Електроліт для алмазно-електрохімічного шліфування постійних магнітів
Номер патенту: 23645
Опубліковано: 02.06.1998
Автори: Волченко Михайло Федорович, Бровченко Анатолій Михайлович
Формула / Реферат
Електроліт для алмазно-електрохімічного шліфування постійних магнітів, який містить водний розчин фосфату натрію і колоїдний графіт, який відрізняється тим, що додатково містить полівінілпіроліден при слідуючому співвідношенні компонентів, мас. %:
Фосфат натрію
5-10
Колоїдний графіт
0,75-1,5
Полівінілпіроліден
0,5-0,75
Вода
Решта
Текст
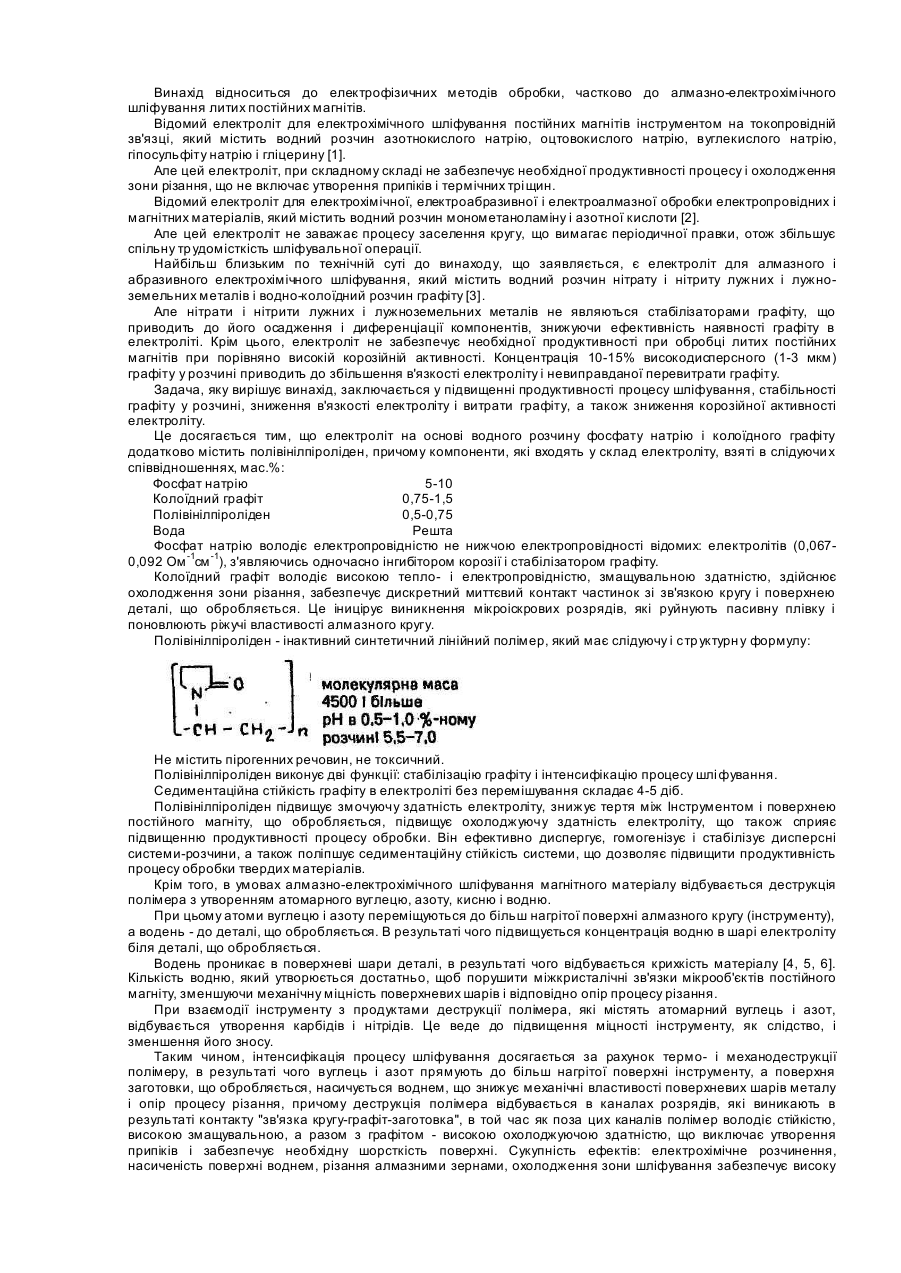
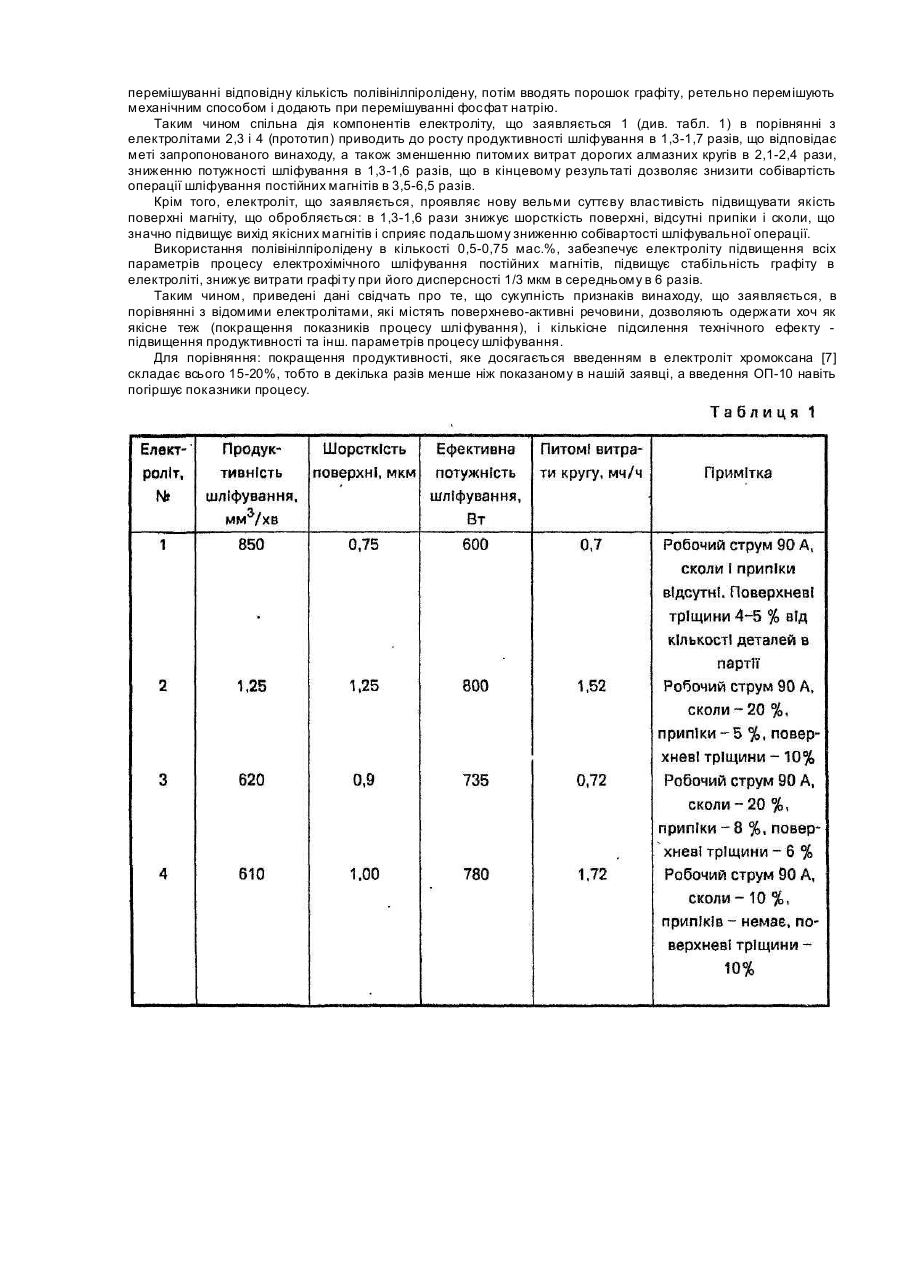
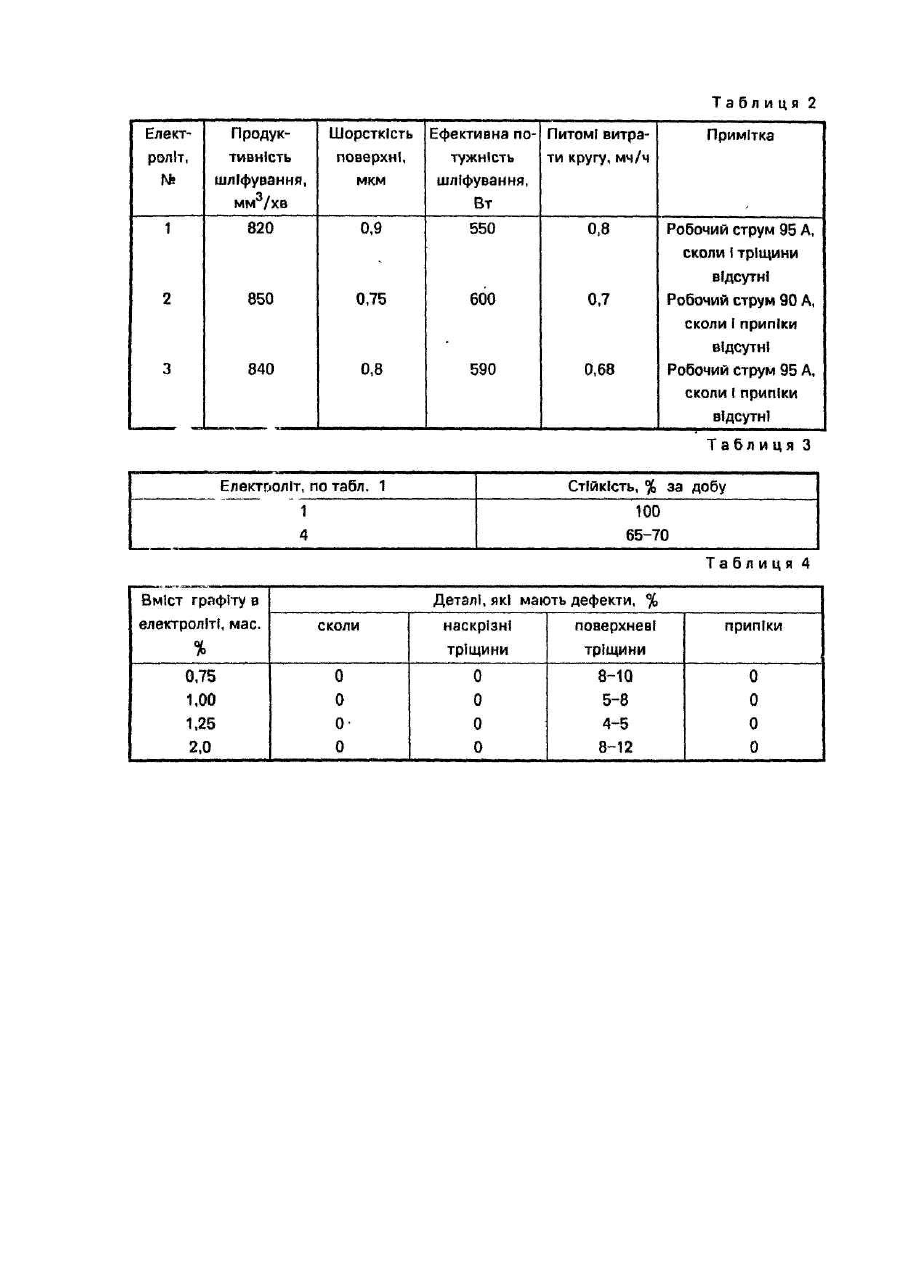
Винахід відноситься до електрофізичних методів обробки, частково до алмазно-електрохімічного шліфування литих постійних магнітів. Відомий електроліт для електрохімічного шліфування постійних магнітів інструментом на токопровідній зв'язці, який містить водний розчин азотнокислого натрію, оцтовокислого натрію, вуглекислого натрію, гіпосульфіту натрію і гліцерину [1]. Але цей електроліт, при складному складі не забезпечує необхідної продуктивності процесу і охолодження зони різання, що не включає утворення припіків і термічних трі щин. Відомий електроліт для електрохімічної, електроабразивної і електроалмазної обробки електропровідних і магнітних матеріалів, який містить водний розчин монометаноламіну і азотної кислоти [2]. Але цей електроліт не заважає процесу заселення кругу, що вимагає періодичної правки, отож збільшує спільну тр удомісткість шліфувальної операції. Найбільш близьким по технічній суті до винаходу, що заявляється, є електроліт для алмазного і абразивного електрохімічного шліфування, який містить водний розчин нітрату і нітриту лужних і лужноземельних металів і водно-колоїдний розчин графіту [3]. Але нітрати і нітрити лужних і лужноземельних металів не являються стабілізаторами графіту, що приводить до його осадження і диференціації компонентів, знижуючи ефективність наявності графіту в електроліті. Крім цього, електроліт не забезпечує необхідної продуктивності при обробці литих постійних магнітів при порівняно високій корозійній активності. Концентрація 10-15% високодисперсного (1-3 мкм) графіту у розчині приводить до