Електроліт для електрохімічного полірування хромонікелевих аустенітних сталей
Номер патенту: 20256
Опубліковано: 15.07.1997
Автори: Гельман Олександр Давидович, Білошицкий Анатолій Петрович, Юденкова Інна Миколаївна, Зарубицький Олег Григорович

Формула / Реферат
Электролит для электролитического полирования хромоникелевых аустенитных сталей, содержащий серную кислоту, отличающийся тем, что он дополнительно содержит ингибиторную композицию Д-1 и сернокислое железо при следующем соотношении компонентов, мас.%:
Серная кислота 40-46
'Ингибиторная композиция Д-1 7,0-11,0
Сернокислое железо 1,0-1,5
Вода Остальное
Текст
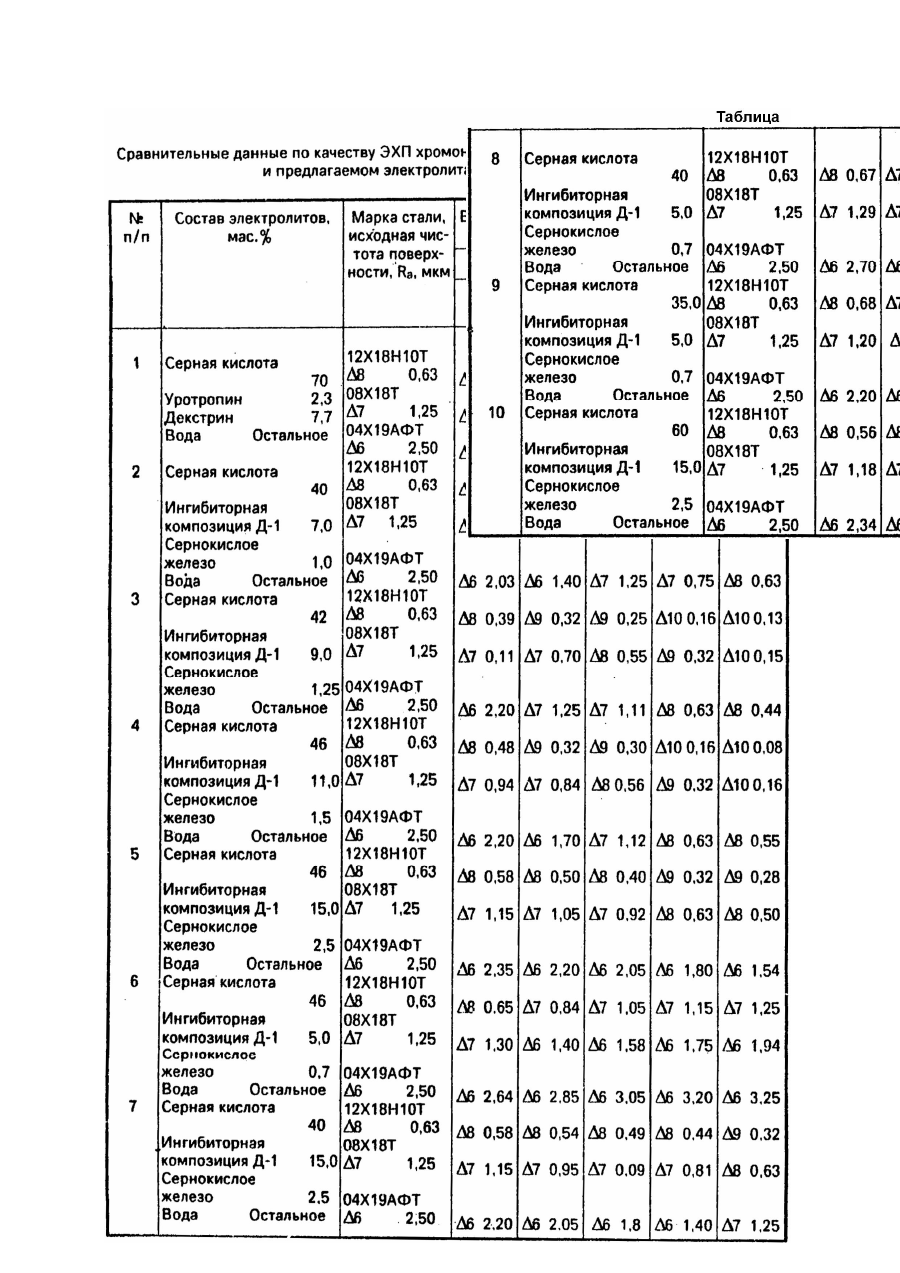
Предлагаемое изобретение относится к области электрохимической обработки металлов. Известен электролит для электрохимического полирования (ЭХП) высокохромистых сплавов, содержащих серную, ортонитробензойную кислоты и протеолитические энзимы [1]. Недостатком этого электролита является то, что в процессе анодной обработки в нем не достигаются условия качественного полирования аустенитных сталей 08X1 ТТ. 08X18Т, 12Х18Н9Т, 12Х18Н10Т, 08Х17ТМ2, 04Х19АФТ. Поверхность образцов указанных марок сталей не электрополируется, наблюдается растравливание поверхности, а электролит вспенивается. Наиболее близким по составу (прототип) является электролит на основе 70% - ной серной кислоты, содержащей в качестве добавок декстрин и уротропин [2]. Недостатком электролита-прототипа при использовании его для ЭХП указанных марок сталей является низкая электропроводность, отсутствие качественного ЭХП, питтинговое травление. В основу данного изобретения положена задача разработать сернокислый электролит, сбеспечивающий качественное ЭХП хромоникелевых аустенитных сталей, снижение стоимости раствора, получение высокой сглаживающей и блескообразующей способности, уменьшение удельного расхода электроэнергии. Предлагаемый в настоящем изобретении электролит разработан для широко используемого в промышленности класса коррозионностойких сталей. Хромоникелевые аустенитные стали применяются для изготовления изделий и деталей на ПО "Большевик", ПО "ТОМАК", ПО "Продмаш" (г.Киев), Нежинском механическом заводе и др. Поставленная цель достигается тем, что в раствор серной кислоты вводится ингибиторная композиция Д-1 и сернокислое железо при следующем соотношении компонентов, мас.%: Серная кислота 40 - 60 Сернокислое железо 1,0 - 1,5 Ингибиторная композиция Д-1 7,0 - 11,0 Вода Остальное Процесс ЭХП ведут при времени электролиза Катоды - сталь 12Х18Н9Т/12Х18Н10Т. Существенным отличием настоящей технической разработки является то, что электролит содержит ингибиторную композицию Д-1 и сернокислое железо в концентрациях достаточных для подавления химического и электрохимического травления, достижения высокой