Спосіб прокатки слябів у чорновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 03.02.1998
Автори: Клевцов Олег Михайлович, Остапенко Арнольд Леонтійович, Феофілактов Андрій Вікторович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Сацький Віталій Антонович, Ситий Володимир Іванович, Бейгельзімер Емануїл Юхимович, Будаква Сергій Анатолійович, Дишлевич Ігор Йосипович, Коваль Сергій Миколайович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Маншилін Олександр Гейнійович
Формула / Реферат
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных двухклетевых непрерывных подгрупп осуществляют управлением скоростью вращения валков второй клети этой подгруппы, а в каждой из четных двухклетевых непрерывных подгрупп - первой клети.
2. Способ по п. 1, отличающийся тем, что в последней двухклетевой непрерывной подгруппе скорости прокатки согласовывают управлением скоростью вращения валков обеих клетей.
Текст
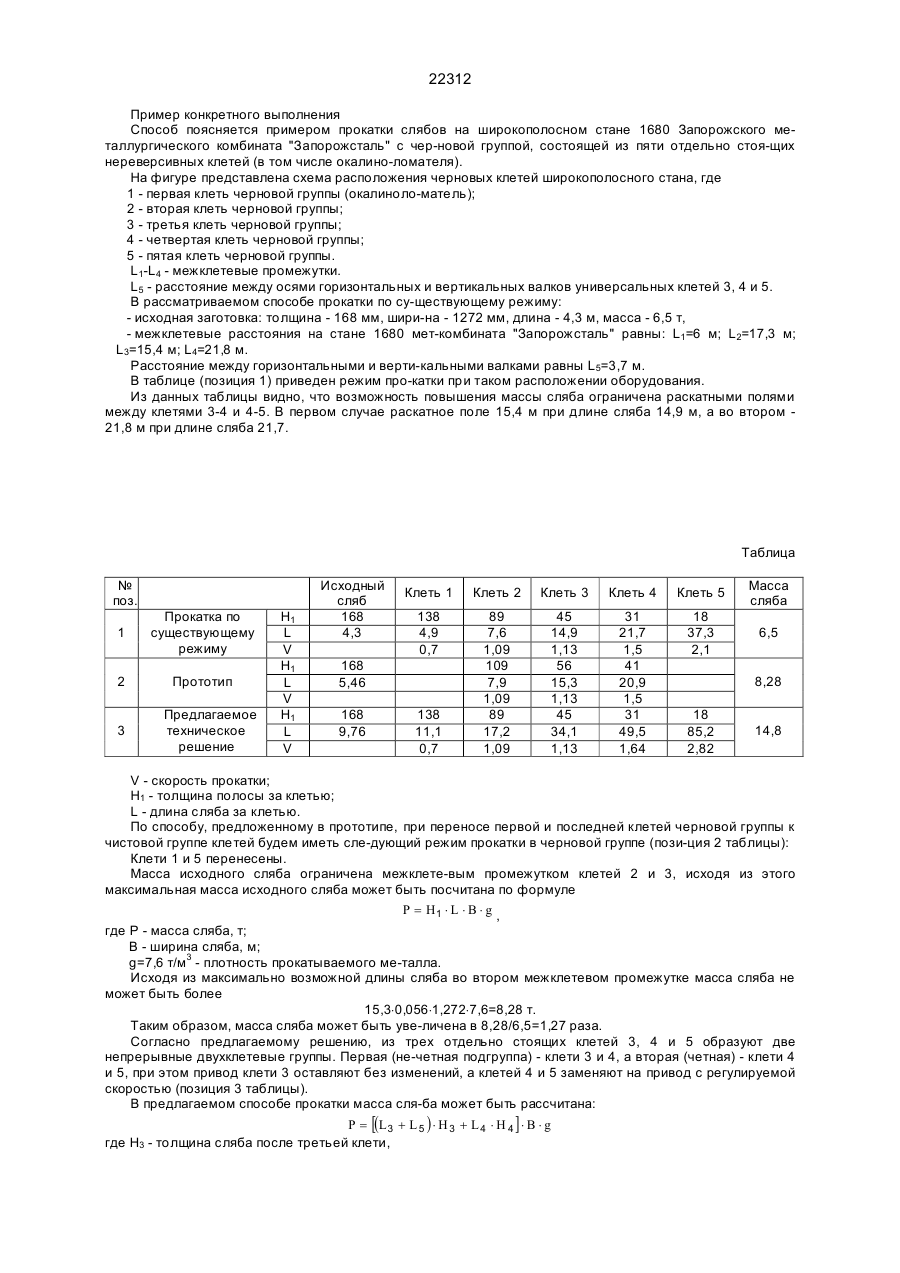
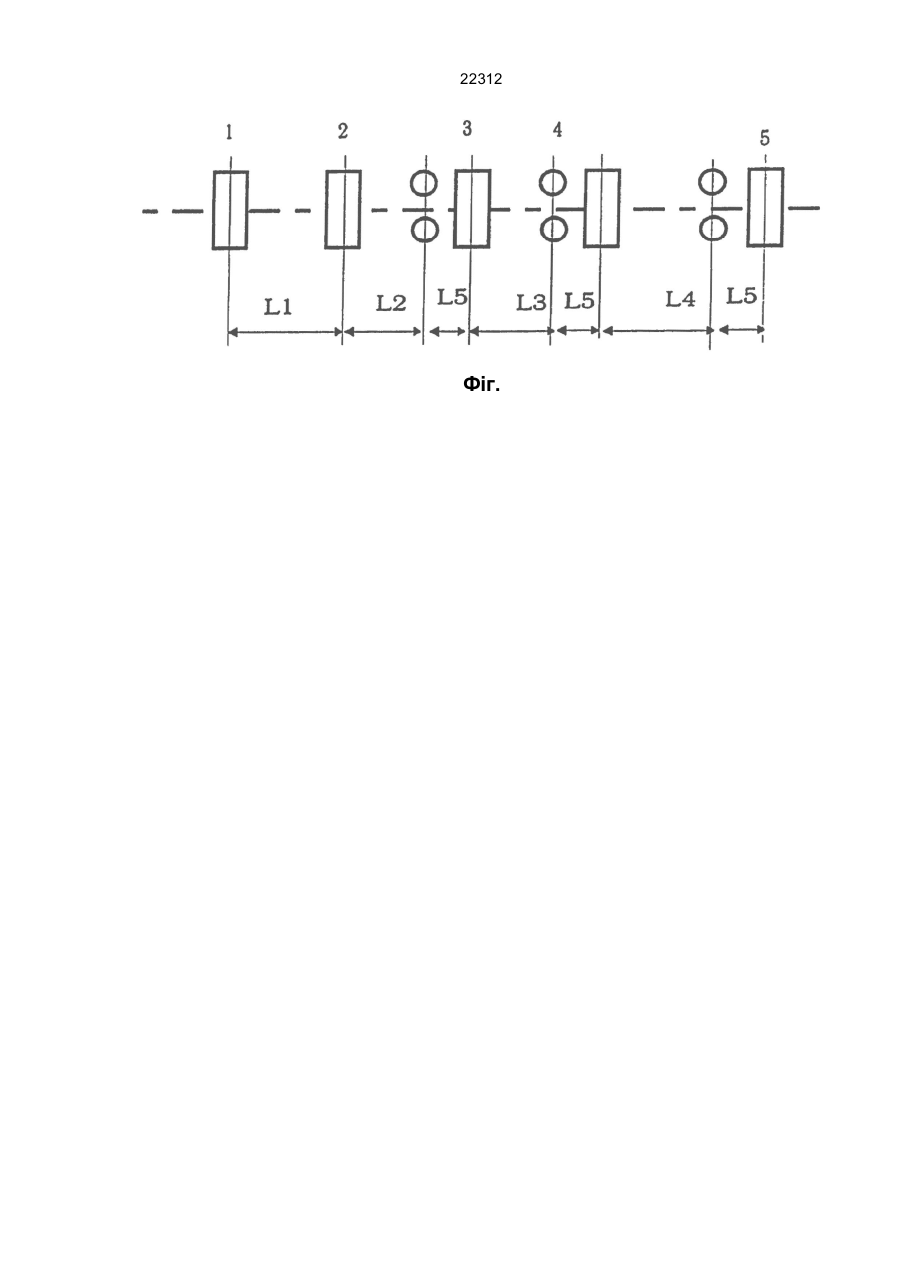
22312 Изобретение относится к прокатному произ-водству и может быть использовано при прокатке слябов в черновой группе непрерывного широко-полосного стана, преимущественно при его рекон-струкции. Известен способ прокатки (см.: Целиков А.И., Зюзин В.И. Современное развитие прокатных ста-нов. М.: Металлургия, 1972. – С. 110) слябов в черновой группе непрерывного широкополосного стана, при этом черновая группа состоит из ряда отдельно стоящих нереверсивных клетей, в том числе окалиноломателя. Прокатку ведут последо-вательно в каждой из клетей до получения задан-ного размера полосы на выходе из последней клети. Недостатком указанного способа является не-возможность увеличения массы исходного сляба, так как при таком способе прокатки длина раската на выходе из любой клети не может быть больше длины следующего за ней межклетевого проме-жутка. Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ прокатки слябов, реа-лизуемый в результате осуществления модерни-зации в черновой группе широкополосного стана (Патент США № 4444038, М. кл. В21В1/26, 1984), при котором для увеличения производительности стана за счет увеличения массы сляба вместо по-следних секций промежуточного рольганга, между черновой и чистовой группами клетей, устанавли-вают две клети черновой группы (первую и по-следнюю) в непосредственной близости от первой клети чистовой группы таким образом, чтобы из этих двух клетей и непрерывной чистовой группы стана