Спосіб деформуюче-ріжучого протягування
Номер патенту: 23646
Опубліковано: 02.06.1998
Автори: Чернявський Олександр Васильович, Лопатенко Сергій Гарнольдович, Чернявський Олег Олександрович
Формула / Реферат
1. Способ деформирующе-режущего протягивания с поочередным расположением зубьев, отличающийся тем, что обработка осуществляется в процессе прямого и обратного ходов.
2. Способ по п. 1, отличающийся тем, что при прямом ходе осуществляется пластическая деформация поверхностного слоя деформирующим элементом, при этом режущие зубья находятся в зоне волны внеконтактной деформации, возникающей за деформирующим элементом, а при обратном ходе - режущие зубья срезают предварительно сдеформированный слой в направлении, противоположном деформированию.
Текст
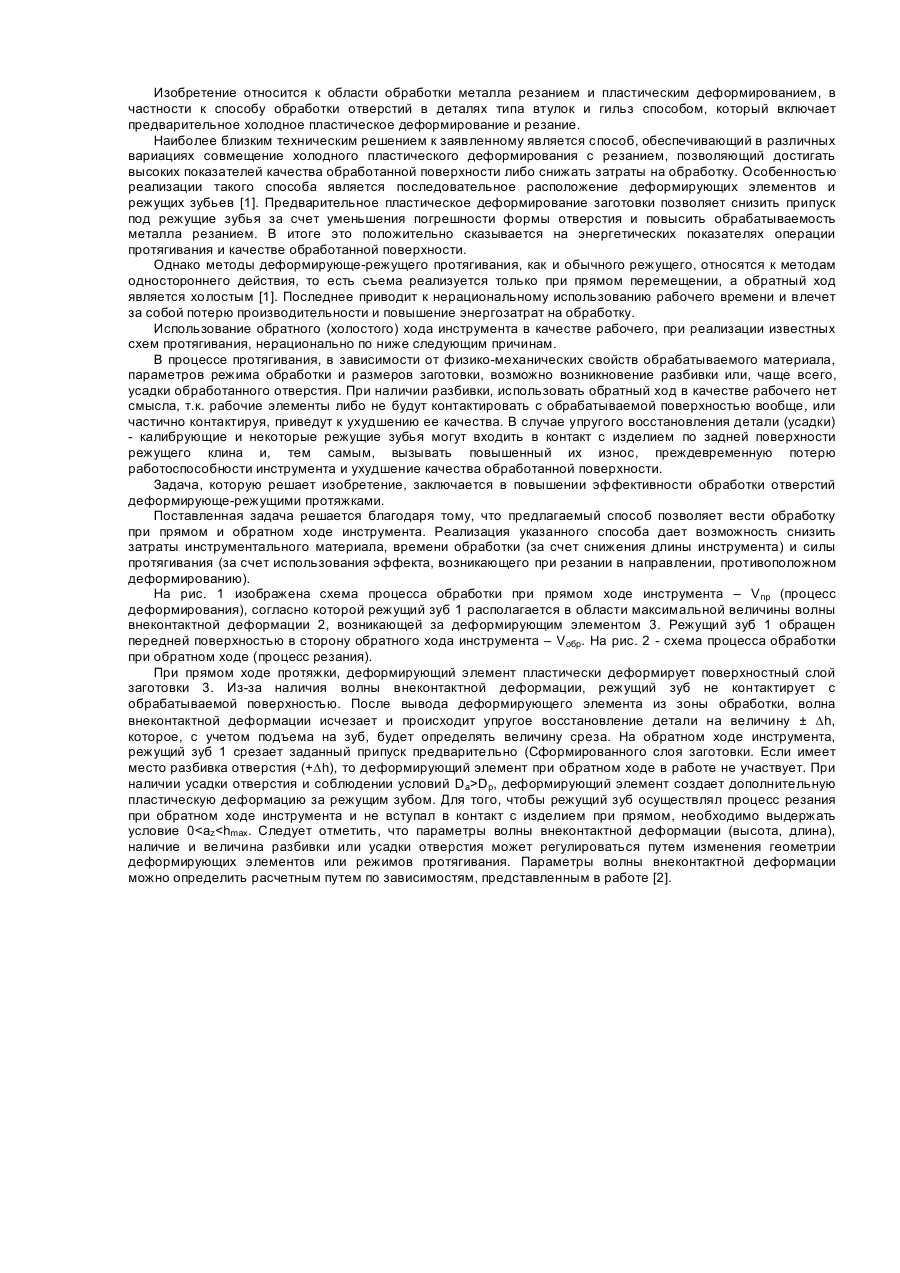
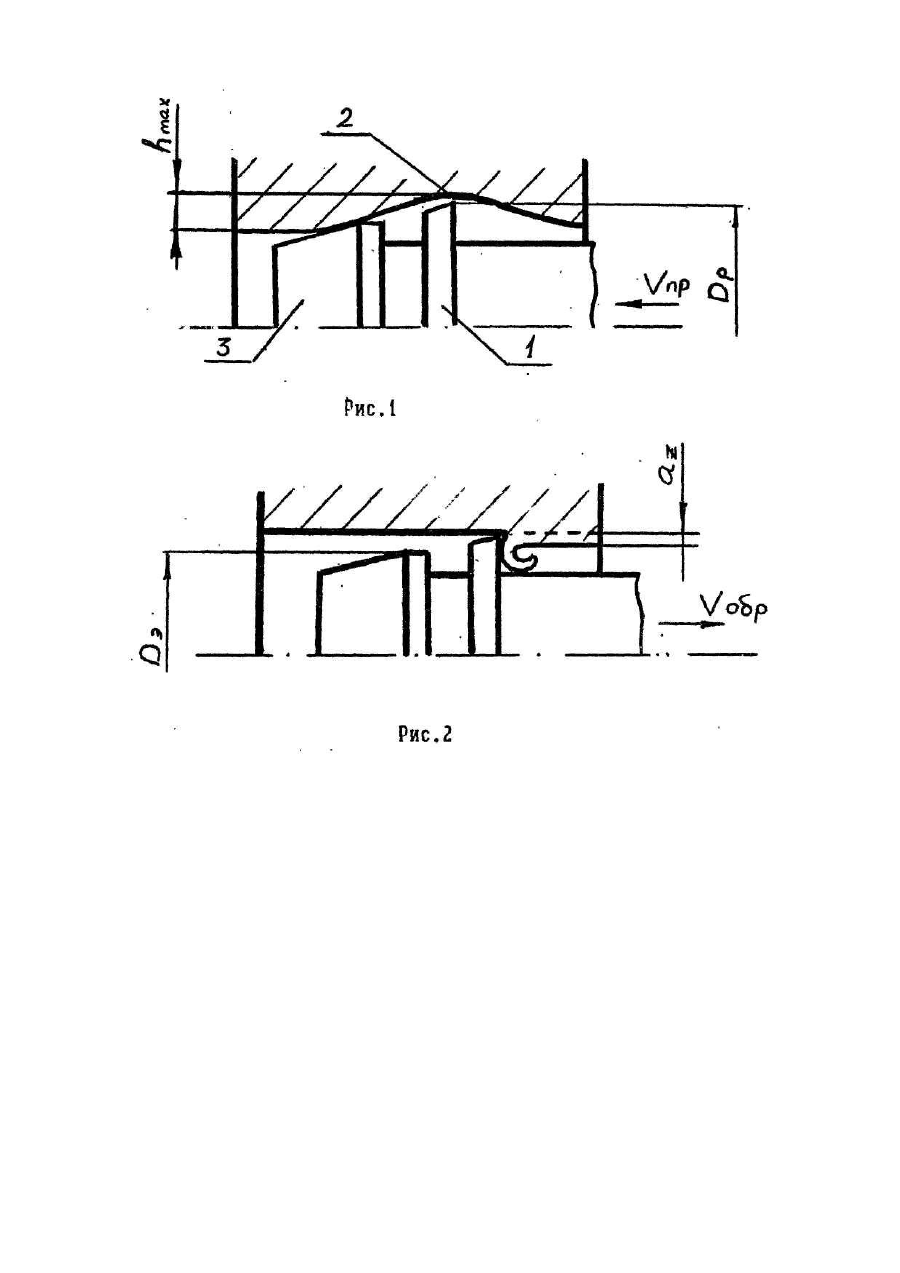
Изобретение относится к области обработки металла резанием и пластическим деформированием, в частности к способу обработки отверстий в деталях типа втулок и гильз способом, который включает предварительное холодное пластическое деформирование и резание. Наиболее близким техническим решением к заявленному является способ, обеспечивающий в различных вариациях совмещение холодного пластического деформирования с резанием, позволяющий достигать высоких показателей качества обработанной поверхности либо снижать затраты на обработку. Особенностью реализации такого способа является последовательное расположение деформирующих элементов и режущих зубьев [1]. Предварительное пластическое деформирование заготовки позволяет снизить припуск под режущие зубья за счет уменьшения погрешности формы отверстия и повысить обрабатываемость металла резанием. В итоге это положительно сказывается на энергетических показателях операции протягивания и качестве обработанной поверхности. Однако методы деформирующе-режущего протягивания, как и обычного режущего, относятся к методам одностороннего действия, то есть съема реализуется только при прямом перемещении, а обратный ход является холостым [1]. Последнее приводит к нерациональному использованию рабочего времени и влечет за собой потерю производительности и повышение