оси со стенкой профиля, имеющей меньшую высоту, при верхней намотке проволоки на катушку, и со стороны фланца катушки, расположенного по одну сторону от технологической осп со стенкой профиля, имеющей большую высоту, при нижней намотке проволоки на катушку.
Текст
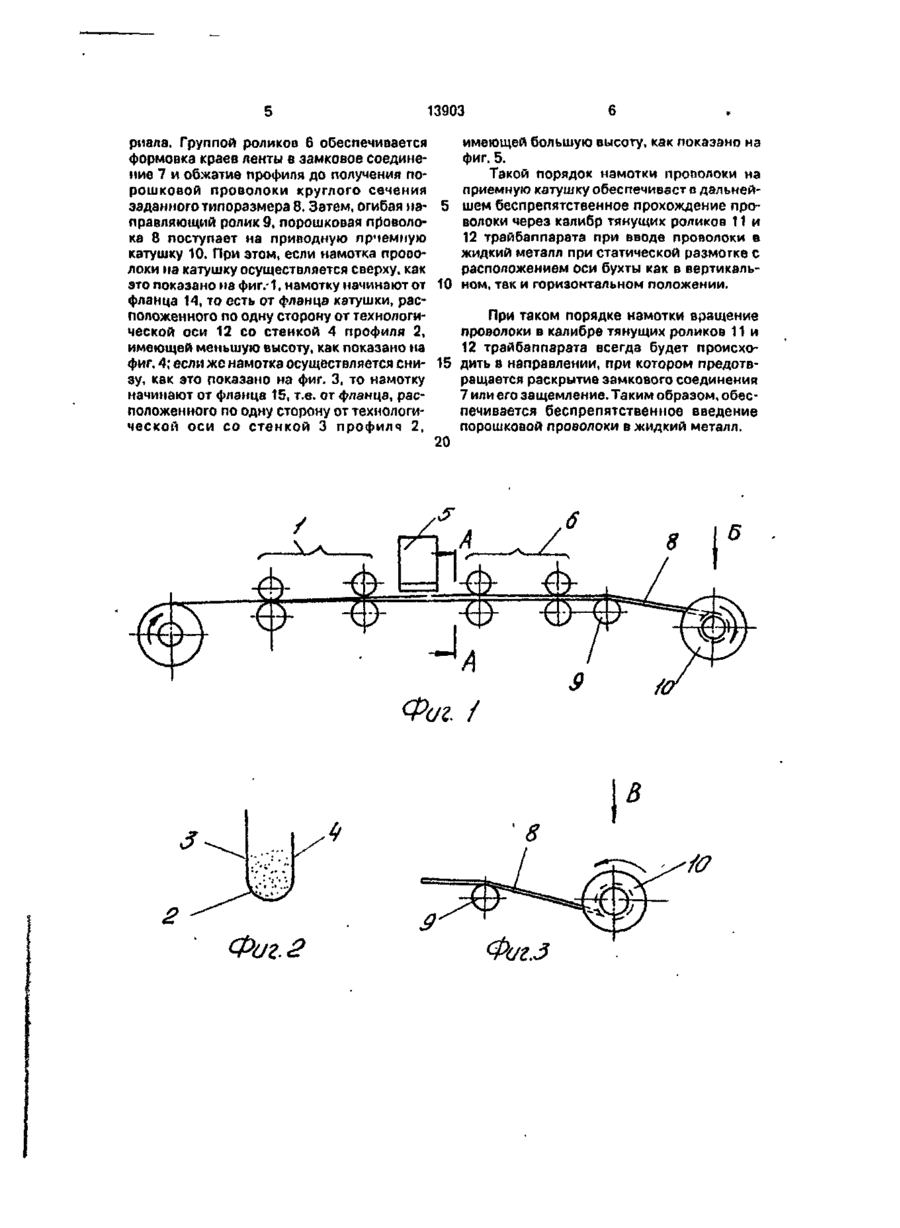
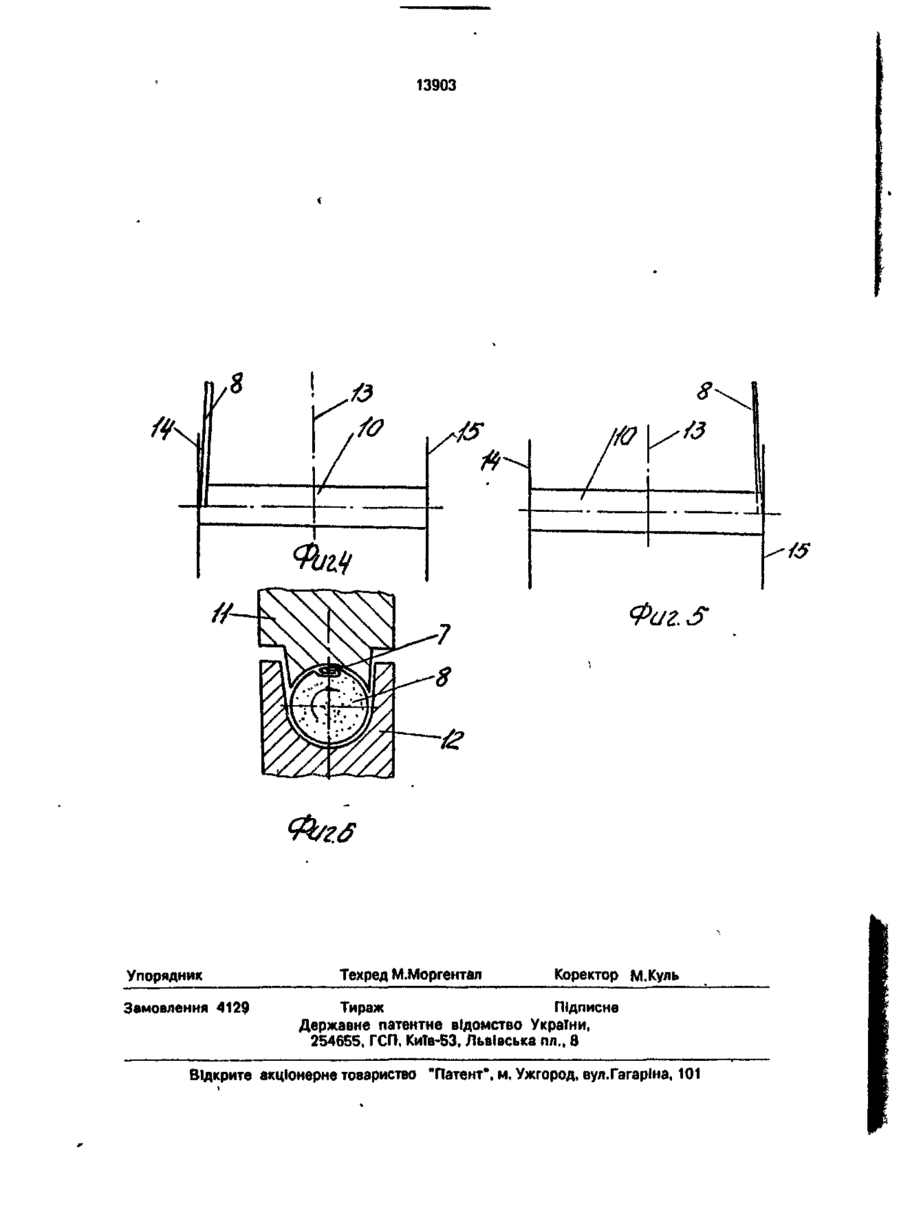
Способ изготовления порошковой проволоки методом прокатки, включающий формирование из металлической полосы желобчатого профиля с разновеликой в поперечном сечении высотой стенок профиля, Изобретение относится к способам изготовления порошковой проволоки методом прокатки, используемой в черной металлургии для рафинирования и/или модифицирования жидкого металла. Наиболее близким к предлагаемому является способ изютовления порошковой проволоки, согласно которому из стальной ленты формируют желобчатый профиль, заполняют его порошкообразным материалом, замыкают профиль и путем последующего обжатия получают порошковую проволоку круглого сечения, которую заполнение профиля порошкообразным ма* териалом, замыкание профиля с последующим обжатием его до получения порошковой проволоки круглого сечения заданного типоразмера и порядную намотку готовой проволоки на приемную катушку, о т л и ч а ю щ и й с я тем, что намотку готовой проволоки на катушку начинают со стороны фланца катушки, расположенного по одну сторону от технологической оси со стенкой профиля, имеющей меньшую высоту, при верхней намотке проволоки на катушку, и со стороны фланца катушки, расположенного по одну сторону от технологической оси со стенкой профиля, имеющей большую высоту, при нижней намотке проволоки на катушку. наматывают на приемную катушку [1]. Данный способ выбран в качестве прототипа. Изготовленная таким способом проволока может быть использована для обработки жидкого металла с применением трайбаппаратов и статической размотки. Она обладает большой проникающей способностью при введении ее в жидкий металл. Однако при использовании проволоки с применением статической размотки вследствие возникновения больших деформаций скручивания прочность замкового соединения не всегда оказывается доста С > о о со 13903 точной, что приводит к его раскрытию и выщей большую высоту, при нижней намотке сыпанию порошка. проволоки на катушку. В основу изобретения поставлена задаПриведенный выше отличительный прича усовершенствовать способ изготовления знак является