збільшення в'язкості електроліту і невиправданої перевитрати графіту. Задача, яку вирішує винахід, заключається у підвищенні продуктивності процесу шліфування, стабільності графіту у розчині, зниження в'язкості електроліту і витрати графіту, а також зниження корозійної активності електроліту. Це досягається тим, що електроліт на основі водного розчину фосфату натрію і колоїдного графіту додатково містить полівінілпіроліден, причому компоненти, які входять у склад електроліту, взяті в слідуючи х співвідношеннях, мас.%: Фосфат натрію 5-10 Колоїдний графіт 0,75-1,5 Полівінілпіроліден 0,5-0,75 Вода Решта Фосфат натрію володіє електропровідністю не нижчою електропровідності відомих: електролітів (0,0670,092 Ом -1см -1), з'являючись одночасно інгибітором корозії і стабілізатором графіту. Колоїдний графіт володіє високою тепло- і електропровідністю, змащувальною здатністю, здійснює охолодження зони різання, забезпечує дискретний миттєвий контакт частинок зі зв'язкою кругу і поверхнею деталі, що обробляється. Це іницірує виникнення мікроіскрових розрядів, які руйнують пасивну плівку і поновлюють ріжучі властивості алмазного кругу. Полівінілпіроліден - інактивний синтетичний лінійний полімер, який має слідуючу і стр уктурн у формулу: Не містить пірогенних речовин, не токсичний. Полівінілпіроліден виконує дві функції: стабілізацію графіту і інтенсифікацію процесу шлі фування. Седиментаційна стійкість графіту в електроліті без перемішування складає 4-5 діб. Полівінілпіроліден підвищує змочуючу здатність електроліту, знижує тертя між Інструментом і поверхнею постійного магніту, що обробляється, підвищує охолоджуючу здатність електроліту, що також сприяє підвищенню продуктивності процесу обробки. Він ефективно диспергує, гомогенізує і стабілізує дисперсні системи-розчини, а також поліпшує седиментаційну стійкість системи, що дозволяє підвищити продуктивність процесу обробки твердих матеріалів. Крім того, в умовах алмазно-електрохімічного шліфування магнітного матеріалу відбувається деструкція полімера з утворенням атомарного вуглецю, азоту, кисню і водню. При цьому атоми вуглецю і азоту переміщуються до більш нагрітої поверхні алмазного кругу (інструменту), а водень - до деталі, що обробляється. В