Електрогазова ковпакова піч
Номер патенту: 22259
Опубліковано: 03.02.1998
Автори: Усенко Юрій Іванович, Тарасов В'ячеслав Кирилович, Іванов Віктор Ілліч, Грицай Володимир Петрович, Воробйова Олена Миколаївна, Пульпинський Володимир Борисович

Формула / Реферат
Электрогазовая колпаковая печь, содержащая металлический футерованный нагревательный колпак, оборудованный горелочными устройствами и эжектором, жаропрочный муфель с центральным глухим каналом, в полости которого размещен центральный электронагреватель сопротивления, закрепленный через подвеску к своду колпака, стенд с циркуляционным вентилятором и направляющим аппаратом, уплотнительный узел в виде кольцевого ножа и желоба с уплотнительным материалом, отличающаяся тем, что центральный электронагреватель сопротивления выполнен с переменной по его длине плотностью намотки витков ленточной спирали, увеличивающейся в направлении от свода колпака печи к нижнему основанию центрального глухого канала муфеля, причем количество витков ленточной спирали на различных участках подлине центрального электронагревателя сопротивления определяется выражением
где nі - количество витков ленточной спирали на расстоянии hl от верхнего рабочего торца центрального электронагревателя сопротивления;
а - толщина ленточной спирали центрального электронагревателя сопротивления, м;
D - диаметр центрального глухого канала муфеля, м;
d - диаметр центрального электронагревателя сопротивления, м;
b - ширина ленточной спирали центрального электронагревателя сопротивление, м;
D - минимально допустимая величина зазора между соседними витками ленточной спирали центрального электренагревателя сопротивления, м;
hi - расстояние от верхнего рабочего торца центрального электронагревателя сопротивления до і-того сечения, м;
Н - рабочая длина центрального электронагревателя сопротивления, м.
Текст
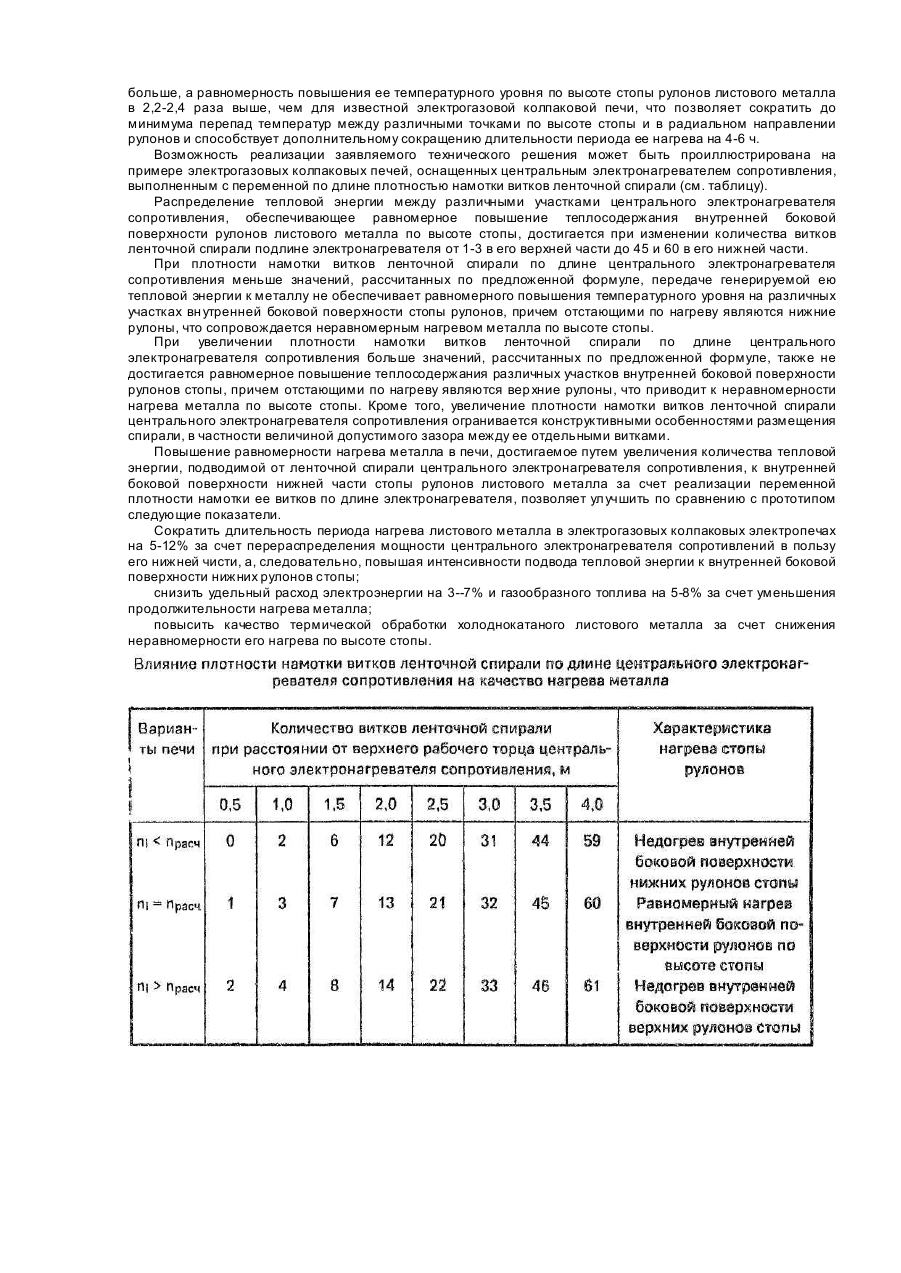
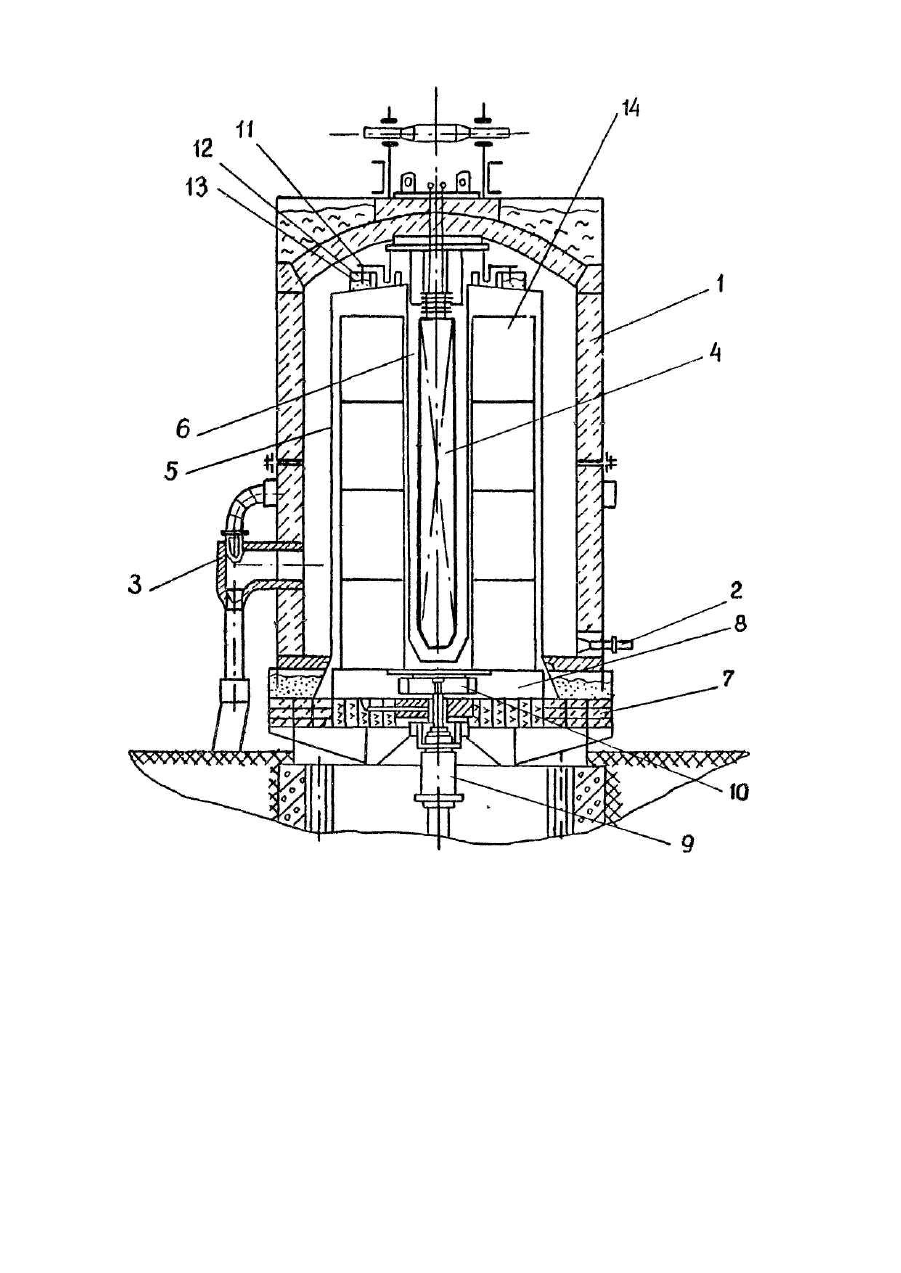
Изобретение относится к термическому технологическому оборудованию, а именно к колпаковым печам для безокислительного отжига холоднокатаной стали в рулонах, и может быть использовано в металлургической, машиностроительной и ряде других о траслей промышленности. Известна электрогазовая колпаковая печи, состоящая из металлического футерованного нагревательного колпака с горелочными устройствами и инжектором для отвода продуктов горения, защитного жаропрочного муфеля, стенда с циркуляционным вентилятором, приводимым в движение электродвигателем, и направляющим аппаратом, на котором жестко закреплен центральный электронагреватель сопротивления, расположенный в процессе нагрева и охлаждения металла во внутренней полости нижней части стопы рулонов [Авт. св. СССР № В15808, кл. F 27 В 11/00, 1976]. Признаки, совпадающие с существенными признаками заявляемого изобретения: металлический футерованный нагревательный колпак с горелочными устройствами, защитный жаропрочный муфель; стенд с циркуляционным вентилятором и направляющим