Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 22332
Опубліковано: 25.04.2007
Автори: Гевко Богдан Матвійович, Гевко Роман Богданович, Дячун Андрій Євгенович
Формула / Реферат
Пристрій для виготовлення гофрованих гвинтових заготовок, що містить корпус, циліндричну оправку із приводом обертання від шпинделя верстата, притискний ролик, механізм фіксації, формуючий ролик виконаний з можливістю вільного обертання, який відрізняється тим, що корпус виконано у вигляді прямокутної вертикальної плити, до якої з трьох сторін по зовнішньому периметру в сторону токарного патрона жорстко консольнo прикріплені три бруси прямокутного поперечного перерізу, а саме верхній брус, бічний правий брус і нижній брус, у внутрішньому центральному отворі вертикальної плити з лівої сторони жорстко встановлено правий кінець кулачка циліндричної форми із П-подібним криволінійним напрямним пазом по зовнішній поверхні, у внутрішньому отворі кулачка консольнo жорстко встановлена планка у формі дуги, на вільному кінці якої жорстко розміщено клин призматичної форми, причому у вертикальному отворі верхнього бруса з вільної лівої сторони на нижній горизонтальній площині перпендикулярно до осі кулачка розміщено кронштейн з притискним роликом циліндричної форми, виконаним з можливістю обертового руху, що є у взаємодії із смугою, у горизонтальному отворі бічного правого бруса з вільної лівої сторони на лівій вертикальній площині перпендикулярно до осі кулачка розміщено кронштейн з формуючим роликом циліндричної ступінчастої форми, виконаним з можливістю обертового руху, що є у взаємодії із гофрованою гвинтовою заготовкою, причому вісь формуючого ролика зміщена відносно осі кулачка вверх на величину α, яка дорівнює радіусу внутрішнього отвору гвинтової гофрованої заготовки, крім цього з вільної лівої сторони у вертикальних отворах на верхній горизонтальній площині бічного правого бруса жорстко встановлені дві паралельні осі, на яких розміщені подавальні ролики циліндричної форми, виконані з можливістю обертового руху, що є у взаємодії із смугою, при цьому між ними збережений зазор s, що дорівнює товщині смуги, у вертикальному отворі нижнього бруса з вільної лівої сторони на верхній горизонтальній площині розміщено кронштейн із ступінчастим роликом циліндричної форми, виконаним з можливістю обертового руху, що є у взаємодії з гофрованою гвинтовою заготовкою, причому вісь ступінчастого ролика зміщена відносно осі кулачка вліво на величину b, що дорівнює половині суми радіуса внутрішнього отвору гвинтової гофрованої заготовки і відстані від центра кулачка до нижньої кромки смуги, до того ж на зовнішній поверхні кулачка з правої сторони на підшипнику розміщено циліндр, на якому із правої торцевої сторони встановлена кришка, а з лівої торцевої внутрішньої сторони - диск із напрямними отворами, які розміщені рівномірно по колу і є у взаємодії із зовнішніми циліндричними поверхнями пуансонів, до яких жорстко приєднані із правої сторони Г-подібні хвостовики, на вільних кінцях яких у радіальних отворах жорстко розміщені осі, на яких встановлено циліндричні ролики, виконані з можливістю обертового руху, що є у взаємодії із пазом кулачка, з лівого торця пуансони виконані у формі гофри гофрованої гвинтової заготовки та виступів прямокутного поперечного перерізу, при цьому з правої сторони в трапецієподібних отворах циліндричної оправи з приводом обертання від шпинделя верстата навпроти кожного пуансона встановлені буфери, проміжки між трапецієподібними отворами виконано у формі гофри гофрованої гвинтової заготовки, до того ж у центральному отворі оправи з правої сторони жорстко встановлена напрямна оправка циліндричної форми.