достаточным во всех случаях, порошковой проволоки путем организации 5 на которые распространяется объем правонамотки ее на приемную катушку таким обвой охраны. разом, что при вводе ее в жидкий металл с Между существенными признаками и помощью трайбаппарата с применением техническим результа»ом - повышением настатической размотки не будет происходить дежности ввода порошковой проволоки в раскрытие замкового соединения и высыпа- 10 жидкий металл с применением статической ния порошка, что приведет к повышению размотки - существует причинно-следстстепени усвоения порошка жидким металвенная связь, которая проявляется в следулом, ющем. При статической размотке вытягиваемая из бухты проволока подверСущность изобретения состоит в том, что в способе изготовления порошковой 15 жена кручению. При этом согласно изобрепроволоки методом прокатки, включающем тению вращение проволоки будет таким, что формирование из металлической полосы реакция тянущих роликов трайбзппарата на желобчатого профиля с разновеликой в попорошковую проволоку будет всегда наперечном сечении высотой стенок профиля, правлена в сторону, препятствующую расзаполнение профиля порошкообразным ма- 20 крытию замкового соединения и/или его териалом, замыкание профиля с последуюзащемлению в тянущих роликах. Наоборот, щим обжатием его до получения реакция тянущих роликов на проволоку бупорошковой проволоки круглого сечения задет способствовать закрытию замкового данного типоразмера, и порядную намотку соединения. Таким образом, будет предотвпроволоки на приемную катушку, намотку 25 ращено раскрытие замкового соединения готовой проволоки на катушку начинают со • и высыпание порошка и обеспечено настороны фланца катушки, расположенного дежное введение порошковой проволоки в по одну сторону от технологической оси со жидкий металл. стенкой профиля, имеющей меньшую высоНа фиг. 1 показана схема изготовления ту, при верхней намотке проволоки на ка- 30 порошковой проволоки по предлагаемому тушку, и со стороны фланца катушки, способу; на фиг. 2 - сечение по А-А на фиг. расположенного по одну сторону от техно1; на фиг. 3 - схема намотки порошковой логической оси со стенкой профиля, имеюпроволоки снизу на приемную катушку; на щей большую высоту, при нижней намотке фиг. 4 - вид по стрелке "Б" на приемную проволоки на катушку. 