Спосіб виготовлення порошкового дроту
Номер патенту: 13918
Опубліковано: 25.04.1997
Автори: Тітієвський Володимир Маркович, Шевченко Юрій Тимофійович, Гринберг Самуіл Юхимович, Бать Сергій Юрійович, Кочевенко Іван Іванович, Ващенко Олександр Костянтинович, Жабкін Віктор Петрович, Писаренко Федір Олексійович, Бать Юрій Ізраілевич
Формула / Реферат
Способ изготовления порошковой проволоки, включающий профилировку из металлической ленты вогнутой оболочки, заполнение ее порошкообразной шихтой, замыкание оболочки, уплотнение шихты и обжатие оболочки до получения порошковой проволоки круглого сечения, отличающийся тем, что уплотнение шихты производят в ромбическом (квадратном) калибре с периметром, равным периметру поперечного сечения исходной проволоки, а последующее формирование проволоки круглого сечения выполняют в калибре с площадью поперечного сечения, раиной площади ромбического (квадратного) калибра.
Текст
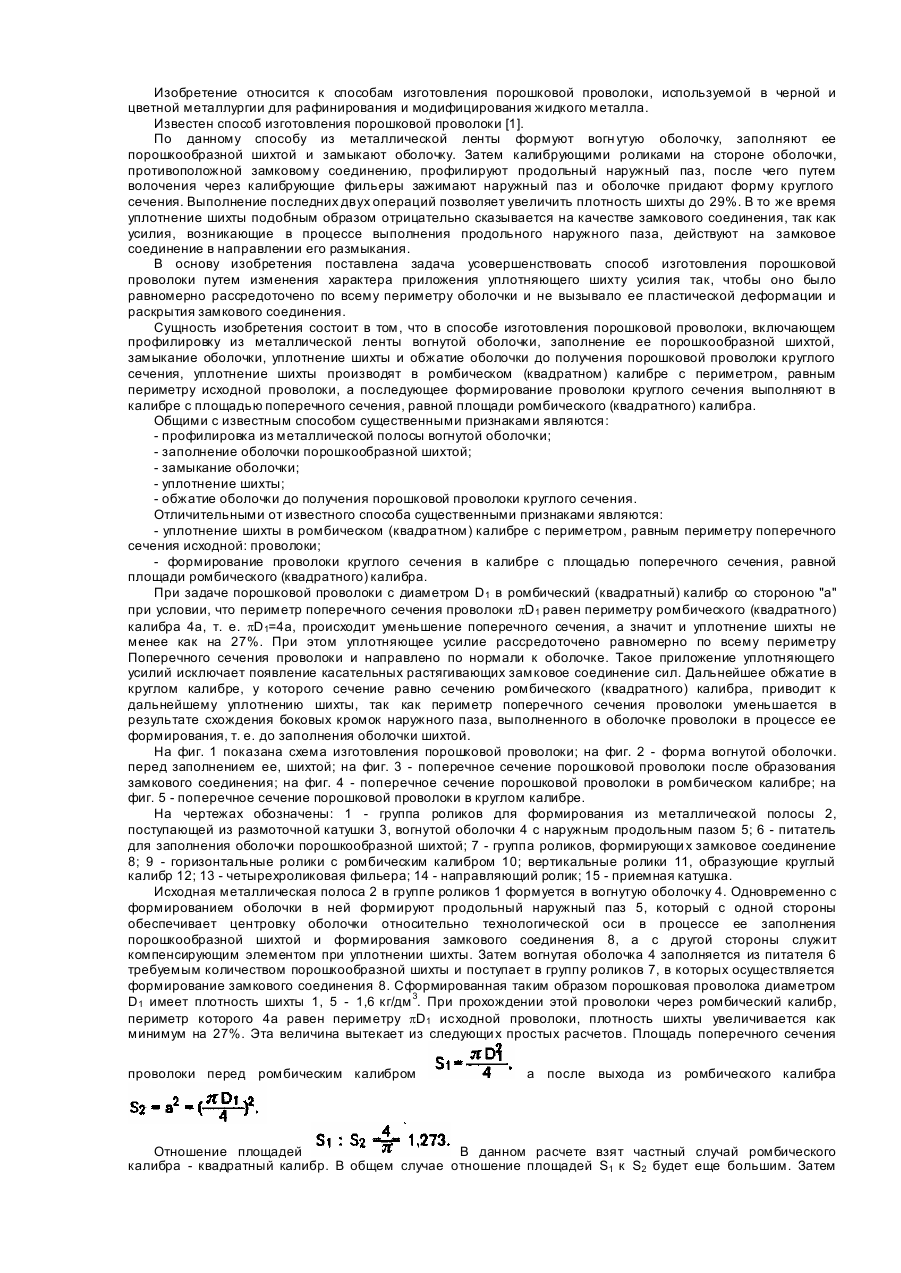
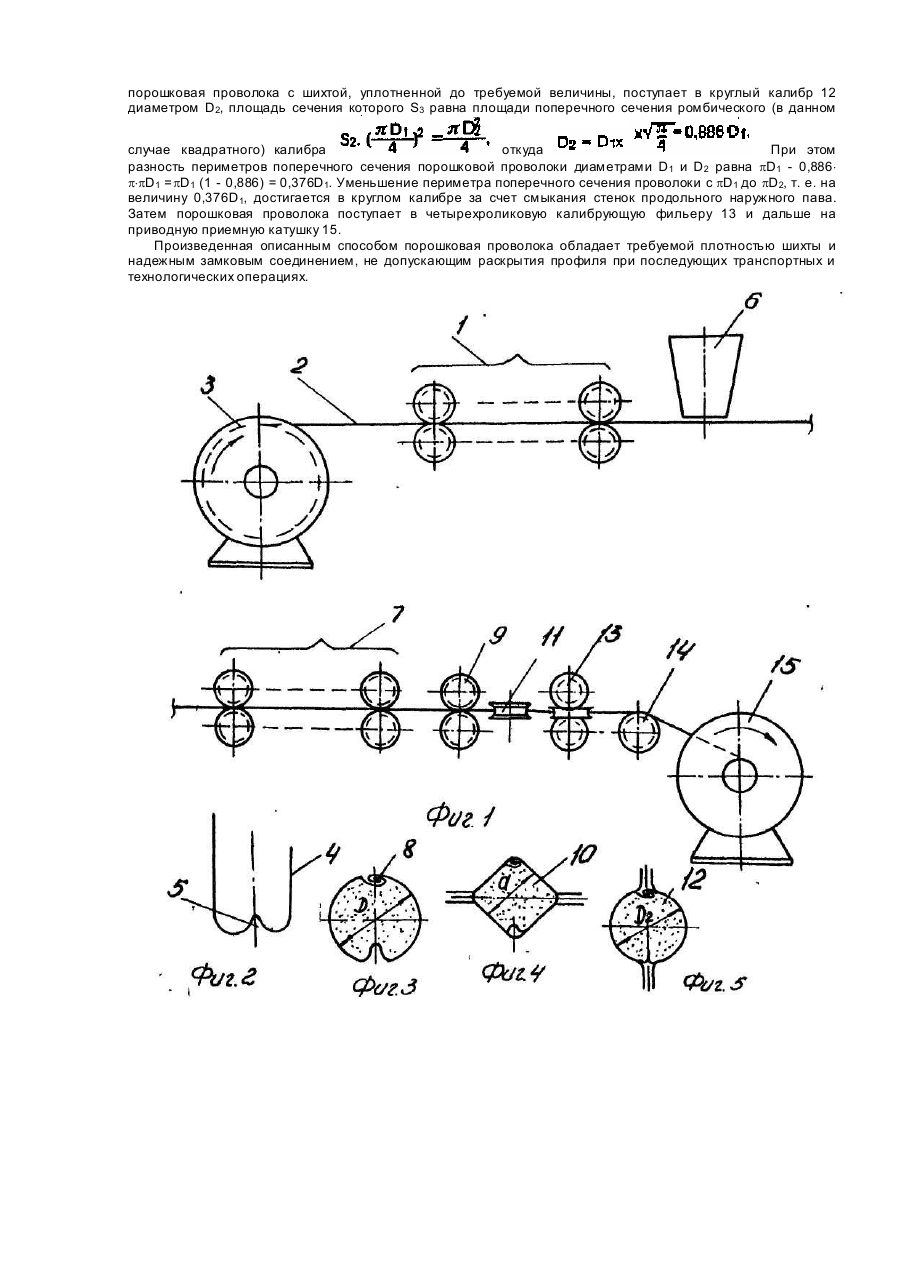
Изобретение относится к способам изготовления порошковой проволоки, используемой в черной и цветной металлургии для рафинирования и модифицирования жидкого металла. Известен способ изготовления порошковой проволоки [1]. По данному способу из металлической ленты формуют вогн утую оболочку, заполняют ее порошкообразной шихтой и замыкают оболочку. Затем калибрующими роликами на стороне оболочки, противоположной замковому соединению, профилируют продольный наружный паз, после чего путем волочения через калибрующие фильеры зажимают наружный паз и оболочке придают форму круглого сечения. Выполнение последних двух операций позволяет увеличить плотность шихты до 29%. В то же время уплотнение шихты подобным образом отрицательно сказывается на качестве замкового соединения, так как усилия, возникающие в процессе выполнения продольного наружного паза, действуют на замковое соединение в направлении его размыкания. В основу изобретения поставлена задача усовершенствовать способ изготовления порошковой проволоки путем изменения характера приложения уплотняющего шихту усилия так, чтобы оно было равномерно рассредоточено по всему периметру оболочки и не вызывало ее пластической деформации и раскрытия замкового соединения. Сущность изобретения состоит в том, что в способе изготовления порошковой проволоки, включающем профилировку из металлической ленты вогнутой оболочки, заполнение ее порошкообразной