Спосіб зварювання трубчастих деталей та пристрій для його реалізації
Номер патенту: 63795
Опубліковано: 15.01.2004
Автори: Гутников Вадим Борисович, Янковський Володимир Михайлович, Авер'янов Павло Борисович, Козлов Ігор Костянтинович, Чубар Ала Георгієвна
Формула / Реферат
1. Спосіб зварювання трубчастих деталей, при якому зварюють трубу з кінцевою деталлю аргонодуговим зварюванням неплавким електродом, який відрізняється тим, що зварювання здійснюють етапами, спочатку - внутрішній шов, а потім - зовнішній з переплавленням металу на глибину до 75%, причому хімічний склад кінцевої деталі з середньовуглецевої сталі вибирають таким чином, щоб співвідношення вуглецевих еквівалентів металу труби і кінцевої деталі знаходилось у межах 0,44 - 0,73 для труби з маловуглецевої нелегованої сталі та 0,31 - 0,98 для труби з маловуглецевої низьколегованої сталі.
2. Пристрій для зварювання трубчастих деталей, що містить обертач зварюваних деталей, пересувну каретку з закріпленою на кронштейні зовнішньою зварювальною головкою, встановлену з можливістю переміщування по напрямних, який відрізняється тим, що має додаткову внутрішню зварювальну головку, закріплену на кронштейні, причому кронштейни обох зварювальних головок паралельні між собою і розташовані один від одного на відстані, що обумовлена діаметром зварюваних деталей, а обертач зварюваних деталей виконаний у вигляді щонайменше двох пар опорних роликів.
3. Пристрій для зварювання трубчастих деталей за п.2, який відрізняється тим, що опорні ролики мають гумове покриття.
Текст
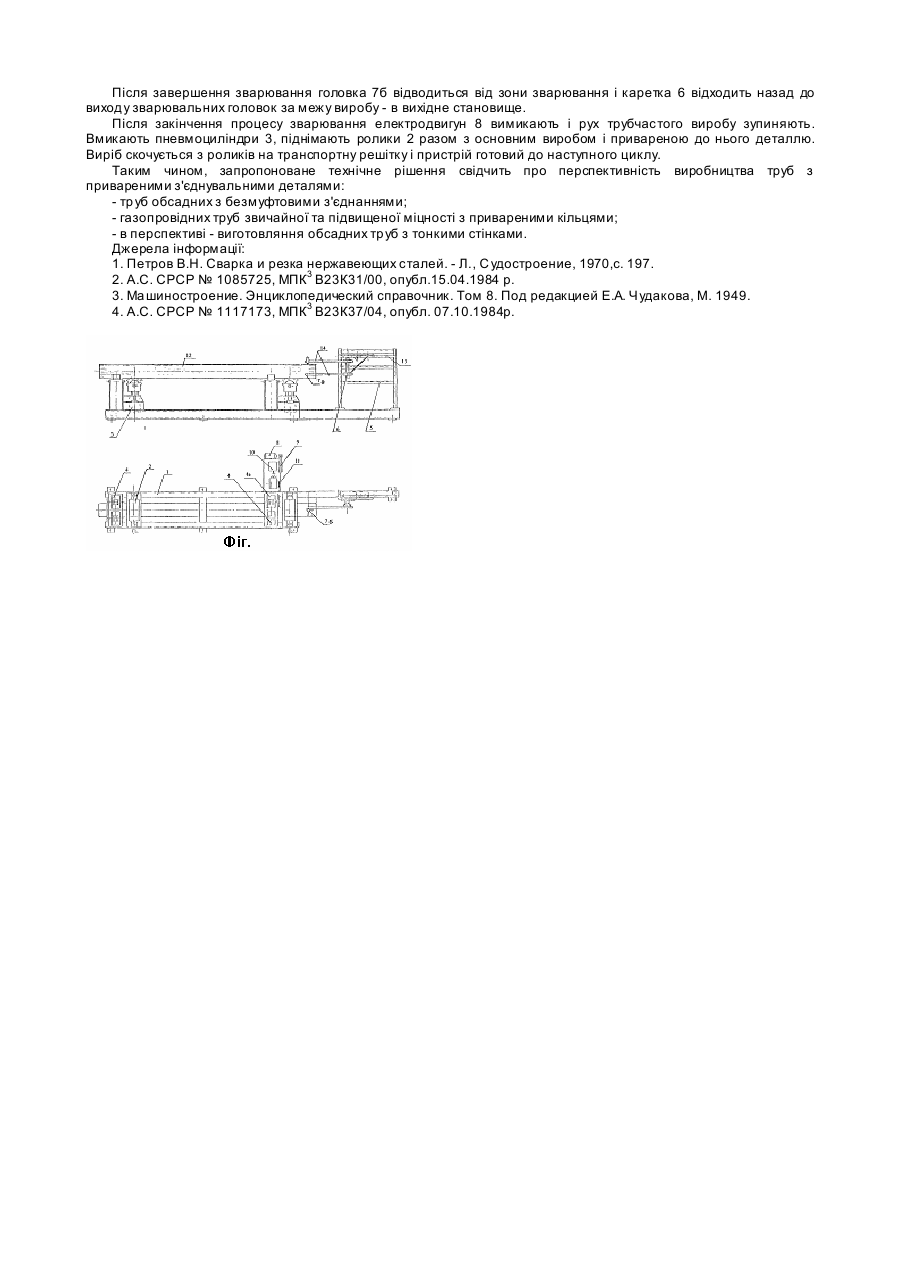
Винахід належить до галузі зварювального виробництва та може бути використано при зварюванні кругових швів, для приварювання з'єднувальних деталей у виробництві, наприклад, обсадних труб, а також у хімічній, енергетичній та інших галузях. Відомий спосіб зварювання труб теплообмінних апаратів, що передбачає зварювання труб між собою аргонно-дуговим зварюванням неплавким електродом [1]. Зварювання виконують без присадки та прихваток. Недоліком способу є нестабільна якість шва за рахунок нерівномірного сплавлення кромок, яка часто виникає, особливо у тонких труба х. Крім того, характер формування внутрішнього валика при зварюванні часто буває невисоким у деяких місцях шва, особливо на початку зварювання утворюються надмірні проплавлення. Вони викликають дефекти - крихкість, тріщини та кратери. Найближчим технічним рішенням до винаходу, що заявляється, і обраний в якості прототипу, є спосіб герметизації трубчастих виробів, який передбачає також зварювання труб аргонно-дуговим зварюванням неплавким електродом [2]. У відомому способі використовується обтиснення труб розрізним вкладишем-кристалізатором, а зварювання проводиться з торця труби. Недоліком способу є неможливість усунення тріщин та покращити міцність зварювального шва. Крім того, обмежується можливість його застосування, який використовується переважно для особливо тонких труб, та трудомісткість його використання для великих діаметрів виробів. В основу винаходу поставлено задачу удосконалення відомого способу шляхом уведення нової технологічної операції, що дозволить підвищити міцність шва, його твердість та поліпшити якість зварювання, зменшити трудомісткість робіт. Поставлена задача вирішується тим, що в способі зварювання трубчастих деталей, при якому зварюють трубу з кінцевою деталлю аргонно-дуговим зварюванням неплавким електродом, відповідно до винаходу зварювання здійснюють етапами, спочатку внутрішній шов, а потім зовнішній з переплавленням металу на глибину до 75%, причому, хімічний склад кінцевої деталі з середньовуглецевої сталі обирають таким чином, щоб співвідношення вуглецеви