35 катушку при намотке первого витка порошСущественными признаками, общими с ковой проволоки; на фиг. 5 - вид по стрелке прототипом, являются: "В" на приемную катушку при намотке первого витка порошковой проволоки; на фиг, - формирование из металлической поб-схема калибровки тянущих роликов трайлосы желобчатого профиля с разновеликой в поперечном сечении высотой стенок про- 40 баппарата. филя; На чертежах обозначены: 1 - группа ро- заполнение желобчатого профиля поликов для формирования из исходной полорошкообразным материалом; сы профиля желобчатой формы 2 с разновеликой высотой стенок профиля 3 и - замыкание профиля, т.е. образование 45 4; 5 - питатель для заполнения профиля замкового соединения; порошкообразным материалом; 6 - группа - обжатие профиля до получения пороликов для формирования замкового соерошковой проволоки круглого сечения задинения 7 и обжатия профиля до получения данного типоразмера; порошковой проволоки круглого сечения за• - порядовая намотка готовой проволоки на приемную катушку. 50 данного типоразмера 8; 9 - направляющий Существенным отличительным признаролик; 10-приемная катушка; 11-12 -тянуком является то, что намотку готовой провощие ролики трайбаппарата для ввода полоки на приемную катушку начинают со рошковой проволоки в жидкий металл; 13 стороны фланца катушки, расположенного технологическая ось; 14 и 15 - фланцы капо одну сторону от технологической оси со 55 тушки. стенкой профиля, имеющей меньшую высоИсходная полоса в роликах 1 формуется ту, при верхней намотке проволоки на кав профиль желобчатой формы 2 с разноветушку, и со стороны фланца катушки, ликой высотой стенок профиля 3 и 4. Затем расположенного по одну сторону от техно- . профиль 2 заполняется питателем 5 требуелогической оси со стенкой профиля, имеюмым количеством порошкообразного мате 13903 имеющей большую высоту, как показано на риала. Группой роликов 6 обеспечивается фиг. 5. формовка краев ленты в замковое соединеТакой порядок намотки прополоки на ние 7 и обжатие профиля до получения поприемную катушку обеспечивает в дальнейрошковой проволоки круглого сечения шем беспрепятственное прохождение прозаданного типоразмера 8. Затем, огибая наволоки через калибр тянущих роликов 11 и правляющий ролик 9, порошковая проволо12 трайбаппарата при вводе проволоки в ка 8 поступает на приводную приемную жидкий металл при статической размотке с катушку 10. При этом, если намотка проворасположением оси бухты как в вертикальлоки на катушку осуществляется сверху, как это показано на фиг.