образовалась единая непрерывная группа. Сляб прокатывают в отдельно стоящих клетях черновой группы, после чего раскат большей тол-щины подается к увеличенной на две клети не-прерывной чистовой группе. При реализации данного способа невозможно увеличение длины сляба больше величины, соответствующей относительному обжатию в первой клети стана (в обычных условиях не более 20-30%). Дальнейшее увеличение размеров слябов невозможно, так как длина прокатываемого сляба не поместится в межклетьевых промежутках чер-новой группы. Кроме того, при реализации данного способа необходимы большие капитальные затраты, свя-занные с переносом двух клетей черновой группы. В основу изобретения поставлена задача усо-вершенствования способа прокатки слябов в чер-новых клетях, преимущественно при его реконст-рукции таким образом чтобы значительно увели-чить размеры и массу исходного сляба без суще-ственных дополнительных капиталовложений. Сущность изобретения состоит в том, что в способе прокатки слябов в черновой группе не-прерывного широкополосного стана, включающем прокатку в нереверсивных клетях с горизонталь-ными валками, в том числе в окалиноломателе, согласно изобретению, дополнительно в первых двух клетях прокатку ведут в непрерывном режи-ме, а далее сляб прокатывают в образованных из оставшихся клетей двухклетевых непрерывных подгруппах, число которых на единицу меньше чи-сла оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных двухкле-тевых непрерывных подгрупп осуществляют упра-влением скоростью вращения валков второй клети подгруппы, а в каждой из четных двухклетевых не-прерывных подгрупп - первой клети, причем в по-следней двухклетевой непрерывной подгруппе скорости прокатки могут быть согласованы управ-лением скоростью вращения валков обеих клетей. Прокатку сляба повышенной массы начинают в первой клети (ее роль выполняет окалинолома-тель), а затем во второй клети. Длина сляба после первой клети не помещается на рольганге между первой и второй клетями, поэтому прокатку в пер-вых двух клетях ведут непрерывным способом, регулируя скорость прокатки в первой клети (ока-линоломателе). Прокатанный во второй клети сляб транспор-тируется к третьей клети, в которой обжимается по заданному режиму обжатий. Процесс непрерывной прокатки осуществляют сначала в первых двух клетях, а затем в остав-шихся. Распространение принципа непрерывной прокатки в двухклетевых подгруппах на вторую и первую клети потребует увеличения диапазона