сглаживающей и блескообразующей способности. Введенная в разбавленную серную кислоту ингибиторная композиция Д-1 подавляет травление, наблюдаемое при анодном растворении в растворах серной кислоты указанных концентраций. При введении в эти растворы сернокислого железа устраняется травление по границам зерен. Есть основание полагать, что входящие в состав композиции вещества обладают синергетическим воздействием, благодаря чему в условиях анодной поляризации достигается необходимая степень адсорбции органических катионов на положительно заряженном электроде, что способствует нивелированию! электрохимической неоднородности поверхности металла, сглаживанию и блескообразованию. Наиболее высокое качество обработки наблюдается только при совместном введении в электролит ингибиторной композиции Д-1 и сернокислого железа. Ингибиторная композиция Д-1 - смесь предельных, ароматических и гетероциклических аминов, обеспечивающая получение синергетического эффекта. Способ получения ингибиторной композиции Д-1 является предметом патента. Электролит готовят следующим образом: в подготовленную емкость наливают расчетное количество дистиллированной воды, затем медленно вводят необходимое количество серной кислоты. Тщательно перемешивают и в горячую разбавленную кислоту вводят 7 - 10мас.% ингибиторной композиции Д-1 и 1,0 - 1,5мас.% сернокислого железа. Электрохимическое полирование осуществляют при анодной плотности тока 20 40А/дм2, температуре 40 - 60°C, в течение 5 10мин. Примеры, иллюстрирующие работу предлагаемого электролита. Пример 1. Электрохимическое полирование стали 08X18Т с исходной чистотой поверхности проводят в электролите состава, мас.%: Серная кислота 40,0 Сернокислое железо 1,0 Ингибиторная композиция Д-1 8,0 Вода Остальное Класс чистоты поверхности после обработки при плотности тока 25А/дм2, времени электролиза и температуре составляет Пример 2. Электрохимическое полирование стали 04X19АФТ с исходной чистотой поверхности проводят в электролите состава, мас.%: Серная кислота 42,0 Сернокислое железо 1,0 Ингибиторная композиция Д-1 10,0 Вода Остальное Класс чистоты поверхности после обработки при плотности тока 20А/дм2, времени электролиза и температуре составляет Пример 3. Электрохимическое полирование стали 12Х18Н10Т с исходной чистотой поверхности проводят в электролите состава, мас.%: Серная кислота 46,0 Сернокислое железо 1,5 Ингибиторная композиция Д-1 11,0 Вода Остальное Класс чистоты поверхности после обработки при плотности тока 20А/дм2, времени электролиза и температуре составляет Пример 4. Электрохимическое полирование стали 12Х18Н10Т с исходной чистотой поверхности проводят в электролите состава, мас.