результаті чого підвищується концентрація водню в шарі електроліту біля деталі, що обробляється. Водень проникає в поверхневі шари деталі, в результаті чого відбувається крихкість матеріалу [4, 5, 6]. Кількість водню, який утворюється достатньо, щоб порушити міжкристалічні зв'язки мікрооб'єктів постійного магніту, зменшуючи механічну міцність поверхневих шарів і відповідно опір процесу різання. При взаємодії інструменту з продуктами деструкції полімера, які містять атомарний вуглець і азот, відбувається утворення карбідів і нітрідів. Це веде до підвищення міцності інструменту, як слідство, і зменшення його зносу. Таким чином, інтенсифікація процесу шліфування досягається за рахунок термо- і механодеструкції полімеру, в результаті чого вуглець і азот прямують до більш нагрітої поверхні інструменту, а поверхня заготовки, що обробляється, насичується воднем, що знижує механічні властивості поверхневих шарів металу і опір процесу різання, причому деструкція полімера відбувається в каналах розрядів, які виникають в результаті контакту "зв'язка кругу-графіт-заготовка", в той час як поза цих каналів полімер володіє стійкістю, високою змащувальною, а разом з графітом - високою охолоджуючою здатністю, що виключає утворення припіків і забезпечує необхідну шорсткість поверхні. Сукупність ефектів: електрохімічне розчинення, насиченість поверхні воднем, різання алмазними зернами, охолодження зони шліфування забезпечує високу продуктивність алмазно-електрохімічного шліфування литих постійних магнітів. Порівняний аналіз з прототипом дозволяє зробити висновок, що склад електроліту, який заявляється, відрізняється від відомого введенням нового компоненту полівінілпіролідена. Таким чином, технічне рішення, яке заявляється, відповідає критерію "новизна". Аналіз відомих складів електролітів для електрохімічного шліфування постійних магнітів показав, що деякі речовини, введені в рішення, яке заявляється - відомі, наприклад, колоїдний графіт. Однак їх використання в цих електролітах у поєднанні з іншими інгредієнтами не забезпечує електролітам таких властивостей, які вони проявляють у рішенні, яке заявляється, а саме: при взаємодії інструменту з продуктами деструкції полімера, які містять атомарний