Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 6431
Опубліковано: 16.05.2005
Автори: Драган Андрій Петрович, Дячун Андрій Євгенович, Гевко Іван Богданович
Формула / Реферат
Спосіб виготовлення гофрованих гвинтових заготовок, що включає деформування стрічки прямокутного перерізу валками, який відрізняється тим, що на першій операції на стрічці перпендикулярно до її довжини наносять U-подібні вм’ятини з мінімальними радіусами, що дорівнюють 1,5...2,5 товщинам стрічки, і мінімальним кроком між сусідніми вм’ятинами, що дорівнюють 2...3 товщинам стрічки, а на другій операції здійснюють їх навивання на оправку з кроком, більшим за висоту вм’ятини, при цьому U-подібні вм’ятини по внутрішньому діаметру стискують до величини, яка визначається внутрішнім діаметром гвинтової заготовки, а зовнішні - розтягуються до необхідного значення.
Текст
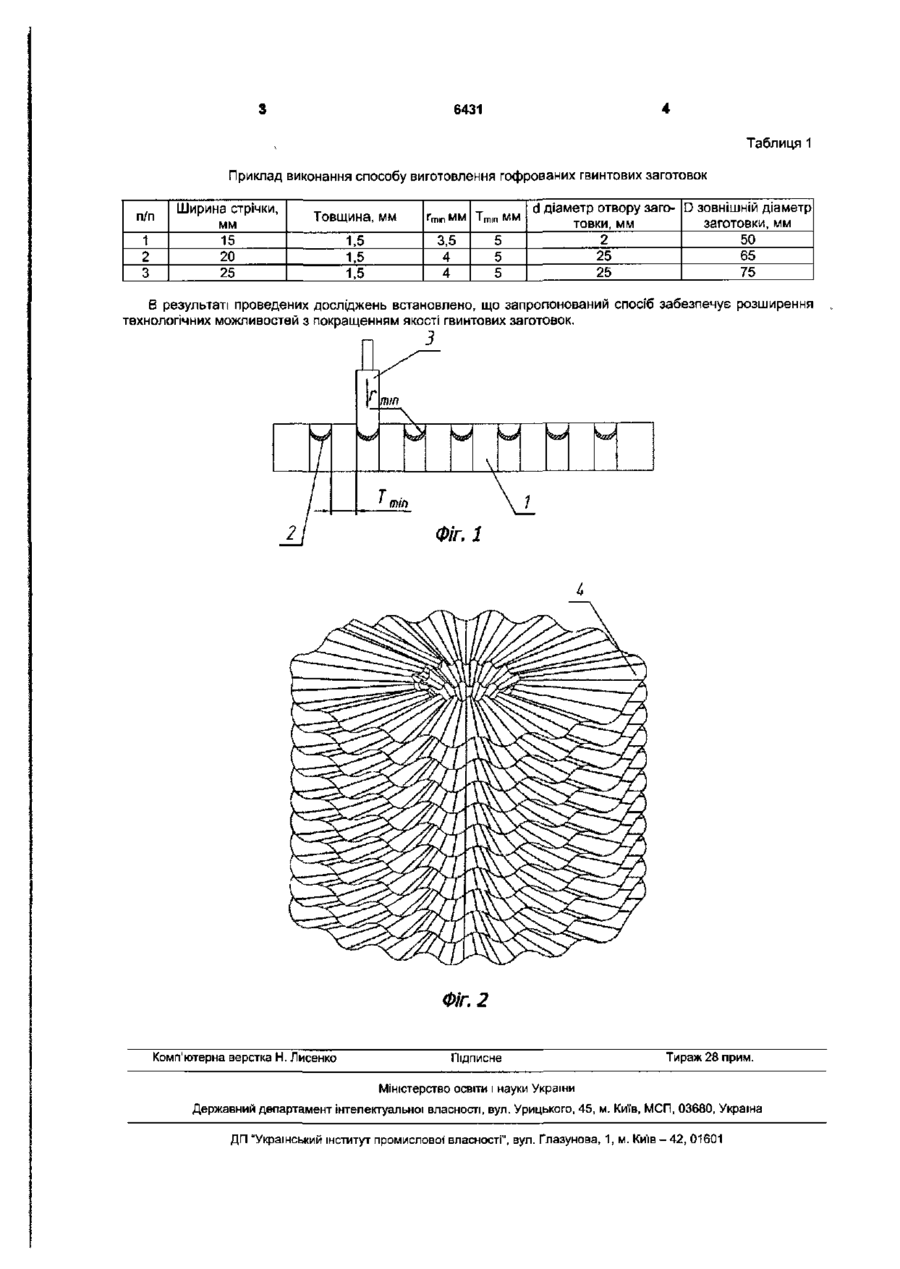
Спосіб виготовлення гофрованих гвинтових заготовок, що включає деформування стрічки прямокутного перерізу валками, який відрізняється тим, що на першій операції на стрічці пер пендикулярно до її довжини наносять U-подібні вм'ятини з мінімальними радіусами, що дорівнюють 1,5. 2,5 товщинам стрічки, і мінімальним кроком між сусідніми вм'ятинами, що дорівнюють 2...З товщинам стрічки, а на другій операції здійснюють їх навивання на оправку з кроком, більшим за висоту вм'ятини, при цьому U-подібні вм'ятини по внутрішньому діаметру стискують до величини, яка визначається внутрішнім діаметром гвинтової заготовки, а зовнішні - розтягуються до необхідного значення. Корисна модель відноситься до галузі машинобудування і може мати широке використання в сільськогосподарському та інших галузях машинобудування. Відомий спосіб виготовлення гофрованих гвинтових заготовок, який здійснюється шляхом деформування стрічки прямокутного січення валками [АС №1082534 СРСР, Гевко Б.М., Рогатинський P.M., Бюл №12, 1984]. Основний недолік способу - обмежені технологічні можливості. Задачею даної корисної моделі є розширення технологічних можливостей способу виготовлення гофрованих гвинтових заготовок, який здійснюється шляхом деформування стрічки прямокутного січення валками, причому на першій операції на стрічці перпендикулярно до її довжини наносяться U-подібнІ вминання з мінімальними радіусами рівними 1,5..2,5 товщини стрічки і мінімальним кроком між сусідніми вминаннями, рівним 2...З товщини стрічки, а на другій операції здійснюється їх навивання на оправку з кроком більшим висоти вминання, при цьому U-подібні вминання по внутрішньому діаметру стискуються до величини, яка визначається внутрішнім діаметром гвинтової заготовки, а зовнішні розтягуються до необхідного значення. Спосіб виготовлення гофрованих гвинтових заготовок представлено на Фіг.1 - перша операція виготовлення вминань, Фіг 2 - друга операція навивання гвинтових заготовок. Спосіб реалізується наступним чином. На першій оправці на стрічці 1 перпендикулярно до її довжини наносять U-подібні вминання 2 пуансоном 3, з мінімальним радіусом rm,n=(1,5... 