Пристрій для герметизації трубчастих оболонок контактним стиковим зварюванням

Формула / Реферат
Пристрій для герметизації трубчастих оболонок контактним стиковим зварюванням, що містить нерознімний корпус із наскрізним каналом, в одній частині якого розташований струмопідвід і основний затискач трубчастої оболонки у вигляді цанги, а в іншій - електрод-тримач заглушки, зв'язаний із приводом зварювального тиску, упорний елемент основного затискача охоплює електрод-тримач та з'єднаний із силовим приводом, пристрої подачі деталей, що зварюються, у зону зварювання, герметичну зварювальну камеру, додатковий затискач трубчастої оболонки, а також джерело зварювального струму, який відрізняється тим, що зварювальна камера виконана рознімною й утворена струмопідводом і упорним елементом, при цьому струмопідвід розташований в ізоляційній обоймі й виконаний у вигляді стакана, усередині якого розміщена цанга основного затискача з регульованим ущільненням, а в нерознімному корпусі між його частинами в площині розніму зварювальної камери виконано отвір, що сполучається з наскрізним каналом корпуса.
Текст
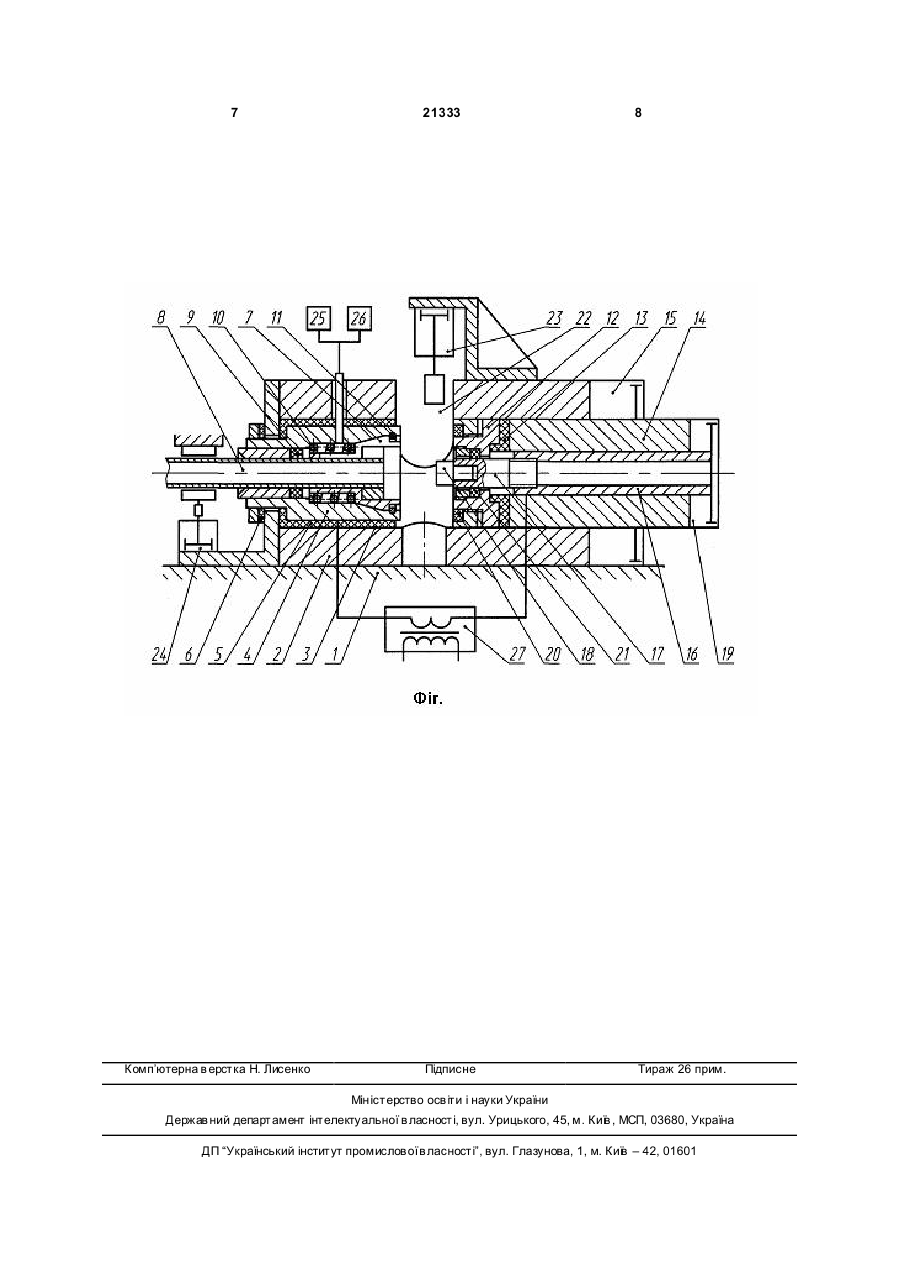
Пристрій для герметизації трубчастих оболонок контактним стиковим зварюванням, що містить нерознімний корпус із наскрізним каналом, в одній частині якого розташований струмопідвід і основний затискач трубчастої оболонки у вигляді цанги, а в іншій - електрод-тримач заглушки, зв'язаний із приводом зварювального тиску, упорний елемент основного затискача охоплює електрод-тримач та 3 21333 4 бне точне координування отворів, які утворюють більш простим. наскрізні канали в роздільних корпусах-напрямних, Поставлене завдання вирішується в пристрої як при їхньому виготовленні, так і при монтажі, що для герметизації трубчастих оболонок контактним практично важко здійснити й. отже, негативно постиковим зварюванням, що містить нероз'ємний значається на якості зварного з'єднання. Недолікорпус із наскрізним каналом, в одній частині якого ком є й складність конструкції автомата, що мас розташований струмопідвід і основний затискач велику кількість пристроїв, які забезпечують розтрубчасто ї оболонки у вигляді цанги, а в іншій микання, герметизацію робочої порожнини камери електрод-тримач заглушки, пов'язаний із приводом й фіксацію її елементів, що знижує надійність його зварювального тиску, і, що охоплює електродроботи. тримач, упорний елемент основного затискача, Найбільш близьким за технічною сутністю й з'єднаний силовим штоком зі своїм приводом. результатом, що досягається, до пропонованого Пристрій також містить герметичну зварювальну рішення є пристрій для герметизації контактним камеру, пристрої подачі деталей, що зварюються, стиковим зварюванням трубчасти х виробів, обрау зону зварювання, додатковий затискач трубчасне прототипом (патент РФ №2245769, В23К11/04, тої оболонки, а також джерело зварювального G21C21/02, 2005) [2]. Пристрій містить нероз'ємструму. Новим у пропонованому пристрої є те, що ний корпус із наскрізним каналом для подачі детазварювальна камера виконана рознімною й утволей у зону зварювання, в одній частині корпуса рена струмопідводом і упорним елементом, при розташований струмопідвід і основний затискач цьому струмопідвід розташований в ізоляційній трубчасто ї оболонки у вигляді цанги, а в іншій обоймі й виконаний у вигляді стакана, усередині електрод-тримач заглушки, пов'язаний із приводом якого розміщена цанга основного затискача з резварювального тиску, і, що охоплює електродгульованим ущільненням, а в He-роз'ємному кортримач, упорний елемент