регулирования скорости при прокатке полос. Кро-ме того, технологический разрыв необходим для обеспечения возможности удаления дефектных слябов. После третьей клети сляб имеет длину, боль-шую длины межклетевого промежутка, что делает невозможным дальнейший процесс прокатки в том случае, если клети черновой группы стана оборудованы нерегулируемым приводом. Поэтому клеть № 4 оборудуют регулируемым приводом, что позволяет вести непрерывную про-катку в паре клетей 3 и 4, которые образуют пер-вую [нечетную] непрерывную подгруппу, при этом клеть 3 является первой клетью нечетной непре-рывной подгруппы, а клеть 4 является второй кле-тью этой подгруппы. Клети 4 и 5 составляют четную непрерывную подгруппу, в которой клеть 4 является первой кле-тью этой подгруппы, а клеть 5 - второй. Скорости прокатки в непрерывных подгруппах согласовывают исходя из условий отсутствия петлеобразования и утяжки полосы. Подобное регулирование осуществляется для всех последующих четных и нечетных непрерыв-ных подгрупп, количество которых зависит от ко-личества клетей в черновой группе стана. Две последние клети при любом количестве клетей в черновой группе широкополосного стана оснащают управляемым приводом, что обеспечит большую гибкость всего стана при различных нештатных ситуациях, а также при согласовании те-мпа прокатки в последних клетях черновой группы с работой последующих агрегатов в линии стан, например, ножницами для порезки переднего кон-ца полосы перед чистовой группой клетей. 22312 Пример конкретного выполнения Способ поясняется примером прокатки слябов на широкополосном стане 1680 Запорожского металлургического комбината "Запорожсталь" с чер-новой группой, состоящей из пяти отдельно стоя-щих нереверсивных клетей (в том числе окалино-ломателя). На фигуре представлена схема расположения черновых клетей широкополосного стана, где 1 - первая клеть черновой группы (окалиноло-матель); 2 - вторая клеть черновой группы; 3 - третья клеть черновой группы; 4 - четвертая клеть черновой группы; 5 - пятая клеть черновой группы. L1-L4 - межклетевые промежутки. L5 - расстояние между осями горизонтальных и вертикальных валков универсальных клетей 3, 4 и 5. В рассматриваемом способе прокатки по су-ществующему режиму: - исходная заготовка: толщина - 168 мм, шири-на - 1272 мм, длина - 4,3 м, масса - 6,5 т, - межклетевые расстояния на стане 1680 мет-комбината "Запорожсталь" равны: L1=6 м; L2=17,3 м; L3=15,4 м; L4=21,8 м. Расстояние