аппаратом, центральный электронагреватель сопротивления, расположенный в процессе нагрева м охлаждения металла во внутренней полости стопы рулонов. При известном варианте размещения газовых и электрических источников тепловой энергии в колпаковой печи имеет место значительная неравномерность распределения температуры по высоте стопы и в ее радиальном направлении. Это вызвано, с одной стороны, максимальной интенсивностью передачи тепловой энергии излучением от центрального электронагревателя сопротивления к внутренней боковой поверхности нижней части стопы рулонов, а, с другой, максимальной интенсивностью передачи тепловой энергии конвекцией от потоков горячего защитного газа, циркулируемого в подмуфельном пространстве печи, к наружной боковой поверхности верхней части стопы рулонов, что приводит к смещению отстающей по нагреву точки рулонов в среднюю часть стопы и сопровождается низким качеством термической обработки металла в соответствующи х р улонах. Наиболее близкой к предлагаемому решению по технической сущности и достигаемому результату является электрогазовая колпаковая печь, содержащая металлический футерованный нагревательный колпак, оборудованный горелочными устройствами и эжектором для отвода продуктов горения, жаропрочный муфель с центральным глухим каналом, в полости которого размещен центральный электронагреватель сопротивления, закрепленный через подвеску к своду колпака, стенд с циркуляционным вентилятором и направляющим аппаратом, уплотнительный узел в виде кольцевого ножа и желоба с уплотнительным материалом [Авт. св. СССР № 1735690. кл, F 27 В 11/00, 1992]. Признаки, совпадающие с существенными признаками заявляемого изобретения: металлический футерованный нагревательный колпак, оборудованный горелочными устройствами и эжектором для отвода продуктов горения, жаропрочный муфель с центральным глухим каналом, в полости которого размещен центральный электронагреватель сопротивления, закрепленный через подвеску к своду колпака, стенд с циркуляционным вентилятором и направляющим аппаратом, уплотнительный узел в виде кольцевого ножа и желоба с уплотнительным материалом. Известная конструкция электрогазовой колпаковой печи также не позволяет обеспечить равномерный нагрев внутренней боковой поверхности рулонов по высоте стопы из-за значительного отстаивания температуры наружный поверхности нижней части центрального глухого канала муфеля от соответствующей температуры в его средней и верхней части, которое имеет место в печи при равномерном распределении установленной мощности центрального электронагревателя сопротивления по его длине, характеризуемого постоянной плотностью намотки витков ленточной спирали для различных его участков. Кроме того, сохранению значительного градиента температур .