основного затискача, пусі між його частинами в площині рознімання з'єднаний зі своїм приводом, пристрій подачі дезварювальної камери виконано отвір, що сполучаталей, що зварюються, у зону зварювання, гермеється з наскрізним каналом корпуса. тичну зварювальну камеру, додатковий затискач Утворення зварювальної камери струмопідвооболонки, а також джерело зварювального струму. дом і упорним елементом і виконання її рознімною При цьому зварювальна камера утворена нероз'єдозволяє із однієї сторони виконати в площині мним корпусом і герметично приєднаним до нього їхнього рознімання отвір, що сполучається з нанерухливим під час роботи щодо корпуса фланскрізним каналом корпуса, для подачі заглушки в цем-струмопідводом, а цанга затискача труби й електрод-тримач, а з іншого боку - скоротити кільелектрода-тримача заглушки мають коаксіальні, кість ковзних ущільнень зварювальної камери до електричне ізольовані друг від друга тяги, розтаодного й мінімізувати її робочий об'єм, що спросшовані в наскрізному каналі камери, зв'язані зі тить конструкцію пристрою й підвищить надійність своїми приводами. його роботи і якість зварного з'єднання. Зазначена сукупність ознак дозволяє трохи Розташування струмопідводу в нерухливій спростити конструкцію пристрою й підвищити точізоляційній обоймі дозволить виключити із приність центрування заглушки й оболонки, за рахустрою складну складову частину - рухливий поронок розташування механізмів захвата й фіксації жній шток. що складається із двох оболонок зовдеталей, що зварюються, у єдиному корпусі. Але, нішньої й внутрішньої, які розділені шаром незважаючи на ці переваги, пристрій має наступні електроізоляційного матеріалу, а також одне з недоліки. Заглушка й оболонка подаються у зваковзних регульованих ущільнень, необхідних для рювальну камеру через центральні отвори прийого ущільнення, що спростить конструкцію пристроєм подачі деталей, що зварюються, що ствострою й підвищить надійність його роботи й стабірює осьовий тиск оболонки на заглушку. При льність зварювального процесу. проходженні деталей, що зварюються, через ряд Виконання струмопідводу у вигляді стакана отворів, виконаних у різних деталях, можливі задозволить розмістити всередині нього цангу осночеплення заглушки за стики отворів, що приводить вного затискача з регульованим ущільненням, що, до зіткнення оболонки й заглушки та механічному у свою чергу, дозволить одночасно затискати обопошкодженню їхніх торців. На торцях утворяться лонку й герметизувати зварювальну камеру та забоїни й вм'ятини, що погіршують рівномірність виключити із складу пристрою механізм герметирозподілу зварювального струму по площі контакзації зварювальної камери з боку труби з його ту деталей, що зварюються, і первісний розігрів приводом, що спростить конструкцію пристрою й контактуючих поверхонь у стику, що знижує стабіпідвищить надійність його роботи і якість зварного льність зварювального процесу і якість зварного з'єднання. з'єднання. До недоліку відноситься й досить велиВиконання в нероз'ємному корпусі між його чака кількість виконавчих механізмів і приводів, що стинами в площині рознімання зварювальної казабезпечують герметизацію зварювальної камери мери отвору, що сполучається з наскрізним канай процес зварювання, що ускладнює конструкцію лом корпуса дозволить одночасно з подачею пристрою й знижує надійність його роботи. оболонки в зону зварювання подавати заглушку В основу корисної моделі поставлене завданбезпосередньо у електрод-тримач, не ушкоджуючи ня - створити пристрій для герметизації трубчасторці деталей, що