Спосіб теплової обробки будівельних виробів
Номер патенту: 18073
Опубліковано: 17.06.1997
Формула / Реферат
1. Способ тепловой обработки строительных изделий, включающий нагрев изделия до температуры 80-100°С в камере тепловой обработки потоком нагретого в теплогенераторе газообразного теплоносителя, изотермическую выдержку в течение 40-60% общего цикла тепловой обработки, охлаждение изделий и рециркуляцию газообразного теплоносителя, отличающий-с я тем, что тепловую обработку проводят в герметичной камере потоком нагретого воздуха и рециркуляцией образовавшейся паровоздушной смеси с относительной 100% влажностью при температуре тепловой обработки, при этом нагрев воздуха, подачу его в камеру тепловой обработки и рециркуляцию паровоздушной смеси производят в замкнутой полости теплогенератора и камеры тепловой обработки.
2. Способ по п. 1, отличающийся тем, что в процессе изотермической выдержки осуществляют дополнительный нагрев изделия до температуры 105-120°С в течение 15-25% времени выдержки.
3. Способ по п. 1, отличающийся тем, что в камеру тепловой обработки изделие помещают в перфорированной жесткой форме с тонкой полупроницаемой вставкой.
4. Способ по п. 1, отличающийся тем, что в качестве теплогенератора используют аэродинамический нагреватель.
Изобретение относится к области производства строительных изделий, преимущественно, бетонных, и может быть использовано при изготовлении облицовочных плит, тротуарной плитки, стеновых блоков и плит и т.п.
Текст
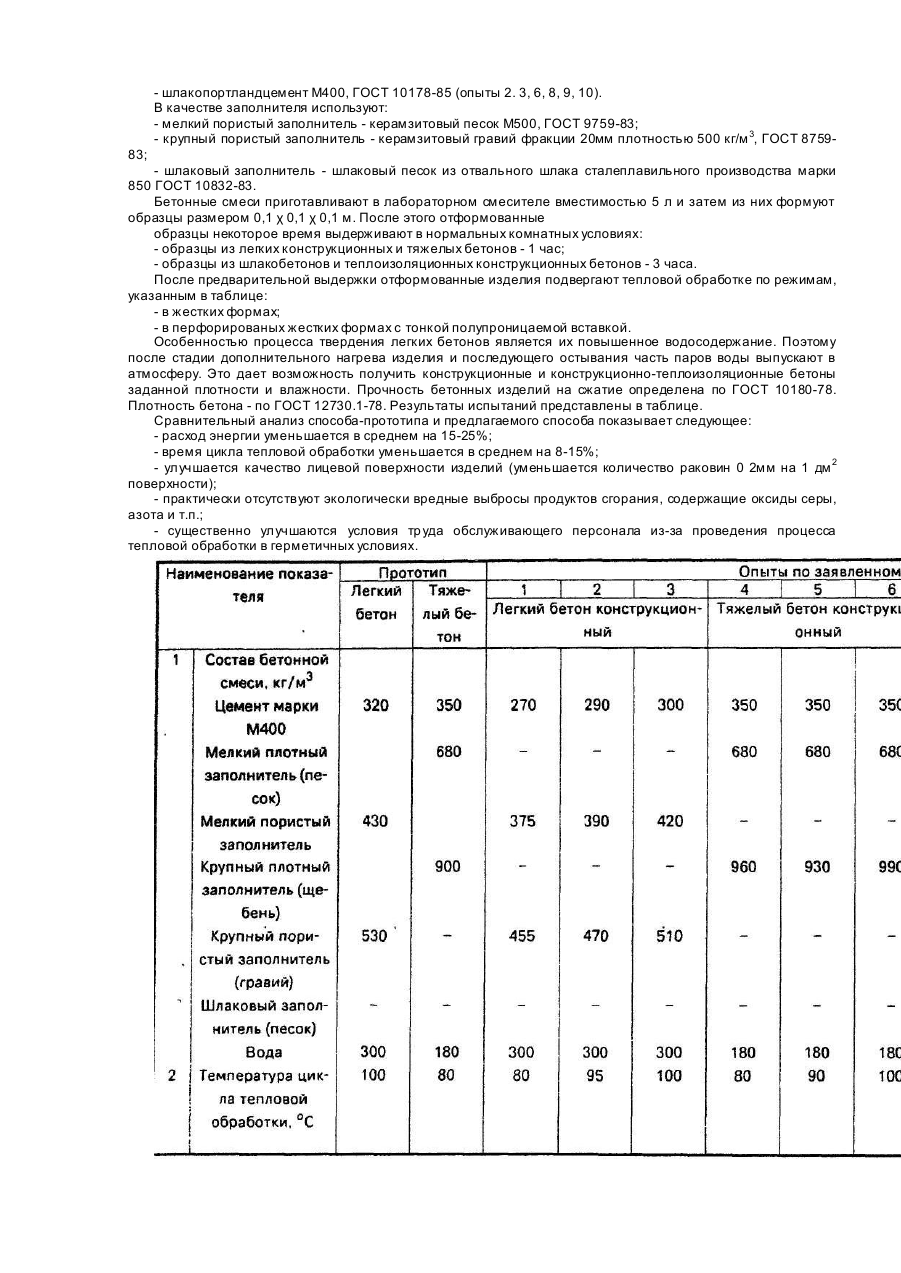
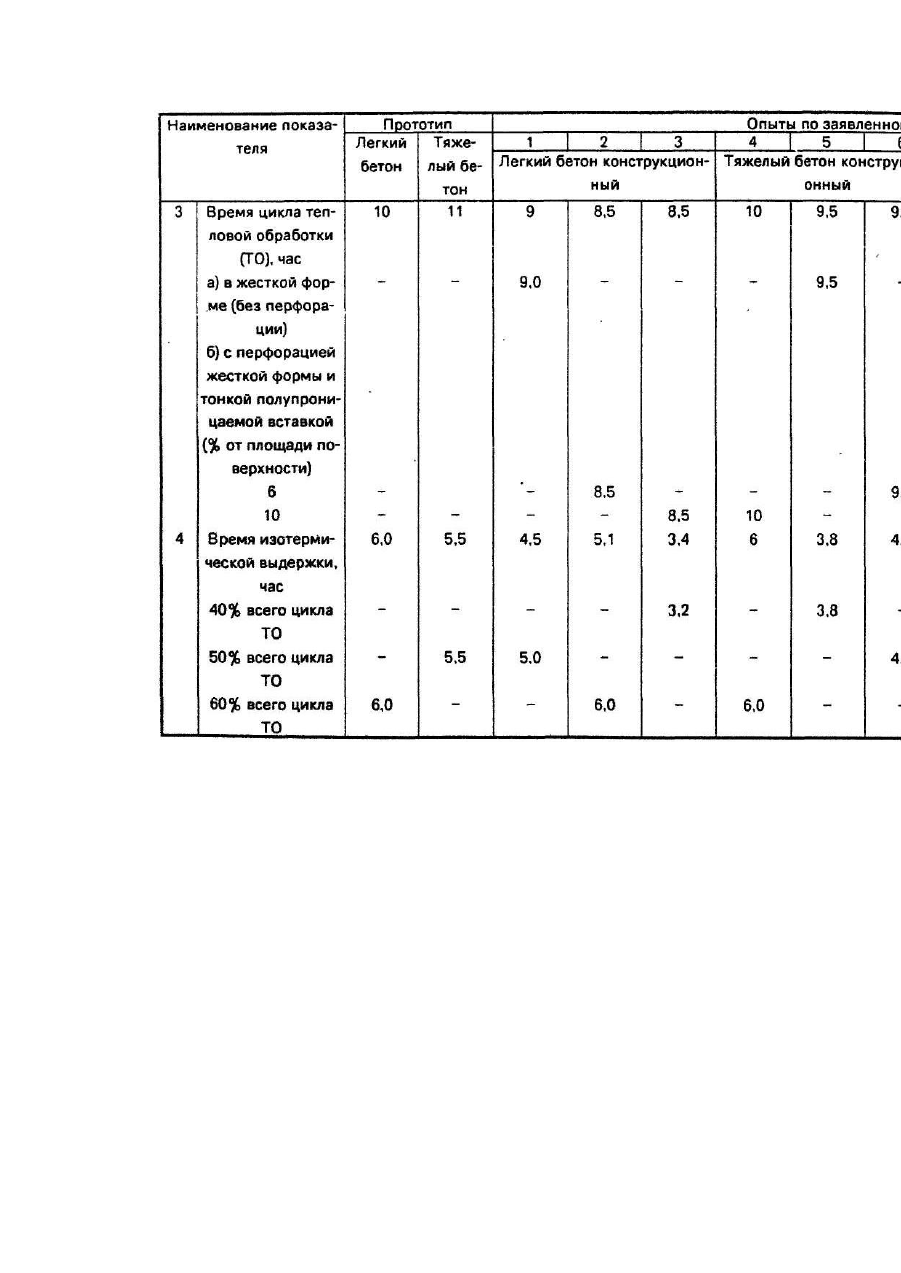
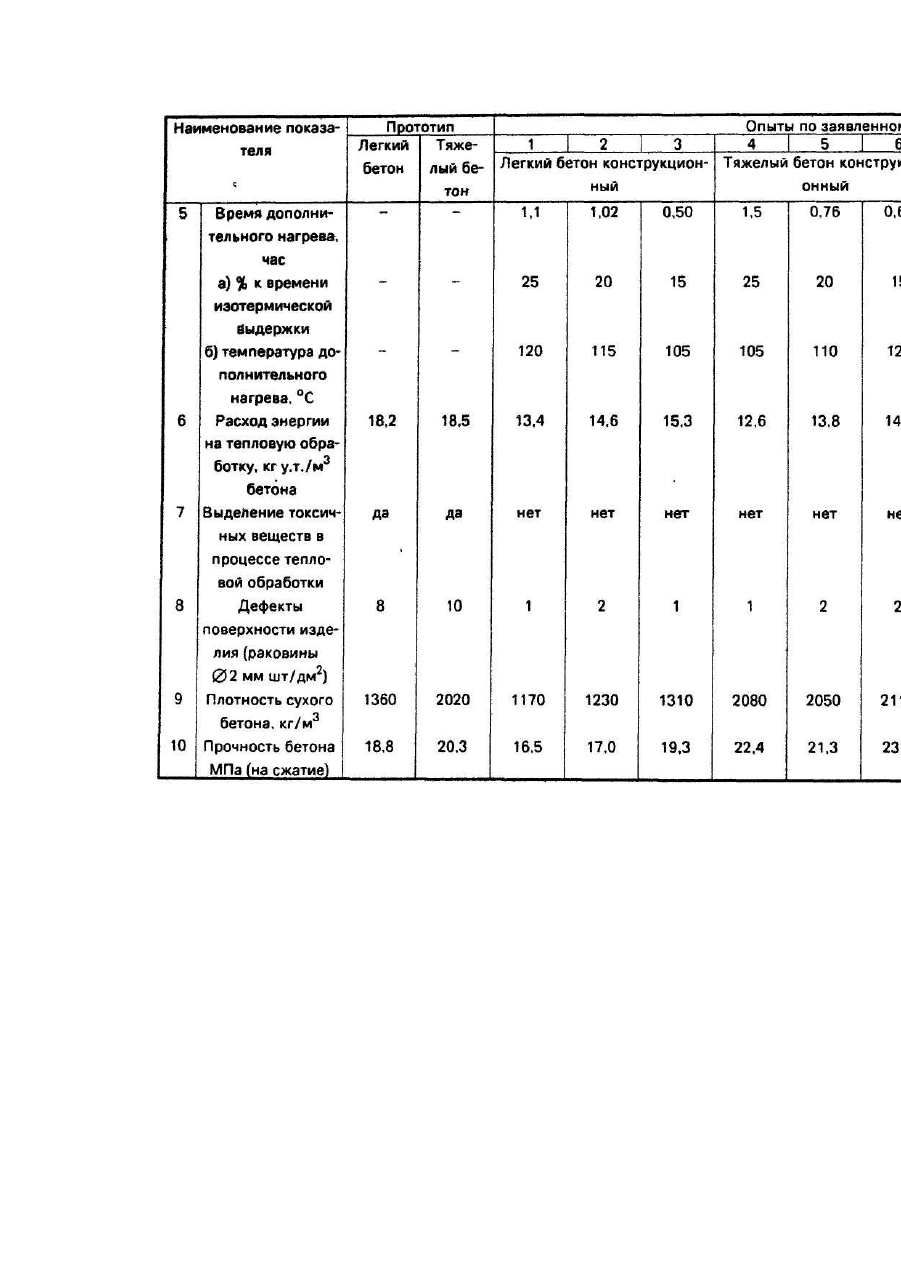
Известен способ тепловой обработки строительных изделий, включающий нагрев изделия до температуры 80-100°С в камере тепловой обработки потоком, нагретого в теплогенераторе газообразного теплоносителя - высокотемпературных продуктов сгорания природного газа, смешанных с циркулирующей средой, изотермическую выдержку в течение 40-60% общего цикла тепловой обработки, охлаждение изделия и рециркуляцию газообразного теплоносителя с частичным его удалением в окружающую среду в процессе цикла. Недостатками этого способа является следующие: - значительные потери тепла из-за