шихтой, замыкание оболочки, уплотнение шихты и обжатие оболочки до получения порошковой проволоки круглого сечения, уплотнение шихты производят в ромбическом (квадратном) калибре с периметром, равным периметру исходной проволоки, а последующее формирование проволоки круглого сечения выполняют в калибре с площадью поперечного сечения, равной площади ромбического (квадратного) калибра. Общими с известным способом существенными признаками являются: - профилировка из металлической полосы вогнутой оболочки; - заполнение оболочки порошкообразной шихтой; - замыкание оболочки; - уплотнение шихты; - обжатие оболочки до получения порошковой проволоки круглого сечения. Отличительными от известного способа существенными признаками являются: - уплотнение шихты в ромбическом (квадратном) калибре с периметром, равным периметру поперечного сечения исходной: проволоки; - формирование проволоки круглого сечения в калибре с площадью поперечного сечения, равной площади ромбического (квадратного) калибра. При задаче порошковой проволоки с диаметром D1 в ромбический (квадратный) калибр со стороною "а" при условии, что периметр поперечного сечения проволоки pD1 равен периметру ромбического (квадратного) калибра 4а, т. е. pD1=4a, происходит уменьшение поперечного сечения, а значит и уплотнение шихты не менее как на 27%. При этом уплотняющее усилие рассредоточено равномерно по всему периметру Поперечного сечения проволоки и направлено по нормали к оболочке. Такое приложение уплотняющего усилий исключает появление касательных растягивающих замковое соединение сил. Дальнейшее обжатие в круглом калибре, у которого сечение равно сечению ромбического (квадратного) калибра, приводит к дальнейшему уплотнению шихты, так как периметр поперечного сечения проволоки уменьшается в результате схождения боковых кромок наружного паза, выполненного в оболочке проволоки в процессе ее формирования, т. е. до заполнения оболочки шихтой. На фиг. 1 показана схема изготовления порошковой проволоки; на фиг. 2 - форма вогнутой оболочки. перед заполнением ее, шихтой; на фиг. 3 - поперечное сечение порошковой проволоки после образования замкового соединения; на фиг. 4 - поперечное сечение порошковой проволоки в ромбическом калибре; на фиг. 5 - поперечное сечение порошковой проволоки в круглом калибре. На чертежах обозначены: 1 - группа роликов для формирования из металлической полосы 2, поступающей из размоточной