вуглець; азот, відбувається утворення карбідів і нітридів, що веде до зміцнення інструменту, насичення поверхні, що обробляється воднем, висока змащувальна і охолоджувальна здатність, стабілізація графіту у розчині і як слідство - зниження опору металу різанню, підвищення продуктивності шліфування і поліпшення поверхні, що обробляється (відсутність припіків, тріщин і сколів). Таким чином, даний склад компонентів надає електроліту новий те хнічний ефект, який заключається у зміцненні інструменту, зниженні механічної міцності поверхневих шарів виробу, що обробляється. Це дозволяє зробити висновок про відповідність рішення, яке заявляється критерію "істотні відмінності". Для експериментальної перевірки складу, який заявляється, були підготовлені 4 суміші інгредієнтів, мас.%: 1. Фосфат натрію 5-10 Колоїдний графіт 0,75-1,5 Полівінілпіроліден 0,5-0,75 Вода Решта 2. Фосфат натрію 5-10 Колоїдний графіт 0,75-1,5 Вода Решта 3. Фосфат натрію 5-10 Полівінілпіроліден 0.5-0,75 Вода Решта 4. Нітрат натрію 5-10 Нітрит натрію 0,5-2 Колоїдний графіт 10-15 Вода Решта Вплив складу електроліту на параметри процесу алмазно-електрохімічного шліфування магнітних матеріалів приведені в табл. 1. Досліджувались також граничні склади електроліту, мас.%: 1. Фосфат натрію 5 Колоїдний графіт 0,75 Полівінілпіроліден 0,5 Вода Решта 2. Фосфат натрію 8 Колоїдний графіт 1,25 Полівінілпіроліден 0,65 Вода Решта 3. Фосфат натрію 10 Колоїдний графіт 1,5 Полівінілпіроліден 0,75 Вода Решта Результати досліджень приведені в табл. 2. Результати досліджень стійкості колоїдного графіту у розчині електроліту приведені в табл. 3. Результати досліджень впливу кількості графіту в електроліті на результати шлі фування приведені в табл. 4. Зміна вмісту полівінілпіролідена у складі електроліту, що заявляється (зменшення до 0,2-0,3 мас.% і збільшення до 1-1,5 мас.%) практично не впливає на продуктивність шліфування (820-840 мм 3/хв) і агрегативну стійкість (100% на протязі 3-х діб) суспензії. Випробування електролітів проводилося на модернізованому під електрохімічне шліфування верстаті моделі ЗГ71 при слідуючих умовах і режимах обробки: Матеріал, що ЮН14ДК24 АЧК обробляється 150х10х3АСР Круг 125/100 МВ1150 Швидкість кругу, м/с 25 Продольна