Спосіб виготовлення порошкового дроту
Номер патенту: 17632
Опубліковано: 06.05.1997
Автори: Кочевенко Іван Іванович, Жабкін Віктор Петрович, Щеглов Сергій Іванович, Шевченко Юрій Тимофійович, Ващенко Олександр Костянтинович
Формула / Реферат
Способ изготовления порошковой проволоки, включающий формирование вогнутой оболочки из металлической ленты с разновеликой высотой полок, заполнение ее порошкообразным материалом, замыкание оболочки и ее обжатие до получения заданного типоразмера, отличающийся тем, что оболочку формируют с соотношением высот ее полок 1,25... 1,35, а замыкание оболочки осуществляют путем загиба кромки меньшей полки вокруг кромки большей полки.
Текст
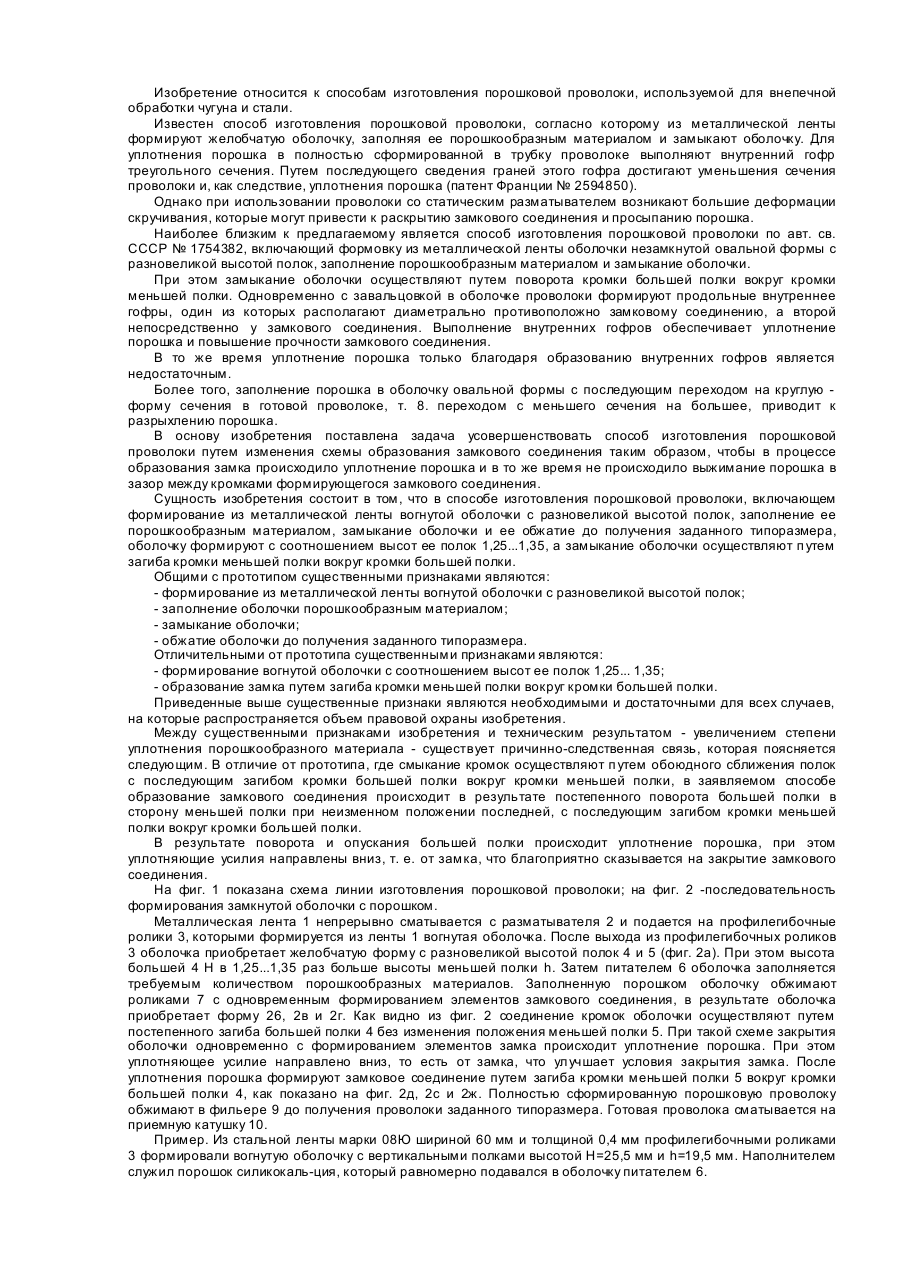
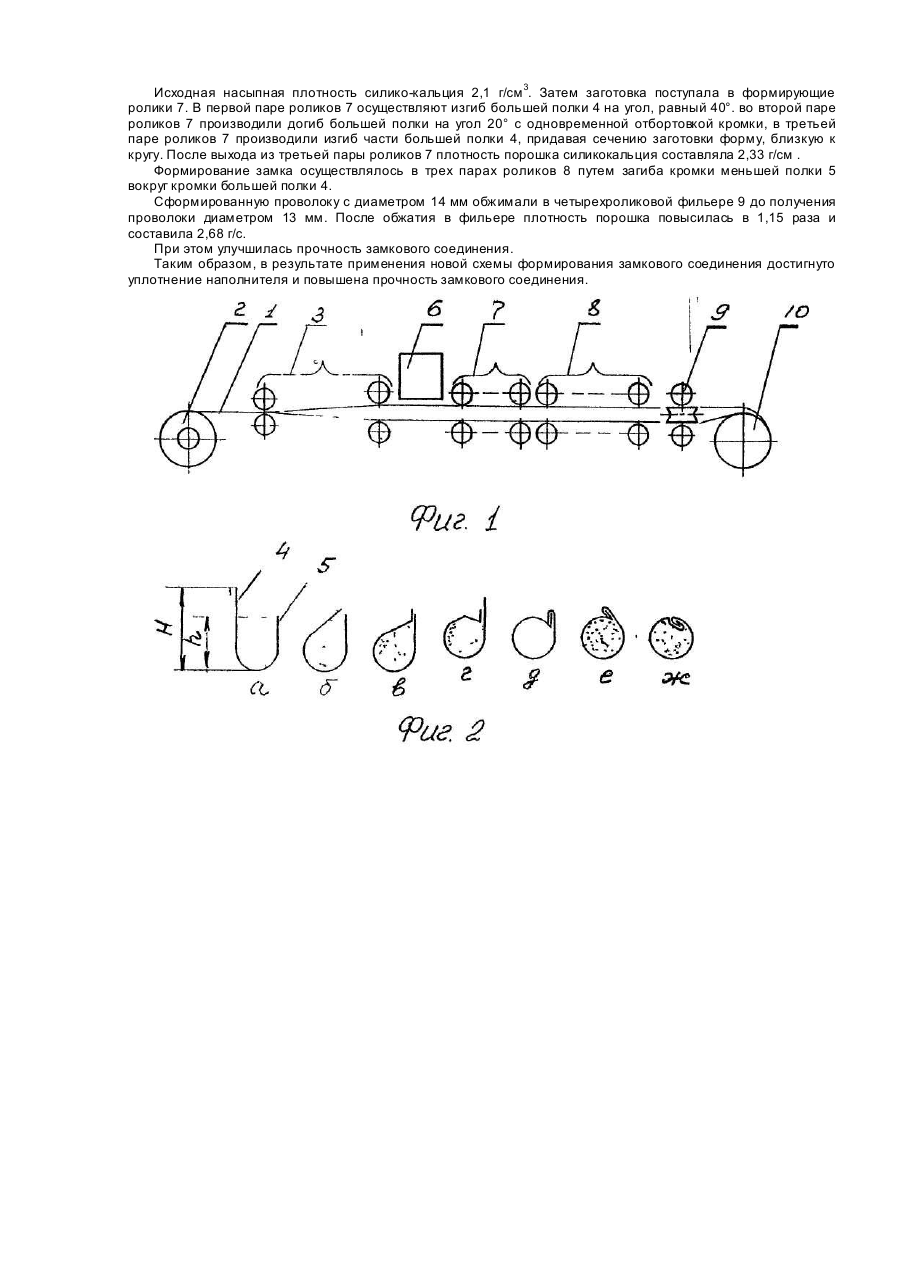
Изобретение относится к способам изготовления порошковой проволоки, используемой для внепечной обработки чугуна и стали. Известен способ изготовления порошковой проволоки, согласно которому из металлической ленты формируют желобчатую оболочку, заполняя ее порошкообразным материалом и замыкают оболочку. Для уплотнения порошка в полностью сформированной в трубку проволоке выполняют внутренний гофр треугольного сечения. Путем последующего сведения граней этого гофра достигают уменьшения сечения проволоки и, как следствие, уплотнения порошка (патент Франции № 2594850). Однако при использовании проволоки со статическим разматывателем возникают большие деформации скручивания, которые могут привести к раскрытию замкового соединения и просыпанию порошка. Наиболее близким к предлагаемому является способ изготовления порошковой проволоки по авт. св. СССР № 1754382, включающий формовку из металлической ленты оболочки незамкнутой овальной формы с разновеликой высотой полок, заполнение порошкообразным материалом и замыкание оболочки. При этом замыкание оболочки осуществляют путем поворота кромки большей полки вокруг кромки меньшей полки. Одновременно с завальцовкой в оболочке проволоки формируют продольные внутреннее гофры, один из которых располагают диаметрально противоположно замковому соединению, а второй непосредственно у замкового соединения. Выполнение внутренних гофров обеспечивает уплотнение порошка и повышение прочности замкового соединения. В то же