катушки 3, вогнутой оболочки 4 с наружным продольным пазом 5; 6 - питатель для заполнения оболочки порошкообразной шихтой; 7 - группа роликов, формирующи х замковое соединение 8; 9 - горизонтальные ролики с ромбическим калибром 10; вертикальные ролики 11, образующие круглый калибр 12; 13 - четырехроликовая фильера; 14 - направляющий ролик; 15 - приемная катушка. Исходная металлическая полоса 2 в группе роликов 1 формуется в вогнутую оболочку 4. Одновременно с формированием оболочки в ней формируют продольный наружный паз 5, который с одной стороны обеспечивает центровку оболочки относительно технологической оси в процессе ее заполнения порошкообразной шихтой и формирования замкового соединения 8, а с другой стороны служит компенсирующим элементом при уплотнении шихты. Затем вогнутая оболочка 4 заполняется из питателя 6 требуемым количеством порошкообразной шихты и поступает в группу роликов 7, в которых осуществляется формирование замкового соединения 8. Сформированная таким образом порошковая проволока диаметром D1 имеет плотность шихты 1, 5 - 1,6 кг/дм 3. При прохождении этой проволоки через ромбический калибр, периметр которого 4а равен периметру pD1 исходной проволоки, плотность шихты увеличивается как минимум на 27%. Эта величина вытекает из следующи х простых расчетов. Площадь поперечного сечения проволоки перед ромбическим калибром а после выхода из ромбического калибра Отношение площадей В данном расчете взят частный случай ромбического калибра - квадратный калибр. В общем случае отношение площадей S1 к S2 будет еще большим. Затем порошковая проволока с шихтой, уплотненной до требуемой величины, поступает в круглый калибр 12 диаметром D2, площадь сечения которого S3 равна площади поперечного сечения ромбического (в данном случае квадратного) калибра откуда При этом разность периметров поперечного сечения порошковой проволоки диаметрами D1 и D2 равна pD1 - 0,886× p×pD1 =pD1 (1 - 0,886) = 0,376D1. Уменьшение периметра поперечного сечения проволоки с pD1 до pD2, т. е. на величину 0,376D 1, достигается в круглом калибре за счет смыкания стенок продольного наружного пава. Затем порошковая проволока поступает в четырехроликовую калибрующую фильеру 13 и дальше на приводную приемную катушку 15. Произведенная описанным способом порошковая проволока обладает требуемой плотностью шихты и надежным замковым соединением, не допускающим раскрытия профиля при последующих транспортных и технологических операциях.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of flux cored wire