х еквівалентів метала труби і кінцевої деталі знаходилось у межах 0,44 - 0,73 для тр уби з маловуглецевої нелегованої сталі, та 0,31 - 0,98 для тр уби з маловуглецевої низьколегованої сталі. Відмінністю запропонованого способу є етапне зварювання труб. Першим виконується внутрішній шов без посиленого валика, що забезпечує рівнопроходження каналу тр уби. При цьому метал переплавляється на глибину до 75%. Потім виконується зовнішній шов на ту ж глибину. Одночасно здійснюється пом'якшувана термообробка металу внутрішнього шва за рахунок збільшення інтенсивності теплового впливу дуги між електродом та виробом на зварювальний метал. При цьому, міцність звареного шва не менш ніж у самих деталей. Підвищення міцності у шві обсадних труб пов'язано з високою швидкістю нагрівання та охолодження при зварюванні, а також з малою величиною зварюваної вани. Внаслідок цього структурні перетворення навіть у маловуглецевої сталі схожі з процесом гартування. При цьому, короткочасність теплового впливу сприяє зменшенню дифузійних процесів. При охолодженні утворюється мартенсит з високим вмістом вуглецю. При зварюванні різнородних матеріалів, наприклад нафтогазових труб, (маловуглецева та нержавіюча сталь) різниця у температурі затвердіння цих металів 100°С, причому легкоплавкою є нержавіюча сталь, де формується шов. Відповідно до способу, більше підвищення твердості у зовнішньому шарі і у середині стінки, ніж у внутрішньому. Міцність у зварених шва х цих металів і у перехідній зоні підвищена, що і у обсадних труба х. При мінімальному співвідношенні вуглецевих еквівалентів для маловуглецевої нелегованої сталі - 0,44, а для маловуглецевої низьколегованої - 0,31, міцність металу труби при подальшому зменшенні цих показників буде нижче нормативної. При підвищенні співвідношення вуглецеви х еквівалентів за межу 0,73 для нелегованої сталі і 0,98 для низьколегованої значно знижується експлуатаційна надійність труб. Це обумовлено тим, що у зв'язку з максимальним вмістом хімічних елементів сталі зварюваних деталей, таких як вуглець, молібден, ванадій, нікель, мідь, під впливом короткочасного режиму зварювання у зовнішньому шарі шва та у зоні, яка межує з ним, місцями виникають структури невідпущеного мартенситу різної концентрації. Вуглецевий еквівалент визначається за формулою: Мп Cr, Mo , V, Ti, Nв Ni + Cu 15 C екв. = С% + + + + 6 5 15 B При розрахунку вуглецевого еквіваленту був прийнятий максимальний вміст таких хімічних елементів, як вуглець, молібден, ванадій, нікель та мідь. Приклад (по способу, що заявляється). За формулою був підрахований вуглецевий еквівалент Секв. для труби зі Сталі 20, у якій присутній максимальний вміст хімічних елементів. 0,24 0,65 0,5 C екв.тр . = + + + 0,5 = 0,428 6 5 15 Також був підраховуваний вуглецевий еквівалент для кінцевої деталі зі Сталі 45. 0,42 0,5 0,25 C екв. дет. = + + + 0,5 = 0,583 6 5 15 Співвідношення цих еквівалентів складає: Cекв.тр. 0,428 = = 0,73 Cекв.дет. 0,583 При підвищенні співвідношення еквівалентів у зовнішньому шві та пришовній зоні буде зростати кількість невідпущеного мартенситу. При значному перевищенні цього співвідношення при експлуатації труба руйнува тиметься. Відомі зварювальні установки з торцевим обертачем для наплавки нафтобурильних труб [3]. Ширина наплавки до 350 мм. Наплавка здійснюється двома головками одночасно на обох кінцях труби. Під час зварювання головки стоять нерухомо, а труба обертається з необхідною швидкістю. Обробка таких труб здійснюється за схемою: - нарізання різьби на кінцях труб на спеціальних тр убонарізних станках; - виготовлення муфт; - оцинкування муфт; силове нагвинчування муфт на труби. Найбільш близьким до запропонованого рішення