время уплотнение порошка только благодаря образованию внутренних гофров является недостаточным. Более того, заполнение порошка в оболочку овальной формы с последующим переходом на круглую форму сечения в готовой проволоке, т. 8. переходом с меньшего сечения на большее, приводит к разрыхлению порошка. В основу изобретения поставлена задача усовершенствовать способ изготовления порошковой проволоки путем изменения схемы образования замкового соединения таким образом, чтобы в процессе образования замка происходило уплотнение порошка и в то же время не происходило выжимание порошка в зазор между кромками формирующегося замкового соединения. Сущность изобретения состоит в том, что в способе изготовления порошковой проволоки, включающем формирование из металлической ленты вогнутой оболочки с разновеликой высотой полок, заполнение ее порошкообразным материалом, замыкание оболочки и ее обжатие до получения заданного типоразмера, оболочку формируют с соотношением высот ее полок 1,25...1,35, а замыкание оболочки осуществляют п утем загиба кромки меньшей полки вокруг кромки большей полки. Общими с прототипом существенными признаками являются: - формирование из металлической ленты вогнутой оболочки с разновеликой высотой полок; - заполнение оболочки порошкообразным материалом; - замыкание оболочки; - обжатие оболочки до получения заданного типоразмера. Отличительными от прототипа существенными признаками являются: - формирование вогнутой оболочки с соотношением высот ее полок 1,25... 1,35; - образование замка путем загиба кромки меньшей полки вокруг кромки большей полки. Приведенные выше существенные признаки являются необходимыми и достаточными для всех случаев, на которые распространяется объем правовой охраны изобретения. Между существенными признаками изобретения и техническим результатом - увеличением степени уплотнения порошкообразного материала - существует причинно-следственная связь, которая поясняется следующим. В отличие от прототипа, где смыкание кромок осуществляют п утем обоюдного сближения полок с последующим загибом кромки большей полки вокруг кромки меньшей полки, в заявляемом способе образование замкового соединения происходит в результате постепенного поворота большей полки в сторону