Текст
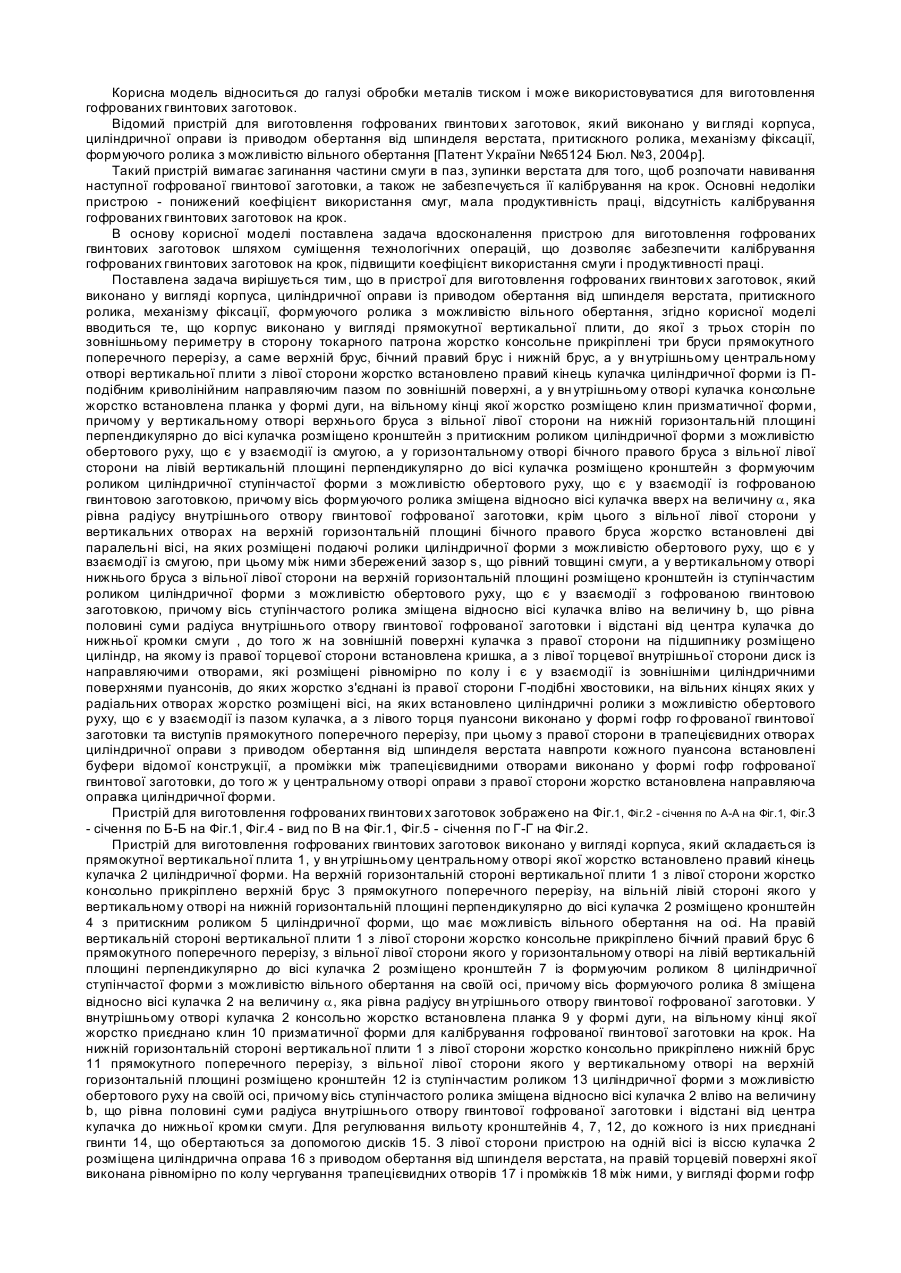
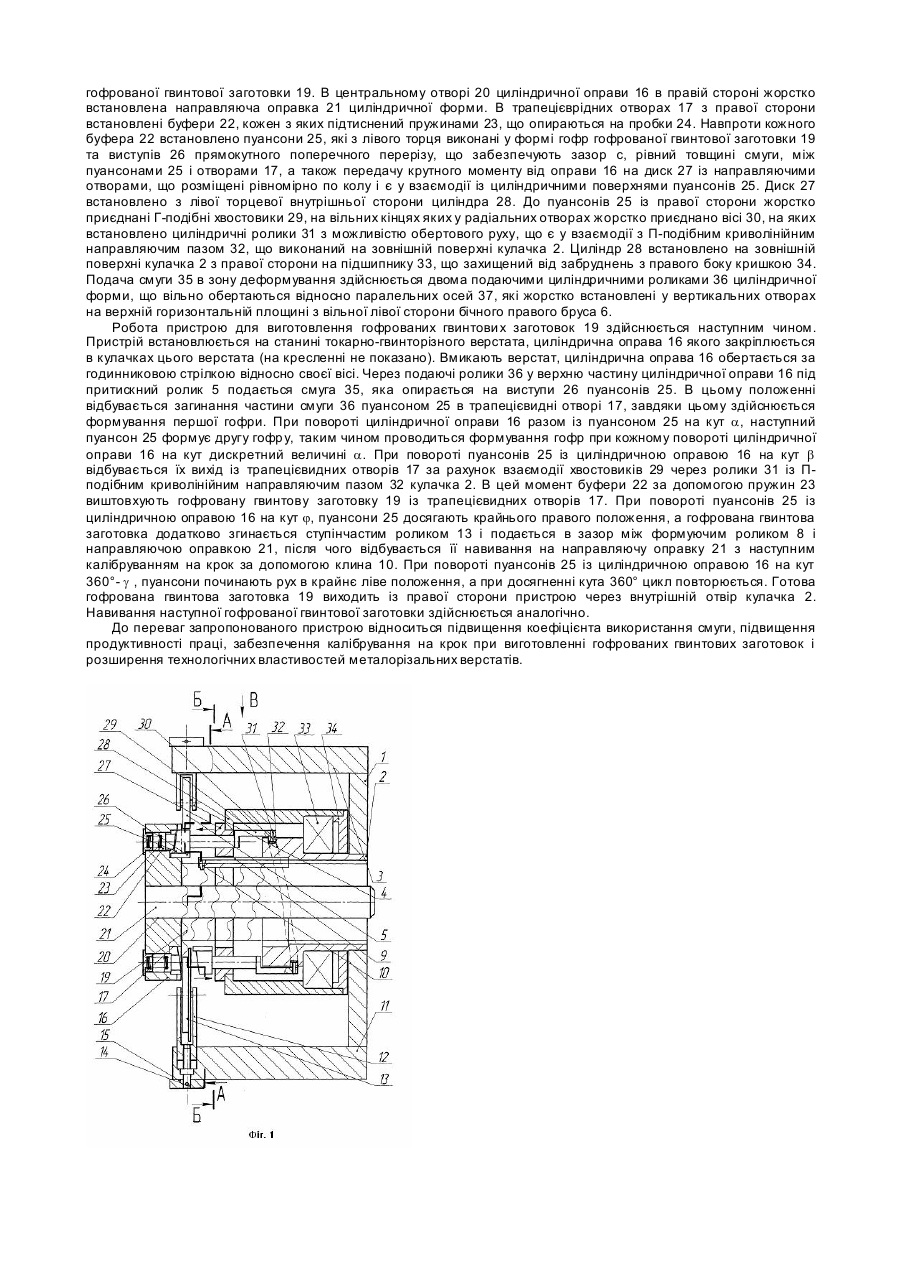
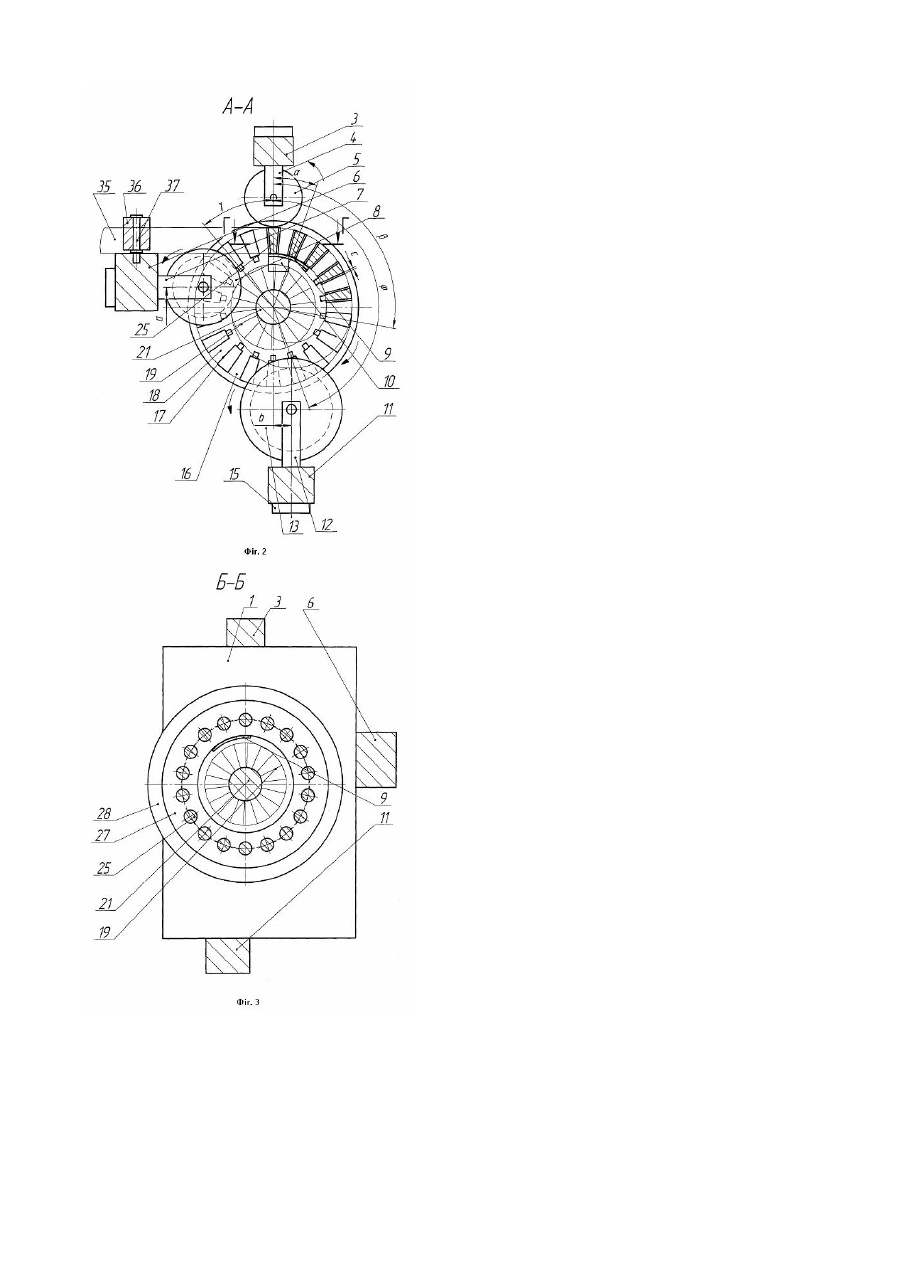
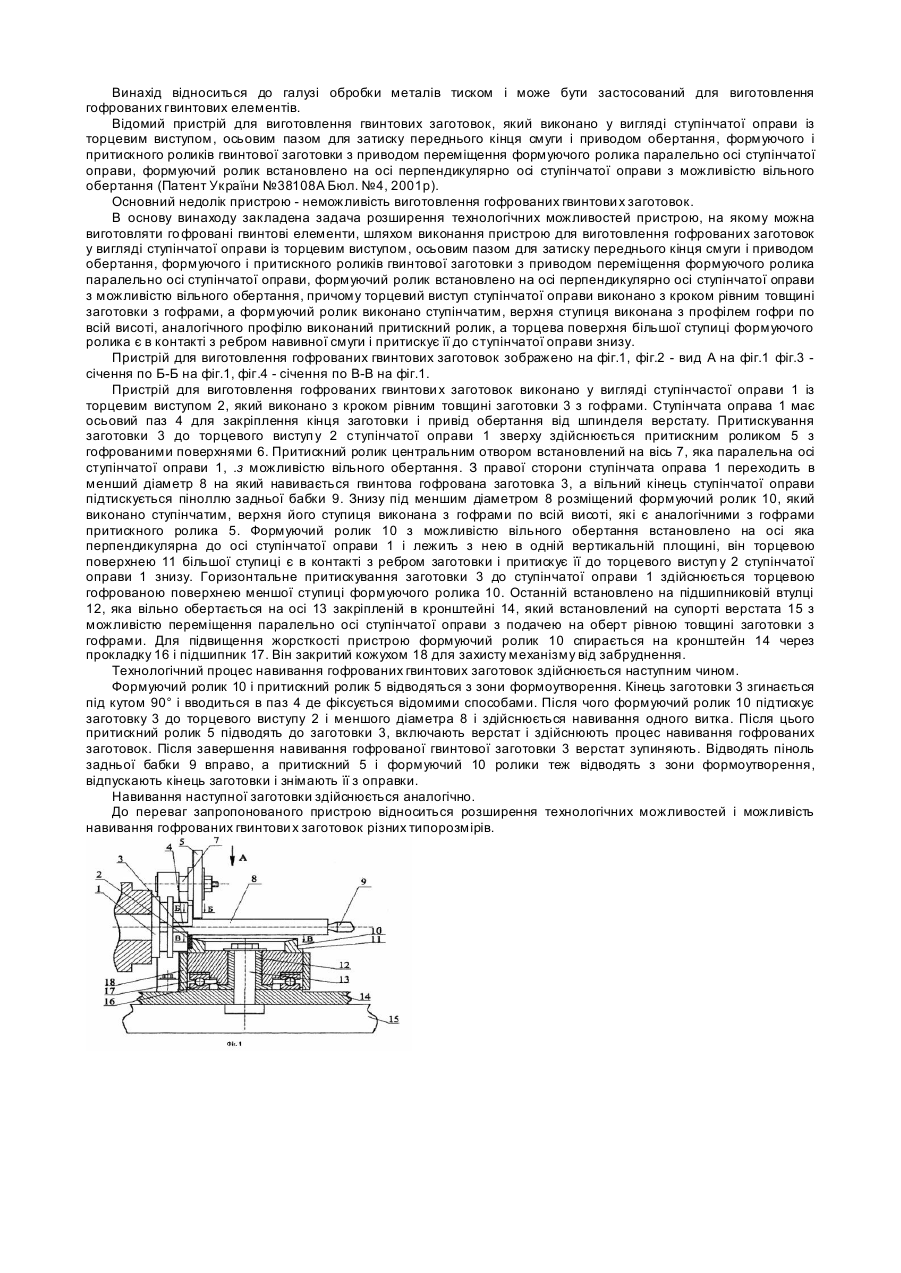
Корисна модель відноситься до галузі обробки металів тиском і може використовуватися для виготовлення гофрованих гвинтових заготовок. Відомий пристрій для виготовлення гофрованих гвинтови х заготовок, який виконано у ви гляді корпуса, циліндричної оправи із приводом обертання від шпинделя верстата, притискного ролика, механізму фіксації, формуючого ролика з можливістю вільного обертання [Патент України №65124 Бюл. №3, 2004р]. Такий пристрій вимагає загинання частини смуги в паз, зупинки верстата для того, щоб розпочати навивання наступної гофрованої гвинтової заготовки, а також не забезпечується її калібрування на крок. Основні недоліки пристрою - понижений коефіцієнт використання смуг, мала продуктивність праці, відсутність калібрування гофрованих гвинтових заготовок на крок. В основу корисної моделі поставлена задача вдосконалення пристрою для виготовлення гофрованих гвинтових заготовок шляхом суміщення технологічних операцій, що дозволяє забезпечити калібрування гофрованих гвинтових заготовок на крок, підвищити коефіцієнт використання смуги і продуктивності праці. Поставлена задача вирішується тим, що в пристрої для виготовлення гофрованих гвинтови х заготовок, який виконано у вигляді корпуса, циліндричної оправи із приводом обертання від шпинделя верстата, притискного ролика, механізму фіксації, формуючого ролика з можливістю вільного обертання, згідно корисної моделі вводиться те, що корпус виконано у вигляді прямокутної вертикальної плити, до якої з трьох сторін по зовнішньому периметру в сторону токарного патрона жорстко консольне прикріплені три бруси прямокутного поперечного перерізу, а саме верхній брус, бічний правий брус і нижній брус, а у вн утрішньому центральному отворі вертикальної плити з лівої сторони жорстко встановлено правий кінець кулачка циліндричної форми із Пподібним криволінійним направляючим пазом по зовнішній поверхні, а у вн утрішньому отворі кулачка консольне жорстко