є пристрій для зварювання [4] і обраний за прототип. Пристрій містить основу з рольгангом для подачі труб, центруючий обертач труб, каретку зі зварювальною головкою, що встановлена з можливістю переміщування по напрямних. В каретці розташований пружний елемент механізму гальмування, який обладнаний гальмівними колодками. Описаний пристрій в порівнянні з першим аналогом має більш високу продуктивність зварювання. Міцність шва забезпечується валиком, але метал в місці зварювання непластичний і крихкий, що пояснюється властивостями не відпущеного мартенситу. Для усунення цього недоліку необхідна додаткова термообробка шва. Ця операція потребує додаткового часу і коштів. Крім цього, наявність зміцнюючого валика не дає можливості використання таких труб на бурови х установках. Задачею запропонованого винаходу є створення простого за конструкцією та недорогого пристрою для зварювання трубчасти х деталей, що дає можливість виробляти труби нафтового сортамента високої якості. Поставлена задача вирішується тим, що пристрій для зварювання трубчастих деталей, який містить обертач зварюваних деталей, пересувну каретку з закріпленою на кронштейні зовнішньою зварювальною головкою і встановлену з можливістю переміщування по напрямних, відповідно до винаходу, має додаткову внутрішню головку, закріплену на кронштейні, причому кронштейни обох зварювальних головок паралельні між собою і розташовані один від одного на відстані, що обумовлена діаметром зварюваних деталей, а обертач зварюваних деталей виконаний у вигляді, щонайменше, двох пар опорних роликів. Крім цього, опорні ролики мають гумове покриття. Застосування двох зварювальних головок - для зварювання внутрішнього і зовнішнього швів - дає можливість отримати шов без грата. При цьому, зникає необхідність механічної оборобки шва і його обов'язкової термообробки. Процес термообробки замінює операція зварювання шва спочатку внутрішнього, а потім зовнішнього. Гумове покриття опорних роликів унеможливлює прослизування зварюваних деталей. Пристрій для зварювання трубчасти х деталей дозволяє виготовляти обсадні труби, використовуючи безшовні і зварювані труби, до кінців яких приварюють різьбові з'єднувальні деталі. З'єднування труб - безмуфтове з трапецоїдною різьбою з крупним кроком та підвищеною конусністю, з упором у торець труби при загвинчуваності. Подібна конструкція зменшує в два рази кількість різьбових з'єднань в колоні і відповідно підвищує її герметичність, покращує загвинчуваність труб на буровій, виключає можливість перекосу, скорочує час з'єднання. Але головним є те, що немає необхідності застосовування високовитратного трубонарізного і муфтонарізного обладнання. При цьому, з'єднувальні деталі будь-якої конструкції і з різними типами різьби можуть виготовлятись на звичайних токарних станках з ЧПУ (числовим програмним управлінням). Слід зазначити, що запропонований пристрій дає можливість організувати виробництво обсадних труб всього сортамента, включаючи навіть труби діаметром 426 мм, 508 мм, 630 мм, 720 мм і т.д., які не випускаються вітчизняними заводами. Особливо слід підкреслити, що даний винахід можна використовувати для виготовлення труб з привареними кільцями підвищеної корозійної стійкості для нанесення внутрішнього і зовнішнього захисного покриття, що використовується при спорудженні магістральних газопроводів, нафтопроводів, технологічних та промислових трубопроводів для транспортування нафтопродуктів, в тому числі корозійноактивних і мінералізованих пластових вод. Пристрій зварювання трубчастих деталей представлено на фіг. Пристрій установлений на звареній рамі 1, яка містить два піднімальних ролика 2 з приводом від пневмоциліндрів 3, дві