подача, м/хв 3 Глибина шліфування, мм/хід 0,035 Подача електроліті л/хв 5-10 Робоча напруга, В 8 По результатам випробувань оптимальним по складу електролітом є електроліт 2 (табл. 2). Приготування запропонованого електроліту проводиться слідуючим чином: в бак ємкістю 100 л, очищений від використаного електроліту, заливають 80 л води при температурі 20-30°С, в який розчиняють при перемішуванні відповідну кількість полівінілпіролідену, потім вводять порошок графіту, ретельно перемішують механічним способом і додають при перемішуванні фосфат натрію. Таким чином спільна дія компонентів електроліту, що заявляється 1 (див. табл. 1) в порівнянні з електролітами 2,3 і 4 (прототип) приводить до росту продуктивності шліфування в 1,3-1,7 разів, що відповідає меті запропонованого винаходу, а також зменшенню питомих витрат дорогих алмазних кругів в 2,1-2,4 рази, зниженню потужності шліфування в 1,3-1,6 разів, що в кінцевому результаті дозволяє знизити собівартість операції шліфування постійних магнітів в 3,5-6,5 разів. Крім того, електроліт, що заявляється, проявляє нову вельми суттєву властивість підвищувати якість поверхні магніту, що обробляється: в 1,3-1,6 рази знижує шорсткість поверхні, відсутні припіки і сколи, що значно підвищує вихід якісних магнітів і сприяє подальшому зниженню собівартості шліфувальної операції. Використання полівінілпіролідену в кількості 0,5-0,75 мас.%, забезпечує електроліту підвищення всіх параметрів процесу електрохімічного шліфування постійних магнітів, підвищує стабільність графіту в електроліті, знижує витрати графі ту при його дисперсності 1/3 мкм в середньому в 6 разів. Таким чином, приведені дані свідчать про те, що сукупність признаків винаходу, що заявляється, в порівнянні з відомими електролітами, які містять поверхнево-активні речовини, дозволяють одержати хоч як якісне теж (покращення показників процесу шлі фування), і кількісне підсилення технічного ефекту підвищення продуктивності та інш. параметрів процесу шліфування. Для порівняння: покращення продуктивності, яке досягається введенням в електроліт хромоксана [7] складає всього 15-20%, тобто в декілька разів менше ніж показаному в нашій заявці, а введення ОП-10 навіть погіршує показники процесу.