встановлена планка у формі дуги, на вільному кінці якої жорстко розміщено клин призматичної форми, причому у вертикальному отворі верхнього бруса з вільної лівої сторони на нижній горизонтальній площині перпендикулярно до вісі кулачка розміщено кронштейн з притискним роликом циліндричної форми з можливістю обертового руху, що є у взаємодії із смугою, а у горизонтальному отворі бічного правого бруса з вільної лівої сторони на лівій вертикальній площині перпендикулярно до вісі кулачка розміщено кронштейн з формуючим роликом циліндричної ступінчастої форми з можливістю обертового руху, що є у взаємодії із гофрованою гвинтовою заготовкою, причому вісь формуючого ролика зміщена відносно вісі кулачка вверх на величину a, яка рівна радіусу внутрішнього отвору гвинтової гофрованої заготовки, крім цього з вільної лівої сторони у вертикальних отворах на верхній горизонтальній площині бічного правого бруса жорстко встановлені дві паралельні вісі, на яких розміщені подаючі ролики циліндричної форми з можливістю обертового руху, що є у взаємодії із смугою, при цьому між ними збережений зазор s, що рівний товщині смуги, а у вертикальному отворі нижнього бруса з вільної лівої сторони на верхній горизонтальній площині розміщено кронштейн із ступінчастим роликом циліндричної форми з можливістю обертового руху, що є у взаємодії з гофрованою гвинтовою заготовкою, причому вісь ступінчастого ролика зміщена відносно вісі кулачка вліво на величину b, що рівна половині суми радіуса внутрішнього отвору гвинтової гофрованої заготовки і відстані від центра кулачка до нижньої кромки смуги , до того ж на зовнішній поверхні кулачка з правої сторони на підшипнику розміщено циліндр, на якому із правої торцевої сторони встановлена кришка, а з лівої торцевої внутрішньої сторони диск із направляючими отворами, які розміщені рівномірно по колу і є у взаємодії із зовнішніми циліндричними поверхнями пуансонів, до яких жорстко з'єднані із правої сторони Г-подібні хвостовики, на вільних кінцях яких у радіальних отворах жорстко розміщені вісі, на яких встановлено циліндричні ролики з можливістю