-1, намотку начинают от 10 ном, так и горизонтальном положении. фланца 14, то есть от фланца катушки, расположенного по одну сторону от технологиПри таком порядке намотки вращение ческой оси 12 со стенкой 4 профиля 2, проволоки в калибре тянущих роликов 11 и имеющей меньшую высоту, как показано на 12 трайбаппарата всегда будет происхофиг. 4; если же намотка осуществляется сни- 15 дить в направлении, при котором предотвзу, как это показано на фиг. 3, то намотку ращается раскрытие замкового соединения начинают от фланца 15, т.е. от фпанца, рас7 или его защемление. Таким образом, обесположенного по одну сторону от технологипечивается беспрепятственное введение ческой оси со стенкой 3 профиля 2, порошковой проволоки в жидкий металл. 20 Фиг. 2 Фиг.З 13903 Упорядник Замовлення 4129 Техред М.Моргентал Коректор М.Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make powder wire
Автори англійськоюBat Yurii Izrailevych, Titiievskyi Volodymyr Markovych, Pysarenko Fedir Oleksiiovych, Shevchenko Yurii Tymofiiovych, Bat Serhii Yuriiovych, Zhabkin Viktor Petrovych, Kochevenko Ivan Ivanovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюБать Юрий Израилевич, Титиевский Владимир Маркович, Писаренко Федор Алексеевич, Шевченко Юрий Тимофеевич, Бать Сергей Юрьевич, Жабкин Виктор Петрович, Кочевенко Иван Иванович
МПК / Мітки
МПК: B23K 35/40, C22B 9/10
Мітки: спосіб, дроту, виготовлення, порошкового
Код посилання
<a href="https://ua.patents.su/4-13903-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 13918
Опубліковано: 25.04.1997
Автори: Писаренко Федір Олексійович, Бать Юрій Ізраілевич, Шевченко Юрій Тимофійович, Ващенко Олександр Костянтинович, Гринберг Самуіл Юхимович, Тітієвський Володимир Маркович, Кочевенко Іван Іванович, Бать Сергій Юрійович, Жабкін Віктор Петрович
МПК: B23K 35/40
Мітки: виготовлення, дроту, спосіб, порошкового
Формула / Реферат:
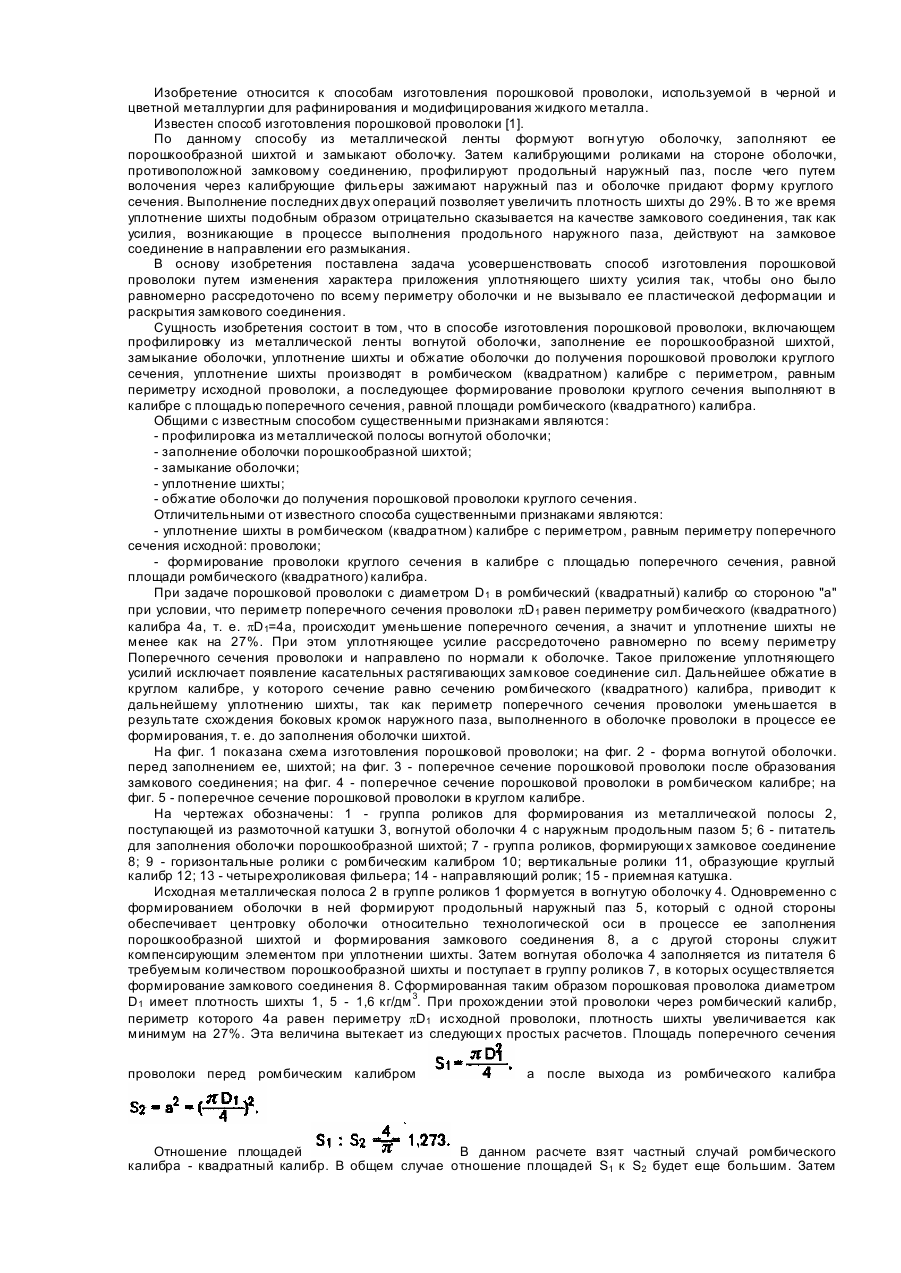
Способ изготовления порошковой проволоки, включающий профилировку из металлической ленты вогнутой оболочки, заполнение ее порошкообразной шихтой, замыкание оболочки, уплотнение шихты и обжатие оболочки до получения порошковой проволоки круглого сечения, отличающийся тем, что уплотнение шихты производят в ромбическом (квадратном) калибре с периметром, равным периметру поперечного сечения исходной проволоки, а последующее формирование...
Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Рак Петро Іванович, Чащихін Едуард Германович, Овчаренко Микола Трофимович, Савенко Валентин Олексійович, Походня Ігор Костянтинович, Альтер Володимир Федорович, Дмитренко Сергій Георгієвич, Косенко Петро Олексійович
МПК: B23K 35/40
Мітки: дроту, порошкового, виготовлення, спосіб
Формула / Реферат:
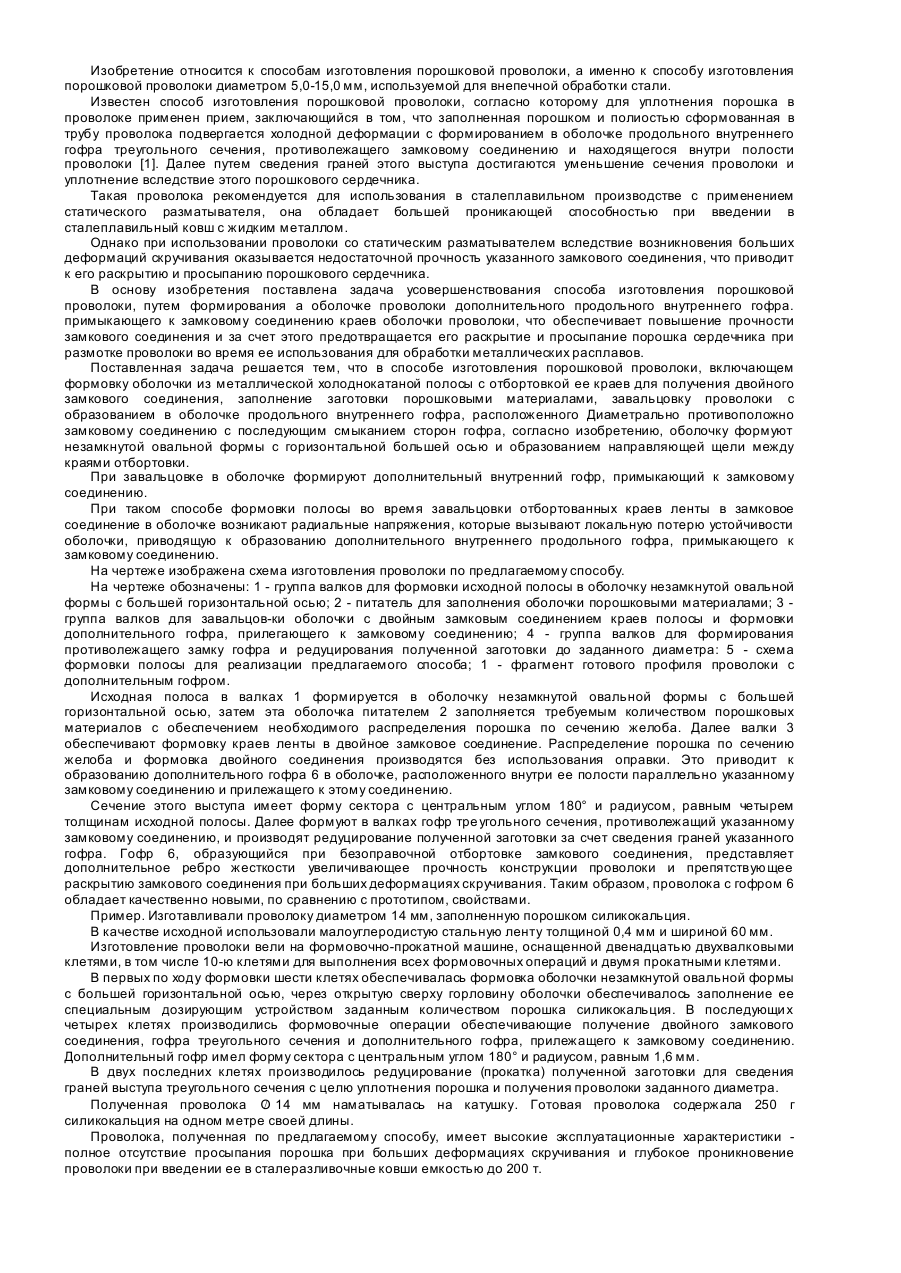
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра,...