%: Серная кислота 75 Ортонитробензойная кислота 0,50 Протеолитические энзимы 0,05 Вода Остальное Класс чистоты поверхности после обработки при плотности тока 25А/дм2, времени электролиза и температуре составляет Поверхность светло-серая, слегка растравленная, среднеарифметическая высота микронеровностей возросла, класс чистоты не изменился. Пример 5. Электрохимическое полирование стали 12X18Н10Т с исходной чистотой поверхности проводят в электролите состава, мас.%: Серная кислота 85 Ортонитробензойная кислота 0,6 Протеолитические энзимы 0,06 Вода Остальное Класс чистоты поверхности после обработки при плотности тока 40А/дм2, времени электролиза и температуре составляет Поверхность светло-серая, слегка растравленная. В табл.1 представлены сравнительные данные по качеству электрополирования в электролите, выбранном в качестве прототипа и в электролитах, содержащих большие и меньшие чем заявляемые концентрации компонентов. В электролите-прототипе (пример 1) в условиях анодной поляризации поверхность образцов осветляется. ЭХП не наблюдается, класс чистоты не изменяется. В электролитах, содержащих оптимальные концентрации компонентов (примеры 2, 3, 4) состава, мас.%: серная кислота 40 - 46, ингибиторная композиция Д-1 7,0 - 11,00, сернокислое железо - 1,0 - 1,5 в условиях анодной поляризации наблюдается качественное полирование, сопровождаемое повышением класса чистоты на 1 - 2 класса. Уменьшение концентрации ингибиторной композиции до 5,0 и сернокислого железа до 0,7% в растворах серной кислоты оптимальной концентрации (40 - 46мас.%) (примеры 6, 7) в условиях анодной поляризации вызывает растравливание поверхности и снижение класса чистоты поверхности на один класс. Повышение концентрации ингибитор-ной композиции Д-1 до 15мас.% сернокислого железа до 2,5мас.% в растворах оптимальных концентраций (40 - 46мас.%) (пример 5) вызывает торможение анодного процесса растворения, при этом несколько снижается качество полирования, а класс чистоты поверхности повышается только на один класс. При снижении концентрации компонентов электролита до содержания серной кислоты 35мас.%, ингибиторной композиции до 5мас.%, сернокислого железа до 0,7мас.% (пример 8, 9) в условиях анодной поляризации отсутствует электрохимическое полирование, поверхность растравленная, класс чистоты снижается в среднем на один класс. При повышении концентрации серной кислоты до 60%, концентрации ингибиторной композиции до 15мас.%, сернокислого железа до 2,5мас.%, очевидно (пример 10), за счет снижения электропроводности и больших концентраций ингибиторов наблюдается торможение процесса анодного растворения, класс чистоты поверхности практически не изменяется, растравливание отсутствует. Таким образом, показаны достоинства предлагаемого электролита, свидетельствующие о достижении высокого класса чистоты обработки, повышении класса чистоты поверхности на 1 - 2 класса.