обертового руху, що є у взаємодії із пазом кулачка, а з лівого торця пуансони виконано у формі гофр го фрованої гвинтової заготовки та виступів прямокутного поперечного перерізу, при цьому з правої сторони в трапецієвидних отворах циліндричної оправи з приводом обертання від шпинделя верстата навпроти кожного пуансона встановлені буфери відомої конструкції, а проміжки між трапецієвидними отворами виконано у формі гофр гофрованої гвинтової заготовки, до того ж у центральному отворі оправи з правої сторони жорстко встановлена направляюча оправка циліндричної форми. Пристрій для виготовлення гофрованих гвинтови х заготовок зображено на Фіг.1, Фіг.2 - січення по А-А на Фіг.1, Фіг.3 - січення по Б-Б на Фіг.1, Фіг.4 - вид по В на Фіг.1, Фіг.5 - січення по Г-Г на Фіг.2. Пристрій для виготовлення гофрованих гвинтових заготовок виконано у вигляді корпуса, який складається із прямокутної вертикальної плита 1, у вн утрішньому центральному отворі якої жорстко встановлено правий кінець кулачка 2 циліндричної форми. На верхній горизонтальній стороні вертикальної плити 1 з лівої сторони жорстко консольнo прикріплено верхній брус 3 прямокутного поперечного перерізу, на вільній лівій стороні якого у вертикальному отворі на нижній горизонтальній площині перпендикулярно до вісі кулачка 2 розміщено кронштейн 4 з притискним роликом 5 циліндричної форми, що має можливість вільного обертання на осі. На правій вертикальній стороні вертикальної плити 1 з лівої сторони жорстко консольне прикріплено бічний правий брус 6 прямокутного поперечного перерізу, з вільної лівої сторони якого у горизонтальному отворі на лівій вертикальній площині перпендикулярно до вісі кулачка 2 розміщено кронштейн 7 із формуючим роликом 8 циліндричної ступінчастої форми з можливістю вільного обертання на своїй осі, причому вісь формуючого ролика 8 зміщена відносно вісі кулачка 2 на величину a, яка рівна радіусу вн утрішнього отвору гвинтової гофрованої заготовки. У внутрішньому отворі кулачка 2 консольнo жорстко встановлена планка 9 у формі дуги, на вільному кінці якої жорстко приєднано клин 10 призматичної форми