Спосіб порядового укладання порошкового дроту на котушку намотувального пристрoю
Номер патенту: 17636
Опубліковано: 06.05.1997
Автори: Тітіевський Володимир Маркович, Жабкін Віктор Петрович, Кочевенко Іван Іванович, Литвинов Віктор Іванович, Потапенко Валентин Карпович
МПК: B21C 47/02
Мітки: дроту, пристрою, намотувального, порошкового, котушку, укладання, порядового, спосіб
Формула / Реферат:
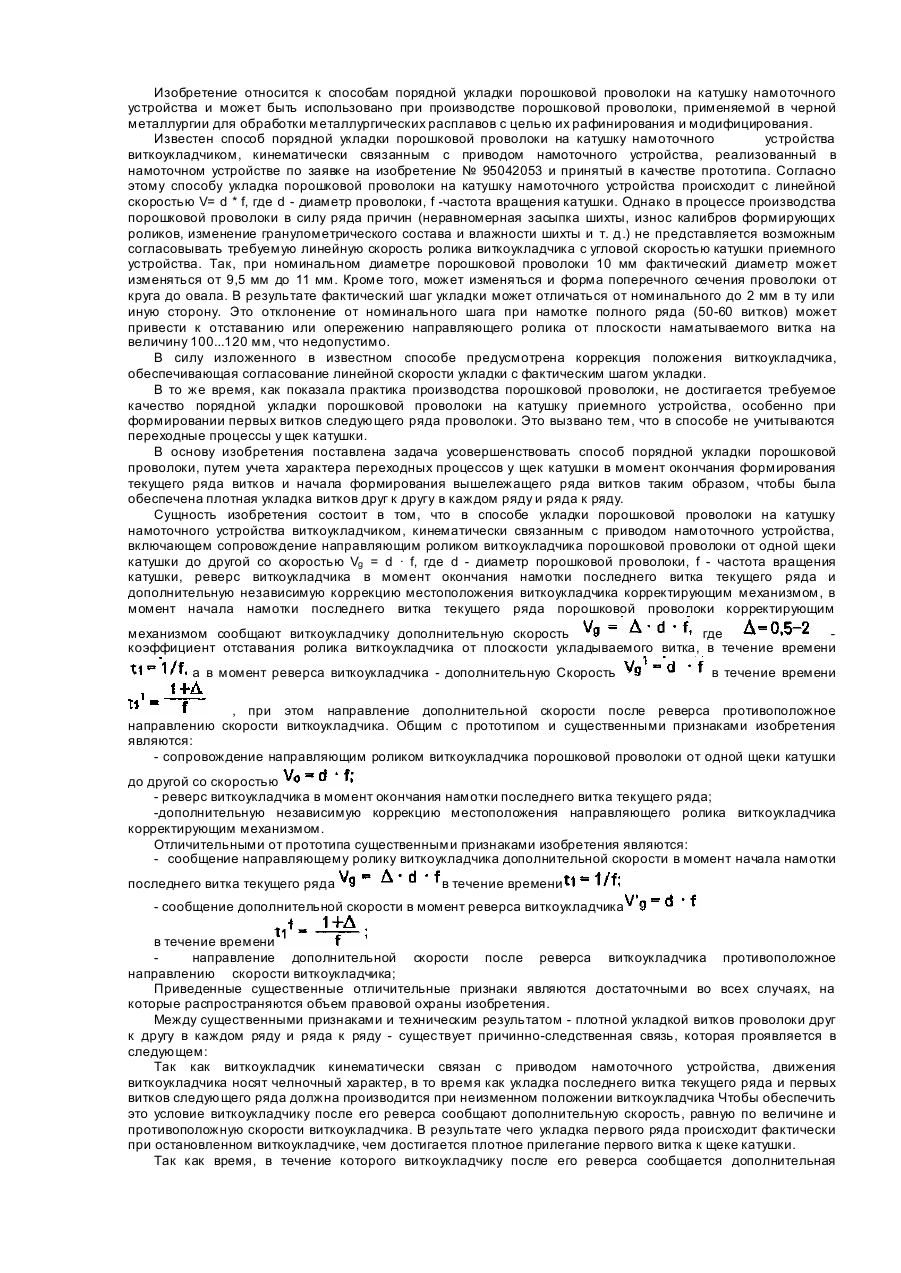
Способ порядной укладки порошковой проволоки на катушку намоточного устройства виткоукладчиком, кинематически связанным с приводом намоточного устройства, включающий сопровождение направляющим роликом виткоукладчика порошковой проволоки от одной щеки катушки до другой со скоростью реверс виткоукладчика в момент окончания намотки последнего витка текущего ряда и дополнительную независимую коррекцию местоположения направляющего ролика...
