Спосіб обробки деталей
Номер патенту: 19216
Опубліковано: 15.12.2006
Автори: Ласкін Віктор Михайлович, Старостін Дмитро Анатолійович, Лапшин Сергій Павлович, Проволоцький Олександр Євдокимович, Негруб Світлана Леонідівна

Формула / Реферат
Спосіб обробки деталей, який включає електроерозійне формоутворення поверхонь з подальшою абразивною обробкою, який відрізняється тим, що як абразивну обробку використовують процесс доведення поверхні еластичним полімерабразивними кругами, що складаються з полімерабразивних волокон, причому зернистість абразивних часток у волокнах вибирається у межах 10...40 від середнього арифметичного профілю шорсткості поверхні після електроерозійної обробки.
Текст
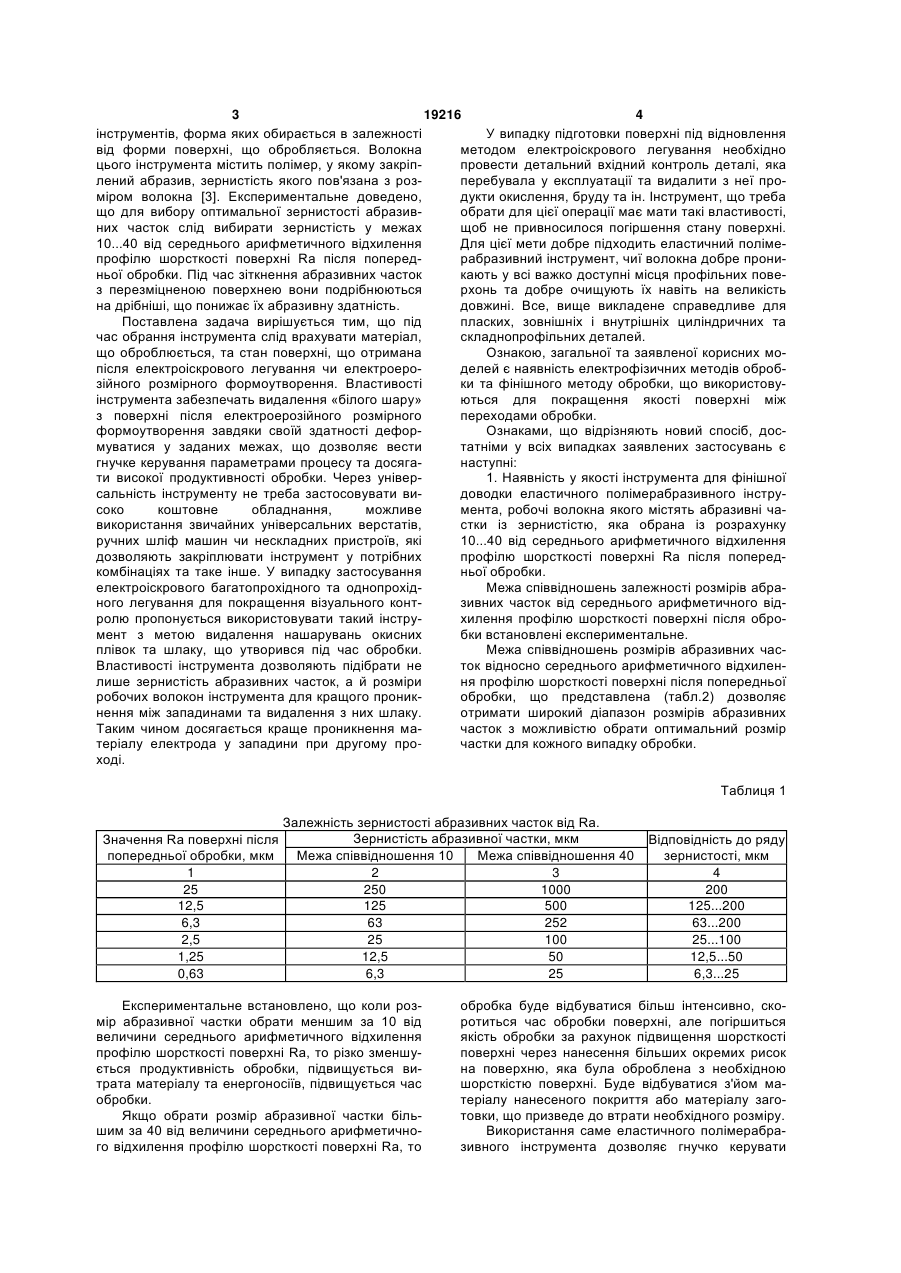
Спосіб обробки деталей, який включає електроерозійне формоутворення поверхонь з подальшою абразивною обробкою, який відрізняється тим, що як абразивну обробку використовують процесс доведення поверхні еластичним поліме 3 19216 4 інструментів, форма яких обирається в залежності У випадку підготовки поверхні під відновлення від форми поверхні, що обробляється. Волокна методом електроіскрового легування необхідно цього інструмента містить полімер, у якому закріппровести детальний вхідний контроль деталі, яка лений абразив, зернистість якого пов'язана з розперебувала у експлуатації та видалити з неї проміром волокна [3]. Експериментальне доведено, дукти окислення, бруду та ін. Інструмент, що треба що для вибору оптимальної зернистості абразивобрати для цієї операції має мати такі властивості, них часток слід вибирати зернистість у межах щоб не привносилося погіршення стану поверхні. 10...40 від середнього арифметичного відхилення Для цієї мети добре підходить еластичний полімепрофілю шорсткості поверхні Ra після попередрабразивний інструмент, чиї волокна добре прониньої обробки. Під час зіткнення абразивних часток кають у всі важко доступні місця профільних повез перезміцненою поверхнею вони подрібнюються рхонь та добре очищують їх навіть на великість на дрібніші, що понижає їх абразивну здатність. довжині. Все, вище викладене справедливе для Поставлена задача вирішується тим, що під пласких, зовнішніх і внутрішніх циліндричних та час обрання інструмента слід врахувати матеріал, складнопрофільних деталей. що оброблюється, та стан поверхні, що отримана Ознакою, загальної та заявленої корисних мопісля електроіскрового легування чи електроероделей є наявність електрофізичних методів обробзійного розмірного формоутворення. Властивості ки та фінішного методу обробки, що використовуінструмента забезпечать видалення «білого шару» ються для покращення якості поверхні між з поверхні після електроерозійного розмірного переходами обробки. формоутворення завдяки своїй здатності дефорОзнаками, що відрізняють новий спосіб, досмуватися у заданих межах, що дозволяє вести татніми у всіх випадках заявлених застосувань є гнучке керування параметрами процесу та досяганаступні: ти високої продуктивності обробки. Через універ1. Наявність у якості інструмента для фінішної сальність інструменту не треба застосовувати видоводки еластичного полімерабразивного інструсоко коштовне обладнання, можливе мента, робочі волокна якого містять абразивні чавикористання звичайних універсальних верстатів, стки із зернистістю, яка обрана із розрахунку ручних шліф машин чи нескладних пристроїв, які 10...40 від середнього арифметичного відхилення дозволяють закріплювати інструмент у потрібних профілю шорсткості поверхні Ra після попередкомбінаціях та таке інше. У випадку застосування ньої обробки. електроіскрового багатопрохідного та однопрохідМежа співвідношень залежності розмірів абраного легування для покращення візуального контзивних часток від середнього арифметичного відролю пропонується використовувати такий інструхилення профілю шорсткості поверхні після обромент з метою видалення