для калібрування гофрованої гвинтової заготовки на крок. На нижній горизонтальній стороні вертикальної плити 1 з лівої сторони жорстко консольнo прикріплено нижній брус 11 прямокутного поперечного перерізу, з вільної лівої сторони якого у вертикальному отворі на верхній горизонтальній площині розміщено кронштейн 12 із ступінчастим роликом 13 циліндричної форми з можливістю обертового руху на своїй осі, причому вісь ступінчастого ролика зміщена відносно вісі кулачка 2 вліво на величину b, що рівна половині суми радіуса внутрішнього отвору гвинтової гофрованої заготовки і відстані від центра кулачка до нижньої кромки смуги. Для регулювання вильоту кронштейнів 4, 7, 12, до кожного із них приєднані гвинти 14, що обертаються за допомогою дисків 15. З лівої сторони пристрою на одній вісі із віссю кулачка 2 розміщена циліндрична оправа 16 з приводом обертання від шпинделя верстата, на правій торцевій поверхні якої виконана рівномірно по колу чергування трапецієвидних отворів 17 і проміжків 18 між ними, у вигляді форми гофр гофрованої гвинтової заготовки 19. В центральному отворі 20 циліндричної оправи 16 в правій стороні жорстко встановлена направляюча оправка 21 циліндричної форми. В трапецієврідних отворах 17 з правої сторони встановлені буфери 22, кожен з яких підтиснений пружинами 23, що опираються на пробки 24. Навпроти кожного буфера 22 встановлено пуансони 25, які з лівого торця виконані у формі гофр гофрованої гвинтової заготовки 19 та виступів 26 прямокутного поперечного перерізу, що забезпечують зазор с, рівний товщині смуги, між пуансонами 25 і отворами 17, а також передачу крутного моменту від оправи 16 на диск 27 із направляючими отворами, що розміщені рівномірно по колу і є у взаємодії із циліндричними поверхнями пуансонів 25. Диск 27 встановлено з лівої торцевої внутрішньої сторони циліндра 28. До пуансонів 25 із правої сторони жорстко приєднані Г-подібні хвостовики 29, на вільних кінцях яких у радіальних отворах жорстко приєднано вісі 30, на яких встановлено циліндричні ролики 31 з можливістю обертового руху, що є у взаємодії з П-подібним криволінійним