меньшей полки при неизменном положении последней, с последующим загибом кромки меньшей полки вокруг кромки большей полки. В результате поворота и опускания большей полки происходит уплотнение порошка, при этом уплотняющие усилия направлены вниз, т. е. от замка, что благоприятно сказывается на закрытие замкового соединения. На фиг. 1 показана схема линии изготовления порошковой проволоки; на фиг. 2 -последовательность формирования замкнутой оболочки с порошком. Металлическая лента 1 непрерывно сматывается с разматывателя 2 и подается на профилегибочные ролики 3, которыми формируется из ленты 1 вогнутая оболочка. После выхода из профилегибочных роликов 3 оболочка приобретает желобчатую форму с разновеликой высотой полок 4 и 5 (фиг. 2а). При этом высота большей 4 Η в 1,25...1,35 раз больше высоты меньшей полки h. Затем питателем 6 оболочка заполняется требуемым количеством порошкообразных материалов. Заполненную порошком оболочку обжимают роликами 7 с одновременным формированием элементов замкового соединения, в результате оболочка приобретает форму 26, 2в и 2г. Как видно из фиг. 2 соединение кромок оболочки осуществляют путем постепенного загиба большей полки 4 без изменения положения меньшей полки 5. При такой схеме закрытия оболочки одновременно с формированием элементов замка происходит уплотнение порошка. При этом уплотняющее усилие направлено вниз, то есть от замка, что улучшает условия закрытия замка. После уплотнения порошка формируют замковое соединение путем загиба кромки меньшей полки 5 вокруг кромки большей полки 4, как показано на фиг. 2д, 2с и 2ж. Полностью сформированную порошковую проволоку обжимают в фильере 9 до получения проволоки заданного типоразмера. Готовая проволока сматывается на приемную катушку 10. Πример. Из стальной ленты марки 08Ю шириной 60 мм и толщиной 0,4 мм профилегибочными роликами 3 формировали вогнутую оболочку с вертикальными полками высотой Н=25,5 мм и h=19,5 мм. Наполнителем служил порошок силикокаль-ция, который равномерно подавался в оболочку питателем 6. Исходная насыпная плотность силико-кальция 2,1 г/см 3. Затем заготовка поступала в формирующие ролики 7. В первой паре роликов 7 осуществляют изгиб большей полки 4 на угол, равный 40°. во второй паре