ДивитисяДодаткова інформація
Автори англійськоюVolchenko Mykhailo Fedorovych, Brovchenko Anatolii Mykhailovych
Автори російськоюВолченко Михаил Федорович, Бровченко Анатолий Михайлович
МПК / Мітки
МПК: B23H 3/00
Мітки: постійних, електроліт, магнітів, алмазно-електрохімічного, шліфування
Код посилання
<a href="https://ua.patents.su/4-23645-elektrolit-dlya-almazno-elektrokhimichnogo-shlifuvannya-postijjnikh-magnitiv.html" target="_blank" rel="follow" title="База патентів України">Електроліт для алмазно-електрохімічного шліфування постійних магнітів</a>
Електроліт для електрохімічного конденсатору подвійного шару
Номер патенту: 21528
Опубліковано: 16.12.1997
Автори: Козачков Сергій Генадійович, Малетін Юрій Андрійович, Ізотов Володимир Юрійович, Рошенталер Герд, Стрижакова Наталя Григорівна, Марченко Анатолій Павлович, Миронова Антоніна Андріївна, Коломейцев Олександр Олександрович, Койдан Георгій Миколайович
МПК: H01G 9/058
Мітки: конденсатору, шару, подвійного, електрохімічного, електроліт
Формула / Реферат:
1. Электролит для электрохимического конденсатора двойного слоя, содержащий раствор соли тетрафторбората в органическом апротонном растворителе, отличающийся тем, что в качестве соли электролит содержит тетрафтороборат тетракис (N, N-диалкиламидо) -фосфония, выбранный из рядаа в качестве апротонного растворителя - ацетонит-рил, пропиленкарбонат или...
Електроліт для електрохімічного полірування хромонікелевих аустенітних сталей

Номер патенту: 20256
Опубліковано: 15.07.1997
Автори: Гельман Олександр Давидович, Білошицкий Анатолій Петрович, Юденкова Інна Миколаївна, Зарубицький Олег Григорович
Мітки: електроліт, хромонікелевих, аустенітних, сталей, полірування, електрохімічного
Формула / Реферат:
Электролит для электролитического полирования хромоникелевых аустенитных сталей, содержащий серную кислоту, отличающийся тем, что он дополнительно содержит ингибиторную композицию Д-1 и сернокислое железо при следующем соотношении компонентов, мас.%:Серная кислота 40-46'Ингибиторная композиция Д-1 7,0-11,0Сернокислое...
Високотемпературний електрохімічний акумулятор і розплавлений сольовий електроліт для високотемпературного електрохімічного акумулятора
Номер патенту: 18632
Опубліковано: 25.12.1997
Автор: Йохан Кетзер
МПК: H01M 10/36
Мітки: акумулятор, електрохімічний, електроліт, сольовий, акумулятора, високотемпературний, електрохімічного, розплавлений, високотемпературного
Формула / Реферат:
1. Высокотемпературный электрохимический аккумулятор, содержащий анод из щелочного металла, находящийся в расплавленном состоянии при рабочей температуре, электролит из расплавленной соли алюминий-галоидного соединения щелочного металла, при этом щелочной металл является тем же самым, что и металл анода, а галоидное соединение включает в себя хлорид, катод в контакте с электролитом, при этом активный материал катода содержит по крайней мере,...