энергозатрат на обработку. Использование обратного (холостого) хода инструмента в качестве рабочего, при реализации известных схем протягивания, нерационально по ниже следующим причинам. В процессе протягивания, в зависимости от физико-механических свойств обрабатываемого материала, параметров режима обработки и размеров заготовки, возможно возникновение разбивки или, чаще всего, усадки обработанного отверстия. При наличии разбивки, использовать обратный ход в качестве рабочего нет смысла, т.к. рабочие элементы либо не будут контактировать с обрабатываемой поверхностью вообще, или частично контактируя, приведут к ухудшению ее качества. В случае упругого восстановления детали (усадки) - калибрующие и некоторые режущие зубья могут входить в контакт с изделием по задней поверхности режущего клина и, тем самым, вызывать повышенный их износ, преждевременную потерю работоспособности инструмента и ухудшение качества обработанной поверхности. Задача, которую решает изобретение, заключается в повышении эффективности обработки отверстий деформирующе-режущими протяжками. Поставленная задача решается благодаря тому, что предлагаемый способ позволяет вести обработку при прямом и обратном ходе инструмента. Реализация указанного способа дает возможность снизить затраты инструментального материала, времени обработки (за счет снижения длины инструмента) и силы протягивания (за счет использования эффекта, возникающего при резании в направлении, противоположном деформированию). На рис. 1 изображена схема процесса обработки при прямом ходе инструмента – Vпр (процесс деформирования), согласно которой режущий зуб 1 располагается в области максимальной величины волны внеконтактной деформации 2, возникающей за деформирующим элементом 3. Режущий зуб 1 обращен передней поверхностью в сторону обратного хода инструмента – Vобр. На рис. 2 - схема процесса обработки при обратном ходе (процесс резания). При прямом ходе протяжки, деформирующий элемент пластически деформирует поверхностный слой заготовки 3. Из-за наличия волны внеконтактной деформации, режущий зуб не контактирует с обрабатываемой поверхностью. После вывода деформирующего элемента