роликов 7 производили догиб большей полки на угол 20° с одновременной отбортовкой кромки, в третьей паре роликов 7 производили изгиб части большей полки 4, придавая сечению заготовки форму, близкую к кругу. После выхода из третьей пары роликов 7 плотность порошка силикокальция составляла 2,33 г/см . Формирование замка осуществлялось в трех парах роликов 8 путем загиба кромки меньшей полки 5 вокруг кромки большей полки 4. Сформированную проволоку с диаметром 14 мм обжимали в четырехроликовой фильере 9 до получения проволоки диаметром 13 мм. После обжатия в фильере плотность порошка повысилась в 1,15 раза и составила 2,68 г/с. При этом улучшилась прочность замкового соединения. Таким образом, в результате применения новой схемы формирования замкового соединения достигнуто уплотнение наполнителя и повышена прочность замкового соединения.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of flux cored wire
Автори англійськоюShevchenko Yurii Timofiiovych, Zhabkin Viktor Petrovych, Vaschenko Oleksandr Kostiantynovych, Schehlov Serhii Ivanovych, Kochevenko Ivan Ivanovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюШевченко Юрий Тимофеевич, Жабкин Виктор Петрович, Ващенко Александр Константинович, Щеглов Сергей Иванович, Кочевенко Иван Иванович
МПК / Мітки
МПК: B22F 3/24
Мітки: виготовлення, спосіб, порошкового, дроту
Код посилання
<a href="https://ua.patents.su/2-17632-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 13801
Опубліковано: 25.04.1997
Автори: Писаренко Федір Олексійович, Бать Сергій Юрійович, Шевченко Юрій Тимофійович, Бать Юрій Ізрайлевич, Тітієвський Володимир Маркович, Овчінніков Микола Олексійович, Дюдкін Дмитро Олександрович, Ващенко Костянтин Олександрович
МПК: B23K 35/40
Мітки: дроту, порошкового, спосіб, виготовлення
Формула / Реферат:
Способ изготовления порошковой проволоки, включающий формирование вогнутой оболочки, заполнение ее шихтой, замыкание оболочки, уплотнение шихты путем выполнения наружного паза и обжатие оболочки до получения заданного типоразмера, отличающийся тем, что заполненную шихтой оболочку обжимают до соединения кромок внахлест, а наружный паз выполняют в месте соединения кромок с последующим обжатием оболочки до соприкосновения боковых стенок...
Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Косенко Петро Олексійович, Савенко Валентин Олексійович, Чащихін Едуард Германович, Рак Петро Іванович, Альтер Володимир Федорович, Походня Ігор Костянтинович, Овчаренко Микола Трофимович, Дмитренко Сергій Георгієвич
МПК: B23K 35/40
Мітки: виготовлення, порошкового, дроту, спосіб
Формула / Реферат:
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра,...
Спосіб виготовлення порошкового дроту
Номер патенту: 13918
Опубліковано: 25.04.1997
Автори: Писаренко Федір Олексійович, Ващенко Олександр Костянтинович, Кочевенко Іван Іванович, Бать Сергій Юрійович, Бать Юрій Ізраілевич, Жабкін Віктор Петрович, Шевченко Юрій Тимофійович, Тітієвський Володимир Маркович, Гринберг Самуіл Юхимович
МПК: B23K 35/40
Мітки: виготовлення, порошкового, дроту, спосіб
Формула / Реферат:
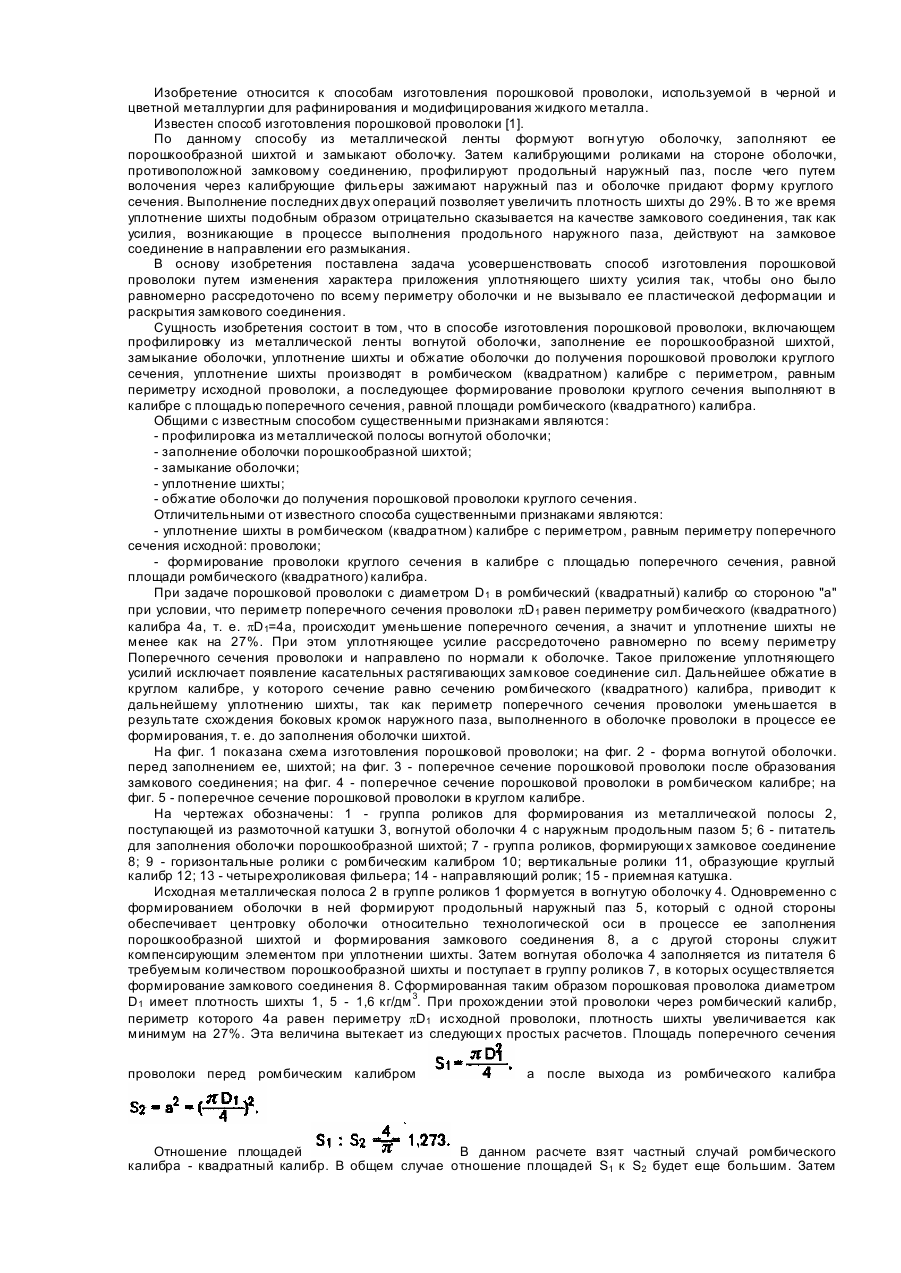
Способ изготовления порошковой проволоки, включающий профилировку из металлической ленты вогнутой оболочки, заполнение ее порошкообразной шихтой, замыкание оболочки, уплотнение шихты и обжатие оболочки до получения порошковой проволоки круглого сечения, отличающийся тем, что уплотнение шихты производят в ромбическом (квадратном) калибре с периметром, равным периметру поперечного сечения исходной проволоки, а последующее формирование...
Спосіб виготування порошкового дроту
Номер патенту: 12340