по высоте центрального глухого канала муфеля способствуют, с одной стороны, подстуживание основания нагревательного колпака при переносе его с одного стенда на другой, а, с др угой, размещение в начале процесса нагрева горячего нагревательного колпака на холодном стенде печи. Как следствие, отстающими при нагреве являются нижние рулоны стопы. Наличие указанной неравномерности сопровождается недогревом внутренней боковой поверхности соответствующи х р улонов стопы а, следовательно, ухудшением качества отжига листового металла, повышением расхода электроэнергии и газообразного топлива, снижением производительности печи. В основу изобретения поставлена задача усовершенствовать электрогазовую колпаковую печь путем изменения плотности намотки витков ленточной спирали подлине центрального электронагревателя сопротивления, что позволит перераспределить мощность по его различным участкам и за счет этого обеспечить равномерный нагрев внутренней боковой поверхности отдельных рулонов по высоте стопы листового металла и тем самым повысить производительность и экономичность печи Для решения поставленной задачи в электрогазовой колпаковой печи, содержащей металлический футерованный нагревальный колпак, оборудованный горелочными устройствами и эжектором, жаропрочный муфель с центральным глухим каналом, в полости которого размещен центральный электронагреватель сопротивления, закрепленный через подвеску к своду колпака, стенд с циркуляционным вентилятором и направляющим аппаратом, уплотнительный узел в виде кольцевого ножа и желоба с уплотнительным материалом, согласно изобретению центральный электронагреватель сопротивления выполнен с переменной по его длине плотностью намотки витков ленточной спирали, увеличивающейся в направлении от свода колпака к нижнему основанию центрального глухого канала муфеля, при этом количество витков ленточной спирали на различных участках длины центрального электронагревателя сопротивления определяется выражением где nі - количество витков ленточной спирали на расстоянии hi от верхнего рабочего торца центрального электронагревателя сопротивления; а - толщина ленточной спирали центрального электронагревателя сопротивления, м; D - диаметр центрального глухого канала муфеля, м; d - диаметр центрального электронагревателя сопротивления, м; b - ширина ленточной спирали центрального электронагревателя сопротивления, м; D - минимально допустимая величина зазора между соседними витками ленточной спирали центрального электронагревателя сопротивления, м; hi - расстояние от верхнего рабочего торца центрального электронагревателя сопротивления до его 1того сечения, м; Н - рабочая длина центрального электронагревателя сопротивления, м Выполнение центрального электронагревателя сопротивления с переменной по его длине плотностью намотки витков ленточной спирали позволяет осуществить перераспределение тепловой энергии, выделяемой на различных уровнях по высоте рабочего объема печи. Так, на участке центрального электронагревателя сопротивления, расположенном вблизи основания центрального глухого канала муфеля и характеризуемым максимальной плотностью намотки витков его ленточной спирали имеет место выделение наибольшего