зварюються, що підвищить статих оболонок контактним стиковим зварюванням, більність зварювального процесу і якість зварного який у порівнянні із пристроєм, обраним як протоз'єднання. тип, дозволяв би підвищити стабільності зварюваПропонований пристрій пояснюється кресленльного процесу і якості зварювання, а також був би ням, на якому представлений поздовжній розріз 5 21333 6 схеми пристрою. переміщаються до струмопідводу 4. Упорний елеПристрій містить, жорстко закріплений на стамент 12 контактує із цангою 7 основного затискача нині 1, нероз'ємний корпус 2, у якому виконаний й переміщає її уздовж осі отвору стр умопідводу 4, наскрізний канал 3. В одній частині каналу 3 розу результаті чого, відбувається фіксація трубчастої ташований струмопідвід 4, поміщений в ізоляційну оболонки 8. При цьому одночасно відбувається й обойму 5 і прикріплений до корпуса 2 через ізолягерметизація зварювальної камери за рахунок тоційну прокладку 6. У центральному отворі струмого, що кільцевий виступ торця струмопідводу 4 підводу 4 розміщена цанга 7 основного затискача стискає регульоване кільцеве ущільнення 20, розтрубчасто ї оболонки 8 з регульованим ущільненташоване на торцевій поверхні упорного елемента ням 9. Цанга 7 має пружний елемент 10 повернен12, а менший торець цанги 7 стискає регульоване ня (наприклад, гвинтова пружина) і стопорне кількільцеве ущільнення 9, що охоплює трубчасту це 11. В іншій частині каналу 3 розташовано оболонку 8. Між торцем оболонки 8 і торцем заупорний елемент 12 цанги 7 основного затискача, глушки 18 залишається зазор певної величини, з'єднаний через ізоляційну прокладку 13 з тягою необхідний для вакуумування й наступного запов14 і силовим приводом 15. У коаксіальному отворі нення оболонки інертним газом. Потім включаєтьтяги 14 розміщений шток 16 зі змінним електрося додатковий затискач 24 і остаточно фіксує ободом-тримачем 17 заглушки 18, пов'язаний із прилонку 8, не допускаючи її осьового зсуву в водом 19 зварювального тиску. На торцевій поверезультаті впливу зварювального тиску. рхні упорного елемента 12, оберненої до Після цього за допомогою вакуумного насоса струмопідводу 4, розташовано регульоване ущіль25 виробляється відкачка зварювальної камери й нення 20, що ущільнює рознімну зварювальну катрубчасто ї оболонки 8 до необхідного залишковомеру, утворену цими деталями, у місці її розніманго тиску. Потім відкачка припиняється й у відкоченя, а між упорним елементом 12 і електродомний простір здійснюється напуск інертного газу від тримачем 17 розташоване ковзне регульоване джерела 26 до заданого тиску. Після витримки ущільнення 21. виробу протягом 2...3 секунд під тиском включаУ стінці нероз'ємного корпуса 2 між його часється привід 19 зварювального зусилля й торець тинами в площині рознімання зварювальної камезаглушки 18 приводиться в контакт із торцем обори виконано отвір 22, що сполучений із наскрізним лонки 8, включається джерело 27 і через оболонку каналом 3, через який заглушка 18 подається при8 і заглушк у 18 пропускається імпульс зварювальстроєм 23 подачі заглушки у електрод-тримач 17. ного струму, і відбувається їхнє нагрівання. Під Пристрій також містить додатковий затискач дією зварювального зусилля й нагрівання струмом 24 трубчастої оболонки, систему 25 вакуум ування заглушка 18 просувається в оболонку 8, у резульзварювальної камери, джерело 26 подачі інертнотаті чого відбувається зварювання металу й утвого газу й джерело 27 зварювального струму. рюється герметичне зварне з'єднання. Пристрій працює в такий спосіб. По закінченні зварювального процесу джерело