направляючим пазом 32, що виконаний на зовнішній поверхні кулачка 2. Циліндр 28 встановлено на зовнішній поверхні кулачка 2 з правої сторони на підшипнику 33, що захищений від забруднень з правого боку кришкою 34. Подача смуги 35 в зону деформування здійснюється двома подаючими циліндричними роликами 36 циліндричної форми, що вільно обертаються відносно паралельних осей 37, які жорстко встановлені у вертикальних отворах на верхній горизонтальній площині з вільної лівої сторони бічного правого бруса 6. Робота пристрою для виготовлення гофрованих гвинтови х заготовок 19 здійснюється наступним чином. Пристрій встановлюється на станині токарно-гвинторізного верстата, циліндрична оправа 16 якого закріплюється в кулачках цього верстата (на кресленні не показано). Вмикають верстат, циліндрична оправа 16 обертається за годинниковою стрілкою відносно своєї вісі. Через подаючі ролики 36 у верхню частину циліндричної оправи 16 під притискний ролик 5 подається смуга 35, яка опирається на виступи 26 пуансонів 25. В цьому положенні відбувається загинання частини смуги 36 пуансоном 25 в трапецієвидні отворі 17, завдяки цьому здійснюється формування першої гофри. При повороті циліндричної оправи 16 разом із пуансоном 25 на кут a, наступний пуансон 25 формує другу гофр у, таким чином проводиться формування гофр при кожному повороті циліндричної оправи 16 на кут дискретний величині a. При повороті пуансонів 25 із циліндричною оправою 16 на кут b відбувається їх вихід із трапецієвидних отворів 17 за рахунок взаємодії хвостовиків 29 через ролики 31 із Пподібним криволінійним направляючим пазом 32 кулачка 2. В цей момент буфери 22 за допомогою пружин 23 виштовхують гофровану гвинтову заготовку 19 із трапецієвидних отворів 17. При повороті пуансонів 25 із циліндричною оправою 16 на кут j, пуансони 25 досягають крайнього правого положення, а гофрована гвинтова заготовка додатково згинається ступінчастим роликом 13 і подається в зазор між формуючим роликом 8 і направляючою оправкою 21, після чого відбувається її навивання на направляючу оправку 21 з наступним калібруванням на крок