Електроліт кадміювання
Номер патенту: 21129
Опубліковано: 04.11.1997
Автори: Волков Ігор Вікторович, Буря Олександр Іванович, Дорофеєв Василь Тимофійович, Буря Олександр Олександрович, Арламова Ніна Тедженівна
МПК: C25D 3/02
Мітки: електроліт, кадміювання
Формула / Реферат:
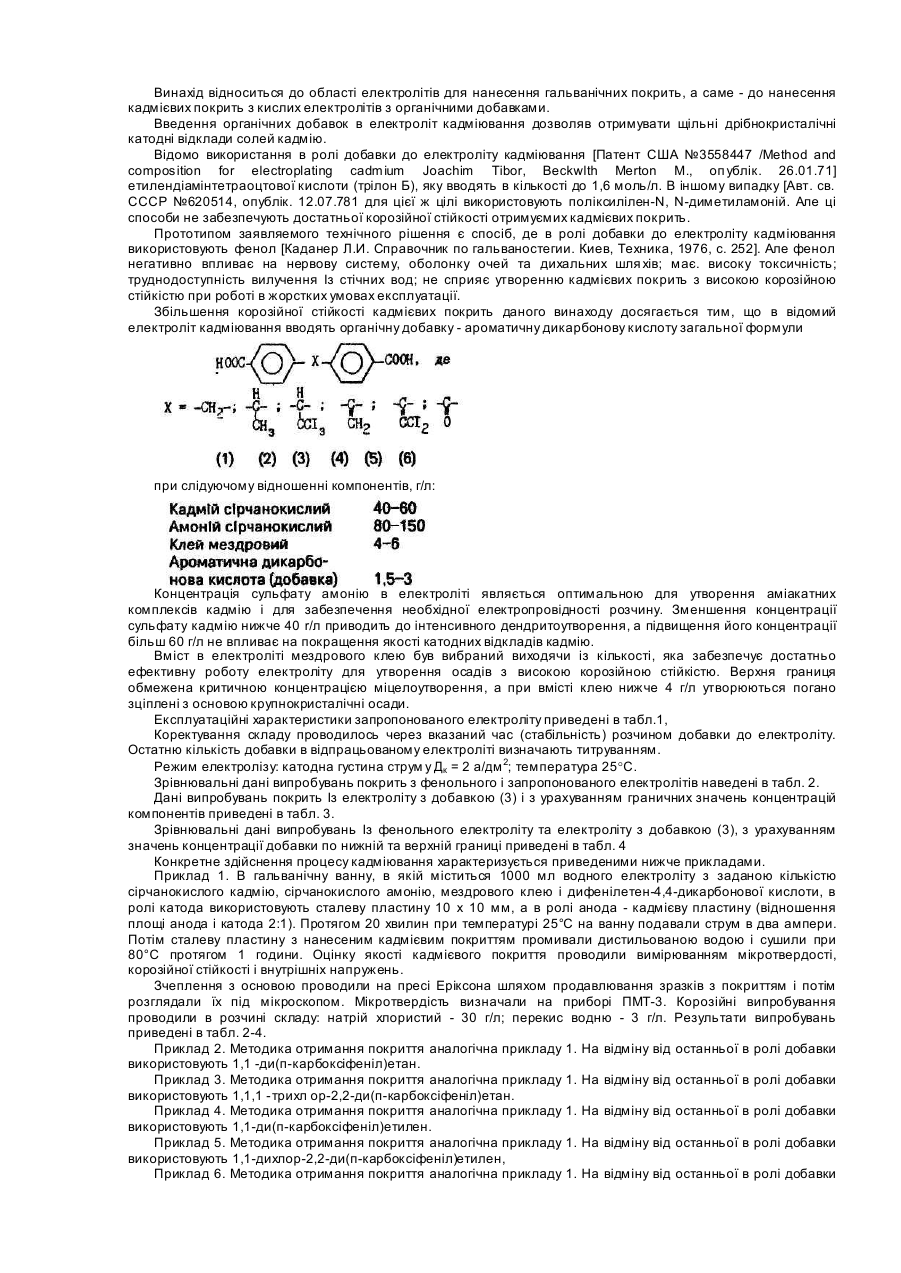
Електроліт кадміювання, в якому містяться кадмій сірчанокислий, амоній сірчанокислий, клей мездровий і добавка, який відрізняється тим, що електроліт в ролі добавки містить ароматичні дикарбонові кислоти загальної формулипри слідуючому відношенні компонентів, г/л:
Машина для шліфування еластичних матеріалів, наприклад, шкіри і хутрових шкурок
Номер патенту: 20366
Опубліковано: 15.07.1997