У вихідному стані тяга 14 з упорним елемен27 відключається, а привід 19 зварювального зутом 12, а відповідно, і електрод-тримач 17 перебусилля перемикається на зворотний хід і повертає вають у крайньому правому положенні для можлишток 16 із власником-електродом-тримачем 17 у вості встановлення заглушки. Цанга 7 основного вихідне положення. Подача інертного газу припизатискача оболонки 8 під дією пружного елемента няється, а газ, що залишився в камері, випуска10, не контактує своєю конічною поверхнею з поється в систему вентиляції. Потім перемикається верхнею конуса струмопідводу 4, і перебуває в на зворотний хід привід 15, що розмикає зварюварозкритому положенні, утримувана в такому стані льну камеру й повертає упорний елемент 12 разом стопорним кільцем 11. Ущільнення 9 і 20 перебуіз електродом-тримачем 17 у вихідне положення, вають у не підгорнутому стані. Таким чином, звапри цьому цанга 7 основного затискача під дією рювальна камера знаходиться в розкритому полопружного елемента 10, також переміщається у женні, а пристрій - у готовності до проведення вихідне положення, звільняючи ущільнення 9 і циклу зварювання. трубчасту оболонку 8. Додатковий затискач 24 Трубчаста оболонка 8 через центральний перемикається на зворотний хід і вертається у отвір цанги 7 основного затискача подається рольвихідне положення, повністю звільняючи від загангом (на кресленні не показаний) у зварювальну хва та оболонку 8, Після цього готовий виріб вивакамеру на задану відстань. У цей же час за допонтажується зі зварювальної камери й починається могою пристрою 23 через отвір 22, виконане в коновий цикл зварювання. рпусі 2, у електрод-тримач 17 подається заглушка Таким чином, пропонований пристрій для гер18. Після подачі деталей, що зварюються, у зону метизації трубчастих оболонок контактним стикозварювання, включається привід 15 і упорний вим зварюванням підвищує стабільність зварюваелемент 12 разом із приводом 19 зварювального льного процесу і якість зварювання, а також є тиску, електродом-тримачем 17 і заглушкою 18, більш простим і надійним. 7 Комп’ютерна в ерстка Н. Лисенко 21333 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for hermetically sealing tubular shells by resistance butt welding
Назва патенту російськоюУстройство для герметизации трубчатых оболочек контактной стыковой сваркой
МПК / Мітки
МПК: G21C 21/00, B23K 11/04
Мітки: трубчастих, стиковим, оболонок, герметизації, пристрій, зварюванням, контактним
Код посилання
<a href="https://ua.patents.su/4-21333-pristrijj-dlya-germetizaci-trubchastikh-obolonok-kontaktnim-stikovim-zvaryuvannyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для герметизації трубчастих оболонок контактним стиковим зварюванням</a>
Пристрій воронцова для фізіотерапевтичного лікування місцевим контактним впливом негативним потенціалом високих значень
Номер патенту: 39502
Опубліковано: 15.06.2001
Автор: Воронцов Володимир Георгійович
МПК: A61N 1/18, A61N 1/20, A61N 1/04
Мітки: негативним, фізіотерапевтичного, пристрій, високих, лікування, місцевим, потенціалом, значень, впливом, контактним, воронцова
Формула / Реферат:
Пристрій для фізіотерапевтичного лікування місцевим контактним впливом негативним потенціалом високих значень, який містить високовольтне джерело постійного струму негативної полярності, до якого високовольтним проводом підключений голчастий електрод, який відрізняється тим, що голчастий електрод, який містить одну або N голок, виконаний у вигляді наконечника із діелектричним корпусом, який з'єднаний з джерелом постійного струму негативної...