пари опорних погумованих ролика 4 та 4а, один з яких приводний, стояк 5 з кареткою 6 для переміщення і орієнтації зварювальних головок 7а та 7б. Привід опорного ролика 4а здійснюється від електродвигуна 8 через клинопасову передачу 9 двох черв'ячних редукторів 10, які з'єднані муфтою та ланцюгою передачею 11. На стояку 5 закріплена направляюча 13, по якій переміщується трьохколісна каретка 6. На каретці 6 установлені два кронштейна 14, до яких закріплюється зварювальні головки 7а і 7b. Верхній кронштейн використовується при зварюванні зовнішнього кругового шва, нижній - при внутрішньому. У пристрої передбачено регулювання кронштейнів по висоті та вздовж осі трубчастих виробів. Підйомні ролики 2 встановлені у підшипникових опорах та можуть обертатися від ручного приводу. Спосіб зварювання трубчастих деталей реалізується наступним чином. Трубчастий виріб 12 установлюються на попередньо підняті ролики 2, та шляхом обертання вручну одного з роликів, підводиться до місця зварювання. Вмикають пневмоциліндри 3 на зворотній рух і вони опускають ролики 2 разом з трубчастим виробом на опорні ролики 4. Каретку 6 зі зварювальними головками підводять на місце зварювання. При необхідності настроюють положення зварювальної головки за допомогою коректуючого механізму (на кресленні не показано), який установлено на каретці 6. Підготовку виробу до зварювання закінчено і оператор вмикає електродвигун 8, який через клинопасову передачу 9, черв'ячні редуктори 10, ланцюгову передачу 11 обертає ролик 4а, який через свою погумовану поверхню обертає трубчастий виріб. Вмикається подача струму від джерела живлення зварювальної дуги на одну зі зварювальних головок 7 та починається процес зварювання. Спочатку зварюється аргонно-дуговим способом внутрішній шов. Процес здійснюється неплавким електродом на глибину до 75%. Після повороту виробу на 360°, тобто по закінченню зварювання внутрішнього шва, зварювальна головка 7а відводиться по вертикалі від шва, стр ум від джерела живлення переключається на другу зварювальну головку 7б, положення її коректується і здійснюється зварювання зовнішнього шва також на таку ж глибину. Після завершення зварювання головка 7б відводиться від зони зварювання і каретка 6 відходить назад до виходу зварювальних головок за межу виробу - в вихідне становище. Після закінчення процесу зварювання електродвигун 8 вимикають і рух трубчастого виробу зупиняють. Вмикають пневмоциліндри 3, піднімають ролики 2 разом з основним виробом і привареною до нього деталлю. Виріб скочується з роликів на транспортну решітку і пристрій готовий до наступного циклу. Таким чином, запропоноване технічне рішення свідчить про перспективність виробництва труб з привареними з'єднувальними деталями: - тр уб обсадних з безмуфтовими з'єднаннями; - газопровідних труб звичайної та підвищеної міцності з привареними кільцями; - в перспективі - виготовляння обсадних труб з тонкими стінками. Джерела інформації: 1. Петров В.Н. Сварка и резка нержавеющих сталей. - Л., С удостроение, 1970,с. 197. 2. А.С. СРСР № 1085725, МПК3 В23К31/00, опубл.15.04.1984 р. 3. Ма шиностроение. Энциклопедический справочник. Том 8. Под редакцией Е.А. Чудакова, М. 1949. 4. А.С. СРСР № 1117173, МПК3 В23К37/04, опубл. 07.10.1984р.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for welding the tubular parts
Автори англійськоюYankovskyi Volodymyr Mykhailovych
Назва патенту російськоюСпособ сварки трубчатых деталей и устройство для его реализации
Автори російськоюЯнковский Владимир Михайлович
МПК / Мітки
МПК: B23K 31/00, B23K 37/04
Мітки: реалізації, спосіб, деталей, трубчастих, зварювання, пристрій
Код посилання