количества тепловой энергии, что приводит к существенному повышению температуры внутренней боковой поверхности рулонов для соответствующей части стопы. В то же время на вышележащих участках центрального электронагревателя сопротивления, характеризуемых уменьшающейся по их длине плотностью намотки витков ленточной спирали, происходит соответствующее понижение количества выделяемой тепловой энергии, сопровождаемое уменьшением температуры внутренней боковой поверхности рулонов в зоне его действия. Таким образом, наличие переменной по длине центрального электронагревателя сопротивления плотности намотки витков ленточной спирали позволяет добиться равномерного увеличения теплосодержания различных участков вн утренней поверхности рулонов по высоте стопы, способствующе го повышению производительности и экономичности печи. Заявляемое изобретение поясняется чертежом, на котором представлен продольный разрез электрогазовой колпаковой печи. Предлагаемая электрогазовая колпако-вая печь состоит из металлического футерованного нагревательного колпака 1 с горелочными устройствами 2 и эжектором 3 для отвода продуктов горения 1, центрального электронагревателя сопротивления 4, свободно закрепленного на своде колпака 1, жаропрочного муфеля 5 с центральным глухим каналом 6, в полости которого размещен электронагреватель сопротивления 4, стенда 7 с циркуляционным вентилятором 8, приводимым в движение электродвигателем 9, и направляющим аппаратом 10 уплотнительного узла в виде кольцевого ножа 11 и желоба 12 с уплотнительным материалом 13. Центральный электронагреватель сопротивления 4 выполнен с переменной по его длине плотностью намотки витков ленточной спирали, количество которых увеличивается в направлении от свода колпака печи к нижнему основанию центрального глухого канала муфеля 5. Предлагаемая электрогазовая колпако-вая печь работает следующим образом. На стенде 7 устанавливают подлежащую отжигу стопу рулонов 14 и накрывают жаропрочным муфелем 5. Осуществляют холодную продувк у подмуфельного пространства защитным газом, что обеспечивает безокислительную атмосферу при отжиге металла. Включают циркуляционный вентилятор 8 и на стенд 7 устанавливают нагревательный колпак 1. В эжектор 3 подают под давлением воздух и отсасывающий тр убе создает разрежение, Разжигают горелочные устройства 2 на нагревательном колпаке 1 и включают в сеть центральный электронагреватель сопротивления 4. Топливо сжигается в горелочных устройствах 2 с образованием продуктов горения, обеспечивающих равномерное омывание и нагрев наружной боковой поверхности жаропрочного муфеля 5. От внутренней боковой поверхности муфеля 5 тепловая энергия излучением равномерно передается различным участкам наружной боковой поверхности стопы рулонов листового металла. Одновременно тепловая энергия, генерируемая ленточной спиралью центрального электронагревателя сопротивления 4, благодаря ее равномерному перераспределению по высоте рабочего объема печи, достигаемому