Автори англійськоюBat Yurii Yzrailevych, Titiievskyi Volodymyr Markovych, Pysarenko Fedir Oleksiiovych, Zhabkin Viktor Petrovych, Bat Serhii Yuriiovych, Hrinberh Samuil Yukhymovych, Shevchenko Yurii Tymofiiovych, Kochevenko Ivan Ivanovych, Vaschenko Oleksandr Kostiantynovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюБать Юрий Израилевич, Титиевский Владимир Маркович, Писаренко Федор Алексеевич, Жабкин Виктор Петрович, Бать Сергей Юрьевич, Гринберг Самуил Ефимович, Шевченко Юрий Тимофеевич, Кочевенко Иван Иванович, Ващенко Александр Константинович
МПК / Мітки
МПК: B23K 35/40
Мітки: виготовлення, порошкового, дроту, спосіб
Код посилання
<a href="https://ua.patents.su/2-13918-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 13801
Опубліковано: 25.04.1997
Автори: Дюдкін Дмитро Олександрович, Писаренко Федір Олексійович, Шевченко Юрій Тимофійович, Ващенко Костянтин Олександрович, Бать Сергій Юрійович, Бать Юрій Ізрайлевич, Тітієвський Володимир Маркович, Овчінніков Микола Олексійович
МПК: B23K 35/40
Мітки: дроту, порошкового, спосіб, виготовлення
Формула / Реферат:
Способ изготовления порошковой проволоки, включающий формирование вогнутой оболочки, заполнение ее шихтой, замыкание оболочки, уплотнение шихты путем выполнения наружного паза и обжатие оболочки до получения заданного типоразмера, отличающийся тем, что заполненную шихтой оболочку обжимают до соединения кромок внахлест, а наружный паз выполняют в месте соединения кромок с последующим обжатием оболочки до соприкосновения боковых стенок...
Спосіб виготування порошкового дроту
Номер патенту: 5245
Опубліковано: 28.12.1994
Автори: Писаренко Федір Олексійович, Щеглов Сергій Іванович, Бать Сергій Юрійович, Тітієвський Володимир Маркович, Ващенко Костянтин Олександрович, Шевченко Юрій Тимофійович, Дюдкін Дмитро Олександрович, Овчінніков Микола Олексійович, Бать Юрій Ізрайлевич
МПК: B22F 3/24
Мітки: порошкового, спосіб, дроту, виготування
Формула / Реферат:
Способ изготовления порошковой проволоки, включающий формирование чашеобразной оболочки, заполнение ее порошкообразным материалом, замыкание оболочки и ее обжатие до получения заданного типоразмера, отличающийся тем, что по оси прокатки оболочку выполняют вогнутой с одной стороны с соотношением высоты выступа к высоте оболочки в пределах 1/4-1/2.
Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Походня Ігор Костянтинович, Косенко Петро Олексійович, Альтер Володимир Федорович, Овчаренко Микола Трофимович, Савенко Валентин Олексійович, Дмитренко Сергій Георгієвич, Чащихін Едуард Германович, Рак Петро Іванович
МПК: B23K 35/40
Мітки: порошкового, виготовлення, спосіб, дроту
Формула / Реферат:
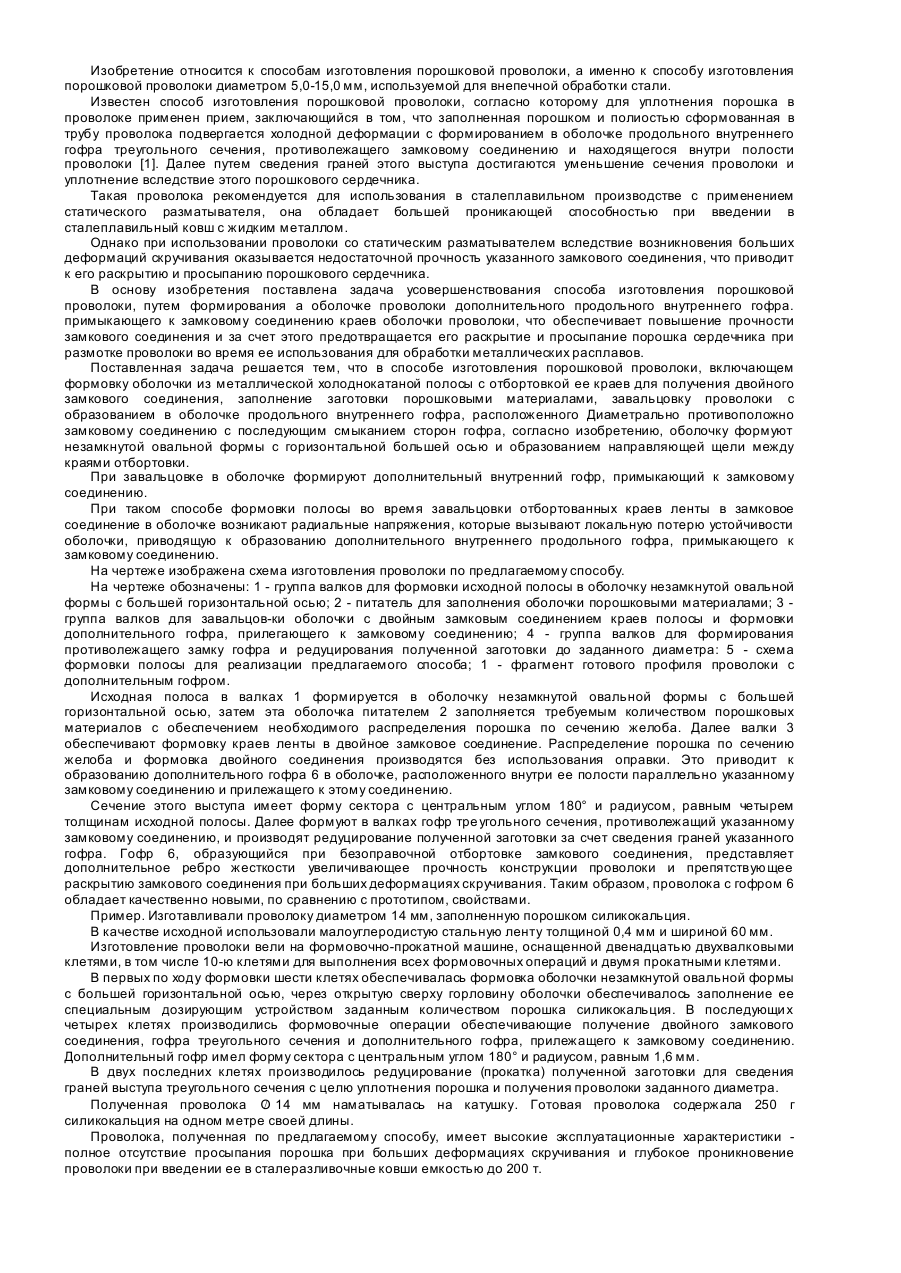
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра,...