того, что часть нагретого рециркулируемого теплоносителя удаляется посредством вентиляционной системы, а также более длинного пути прохождения теплоносителя. Это увеличивает расход энергии и длительность цикла тепловой обработки; - наличие на поверхности изделий дефектов в виде раковин вследствие того, что при контакте изделия с потоком нагретого теплоносителя происходит "вскипание" воды с поверхностных слоев влажного бетона, находящегося в жесткой герметичной форме; - выбросы образующи хся в процессе сгорания топлива токсичных оксидов серы, углерода, азота, что вызывает загрязнение окружающей среды и ухудшение условий тр уда обслуживающего персонала. В основу изобретения поставлена задача создания способа тепловой обработки строительных изделий, в котором путем обработки изделий в герметичной камере потоком нагретого воздуха и рециркулируемой в замкнутой полости теплогенератора и камеры тепловой обработки паровоздушной смеси с относительной 100% влажностью снижаются тепловые потери и создаются оптимальные условия для твердения бетона, что сокращает время цикла и улучшает качество полученных изделий при заданных прочностных характеристиках. При этом вследствие отсутствия вредных выбросов в окружающую среду обеспечивается экологически чистое производство. Поставленная задача обеспечивается тем, что в способе тепловой обработки строительных изделий, включающем нагрев до температуры 80-100°С в камере тепловой обработки потоком нагретого воздуха в теплогенераторе газообразного теплоносителя, изотермическую выдержку в течение 40-60% общего цикла тепловой обработки, охлаждение изделия и рециркуляцию газообразного теплоносителя, согласно изобретения, тепловую обработку проводят в герметичной камере потоком нагретого воздуха и рециркуляцией образовавшейся паровоздушной смеси с относительной 100% влажностью при заданной температуре тепловой обработки; при этом нагрев воздуха, подачу его в камеру тепловой обработки и рециркуляцию паровоздушной смеси производят в замкнутой полости теплогенератора и камеры тепловой обработки. В процессе изотермической выдержки осуществляют дополнительный нагрев изделия до температуры 105-120°С в течение 15-25% времени выдержки. В