Спосіб виготовлення порошкового дроту
Номер патенту: 13801
Опубліковано: 25.04.1997
Автори: Овчінніков Микола Олексійович, Бать Юрій Ізрайлевич, Писаренко Федір Олексійович, Дюдкін Дмитро Олександрович, Бать Сергій Юрійович, Тітієвський Володимир Маркович, Шевченко Юрій Тимофійович, Ващенко Костянтин Олександрович
МПК: B23K 35/40
Мітки: дроту, спосіб, виготовлення, порошкового
Формула / Реферат:
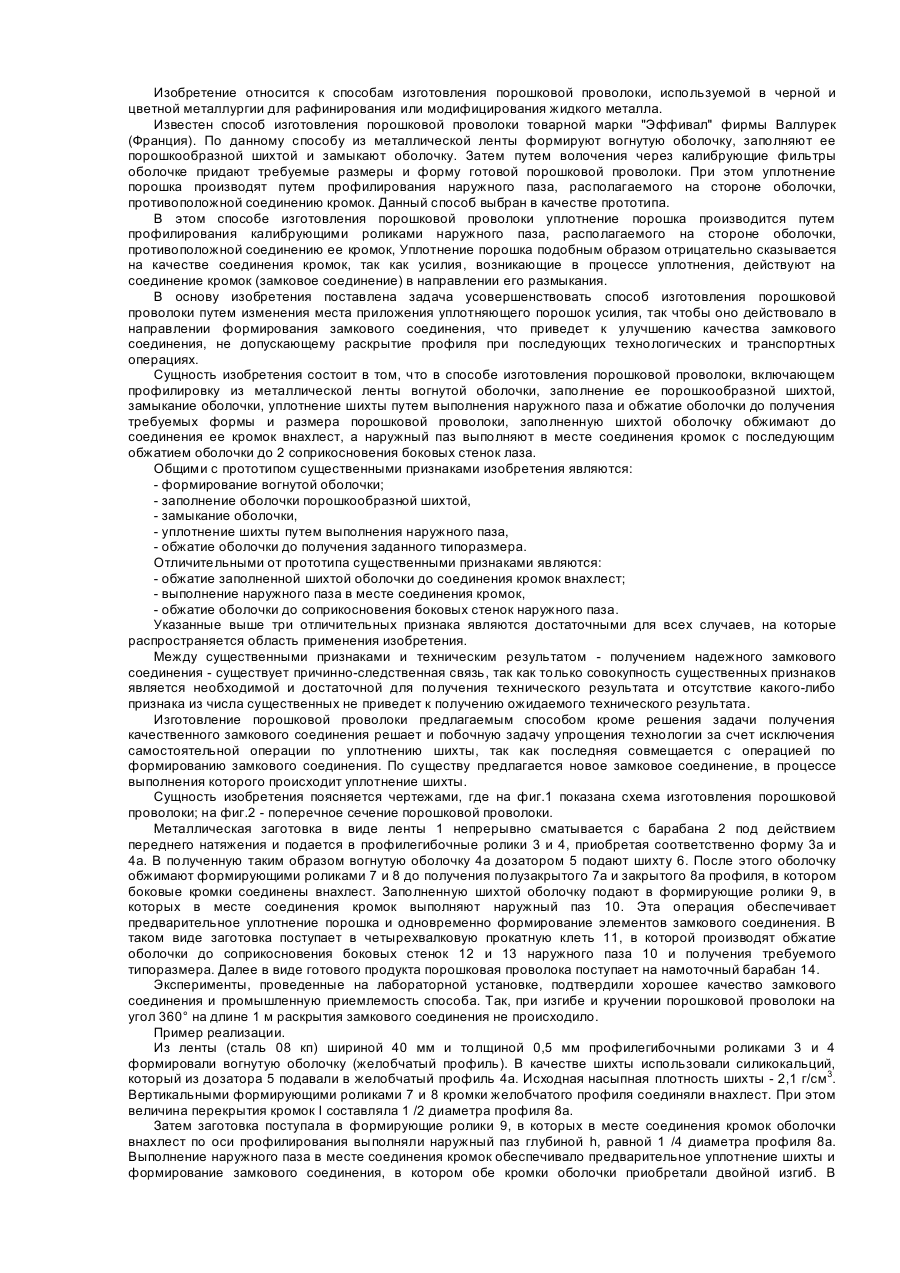
Способ изготовления порошковой проволоки, включающий формирование вогнутой оболочки, заполнение ее шихтой, замыкание оболочки, уплотнение шихты путем выполнения наружного паза и обжатие оболочки до получения заданного типоразмера, отличающийся тем, что заполненную шихтой оболочку обжимают до соединения кромок внахлест, а наружный паз выполняют в месте соединения кромок с последующим обжатием оболочки до соприкосновения боковых стенок...