<a href="https://ua.patents.su/3-63795-sposib-zvaryuvannya-trubchastikh-detalejj-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання трубчастих деталей та пристрій для його реалізації</a>
Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Номер патенту: 50430
Опубліковано: 15.10.2002
Автори: Рижов Роман Миколайович, Малишев Олександр Віталійович, Тітов Артем Олександрович
МПК: B23K 9/08
Мітки: комбінованих, електродом, спосіб, зварювання, магнітних, керуючих, зовнішніх, полів, використанням, реалізації, неплавким, пристрій, дугового
Формула / Реферат:
1. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів, що включає створення в зоні зварювання аксіальних та радіальних магнітних полів, які взаємодіють зі струмом в розплаві зварювальної ванни, який відрізняється тим, що час зварювання шва розділяють на періоди, які чергуються, протягом одного із них за допомогою електромагнітної системи, в зоні зварювання створюють реверсивне...
Спосіб зварювання труб через м’який прошарок
Номер патенту: 37965
Опубліковано: 15.05.2001
Автори: Крижанівський Євстахій Іванович, Данилюк Ярослав Михайлович
МПК: B23K 20/12
Мітки: м'який, зварювання, прошарок, спосіб, труб
Текст:
...площі контакту у зоні зварного шва та ефекту самоцентрування, а його збільшення призводить до витискування надлишкового грату на внутрішній та зовнішній поверхнях шва, чим утр уднює його знаття. На фіг. 1 представлена реалізація способу зварювання труб через м'який прошарок. Замкова деталь 4 та тіло тр уби 2 співвісно встановлюють між собою і нерухомо закріплюють у призмах гідропатронів 1 та 3 з можливістю їх з устрічного осьового...
Спосіб шовного контактного зварювання
Номер патенту: 37582
Опубліковано: 15.05.2001
Автор: Калюжний Валерій Вілінович
МПК: B23K 11/08, B23K 11/06
Мітки: зварювання, шовного, спосіб, контактного
Формула / Реферат:
(21) 2000010069(54) (57)Дата прийняттярішення31 січня 2001 р. Спосіб шовного контактного зварювання, при якому відбувається утворення безперервного герметичного з'єднання шляхом проставляння послідовного ряду перекриваючих одна одну точок за допомогою дискових роликів, що обертаються, через які передається зусилля стискування деталей, їх пересування та підведення до деталей електроструму, який...
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Номер патенту: 51662
Опубліковано: 16.12.2002
Автори: Шинлов Михайло Євгенович, Письменний Олексій Олександрович, Дубко Андрій Григорович, Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович
Мітки: металевих, деталей, нанесення, конструкцій, паяння, зварювання-паяння, спосіб, припою
Формула / Реферат:
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає у тому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної...
Спосіб очищення відхідних газів котельних від оксиду вуглецю та пристрій для його реалізації
Номер патенту: 62855
Опубліковано: 15.12.2003
Автор: Кузнєцов Сергій Іванович
МПК: C10K 1/00, B01D 47/00
Мітки: котельних, відхідних, оксиду, газів, очищення, реалізації, вуглецю, спосіб, пристрій
Формула / Реферат:
1. Спосіб очищення відхідних газів котельних від оксиду вуглецю шляхом доокислення СО до СО2, який відрізняється тим, що у способі застосовують суміш оксидів цинку, міді та хрому як каталітичні активні речовини, алюмінієву пудру як активатор і цемент як носій у співвідношенні вказаних компонентів 1:2,5:2,75 з додаванням аміачної води для утворення спіненої пастоподібної маси, після чого ще незатверділу суміш за допомогою плунжера наносять на...
Попередній патент: Пристрій для визначення резонансної частоти елементів конструкції
Наступний патент: Начіпна відцентрова однодискова машина для розсіювання мінеральних добрив
Випадковий патент: Муфта торовця а.г. - буркова д.в.