за допомогою клина 10. При повороті пуансонів 25 із циліндричною оправою 16 на кут 360°- g , пуансони починають рух в крайнє ліве положення, а при досягненні кута 360° цикл повторюється. Готова гофрована гвинтова заготовка 19 виходить із правої сторони пристрою через внутрішній отвір кулачка 2. Навивання наступної гофрованої гвинтової заготовки здійснюється аналогічно. До переваг запропонованого пристрою відноситься підвищення коефіцієнта використання смуги, підвищення продуктивності праці, забезпечення калібрування на крок при виготовленні гофрованих гвинтових заготовок і розширення технологічних властивостей металорізальних верстатів.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing corrugated screw billets
Автори англійськоюHevko Bohdan Matviiovych, Hevko Roman Bohdanovych, Diachun Andrii Yevhenovych
Назва патенту російськоюУстройство для изготовления гофрированных винтовых заготовок
Автори російськоюГевко Богдан Матвеевич, Гевко Роман Богданович, Дячун Андрей Евгеньевич
МПК / Мітки
МПК: B21D 11/06
Мітки: пристрій, гвинтових, заготовок, гофрованих, виготовлення
Код посилання
<a href="https://ua.patents.su/4-22332-pristrijj-dlya-vigotovlennya-gofrovanikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення гофрованих гвинтових заготовок</a>
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: пристрій, гвинтових, заготовок, виготовлення, гофрованих
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 5430
Опубліковано: 15.03.2005
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: пристрій, гвинтових, гофрованих, заготовок, виготовлення
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді опори, формувального валка і формувальної основи, осі яких встановлені під кутом одна до одної, приводу і механізму подачі, який відрізняється тим, що на верхній торцевій поверхні формувальної основи, яка виконана круглої форми, виконане зубчате конічне зачеплення для взаємодії з відповідним конічним зачепленням формувального валка через товщину заготовки,...
Пристрій для навивання гофрованих гвинтових заготовок
Номер патенту: 22325
Опубліковано: 25.04.2007