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrolyte for electropolishing of chromium-nickel austenitic steels
Автори англійськоюBiloshytskyi Anatolii Petrovych, Helman Oleksandr Davydovych, Zarubytskyi Oleh Hryhorovych, Yudenkova Inna Mykolaivna
Назва патенту російськоюЭлектролит для электрохимической полировки хромоникелевых аустенитных сталей
Автори російськоюБилошицкий Анатолий Петрович, Зарубицкий Олег Григорьевич, Зарубицкий Олег Григорьевич, Юденкова Инна Николаевна
МПК / Мітки
Мітки: електрохімічного, аустенітних, хромонікелевих, електроліт, сталей, полірування
Код посилання
<a href="https://ua.patents.su/3-20256-elektrolit-dlya-elektrokhimichnogo-poliruvannya-khromonikelevikh-austenitnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Електроліт для електрохімічного полірування хромонікелевих аустенітних сталей</a>
Спосіб електрохімічного полірування міді
Номер патенту: 3432
Опубліковано: 27.12.1994
Автори: Кінберг Валентина Генадіївна, Сандулов Дмитро Борисович
МПК: C25F 3/00
Мітки: спосіб, електрохімічного, міді, полірування
Формула / Реферат:
Способ электрохимического полирования меди, включающий анодную обработку в электролите на основе ортофосфорной кислоты и металлического алюминия, отличающийся тем, что анодную обработку ведут в потенциостатическом режиме при напряжении 1.8-2,5 В, плотности тока 1,5-4 А/дм2, температуре 17-30°С при следующем соотношении компонентов, мас. %: ортофосфорная кислота 70-85 металлический ...
Розчин для хімічного полірування ніобію
Номер патенту: 3379
Опубліковано: 27.12.1994
Автори: Джафарова Світлана Ейвазовна, Федоренко Олександр Михайлович, Циганкова Тетяна Аркадіївна
МПК: C23F 3/00
Мітки: розчин, ніобію, полірування, хімічного
Формула / Реферат:
Раствор для химического полирования ниобия, содержащий плавиковую, серную, азотную кислоты и воду, отличающийся тем, что он дополнительно содержит карбамид при следующем соотношении компонентов, мас.%: плавиковая кислота (40%) 5,6-6,2 серная кислота (98%) 46,3-46,9 азотная кислота (69%) 25,2-25,7 карбамид ...
Електроліт для осадження сплаву залізо-марганець
Номер патенту: 20497
Опубліковано: 15.07.1997
Автори: Зуівська Наталія Володимирівна, Байрачний Борис Іванович
МПК: C25D 3/02
Мітки: електроліт, осадження, сплаву, залізо-марганець
Формула / Реферат:
Электролит для осаждения сплава железо-марганец, включающий в себя водные растворы железа сернокислого закисного - 280-300 г/л и марганца сернокислого - 180-200 г/л, отличающийся тем, что в его состав введена сульфамино-вая кислота в количестве 3-5 г/л, т.о. электролит имеет следующий состав, г/л:Железо сернокислое закисное 280-300 Марганец сернокислый 180-200 Сульфаминовая...
Електроліт залізнення
Номер патенту: 8287
Опубліковано: 29.03.1996
Автори: Цудіков Михайло Абрамович, Гайдамаченко Дмитро Михайлович
МПК: C25D 3/02
Мітки: залізнення, електроліт
Формула / Реферат:
Электролит железнения, включающий хлористое железо и соляную кислоту, отличающийся тем, что он дополнительно содержит бромид натрия и серную кислоту при следующем соотношении компонентов:хлористое железо, г/л 410-450бромид натрия, г/л 0,5-1серная кислота, г/л 1,2-1,9соляная кислота до рН 0,8-1,4.
Електроліт залізнення
Номер патенту: 14045
Опубліковано: 25.04.1997
Автори: Подройкін Володимир Олексійович, Подройкіна Світлана Олександрівна
МПК: C25D 3/02
Мітки: електроліт, залізнення
Формула / Реферат:
Электролит железнения, содержащий хлористое железо, соляную кислоту и восстановитель, отличающийся тем, что, с целью повышения стабильности электролита, он дополнительно содержит фтористый натрий и роданистый калий, а в качестве восстановителя - хлористое олово при следующем соотношении компонентов, г/л:Хлористое железо 350-450Хлористое олово 5-10Фтористый натрий ...
Попередній патент: Спосіб визначення коефіцієнту заникання захисного струму на ділянці підземного трубопроводу
Наступний патент: Цвяходер
Випадковий патент: Напівпровідниковий чіп із захисним покриттям