Спосіб обробки розплавленого металу
Номер патенту: 15698
Опубліковано: 30.06.1997
Автори: Ульянов Володимир Андрійович, Бутаков Борис Іванович, Шевченко Євген Тімофійович, Грабовий Валерій Михайлович

Формула / Реферат
(57) Способ обработки расплавленного металла, включающий воздействие на расплав электрогидравлических ударов, вводимых вглубь расплава, отличающийся тем, что обработку осуществляют сериями электрогидравлических ударных импульсов в заданном диапазоне напряжений при скорости изменения напряжения каждой серии в интервале 0,67-0,33кВ/с для массы от 1 до 100т соответственно.
Текст
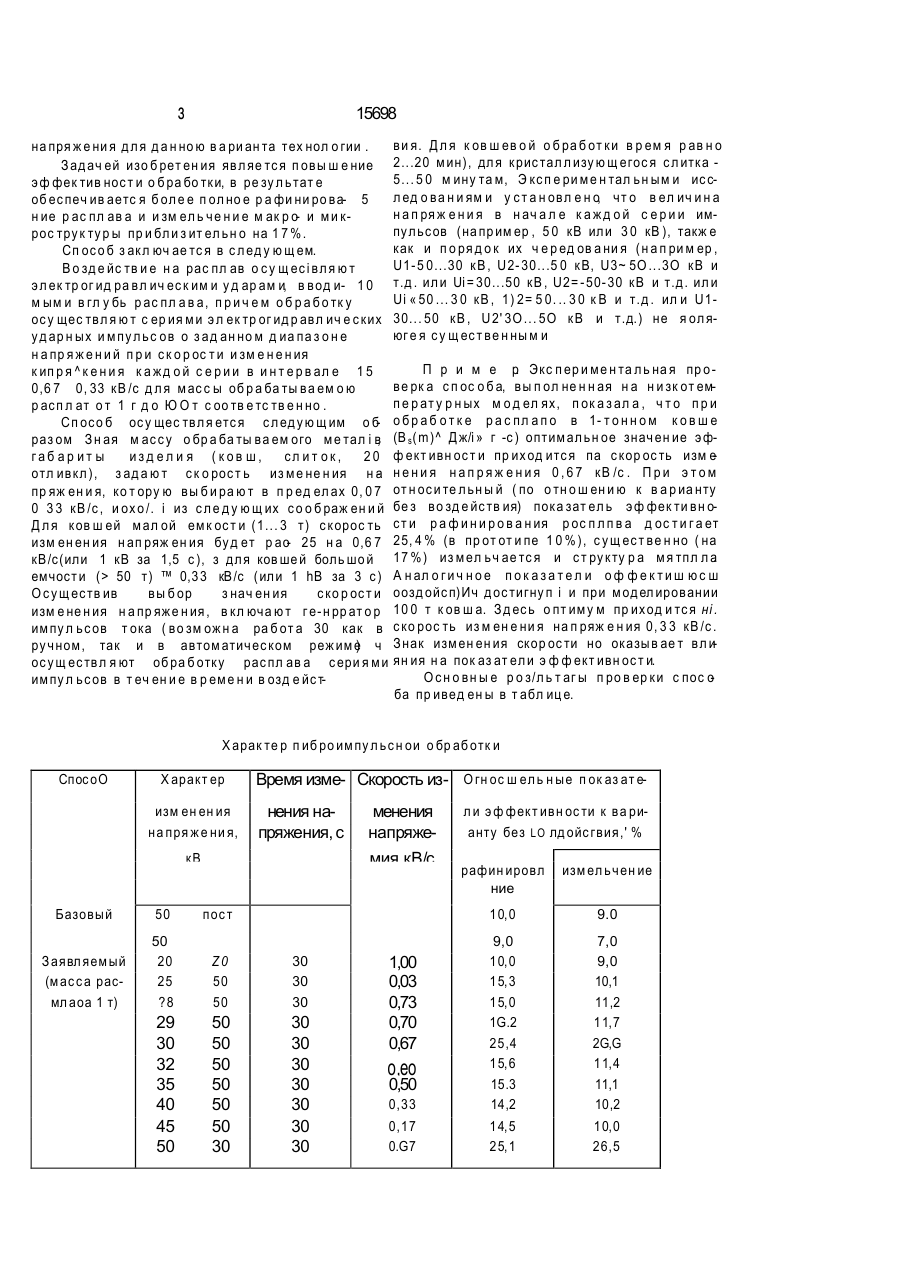
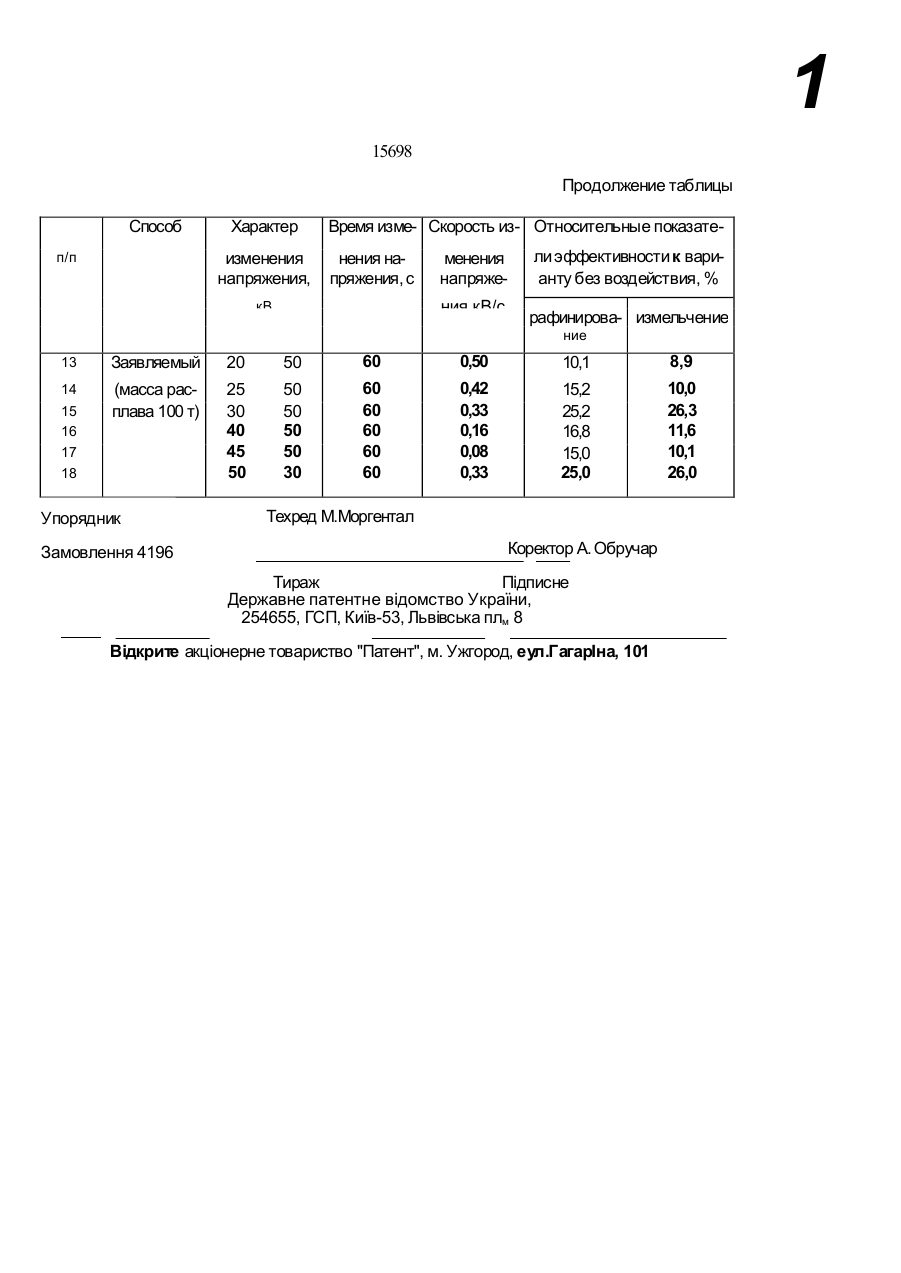
Способ обработки расплавленного металла, включающий воздейс твие на расплав электрогид равлических уд аров, вводимых вглу бь рас плава, о т л и ч ающ ийс я тем, что обработку осуществляю т сериями э лек трогид равлических уд арных импу льс ов в зад анном д иапазоне напряжений при скорос ти изменения напряж ения кажд ой с ерии в интервале 0, 67-0, 33 кВ/с д ля массы от 1 до 100 т соответс твенно. Наиболее близким по технической сущ нос ти является спос об воздейс твия на рас2 плав по а с. СССР № 519899, МК И В 22 D 27/ 08. Спос об включает э лектрогид равлическое ударное возд ейс твие на рас плав с зад анной час тотой и удельной энергией. Сущ ес твенным нед ос татком д анного способа является то, что он регламентирует лишь уровень параметров выс оковольтного оборудования (максимально допус тимое напряжение, запас аемую э нергию, час тоту следования разряд ов), но не предопред еляет изменение режима обработки во времени. Широко извес тно, что с течением времени физическое состояние расплава существенно изменяетс я. Из прототипа не извес тно, как в э том с лучае д олжен изменятьс я режим обработки и какой при э том (с лучай с табилизации параметров) получится э ффект возд ейс тв ия. К р оме того, ва рь ир ова н ие час тотой и удельной энергией в указанных пред елах не обес печивает макс имальной э ффек тивнос ти воздействия. Способ пригоден