Опубліковано: 25.12.1996
Автори: Кочевенко Іван Іванович, Потапенко Валентин Карпович, Бать Юрій Ізраілевич, Писаренко Федір Олексійович, Бать Сергій Юрійович, Тітієвський Володимир Маркович
МПК: B23K 35/40
Мітки: порошкового, спосіб, дроту, виготування
Формула / Реферат:
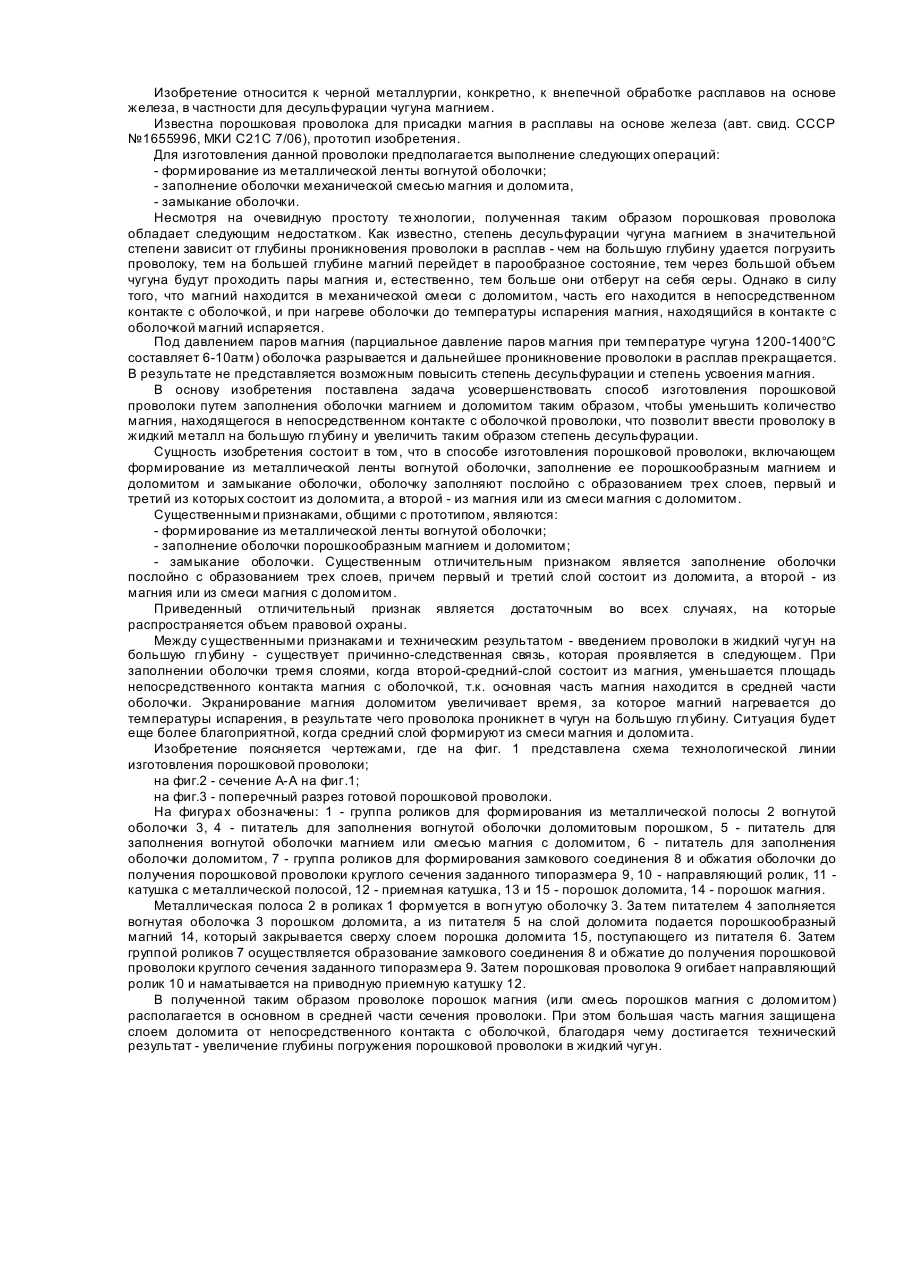
Способ изготовления порошковой проволоки, включающий формирование из металлической ленты вогнутой оболочки, заполнение ее порошкообразным магнием и доломитом и замыкание оболочки, отличающийся тем, что оболочку заполняют послойно с образованием трех слоев, первый и третий из которых состоят из доломита, а второй- из магния или из смеси магния с доломитом.