нашарувань окисних бки встановлені експериментальне. плівок та шлаку, що утворився під час обробки. Межа співвідношень розмірів абразивних часВластивості інструмента дозволяють підібрати не ток відносно середнього арифметичного відхиленлише зернистість абразивних часток, а й розміри ня профілю шорсткості поверхні після попередньої робочих волокон інструмента для кращого проникобробки, що представлена (табл.2) дозволяє нення між западинами та видалення з них шлаку. отримати широкий діапазон розмірів абразивних Таким чином досягається краще проникнення мачасток з можливістю обрати оптимальний розмір теріалу електрода у западини при другому прочастки для кожного випадку обробки. ході. Таблиця 1 Значення Ra поверхні після попередньої обробки, мкм 1 25 12,5 6,3 2,5 1,25 0,63 Залежність зернистості абразивних часток від Ra. Зернистість абразивної частки, мкм Межа співвідношення 10 Межа співвідношення 40 2 3 250 1000 125 500 63 252 25 100 12,5 50 6,3 25 Експериментальне встановлено, що коли розмір абразивної частки обрати меншим за 10 від величини середнього арифметичного відхилення профілю шорсткості поверхні Ra, то різко зменшується продуктивність обробки, підвищується витрата матеріалу та енергоносіїв, підвищується час обробки. Якщо обрати розмір абразивної частки більшим за 40 від величини середнього арифметичного відхилення профілю шорсткості поверхні Ra, то Відповідність до ряду зернистості, мкм 4 200 125...200 63...200 25...100 12,5...50 6,3...25 обробка буде відбуватися більш інтенсивно, скоротиться час обробки поверхні, але погіршиться якість обробки за рахунок підвищення шорсткості поверхні через нанесення більших окремих рисок на поверхню, яка була оброблена з необхідною шорсткістю поверхні. Буде відбуватися з'йом матеріалу нанесеного покриття або матеріалу заготовки, що призведе до втрати необхідного розміру. Використання саме еластичного полімерабразивного інструмента дозволяє гнучко керувати 5 19216 6 параметрами процесу, підвищити якість видалентреба очистити їх від продуктів, що утворилися під ня забруднень та інше за рахунок еластичного час експлуатації деталі: іржа, мастило, ін. Для цьополімерабразивного волокна, яке здатне дефорго найкраще підходить вказаний інструмент, так як муватися і приймати форму поверхні, що обробдозволяє швидко та якісно видалити вказаний ляється. Волокно здатне працювати торцями та шлак та точно з'ясувати розмір шару, що знадозовнішньою циліндричною поверхнею, що впливає биться для відновлення. Після проходу електрона ефективність та інтенсивність обробки. дом на поверхні утворюється шлам, окалина та Причинно - слідчий зв'язок між достатніми в перезміцнені виступи мікрорельєфу, що треба усіх випадках істотними ознаками заявленого і видалити для якісного візуального контролю дійсотриманими підсумковими технічними результаної суцільності покриття. Через властивості інтами забезпечують нові технічні якості, що дозвострументу, що пропонується, виникає можливість ляють у сполученні з істотними ознаками приватбез руйнування нанесеного покриття здійснити них виконань отримати технічні результати, видалення продуктів окислення та відкрити наявозначені в постановці задачі. ний шар поверхні, що потребує подальшої обробТехнологічні особливості: ки. До того ж видаляється шлам не лише у повер1. dчастки=(10...40)Ra; хневому шарі, а й у западинах, у які потрапити 2. Використання еластичного полімерабразивіншими засобами не можливо. ного інструмента. Для здійснення способу заготовку розташовуТаким чином, сукупність всіх істотних ознак та ють у ванні верстата і виконують електроерозійне підсумкових технічних результатів забезпечують формоутворення відомими засобами. В залежносвиявлення нових технічних якостей і підвищення ті від вихідних фізико - механічних властивостей продуктивності обробки за рахунок оптимального поверхні, що