качестве теплогенератора используют аэродинамический нагреватель. В камеру тепловой обработки изделие помещают в перфорированной жесткой форме с тонкой полупроницаемой вставкой. Преимущества заявляемого способа заключаются в следующем. При обработке изделия потоком нагретого воздуха (как в случае жесткой формы, так и в случае перфорированной жесткой формы с тонкой полупроницаемой вставкой) образующийся водяной пар выделяется в полость герметичной камеры и далее циркулирует в виде паровоздушной смеси со 100% относительной влажностью. В результате устанавливается термовлажностное равновесие и в реакцию твердения вступает оптимальное количество воды, что, с одной стороны улучшает микроструктур у и однородность бетона, а с другой стороны ускоряет набор прочности бетонного изделия. Повышающаяся влажность воздуха препятствуе т дальнейшему испарению влаги из бетона и снижает давление паров воды в поверхностном слое, что способствует снижению количества раковин на поверхности изделий. Нагрев изделий до температуры 80-100°С в камере тепловой обработки создает необходимые и наиболее благоприятные условия твердения бетонных изделий, а последующая изотермическая выдержка в течение 40-60% общего цикла тепловой обработки обеспечивает набор прочности изделия. Дополнительный нагрев изделия в процессе изотермической выдержки до температуры 105-120°С в течение 15-25% времени выдержки также ускоряет процесс набора прочности изделия и, соответственно, уменьшает цикл тепловой обработки. При этом за счет того, что нагрев и подачу воздуха, а также рециркуляцию указанной паро-воздушной смеси осуществляют в замкнутой полости теплогенератора и камеры тепловой обработки, практически отсутствуют потери тепла и сокращается путь прохождения теплоносителя, что позволяет значительно снизить расход энергии на тепловую обработку и сократить ее длительность. Использование аэродинамического нагревателя в качестве теплогенератора также обеспечивает экологическую чистоту производства, так как все операции по нагреву теплоносителя и рециркуляции паровоздушной смеси выполняются ротором, размещенным в герметичной полости теплогенератора. Кроме того, значительно упрощается конструкция установки тепловой обработки для реализации этого способа, т.