лишь для выбора абсолютной величины С > ел о о со О з 15698 на пря ж е ни я д л я д а н но ю в а ри ан та тех нол о гии . Зад ач ей изо б рет ен ия явл яе тс я п овы ш е ние эф фек тив нос т и о б ра бо тки, в ре зу л ьтат е об ес печ ив аетс я б ол е е п ол но е р а фи ни ро ва- 5 н ие р ас пл ав а и и зм ел ь че н и е м ак р о- и ми крос тру к ту р ы пр и бл и з ит ел ьн о на 1 7 %. Сп ос о б з акл юч ае тс я в с л ед у ю щ ем. В о зд е йс тв и е н а рас пл ав о с у щ ес і вл я ю т эл ек тр ог ид ра вл ич ес к им и у д ар ам и, в вод и- 1 0 м ым и в гл у бь р ас пл а в а, п р и ч е м о б р а б о тк у ос у щес твл я ю т с ер ия ми э л ек тр ог ид р авл ич е с ких у д ар н ых и мпу л ьс ов о з ад ан но м д иа па з о н е н а пр я ж е н и й п р и с к о р ос т и и зм е н е н ия к ип р я ^ к е н и я к а ж д о й с е р и и в и н т е р в ал е 1 5 0,6 7 0, 33 кВ /с д л я мас с ы об р а ба ты ва ем о ю р асп л ат о т 1 г д о Ю О т с оо тв е тс тв е н но . Сп ос о б ос у щес твл я етс я с л ед у ю щ им о б раз ом Зн ая м ас с у о бр а ба ты ва ем ого ме тал і в , габ ар ит ы изд ел и я ( ков ш, сл и т о к , 20 отл ивкл), з ад а ю т с к о рос т ь из ме не н ия н а пр яж ен и я, ко т ору ю вы б и ра ю т в п р ед ел ах 0, 0 7 0 3 3 кВ /с , и ох о /. і из с л е д у ю щ их с о о б раж ен и й Д л я ков ш ей мал ой емк ос т и (1... 3 т) с корос ть изм ен ен ия н ап ряж ен ия бу д ет р ао 25 н а 0,6 7 кВ/с(или 1 кВ за 1,5 с ), з для ков ше й боль шо й емчост и (> 50 т) ™ 0,3 3 кВ/с ( или 1 hB за 3 с ) О с у щ ес тв ив вы б ор з нач ен ия с ко р ос т и изм е не н ия н а пр яж е н ия , в кл юча ю т г е-н рр ат о р импу л ьс ов т ока ( во зм ож н а ра б от а 30 как в ру чном, так и в автом атичес ком реж име ч ) ос у щ ес твл я ют об ра б отку рас пл ав а с ери я ми импу л ьс ов в т еч ен и е в р еме н и в озд е йс т ви я. Д л я к ов ш ев о й о б ра б от ки в р ем я р ав н о 2...20 мин), дл я крис тал л изу ю щ егос я с л итка 5... 