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою
Номер патенту: 6154
Опубліковано: 15.04.2005
Автори: Бєлаш Микола Миколайович, Лаврентьєв Микола Олександрович
МПК: B23K 11/00
Мітки: установка, оболонки, контактного, заглушкою, трубчастої, зварювання, стикового
Формула / Реферат:
Установка для контактного стикового зварювання трубчастої оболонки із заглушкою, яка містить станину, змонтовані на ній пристрої подачі у зону зварювання деталей, що зварюються, корпуси-напрямні з каналами в кожному з них, виконаними співвісно, в одному з яких розташований основний затискач для трубчастої оболонки, який містить цангу, а в іншому - затискач електрода-тримача заглушки, виконаний у вигляді повзуна і зв'язаний із приводом...
Спосіб зварювання трубчастих деталей та пристрій для його реалізації
Номер патенту: 63795
Опубліковано: 15.01.2004
Автори: Гутников Вадим Борисович, Авер'янов Павло Борисович, Козлов Ігор Костянтинович, Янковський Володимир Михайлович, Чубар Ала Георгієвна
МПК: B23K 31/00, B23K 37/04
Мітки: реалізації, спосіб, деталей, трубчастих, пристрій, зварювання
Формула / Реферат:
1. Спосіб зварювання трубчастих деталей, при якому зварюють трубу з кінцевою деталлю аргонодуговим зварюванням неплавким електродом, який відрізняється тим, що зварювання здійснюють етапами, спочатку - внутрішній шов, а потім - зовнішній з переплавленням металу на глибину до 75%, причому хімічний склад кінцевої деталі з середньовуглецевої сталі вибирають таким чином, щоб співвідношення вуглецевих еквівалентів металу труби і кінцевої деталі...
Пристрій для герметизації при випробуванні тиском фланцевих з`єднань високого тиску нафтогазопромислового обладнання
Номер патенту: 15906
Опубліковано: 17.07.2006
Автори: Римчук Данило Васильович, Ленкевич Юрій Євгенович, Добровольський Ігор Володимирович, Вайсберг Григорій Львович
МПК: E21B 33/00
Мітки: випробуванні, тиску, з'єднань, пристрій, високого, фланцевих, нафтогазопромислового, обладнання, тиском, герметизації
Формула / Реферат:
Пристрій для герметизації при випробовуванні тиском фланцевих з'єднань високого тиску нафтогазопромислового обладнання, що містить заглушку з каналом для подачі рідини, поршень, вузол фіксації випробувального виробу і заглушки одне до одного та ущільнення, який відрізняється тим, що вузол фіксації випробувального виробу і заглушки одне до одного виконаний у вигляді шпильок з гайками, поршень оснащений гвинтом, в поршні рівномірно по колу...
Гелікоїдна машина для згортання листа в трубу з безперервним зварюванням шва
Номер патенту: 13741
Опубліковано: 17.04.2006
Автори: Роганов Максим Львович, Корчак Олена Сергіївна, Роганов Лев Леонідович
МПК: B21B 17/00
Мітки: машина, шва, зварюванням, безперервним, листа, трубу, згортання, гелікоїдна
Формула / Реферат:
Гелікоїдна машина для згортання листа в трубу з безперервним зварюванням шва, що містить формуючий пристрій, пристрій для зварювання, пристрій для просування, систему напрямних та натискних роликів, яка відрізняється тим, що формуючий елемент виконано у вигляді гелікоїдної труби, в якій здійснюється формування та одночасне калібрування заготовки, а пристрій для зварювання встановлено безпосередньо на формуючому елементі з можливістю...
Попередній патент: Промислова вибухова речовина грануліт
Наступний патент: Пристрій для гідравлічного видалення окалини із плоского прокату
Випадковий патент: Спосіб приймання поверхневих вод і пристрій для його виконання