к. не требуется сложной системы подачи и циркуляции газообразного теплоносителя. Т.к. весь цикл обработки производится в замкнутом герметичном объеме, а в качестве теплоносителя используются экологически чистые компоненты - воздух и водяной пар, решается вопрос экологической чистоты производства и улучшение условий труда обслуживающего персонала. Таким образом, совокупность существенных признаков заявляемого способа позволяет снизить тепловые потери на обработку и длительность ее цикла, уменьшить количество поверхностных дефектов изделия при обеспечении требуемых прочностных характеристик. При этом обеспечивается экологически чистое производство. Для испытаний приготовлены бетонные смеси, характеризующие различные классы бетонных изделий: - изделия из легких конструкционных бетонов {опыты 1-3); - изделия из тяжелых бетонов (опыты 4-6); - изделия из теплоизоляционных конструкционных бетонов (опыты 7-9); - изделия из шлакобетонов (опыт 10). В качестве исходных компонентов бетонных смесей используют: - портландцемент М400, ГОСТ 10178-85 (опыты 1,4,5, 7); - шлакопортландцемент М400, ГОСТ 10178-85 (опыты 2. 3, 6, 8, 9, 10). В качестве заполнителя используют: - мелкий пористый заполнитель - керамзитовый песок М500, ГОСТ 9759-83; - крупный пористый заполнитель - керамзитовый гравий фракции 20мм плотностью 500 кг/м 3, ГОСТ 875983; - шлаковый заполнитель - шлаковый песок из отвального шлака сталеплавильного производства марки 850 ГОСТ 10832-83. Бетонные смеси приготавливают в лабораторном смесителе вместимостью 5 л и затем из них формуют образцы размером 0,1 χ 0,1 χ 0,1 м. После этого отформованные образцы некоторое время выдерживают в нормальных комнатных условиях: - образцы из легких конструкционных и тяжелых бетонов - 1 час; - образцы из шлакобетонов и теплоизоляционных конструкционных бетонов - 3 часа. После предварительной выдержки отформованные изделия подвергают тепловой обработке по режимам, указанным в таблице: - в жестких формах; - в перфорированых жестких формах с тонкой полупроницаемой вставкой. Особенностью процесса твердения легких бетонов является их повышенное водосодержание. Поэтому