5 0 м ину та м, Э кс п е ри ме н тал ьн ым и ис сл ед о ва н и ям и у с т а н овл е н о, чт о в ел ич и н а н а п ря ж е н и я в н ач а л е к а ж д о й с е р и и импульсов (на пр им ер , 5 0 кВ или 3 0 кВ ), такж е как и п о ря д о к их ч е р ед ов а ни я (н а п ри м ер , U1- 5 0...30 кВ , U2- 30...5 0 кВ, U3~ 5O...3O кВ и т.д . ил и Ui = 30...50 кВ , U2= -50-30 кВ и т.д. ил и Ui « 50 ... 3 0 кВ , 1) 2= 5 0. .. 3 0 к В и т.д . ил и U130... 50 кВ , U2' 3O... 5O кВ и т.д.) не я ол яюг е я су щ ест ве н ны м и П р и м е р Экс п ер и ме н та л ь на я пр о. ве рк а с п ос о б а, вы п ол не н н ая н а н и зк от емп е р ат у р н ых м о д ел ях, п ок а з ал а , ч т о п р и о б р а б о т к е р а с пл а п о в 1- т о н н о м к о в ш е (B s (m)^ Д ж/і » г -с ) оптимал ьн ое знач ен ие эфф ект ивн ос т и пр их од итс я па с кор ос ть изм е н е н и я н а п р я ж е н и я 0 , 6 7 кВ /с . П р и э т о м от н оси те л ьн ы й ( по о тн о ш ен и ю к в а р иа нту бе з во зд е йс тв ия) пока зат ел ь эф фек ти вн ост и р а ф и н и р о в а н ия р ос п л п в а д ос т и г а ет 25, 4 % (в пр от от и пе 1 0 %), с у щ ес т ве н но ( на 17 %) из мел ьч ае тс я и с т ру кту р а мя тпл л а . А н ал о г и ч н о е п о к а з а т е л и о ф ф е к т и ш ю с ш оозд ойс п)Ич д ос тигну п і и при мод ел ировании 10 0 т к ов ш а. Зд ес ь о пт иму м пр их од и тс я ні . с ко рос ть из м ен е ни я на п ряж е н ия 0, 3 3 кВ /с . Знак изм ен ен ия скор ос ти но оказыв ае т вл и ян ия н а пок аз ат ел и э ф ф ект ивн ос т и. Ос н о вн ы е р о з/л ь т аг ы п ро в ер ки с пос о ба пр ивед ен ы в т абл иц е. Х арак те р п иб ро импу л ьс н ои о бр аб отк и Спос оО Х аракт ер изм ен ен ия на пря ж е ни я, Время изме- Скорость из- Огн ос ш ел ь н ые п ок аз ат енения напряжения, с менения напряжемия.кВ/с кВ л и э ф фект ивн ос ти к ва рианту без LO лд ойс гвия,' % 50 пост Заявл яемый (мас с а расмл аоа 1 т) 50 20 25 ?8 Z0 50 50 30 30 30 29 30 32 35 40 45 50 50 50 50 50 50 50 30 30 30 30 30 30 30 30 1,00 0,03 0,73 0,70 0,67 о,ео 0,50 0,33 0,17 0.G7 изм ел ьчен ие 10,0 Базовый рафин ировл ние 9.0 9,0 10,0 15,3 15,0 1G.2 25,4 15,6 15.3 14,2 