путем выполнения ленточной спирали с переменной плотностью витков на различных участках центрального электронагревателя сопротивления по его длине, которая изменяется от минимальных значений для зон, прилегающих к своду нагревательного колпака, до максимальных значений для зон, расположенных вблизи основания центрального глухого канала муфеля, обеспечивает равномерное повышение теплосодержания наружной боковой поверхности центрального глухого канала муфеля, а, следовательно, и внутренней боковой поверхности стопы рулонов нагреваемого листового металла. Увеличение плотности намотки витков ленточной спирали по длине центрального электронагревателя сопротивления в направлении к нижнему основанию центрального глухого канала муфеля способствует соответствующему повышению интенсивности подвода тепловой энергии к отстающей при нагреве нижней части боковой поверхности стопы и тем самым позволяет обеспечить равномерное нарастание температурного уровня на внутренней боковой поверхности рулонов листового металла по высоте стопы, а, следовательно, и наиболее равномерный ее нагрев на протяжении всего периода термической обработки в печи. Как показали результаты испытания на электротепловой модели заявляемой электрогазовой колпаковой печи, реализуемой на электроинтеграторе "ЭИ-12" и ЭВМ "ЕС-1045" (акт испытаний прилагается) интенсивность нагрева внутренней боковой поверхности нижних рулонов листового металла в 1,2-1.4 раза больше, а равномерность повышения ее температурного уровня по высоте стопы рулонов листового металла в 2,2-2,4 раза выше, чем для известной электрогазовой колпаковой печи, что позволяет сократить до минимума перепад температур между различными точками по высоте стопы и в радиальном направлении рулонов и способствует дополнительному сокращению длительности периода ее нагрева на 4-6 ч. Возможность реализации заявляемого технического решения может быть проиллюстрирована на примере электрогазовых колпаковых печей, оснащенных центральным электронагревателем сопротивления, выполненным с переменной по длине плотностью намотки витков ленточной спирали (см. таблицу). Распределение тепловой энергии между различными участками центрального электронагревателя сопротивления, обеспечивающее равномерное повышение теплосодержания внутренней боковой поверхности рулонов листового металла по высоте стопы, достигается при изменении количества витков ленточной спирали подлине электронагревателя от 1-3 в его верхней части до 45 и 60 в его нижней части. При плотности намотки витков ленточной спирали по длине центрального электронагревателя сопротивления меньше значений, рассчитанных по предложенной формуле, передаче генерируемой ею тепловой энергии к металлу не обеспечивает равномерного повышения температурного уровня на различных участках вн утренней боковой поверхности стопы рулонов, причем отстающими по нагреву являются нижние рулоны, что сопровождается неравномерным нагревом металла по высоте стопы. При увеличении плотности