после стадии дополнительного нагрева изделия и последующего остывания часть паров воды выпускают в атмосферу. Это дает возможность получить конструкционные и конструкционно-теплоизоляционные бетоны заданной плотности и влажности. Прочность бетонных изделий на сжатие определена по ГОСТ 10180-78. Плотность бетона - по ГОСТ 12730.1-78. Результаты испытаний представлены в таблице. Сравнительный анализ способа-прототипа и предлагаемого способа показывает следующее: - расход энергии уменьшается в среднем на 15-25%; - время цикла тепловой обработки уменьшается в среднем на 8-15%; - улучшается качество лицевой поверхности изделий (уменьшается количество раковин 0 2мм на 1 дм 2 поверхности); - практически отсутствуют экологически вредные выбросы продуктов сгорания, содержащие оксиды серы, азота и т.п.; - существенно улучшаются условия тр уда обслуживающего персонала из-за проведения процесса тепловой обработки в герметичных условиях.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of building units
Автори англійськоюDeina Ihor Petrovych, Yatsenko Oleksii Mykhailovych
Назва патенту російськоюСпособ тепловой обработки строительных изделий
Автори російськоюДейна Игорь Петрович, Яценко Алексей Михайлович
МПК / Мітки
МПК: C04B 40/00, C04B 20/00
Мітки: спосіб, виробів, теплової, обробки, будівельних
Код посилання
<a href="https://ua.patents.su/4-18073-sposib-teplovo-obrobki-budivelnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб теплової обробки будівельних виробів</a>
Камера для теплової обробки будівельних виробів
Номер патенту: 166
Опубліковано: 30.04.1993
Автори: Колмановський Семен Давидович, Дорфман Юхим Миколайович
МПК: B28B 11/00
Мітки: теплової, виробів, обробки, камера, будівельних
Формула / Реферат:
Формула изобретенияКамера для тепловой обработки строительных изделий, содержащая туннель с зонами нагрева, изотермической выдержки и охлаждения, размещенные в зонах нагрева и изотермической выдержки нагреватели, соединенные ступенчато с подающими и отводящими теплоноситель трубопроводами, регулирующую арматуру и конденсатоотводчики, отличающаяся тем, что, с целью снижения расхода теплоносителя, зона нагрева снабжена дополнительными...