обробляється, призначають відповідпризначення розміру абразивних часток, що зані режими обробки та вид матеріалу електрода. стосовуватимуться в інструменті, та за рахунок В процесі формоутворення матеріал заготовки властивостей конструкції інструмента, яка дозворозчинюється під впливом процесів, що відбуваляє краще видаляти бруд, окалину, окисли, дефеються між електродами. ктний шар та інше з поверхонь заготовок перед та Для здійснення способу заготовку розташовупісля обробки. Це дозволяє отримати нові технічні ють у ванні верстата або у пристрої, залежно від результати у відповідності до поставленої задачі. виду обробки і виконують електроерозійне формоПо наявним у заявника відомостям сукупність утворення, або електроіскрового легування поверознак, що пропонується та характеризують суть хонь заготовки. Після проходу на поверхні утвовинаходу, невідома з рівня техніки, тобто винахід рюються шари з окислів металів основи та відповідає критерію «новизна». електрода, шлаки. У випадку електроіскрового Винахід ілюструється таким чином: легування необхідно підготовити поверхню для Якщо використовувати запропонований спосіб подальшої обробки. Для цього необхідно виконати при обробці деталей, що обробляються методом очищення поверхні від нашарувань окислів та не електроерозійного розмірного формоутворення, то пошкодити нанесений шар металу. Обрати інструпісля власне самого формоутворення відомими мент слід таким чином, щоб створювалася можлиспособами виникає необхідність покращити якість вість видалити забруднення навіть із западин, які отриманої поверхні шляхом застосування фінішної створюються на поверхні у великій кількості. В доводки з метою зменшити шорсткість поверхні. такий спосіб покращується візуальний контроль При використанні еластичного полімерабразивноякості поверхні та її придатність для подальшої го інструмента у якості фінішного інструмента необробки. Так, під час електроіскрового легування обхідно виконати правильний вибір його параметпісля першого проходу здається, що досягнуто рів та призначити режими обробки. Волокна 100% суцільності покриття, але після першого інструмента працюють торцями волокон, що міспроходу інструментом для фінішної обробки з'ясотять у собі абразивні частки призначеної зернисвується, що досягнута суцільність складає лише тості розташовані рівномірно по всьому перерізу 60%. волокна [3] або за необхідності й зовнішньою циліУ випадку електроерозійної обробки виникає ндричною поверхнею. При наявності початкової необхідність видалення «білого шару», що утводеформації волокна інструмента, його абразивна рюється на поверхні під час обробки. Інструмент, здатність підвищується і дає змогу виконувати що використовується у цьому випадку має бути обробку швидше. При обробці складно-профільних досить еластичним для того, щоб здійснюючи обповерхонь інструмент підбирають таким чином, робку, не пошкоджувати якісну поверхню шляхом щоб він повторював форму поверхні після початзміни її розмірів та погіршення шорсткості. кової деформації. Волокна заповнюють собою всі У способі обробки деталей, що заявляється, пустоти та дозволяють одночасно обробляти кільпропонується використовувати у якості інструменка дільниць поверхні. Таким чином інструмент та для фінішної обробки еластичні полімерабразиздійснює видалення з поверхні дефектного шару, вні інструменти, форма яких обирається в залежвідомого як «білий шар». ності від форми поверхні, що обробляється. Якщо використовувати запропонований спосіб Суть заявленої корисної моделі не витікає явпри обробці деталей, що обробляються методом ним чином для спеціаліста з відомого рівня техніелектроіскрового легування, то необхідність у вики. Сукупність ознак, що характеризує звісне рікористанні вказаного інструмента виникає як до, шення, не забезпечує досягнення нових так і після обробки. Перед електроіскровим легувластивостей і тільки наявність ознак, що відрізванням під час відновлення поверхонь деталей няють корисну модель, дозволяє отримати нові 7 19216 8 властивості, новий технічний результат. Отже, Джерела інформації про аналоги та прототип: корисна модель, що пропонується, відповідає кри1. Nachbearbeitung Senrervdeirver Oberflachen терію «винахідний рівень». Запропонований спосіб //VDI z: Integr. Prod. -1997 - 139, №1-2 -с.12. - Нем. випробуваний в умовах дослідного виробництва Место хранен. ГПНТБ России. Національної металургійної академії України за 2. А.