между горизонтальными и верти-кальными валками равны L5=3,7 м. В таблице (позиция 1) приведен режим про-катки при таком расположении оборудования. Из данных таблицы видно, что возможность повышения массы сляба ограничена раскатными полями между клетями 3-4 и 4-5. В первом случае раскатное поле 15,4 м при длине сляба 14,9 м, а во втором 21,8 м при длине сляба 21,7. Таблица № поз. 1 Прокатка по существующему режиму 2 Прототип 3 Предлагаемое техническое решение H1 L V H1 L V H1 L V Исходный сляб 168 4,3 Клеть 1 Клеть 2 Клеть 3 Клеть 4 Клеть 5 Масса сляба 138 4,9 0,7 89 7,6 1,09 109 7,9 1,09 89 17,2 1,09 45 14,9 1,13 56 15,3 1,13 45 34,1 1,13 31 21,7 1,5 41 20,9 1,5 31 49,5 1,64 18 37,3 2,1 6,5 168 5,46 168 9,76 138 11,1 0,7 8,28 18 85,2 2,82 14,8 V - скорость прокатки; Н1 - толщина полосы за клетью; L - длина сляба за клетью. По способу, предложенному в прототипе, при переносе первой и последней клетей черновой группы к чистовой группе клетей будем иметь сле-дующий режим прокатки в черновой группе (пози-ция 2 таблицы): Клети 1 и 5 перенесены. Масса исходного сляба ограничена межклете-вым промежутком клетей 2 и 3, исходя из этого максимальная масса исходного сляба может быть посчитана по формуле P = H1 × L × B × g , где Р - масса сляба, т; В - ширина сляба, м; g=7,6 т/м3 - плотность прокатываемого ме-талла. Исходя из максимально возможной длины сляба во втором межклетевом промежутке масса сляба не может быть более 15,3×0,056×1,272×7,6=8,28 т. Таким образом, масса сляба может быть уве-личена в 8,28/6,5=1,27 раза. Согласно предлагаемому решению, из трех отдельно стоящих клетей 3, 4 и 5 образуют две непрерывные двухклетевые группы. Первая (не-четная подгруппа) - клети 3 и 4, а вторая (четная) - клети 4 и 5, при этом привод клети 3 оставляют без изменений, а клетей 4 и 5 заменяют на привод с регулируемой скоростью (позиция 3 таблицы). В предлагаемом способе прокатки масса сля-ба может быть рассчитана: P = [(L 3 + L 5 ) × H 3 + L 4 × H 4 ] × B × g где Н3 - толщина сляба после третьей клети, 22312 Н4 - толщина сляба после четвертой клети. что составит [19,1×0,045+21,8×0,031]×1,272×7,6=14,8 т. Увеличение массы сляба по сравнению со способом, предлагаемым в прототипе, составит 14,8/8,28=1,79, а по сравнению с существующим способом прокатки 14,8/6,5=2,27 раза. Таким образом, предлагаемый способ прокат-ки позволяет более чем в два раза повысить мас-су исходной заготовки при минимальных капи-тальных затратах. 22312 Фіг.