Автори: Галига Мирон Миколайович, Плетньов Юрій Михайлович, Стефанків Богдан Олексійович, Подоляк Петро Сафронович, Зварач Ігор Теодорович, Волощук Ірина Михайлівна, Волосовська Марія Павлівна
МПК: C14B 1/00
Мітки: наприклад, еластичних, шкіри, шкурок, хутрових, шліфування, матеріалів, машина
Формула / Реферат:
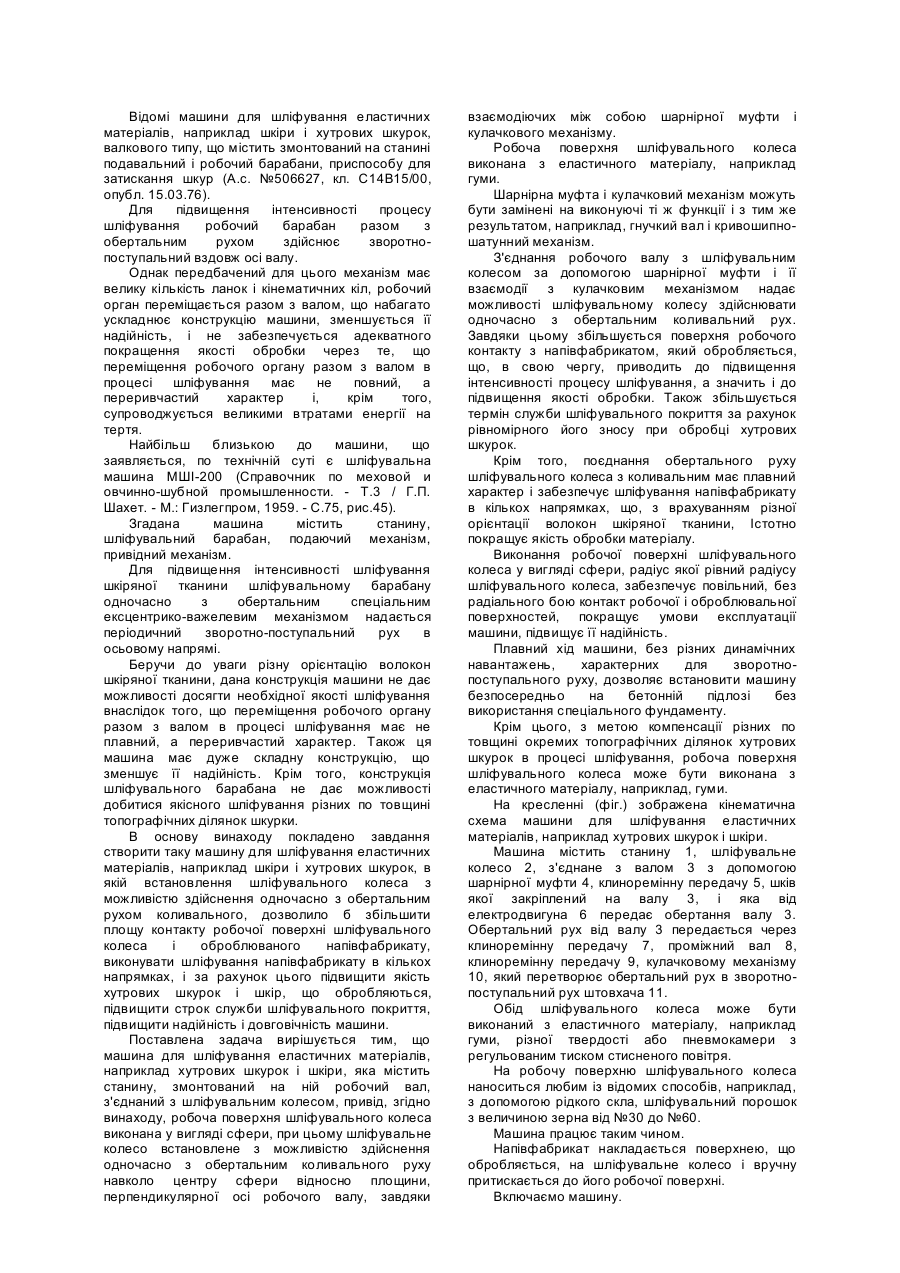
1. Машина для шліфування еластичних матеріалів, наприклад, хутрових шкурок і шкіри, яка містить станину, змонтований на ній робочий вал, шліфувальне колесо, привід, яка відрізняється тим, що шліфувальне колесо з'єднане з валом з допомогою шарнірної муфти, а його робоча поверхня виконана у вигляді сфери, при цьому шліфувальне колесо встановлене з можливістю здійснення одночасно з обертальним рухом коливального навколо центру сфери відносно...