Спосіб виготовлення порошкового дроту
Номер патенту: 17632
Опубліковано: 06.05.1997
Автори: Жабкін Віктор Петрович, Ващенко Олександр Костянтинович, Шевченко Юрій Тимофійович, Щеглов Сергій Іванович, Кочевенко Іван Іванович
МПК: B22F 3/24
Мітки: порошкового, спосіб, виготовлення, дроту
Формула / Реферат:
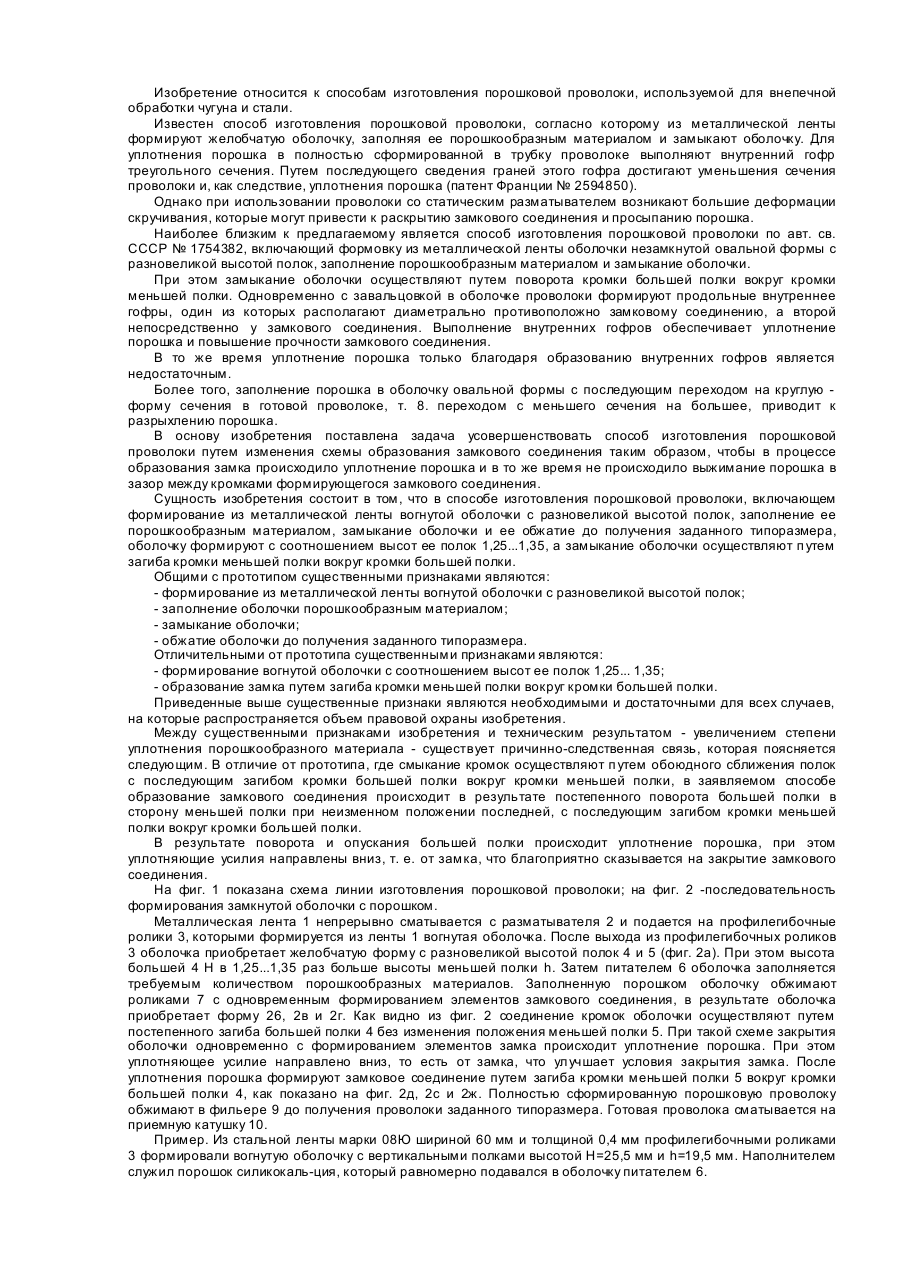
Способ изготовления порошковой проволоки, включающий формирование вогнутой оболочки из металлической ленты с разновеликой высотой полок, заполнение ее порошкообразным материалом, замыкание оболочки и ее обжатие до получения заданного типоразмера, отличающийся тем, что оболочку формируют с соотношением высот ее полок 1,25... 1,35, а замыкание оболочки осуществляют путем загиба кромки меньшей полки вокруг кромки большей полки.
Попередній патент: Hамотувальhий пристрій
Наступний патент: Гомеопатичний лікарський засіб для лікування алергозів “алергин-arn”
Випадковий патент: Спосіб отримання розсади щепленого кавуна