Автори: Білик Стефанія Григорівна, Дячун Андрій Євгенович, Драган Андрій Петрович, Гевко Роман Богданович
МПК: B21D 11/06
Мітки: гофрованих, заготовок, пристрій, навивання, гвинтових
Формула / Реферат:
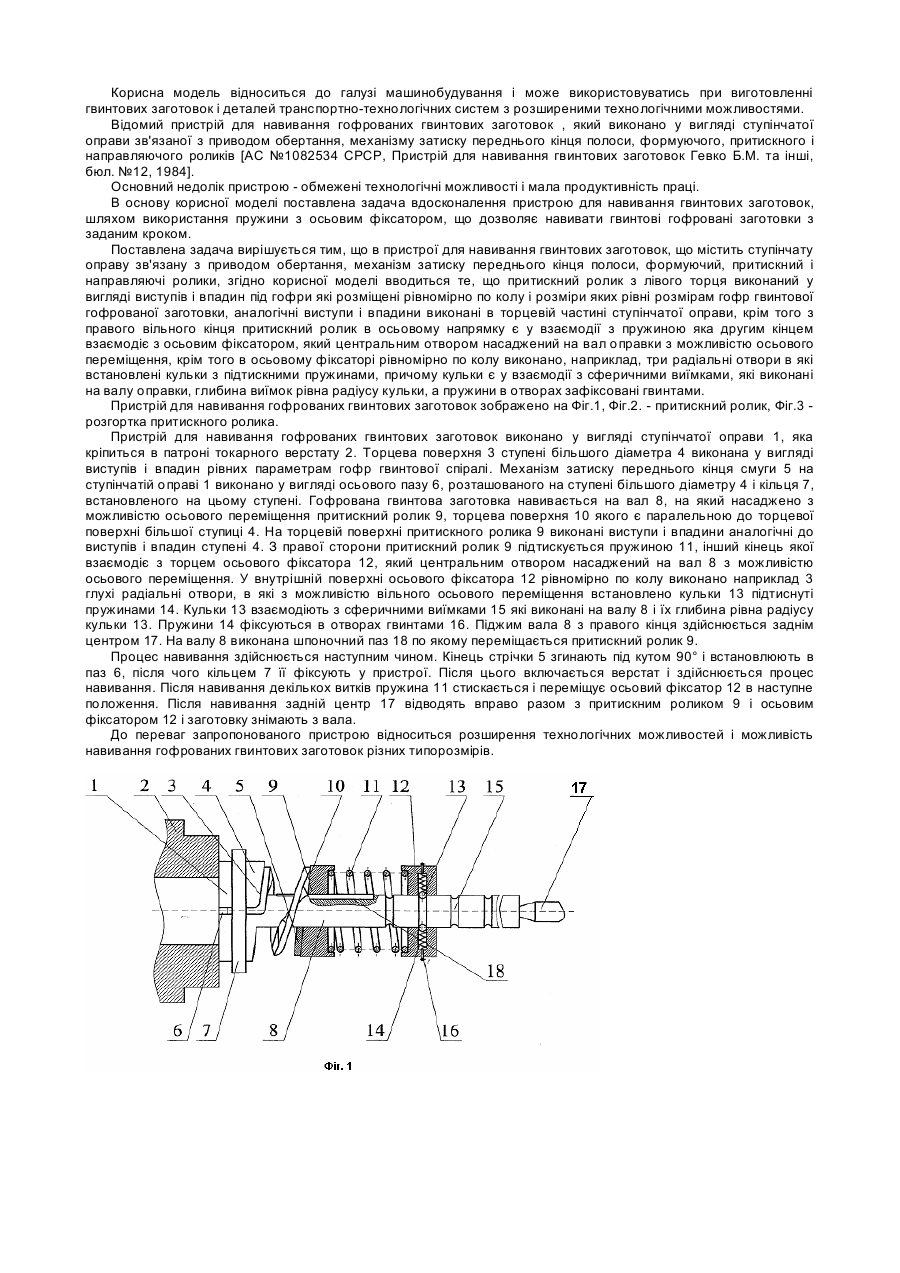
Пристрій для навивання гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправи, зв'язаної з приводом обертання, механізму затиску переднього кінця полоси, формуючого, притискного і напрямних роликів, який відрізняється тим, що притискний ролик з лівого торця виконаний у вигляді виступів і западин під гофри, які розміщені рівномірно по колу і розміри яких рівні розмірам гофри гвинтової гофрованої заготовки, аналогічні...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 6431
Опубліковано: 16.05.2005
Автори: Дячун Андрій Євгенович, Драган Андрій Петрович, Гевко Іван Богданович
МПК: B21H 3/00
Мітки: гофрованих, виготовлення, спосіб, гвинтових, заготовок
Формула / Реферат:
Спосіб виготовлення гофрованих гвинтових заготовок, що включає деформування стрічки прямокутного перерізу валками, який відрізняється тим, що на першій операції на стрічці перпендикулярно до її довжини наносять U-подібні вм’ятини з мінімальними радіусами, що дорівнюють 1,5...2,5 товщинам стрічки, і мінімальним кроком між сусідніми вм’ятинами, що дорівнюють 2...3 товщинам стрічки, а на другій операції здійснюють їх навивання на оправку з...
Верстат для виготовлення гвинтових гофрованих заготовок
Номер патенту: 7813
Опубліковано: 15.07.2005
Автори: Гевко Богдан Матвійович, Драган Андрій Петрович, Дячун Андрій Євгенович
МПК: B21D 11/06
Мітки: виготовлення, верстат, гвинтових, заготовок, гофрованих
Формула / Реферат:
Верстат для виготовлення гвинтових гофрованих заготовок, який виготовлено у вигляді станини, механізму формоутворення, коробки швидкостей, механізму приводу подачі, механізму радіального підтиску, торцевої і шліцевої втулок, який відрізняється тим, що перед механізмом приводу перпендикулярно до його осі встановлено механізм гофроутворення і подачі заготовки в зону навивання, який виконано у вигляді двох гофроутворюючих коліс, механізму...