14,5 25,1 7,0 9,0 10,1 11,2 11,7 2G,G 11,4 11,1 10,2 10,0 26,5 1 15698 Продолжение таблицы Способ Характер изменения напряжения, п/п Время изме- Скорость из- Относительные показатенения напряжения, с менения напряжения,кВ/с кВ ли эффективности к варианту без воздействия, % рафинирова- измельчение ние 13 Заявляемый 20 50 60 0,50 10,1 8,9 14 15 16 17 18 (масса расплава 100 т) 25 30 40 45 50 50 50 50 50 30 60 60 60 60 60 0,42 0,33 0,16 0,08 0,33 15,2 25,2 16,8 15,0 25,0 10,0 26,3 11,6 10,1 26,0 Упорядник Замовлення 4196 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська плм 8 Відкрите акціонерне товариство "Патент", м. Ужгород, еул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working molten metal
Автори англійськоюShevchenko Yevhen Tymofiiovych, Hrabovyi Valerii Mykhailovych, Butakov Borys Ivanovych, Ulianov Volodymyr Andriiovych
Назва патенту російськоюСпособ обработки расплавленного металла
Автори російськоюШевченко Евгений Тимофеевич, Грабовой Валерий Михайлович, Бутаков Борис Иванович, Ульянов Владимир Андреевич
МПК / Мітки
МПК: B22D 27/08
Мітки: обробки, розплавленого, спосіб, металу
Код посилання
<a href="https://ua.patents.su/4-15698-sposib-obrobki-rozplavlenogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплавленого металу</a>
Установка для обробки розплавленого металу
Номер патенту: 18003
Опубліковано: 17.06.1997
Автори: Власов Павло Євгенович, Ульянов Володимир Андрійович, Шевченко Євген Тімофійович, Філевський Анатолій Олександрович, Грабовий Валерій Михайлович, Семененко Олександр Олексійович
МПК: B22D 27/08
Мітки: металу, розплавленого, обробки, установка
Формула / Реферат:
1. Установка для обработки расплавленного металла, включающая источник упругих колебаний в виде разрядной камеры, установленной на стреле со встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсов тока, мембраной и излучателем, установленным наклонно, механизм перемещения разрядной камеры, снабженный полой колонной с направляющей и трособлочной передачей, связанной со стрелой, систему прокачки...