намотки витков ленточной спирали по длине центрального электронагревателя сопротивления больше значений, рассчитанных по предложенной формуле, также не достигается равномерное повышение теплосодержания различных участков внутренней боковой поверхности рулонов стопы, причем отстающими по нагреву являются вер хние рулоны, что приводит к неравномерности нагрева металла по высоте стопы. Кроме того, увеличение плотности намотки витков ленточной спирали центрального электронагревателя сопротивления огранивается конструктивными особенностями размещения спирали, в частности величиной допустимого зазора между ее отдельными витками. Повышение равномерности нагрева металла в печи, достигаемое путем увеличения количества тепловой энергии, подводимой от ленточной спирали центрального электронагревателя сопротивления, к внутренней боковой поверхности нижней части стопы рулонов листового металла за счет реализации переменной плотности намотки ее витков по длине электронагревателя, позволяет улучшить по сравнению с прототипом следующие показатели. Cократить длительность периода нагрева листового металла в электрогазовых колпаковых электропечах на 5-12% за счет перераспределения мощности центрального электронагревателя сопротивлений в пользу его нижней чисти, а, следовательно, повышая интенсивности подвода тепловой энергии к внутренней боковой поверхности нижних рулонов стопы; снизить удельный расход электроэнергии на 3--7% и газообразного топлива на 5-8% за счет уменьшения продолжительности нагрева металла; повысить качество термической обработки холоднокатаного листового металла за счет снижения неравномерности его нагрева по высоте стопы.
ДивитисяДодаткова інформація
Автори англійськоюIvanov Viktor Illich, Usenko Yurii Ivanovych, Hrytsai Volodymyr Petrovych, Tarasov Viacheslav Kyrylovych, Vorobiova Olena Mykolaivna
Автори російськоюИванов Виктор Ильич, Усенко Юрий Иванович, Грицай Владимир Петрович, Тарасов Вячеслав Кириллович, Воробьева Елена Николаевна
МПК / Мітки
МПК: F27B 11/00
Мітки: електрогазова, піч, ковпакова
Код посилання
<a href="https://ua.patents.su/4-22259-elektrogazova-kovpakova-pich.html" target="_blank" rel="follow" title="База патентів України">Електрогазова ковпакова піч</a>
Ковпакова електропіч
Номер патенту: 20908
Опубліковано: 07.10.1997
Автори: Іванов Віктор Ілліч, Грицай Володимир Петрович, Тарасов В'ячеслав Кирилович, Лукошніков Ігор Євгенович, Воробйова Олена Миколаївна, Усенко Юрій Іванович
МПК: F27B 11/00
Мітки: електропіч, ковпакова
Формула / Реферат:
Колпаковая электропечь для термической обработки металла, содержащая теплоизолированный нагревательный колпак с электронагревательными элементами сопротивления, выполненными в виде кольцевых поясов из ленточных или проволочных зигзагов и размещенными на внутренней боковой поверхности его кладки, жароупорный газоплотный муфель, стенд с циркуляционным вентилятором, приводимым в движение электродвигателем, и направляющим аппаратом, отличающаяся...