Спосіб теплової обробки виробів із важкого бетону
Номер патенту: 2465
Опубліковано: 26.12.1994
Автори: Дикань Сергій Антонович, Калініченко Станіслав Іванович, Коршунов Михайло Олександрович, Улько Петро Іванович
МПК: C04B 40/02
Мітки: бетону, важкого, теплової, виробів, спосіб, обробки
Формула / Реферат:
Способ тепловой обработки изделий из тяжелого бетона, включающий нагрев в среде продуктов сгорания природного газа при нормальном давлении до 85—95 °C с регулируемой скоростью повышения температуры и понижения влажности среды до 20—40 % с последующим остыванием, отличающийся тем, что, с целью снижения расхода газа при сохранении прочности бетона, повышение температуры среды осуществляют со скоростью: 30—50°С/ч в течение 0,5ч; 14—20°С/ч в...
Технологічна піч для теплової обробки матеріалів та виробів

Номер патенту: 4655
Опубліковано: 28.12.1994
Автори: Поваренков Володимир Альбертович, Єринов Анатолій Єремійович, Єгоров Сєргєй Сєргєєвіч, Асцатуров Владімір Ніколаєвіч, Семернін Олексій Матвійович, Шинкарук Ігор Миколайович
МПК: F27B 5/00
Мітки: матеріалів, теплової, технологічна, виробів, піч, обробки
Формула / Реферат:
1. Технологическая печь для тепловой обработки материалов и изделий, преимущественно в защитной атмосфере, содержащая рабочую камеру, ограниченную несущим каркасом, теплоизолирующие боковые стенки, свод, под, дверку, нагревающие элементы, отличающаяся тем, что теплоизолирующие боковые стены, свод выполнены в виде плоских излучающих модулей, жестко закрепленных на каркасе печи в один или несколько рядов по высоте, длине и ширине печи с...
Спосіб хіміко-термічної обробки виробів

Номер патенту: 8625
Опубліковано: 30.09.1996
Автори: Бубнов Ігор Васильович, Ступак Римма Іванівна, Верещака Анатолій Степанович, Савостіков Олександр Іванович, Саблєв Леонід Павлович, Григор'єв Сергій Миколайович, Андреєв Анатолій Афанасійович, Чикрижов Олександр Михайлович
МПК: C23C 14/48
Мітки: спосіб, виробів, хіміко-термічної, обробки
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного вакуумно-дугового разряда в атмосфере реакционного газа, нагрев изделий и их выдержку в плазме разряда при отрицательном потенциале на поверхности, отличающийся тем, что, с целью повышения износостойкости изделий, выдержку осуществляют при плавающем потенциале на поверхности обрабатываемых изделий, причем в процессе выдержки осуществляют дополнительный...
Спосіб теплової обробки зерна
Номер патенту: 1502
Опубліковано: 25.07.1994
Автори: Данилейко Володимир Іванович, Рідченко Володимир Володимирович, Савостьянов Петро Дмитрович, Бровко Юрій Якович
МПК: F26B 3/06, F26B 21/02
Мітки: зерна, теплової, спосіб, обробки
Формула / Реферат:
1. Способ тепловой обработки зерна, включающий его нагрев и сушку газообразным агентом, проходящим стадии нагрева при сжатии в компрессоре, охлаждения при расширении и подогрева в теплообменнике, отличающийся тем, что расширение проводят в вихревом холодильно-нагревательном аппарате, в котором агент разделяется на холодный и горячий потоки, горячий направляют на нагрев и сушку зерна, а холодный подогревают в двух теплообменниках, первом и...
Попередній патент: Пристрій для внутрішньопорожнинної барогазотерапії
Наступний патент: Термостійке покриття /варіанти/
Випадковий патент: Спосіб корекції структурно-функціональних порушень кісткової тканини у хворих із хронічними захворюваннями печінки