С. СССР 1653921. М.Кл.3 В23Н9/00, участю співробітників науково-дослідного інституту В24С1/00 НМетАУ. 3. Патент №36833А, Украина, B24D17/00. АбАкт випробувань додається. Таким чином, разивное волокно / Проволоцкий А.Е., Негруб С.Л. спосіб обробки деталей, що пропонується відпові- 2000020807. - заявлено 15.02.2000; Опубл. дає критерію «Виробнича застосовність». 16.04.2001. - Бюл. №3. 4с. Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for article machining
Автори англійськоюProvolotskyi Oleksandr Yevdokymovych, Lapshyn Serhii Pavlovych, Nehrub Svitlana Leonidivna
Назва патенту російськоюСпособ обработки деталей
Автори російськоюПроволоцкий Алесандр Евдокимович, Лапшин Сергей Павлович, Негруб Светлана Леонидовна
МПК / Мітки
Мітки: деталей, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/4-19216-sposib-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки деталей</a>
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Ляшенко Борис Артемович, Гресько Володимир Ларіонович, Марчук Володимир Єфремович, Шульга Іван Федорович, Лабунець Василь Федорович
Мітки: тертя, спосіб, деталей, обробки, поверхонь, електроіскрової, струмопровідних
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович, Кравець Василь Васильович
МПК: B23H 7/00, B23H 9/00, B23H 9/04
Мітки: деталей, спосіб, обробки, електроерозійної, струмопровідних, поверхонь
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Лабунець Василь Федорович, Шульга Іван Федорович, Гресько Володимир Ларіонович, Марчук Володимир Єфремович, Кудрін Анатолій Павлович
МПК: B23H 7/00
Мітки: поверхонь, струмопровідних, тертя, обробки, джерелом, спосіб, деталей, електроіскровим, струму
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами
Номер патенту: 5681
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Кравець Василь Васильович, Лабунець Василь Федорович, Ляшенко Борис Артемович, Рудковський Анатолій Віталійович, Шульга Іван Федорович
МПК: C23C 12/00, B23H 7/00, B23H 9/00
Мітки: електродами, електроіскрової, спосіб, графітовими, обробки, струмопровідних, поверхонь, деталей
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами, при якому анодом є графітовий електрод, а катодом - деталь, який відрізняється тим, що перед зміцненням поверхонь деталей електроіскровою обробкою додатково змащують поверхню деталі мастилом, яке служить оточуючим поверхню деталі середовищем для зниження залишкових структурних напружень металу і підвищення зносостійкості легованого шару деталі.
Спосіб віброхімічної вирівнюючої обробки деталей
Номер патенту: 39685
Опубліковано: 15.06.2001
Автори: Лубенська Людмила Михайлівна, Перов Дмитро Леонідович, Власов Володимир Олександрович
МПК: B24B 31/06
Мітки: обробки, спосіб, віброхімічної, деталей, вирівнюючої
Формула / Реферат:
Спосіб віброхімічної вирівнюючої обробки деталей, при якому деталі обробляють у вібруючому резервуарі, який заповнений абразивними робочими тілами та хімічно активним розчином, який відрізняється тим, що поверхню деталей заздалегідь покривають тонким (0.5 - 5 мкм) шаром гальванічного покриття, пасивного до хімічно- активного розчину.
Попередній патент: Спосіб оцінки стану адаптації
Наступний патент: Вібраційна машина об’ємної обробки з електромагнітним приводом
Випадковий патент: Спосіб стерилізації тонкостінного ферментера