2,5)t, де t - товщина заготовки, і мінімальним кроком між сусідніми вминаннями Tmin=(2 .3)t. U-подібні профілі в разі потреби можуть мати трикутну форму чи інший профіль. На другій операції стрічку 1 з попередньо сформованими U-подібними вминаннями 2 навивають у гвинтову заготовку 4 на оправку відомими способами з кроком, більшим висоті вминання. При цьому U-подібні вминання 2 по внутрішньому діаметру стискуються, а по зовнішньому розтягуються до необхідного значення в залежності від величини внутрішнього діаметра та ширини стрічки. Приклад виконання способу відображено в таблиці 1. Стрічки шириною 15, 20, 25мм і товщиною 1,5мм, матеріал -алюмінієвий сппав. Вминання U-подібноі форми на пресі потужністю 25т. Навивання заготовки на токарному верстаті 16К20. CO ТІ со 6431 Таблиця 1 Приклад виконання способу виготовлення гофрованих гвинтових заготовок п/п 1 2 3 Ширина стрічки, MM Товщина, мм 15 20 25 1,5 1,5 1,5 Гтіп MM Tmin MM 3,5 4 4 5 5 5 d діаметр отвору заго- D зовнішній діаметр заготовки, мм товки, мм 50 2 25 65 25 75 В результаті проведених досліджень встановлено, що запропонований спосіб забезпечує розширення технологічних можливостей з покращенням якості гвинтових заготовок. Фіг Л Фіг. 2 Комп'ютерна верстка Н. Лисенко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтепектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової' власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of corrugated screw billets
Автори англійськоюHevko Ivan Bohdanovych, Drahan Andrii Petrovych, Diachun Andrii Yevhenovych
Назва патенту російськоюСпособ изготовления гофрированных винтовых заготовок
Автори російськоюГевко Иван Богданович, Драган Андрей Петрович, Дячун Андрей Евгеньевич
МПК / Мітки
МПК: B21H 3/00
Мітки: спосіб, гофрованих, заготовок, гвинтових, виготовлення
Код посилання
<a href="https://ua.patents.su/2-6431-sposib-vigotovlennya-gofrovanikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гофрованих гвинтових заготовок</a>
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: заготовок, гвинтових, гофрованих, виготовлення, пристрій
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 5430
Опубліковано: 15.03.2005
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: пристрій, заготовок, виготовлення, гофрованих, гвинтових
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді опори, формувального валка і формувальної основи, осі яких встановлені під кутом одна до одної, приводу і механізму подачі, який відрізняється тим, що на верхній торцевій поверхні формувальної основи, яка виконана круглої форми, виконане зубчате конічне зачеплення для взаємодії з відповідним конічним зачепленням формувального валка через товщину заготовки,...
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Васильків Василь Васильович, Гевко Іван Богданович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: гвинтових, заготовок, листового, прокату, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Пилипець Михайло Ількович, Васильків Василь Васильович, Гевко Ігор Богданович, Гупка Богдан Васильович, Лясота Оксана Михайлівна
МПК: B21D 11/06
Мітки: формоутворення, верстат, реалізації, гвинтових, спосіб, профільних, заготовок
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Гевко Іван Богданович, Гудь Віктор Зіновійович, Лещук Роман Ярославович
МПК: B23B 5/00
Мітки: спосіб, гвинтових, оправка, здійснення, профілювання, заготовок
Формула / Реферат:
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Попередній патент: Відбивач прожектора
Наступний патент: Лужний нікелькадмієвий акумулятор
Випадковий патент: Зуб ковша екскаватора