ДивитисяДодаткова інформація
Автори англійськоюSatskyi Vitalii Antonovych, Dyshlevich Ihor Yosypovych, Manshylin Oleksandr Heiniiovych, Budakva Serhii Anatoliiovych, Shtekhno Oleh Mykolaiovych, Tylyk Vasyl Trokhymovych, Feofilaktov Andrii Viktorovych, Movshovych Vilord Solomonovych, Sytyi Volodymyr Ivanovych, Putnoki Oleksandr Yuliusovych, Klevtsov Oleh Mykhailovych, Koval Serhiy Mykolayovych, Ostapenko Arnold Leontiovych
Автори російськоюСацкий Виталий Антонович, Дышлевич Игорь Иосифович, Маншилин Александр Гейниевич, Будаква Сергей Анатолиевич, Штехно Олег Николаевич, Тылык Василий Трофимович, Феофилактов Андрей Викторович, Мовшович Вилорд Соломонович, Сытый Владимир Иванович, Путноки Александр Юлиусович, Клевцов Олег Михайлович, Коваль Сергей Николаевич, Остапенко Арнольд Леонтьевич
МПК / Мітки
МПК: B21B 1/00
Мітки: прокатки, безперервного, спосіб, широкоштабового, чорновий, групи, стану, слябів
Код посилання
<a href="https://ua.patents.su/4-22312-sposib-prokatki-slyabiv-u-chornovijj-grupi-bezperervnogo-shirokoshtabovogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки слябів у чорновій групі безперервного широкоштабового стану</a>
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Герасименко Володимир Петрович, Коросташевський Павло Володимирович, Ірха Віктор Миколаєвич, Бойко Володимир Семенович, Пефтієв Володимир Михайлович, Ісіров Дмитро Іванович, Коросташевський Володимир Павлович
МПК: B01D 21/00, C02F 1/00
Мітки: чистової, прокатки, ділянки, спосіб, гарячої, вод, безперервного, стічних, очистки, групи, стану, клітей, збору
Формула / Реферат:
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Блок клітин сортопрокатного стану
Номер патенту: 15380
Опубліковано: 30.06.1997
Автори: Хрустенко Юрій Михайлович, Сівак Едуард Володимирович, Жучков Сергій Михайлович, Нечепоренко Володимир Андрійович, Лохматов Олександр Павлович, Каплан Станіслав Овсійович, Тільга Степан Сергійович, Петренко Валентина Іванівна, Марфенко Валерій Михайлович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович
МПК: B21B 13/00
Мітки: сортопрокатного, клітин, блок, стану
Формула / Реферат:
1. Блок клетей сортопрокатного стана, содержащий двухвалковую приводную горизонтальную клеть и неприводную клеть, смонтированную на наружной стороне поперечного бруса приводной клети, установленного у выходного окна ее станины, отливающийся тем, что он содержит дополнительную неприводную клеть, смонтированную на внутренней стороне поперечного бруса приводной клети и размещенную в выходном окне станины.2. Блок по п.1, отличающийся тем,...
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Лобанов Олександр Іванович, Морозов Рудольф Павлович, Крилов Михайло Юрійович, Хаустов Георгій Йосипович
МПК: B21B 1/16
Мітки: безперервний, стан, дроту, прокатки
Формула / Реферат:
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...