Ковпакова електропіч
Номер патенту: 15311
Опубліковано: 30.06.1997
Автори: Кулібанов Вячеслав Іванович, Назар Петро Іванович, Іванов Віктор Ілліч, Воробйова Олена Миколаївна, Грицай Володимир Петрович, Усенко Юрій Іванович
МПК: F27B 11/00
Мітки: ковпакова, електропіч
Формула / Реферат:
Колпаковая электропечь, содержащая стенд с циркуляционным вентилятором и направляющим аппаратом, жароупорный газоплотный муфель, теплоизолирований нагревательный колпак с размещенными на его внутренней боковой поверхности электронагревательными элементами сопротивления в виде отдельных кольцевых поясов из ленточных или проволочных зигзагов, объединенных по высоте колпака в электрические зоны по три пояса в каждой зоне, отличающаяся тем, что...
Hапрямний апарат одhостопhої ковпакової печі
Номер патенту: 13977
Опубліковано: 25.04.1997
Автори: Налча Георгій Іванович, Трегубов Віктор Вікторович, Бойко Володимир Семенович
МПК: C21D 9/54
Мітки: апарат, hапрямний, ковпакової, одhостопhої, печі
Формула / Реферат:
1. Направляющий аппарат одностопной колпаковой печи, содержащий цилиндрический корпус с днищем, размещенные в корпусе опорные элементы с образованием циркуляционных каналов между ними, а также кольцевой диск, установленный на опорных элементах с образованием внутренней ступенчатой цилиндрической и внешней кольцевой полостей, отличающийся тем, что каждый циркуляционный канал снабжен продольной разделительной перегородкой, соединенной с...
Підшипник ковзання
Номер патенту: 13029
Опубліковано: 28.02.1997
Автори: Копак Мирослав Петрович, Копак Надія Петрівна
МПК: F16C 33/26
Формула / Реферат:
Подшипник скольжения, содержащий корпус в виде цилиндрической спиральной пружины с плотно закрепленными по торцу витками с внутренней рабочей и наружной опорной поверхностями, отличающийся тем, что он снабжен проволокой в виде цилиндрической спирали, спиральная пружина выполнена с поперечным сечением в виде трапеции, большее основание которой размещено со стороны рабочей поверхности, на торцах витков спиральной пружины выполнены радиальные...
Крильчатка циркуляційного вентилятора ковпакової печі
Номер патенту: 6848
Опубліковано: 31.03.1995
Автор: Трегубов Віктор Вікторович
МПК: F27B 11/00, C21D 1/62, C21D 9/00
Мітки: вентилятора, циркуляційного, ковпакової, крильчатка, печі
Формула / Реферат:
(57) Крыльчатка циркуляционного вентилятора колпаковой печи, содержащая ступицу, соединенный с ее верхним торцем диск, кольцевую обечайку, радиальные лопатки, соединенные со ступицей и диском, наклонные лопатки, установленные под углом 25-45° к диску и соединенные с ним и кольцевой обечайкой, входной кольцевой канал и выходной кольцевой канал, образованный кольцевой обечайкой и диском, отличающаяся тем, что она снабжена внутренней кольцевой...
Попередній патент: Спосіб прокатки слябів у чорновій групі безперервного широкоштабового стану
Наступний патент: Лікувальний препарат “теофедрин – нео”
Випадковий патент: Спосіб отримання дизельного біопалива з пальмової олії