Установка для віброімпульсної обробки розплавленого металу
Номер патенту: 4844
Опубліковано: 28.12.1994
Автор: Коритов Володимир Олексійович
МПК: B22D 27/08
Мітки: металу, обробки, установка, розплавленого, віброімпульсної
Формула / Реферат:
Установка для виброимпульсной обработки расплавленного металла в емкости, содержащая источник упругих колебаний в виде установленной с помощью демпферов на уравновешенной, поворотной в вертикальной плоскости стреле разрядной камеры, заполненной рабочей жидкостью, с встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсных токов, с мембраной и излучателем, рабочий конец которого опущен и 'мкость для...
Установка для віброімпульсівної обробки розплавленого металу
Номер патенту: 4845
Опубліковано: 28.12.1994
Автори: Трофимов Глеб Андріанович, Коритов Володимир Олексійович, Моісеєнко Аркадій Павлович
МПК: B22D 27/08, B22D 1/00, B22D 27/02
Мітки: віброімпульсівної, обробки, розплавленого, установка, металу
Формула / Реферат:
1. Установка для виброимпульсной обработки расплавленного металла, содержащая источник упругих колебаний в виде прокачиваемой рабочей жидкостью разрядной камеры, установленной на упругих опорах планшайбы поворотной стрелы механизма се перемещения, со встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсов тока, и мембраной, закрепленной против положительного электрода, с центральным выступом, на...
Установка для віброімпульсної обробки розплавленого металу
Номер патенту: 4846
Опубліковано: 28.12.1994
Автори: Бутаков Борис Іванович, Федченко Наталя Анатоліївна, Ващиленко Василь Іванович, Ульянов Володимир Андрійович, Амплеєв Едуард Леонідович
МПК: B22D 27/08, B22D 27/02
Мітки: віброімпульсної, обробки, розплавленого, установка, металу
Формула / Реферат:
Установка для виброимпульсной обработки расплавленного металла, содержащая емкость для расплава, разрядную камеру с рабочей жидкостью и электродами, мембрану с центральным выступом и излучателем, снабженным в нижней части стержня насадкой, при этом мембрана выполнена в виде подпружиненного поршня, размещенного в кольцевой проточке разрядной камеры, отличающаяся тем, что, с целью повышения эффективности обработки, она снабжена...
Установка для електрогідроімпульсної обробки розплавленого металу
Номер патенту: 12756
Опубліковано: 28.02.1997
Автори: Шевченко Євген Тімофійович, Євгеньєв Віктор Андрійович, Бутаков Борис Іванович, Коритов Володимир Олексійович
МПК: B22D 27/08
Мітки: електрогідроімпульсної, металу, розплавленого, обробки, установка
Текст:
...и центрируется по упорам 33 и 34. Включают систему прокачки (на чертеже не показана) электроразрядной камеры 3 с рабочей жидкостью 2, а также привод 19, при этом 35 каретка 18, соединенная кронштейнами 22 с цепной передачей 23 привода 19, по направляющим 21 перемещается к ковшу 31. Одновременно стрела 17, соединенная шарнирно с осью 27 через кронштейн 28 с ка- 40 реткой 18, перемещается по направляющим 26, имеющим горизонтальный и наклонный...
Попередній патент: Лінія одержання тонкодисперсних пігментованих лакофарбових матеріалів
Наступний патент: Пристрій для визначення неперпендикулярності поперечних балок до осі виробу
Випадковий патент: Спосіб вибору тактики лікування гострого вірусного гепатиту с