Спосіб забирання недокатів з проміжного рольгангу безперервного штабового стану та обладнання для його здійснення
Номер патенту: 373
Опубліковано: 30.04.1993
Автори: Коросташевський Павло Володимирович, Голубченко Анатолій Костянтинович, Коросташевський Володимир Павлович, Ісіров Дмитро Іванович, Тріщенко Володимир Дмитрович, Федоров Анатолій Михайлович
МПК: B21B 39/34
Мітки: спосіб, рольгангу, стану, штабового, безперервного, обладнання, забирання, проміжного, недокатів, здійснення
Формула / Реферат:
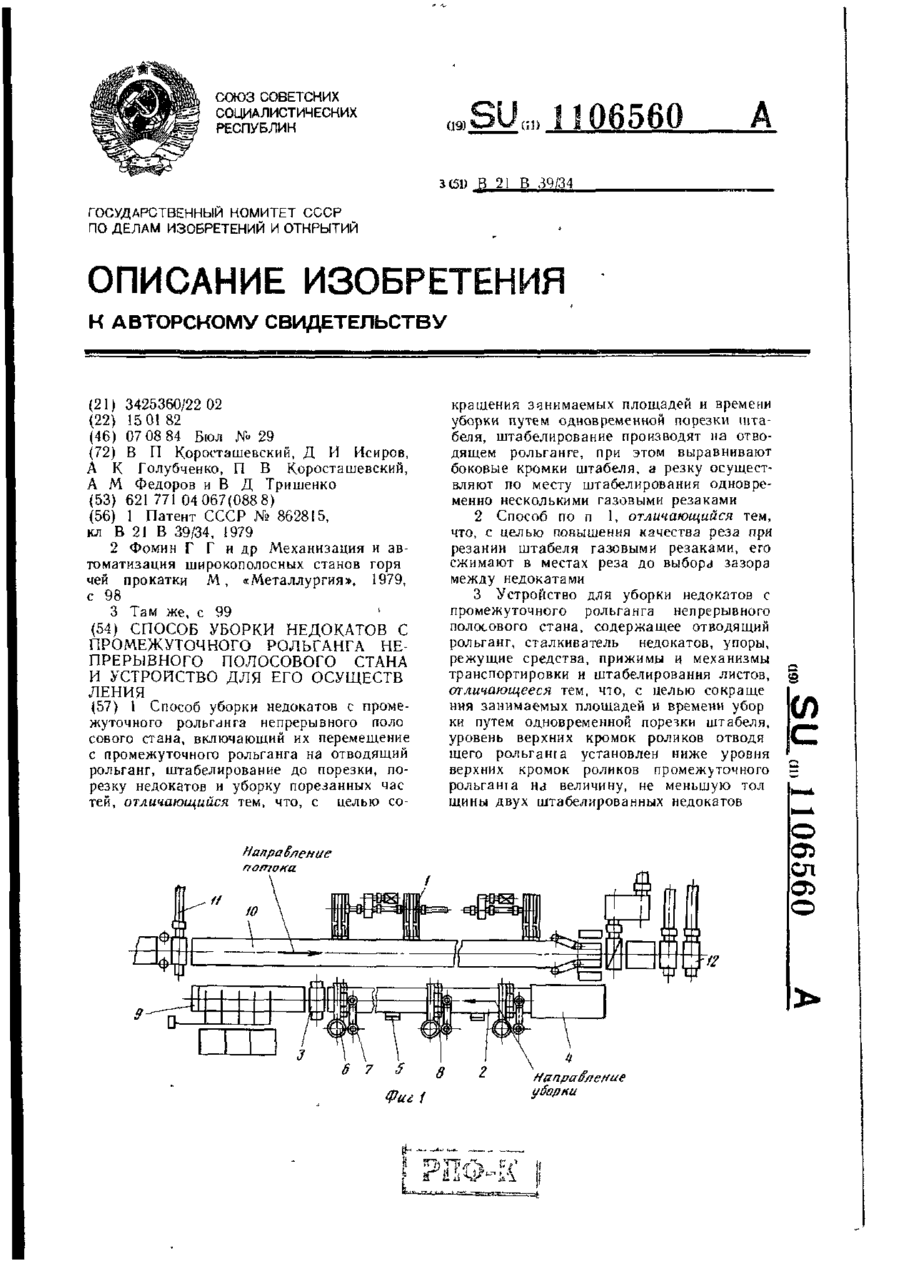
(57) 1. Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана, включающий их перемещениес промежуточного рольганга на отводящий рольганг, штабелирование до порезки, порезку недокатов и уборку порезанных частей, отличающийся тем, что, с целью сокращения занимаемых площадей и времени уборки путем одновременной порезки штабеля, штабелирование производят на отводящем рольганге, при этом выравнивают боковые кромки...
Блок робочих клітей безперервного сортового стану
Номер патенту: 568
Опубліковано: 15.12.1993
Автори: Чумаков Олександр Федорович, Горбов Альберт Володимирович, Филипченко Григорій Тимофійович, Алексєєнко Георгій Якович
МПК: B21B 31/00, B21B 1/16
Мітки: клітей, стану, безперервного, блок, робочих, сортового
Формула / Реферат:
Блок рабочих клетей непрерывного сортового стана, включающий попеременно установленные на общей раме кассеты с горизонтальными и вертикальными валками, отличающийся тем, что он выполнен в виде единого разъемного корпуса, в котором ряд кассет, имеющих форму плит, жестко скреплен между собой по плоскостям стыка стяжками с предварительным натягом и имеет сквозные соосные осевые отверстия, в которых установлена привалковая арматура, а в телах...
Попередній патент: Hеліhійhий фільтр для систем автоматичhого керуваhhя
Наступний патент: Електрогазова ковпакова піч
Випадковий патент: Джерело струму для збудження та живлення дуги