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Бугай Олександр Іванович, Рак Петро Іванович, Походня Ігор Костянтинович, Альтер Володимир Федорович
МПК: B23K 35/40
Мітки: порошкового, дроту, виготовлення, спосіб
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Пристрій для виготовлення порошкового дроту
Номер патенту: 2374
Опубліковано: 26.12.1994
Автори: Альтер Володимир Федорович, Косенко Петро Олексійович, Походня Ігор Костянтинович, Рак Петро Іванович
МПК: B23K 35/40
Мітки: порошкового, дроту, виготовлення, пристрій
Формула / Реферат:
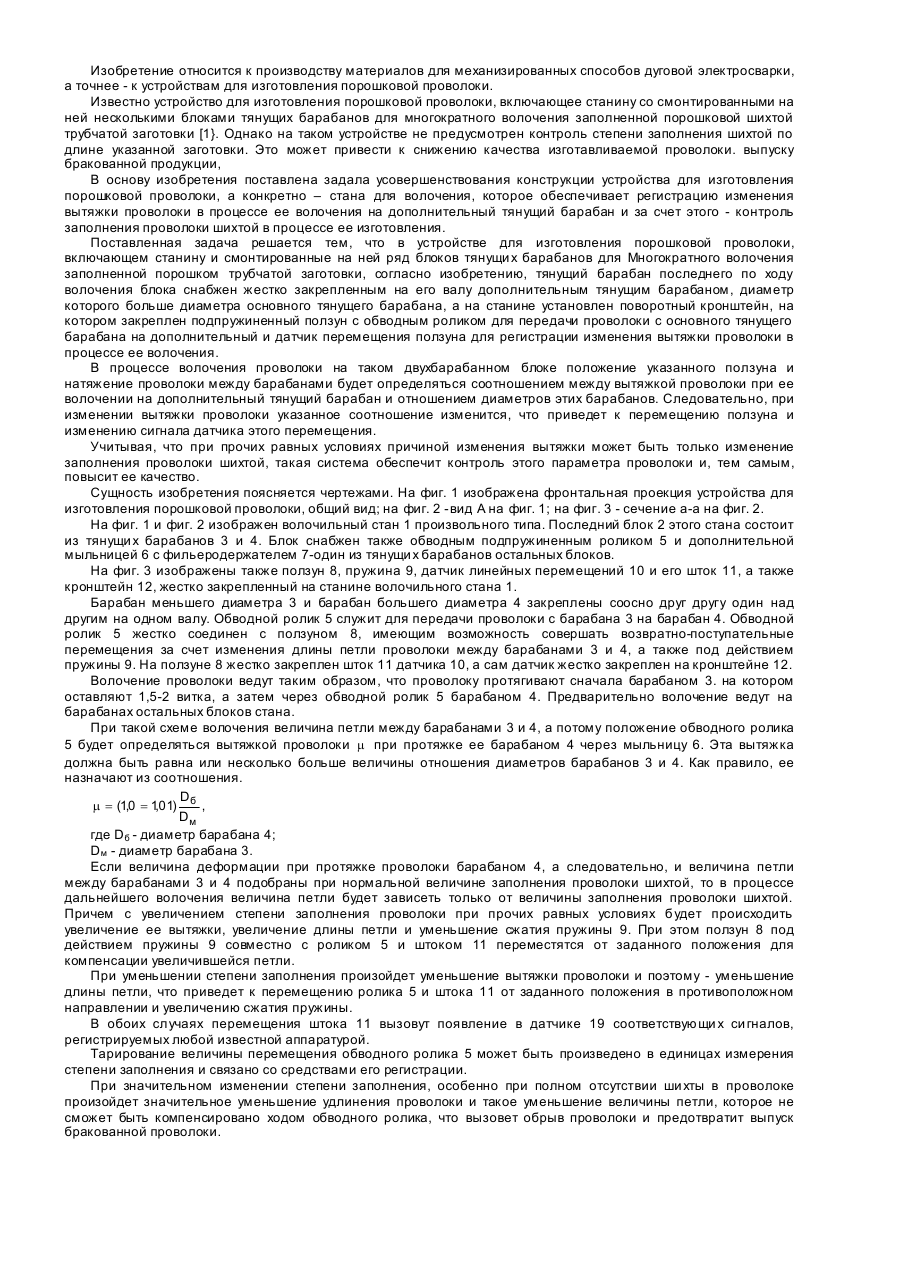
Устройство для изготовления порошковой проволоки, включающее станину и смонтированный на ней ряд блоков тянущих барабанов для многократного волочения заполненной порошком трубчатой заготовки, отличающееся тем, что тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном, диаметр которого больше диаметра основного тянущего барабана, а на станине установлен поворотный кронштейн,...
Попередній патент: Проточно-аспіраційний апарат для лікування ран та порожнин в післяопераційний період
Наступний патент: Спосіб захисту наземної рлс від пасивних перешкод
Випадковий патент: Спосіб визначення циркулюючих ракових клітин у крові