Спосіб виготування порошкового дроту
Номер патенту: 5245
Опубліковано: 28.12.1994
Автори: Ващенко Костянтин Олександрович, Тітієвський Володимир Маркович, Бать Сергій Юрійович, Бать Юрій Ізрайлевич, Шевченко Юрій Тимофійович, Дюдкін Дмитро Олександрович, Писаренко Федір Олексійович, Овчінніков Микола Олексійович, Щеглов Сергій Іванович
МПК: B22F 3/24
Мітки: порошкового, спосіб, виготування, дроту
Формула / Реферат:
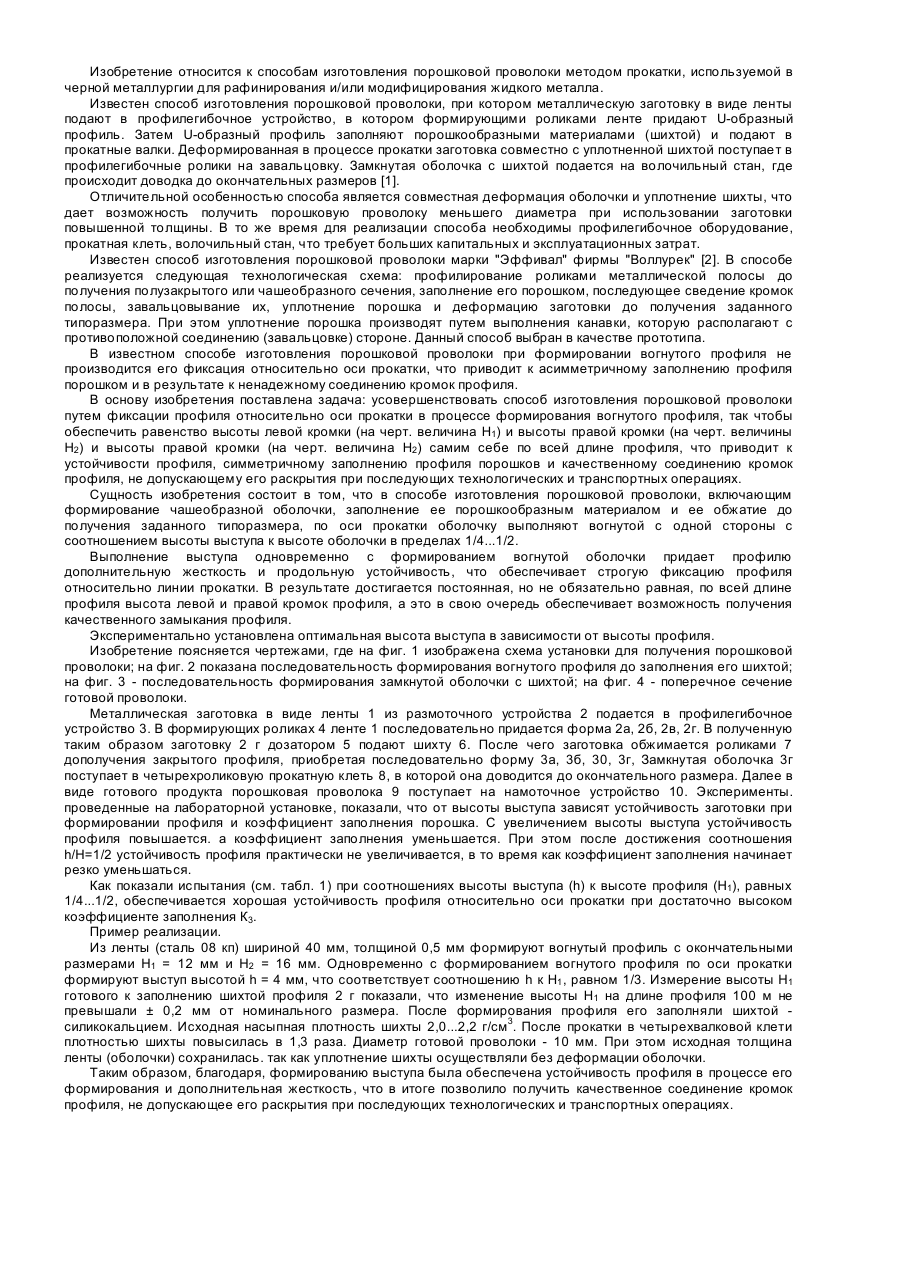
Способ изготовления порошковой проволоки, включающий формирование чашеобразной оболочки, заполнение ее порошкообразным материалом, замыкание оболочки и ее обжатие до получения заданного типоразмера, отличающийся тем, что по оси прокатки оболочку выполняют вогнутой с одной стороны с соотношением высоты выступа к высоте оболочки в пределах 1/4-1/2.
Попередній патент: Плавучий транспортний засіб
Наступний патент: Лінійний асинхронний двигун-насос
Випадковий патент: Спосіб формування товстокишкового анастомозу при обтураційній товстокишковій непрохідності