из зоны обработки, волна внеконтактной деформации исчезает и происходит упругое восстановление детали на величину ± Dh, которое, с учетом подъема на зуб, будет определять величину среза. На обратном ходе инструмента, режущий зуб 1 срезает заданный припуск предварительно (Сформированного слоя заготовки. Если имеет место разбивка отверстия (+Dh), то деформирующий элемент при обратном ходе в работе не участвует. При наличии усадки отверстия и соблюдении условий Da>Dp, деформирующий элемент создает дополнительную пластическую деформацию за режущим зубом. Для того, чтобы режущий зуб осуществлял процесс резания при обратном ходе инструмента и не вступал в контакт с изделием при прямом, необходимо выдержать условие 0
ДивитисяДодаткова інформація
Автори англійськоюCherniavskyi Oleksandr Vasyliovych
Автори російськоюЧернявский Александр Васильевич
МПК / Мітки
МПК: B23D 43/00
Мітки: деформуюче-ріжучого, протягування, спосіб
Код посилання
<a href="https://ua.patents.su/2-23646-sposib-deformuyuche-rizhuchogo-protyaguvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб деформуюче-ріжучого протягування</a>
Деформуюче-ріжуча протяжка

Номер патенту: 23465
Опубліковано: 02.06.1998
Автори: Лопатенко Сергій Гарнольдович, Чернявський Олександр Васильович, Чернявський Олег Олександрович
МПК: B23D 43/00
Мітки: протяжка, деформуюче-ріжуча
Формула / Реферат:
1. Деформирующе-режущая протяжка, состоящая из последовательно расположенных на оправке деформирующего и режущего зубьев, отличающаяся тем, что протяжка снабжена дистанционной втулкой, установленной на оправке между деформирующим и режущим зубьями, причем деформирующий зуб ориентирован по направлению прямого хода инструмента, а режущий - обратного, при этом расстояние между вершинами равно расстоянию до максимума волны внеконтактной...
Ручний пристрій для протягування з повертанням
Номер патенту: 11346
Опубліковано: 25.12.1996
Автори: Трусов Михайло Васильович, Корольков Юрій Акимович, Робаковський Ярослав Миколайович, Бурау Ігор Валентинович, Білоусов Микола Олександрович
МПК: B23D 41/00
Мітки: повертанням, ручний, протягування, пристрій
Формула / Реферат:
Ручное устройство для протягивания с вращением, содержащее корпус с опорной трубой, имеющей на внутренней поверхности винтовой паз, установленный в корпусе привод, связанный передаточным элементом с захватом для фиксации инструмента, имеющим водило, помещенное в винтовой паз опорной трубы, отличающееся тем, что, с целью расширения технологических возможностей устройства путем его установки в местах с ограниченной высотой в направлении оси...
Технологічна смазка для ріжучого інструмента
Номер патенту: 11351
Опубліковано: 25.12.1996
Автори: Лещинський Віктор Лукич, Лупкін Борис Володимирович, Зайцев Ігор Семенович, Олофінський Василь Йосифович
МПК: C10M 109/00, C10M 125/06, C10M 129/40, C10M 105/00, C10M 169/04, C10N 30/06, C10M 129/62, C10N 40/24
Мітки: смазка, інструмента, ріжучого, технологічна
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла высшей жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка содержит указанные компоненты в следующих количествах, мас.%:канифоль 30-32сера...
Технологічна смазка для ріжучого інструмента
Номер патенту: 12158
Опубліковано: 25.12.1996
Автори: Сай Алевтина Анатолієвна, Лещинський Віктор Лукич, Лупкін Борис Володимирович, Уразаєв Тімур Юсупович, Станіславський Валентин Миколайович
МПК: C10M 163/00, C10N 30/06, C10N 40/20
Мітки: смазка, інструмента, ріжучого, технологічна
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка дополнительно содержит N-хлорбензолсульфопамиднатрийтригидрат и натуральную олифу при следующем соотношении компонентов, мас.%:канифоль 15-18сера ...
Середовище для сульфідування ріжучого інструмента
Номер патенту: 9476
Опубліковано: 30.09.1996
Автори: Лупкін Борис Володимирович, Скок Тамара Павлівна, Олофінський Василь Йосипович, Уразаєв Тімур Юсупович, Лещинський Віктор Лукич
МПК: C23C 8/00
Мітки: сульфідування, ріжучого, інструмента, середовище
Формула / Реферат:
Среда для сульфидирования режущего инструмента, содержащая минеральное масло и серу, отличающаяся тем, что, с целью увеличения эксплуатационной стойкости, она дополнительно содержит канифоль, стеарин и натуральную олифу при следующем соотношении ингредиентов, мас.%:сера 10-11канифоль 38-39масло минеральное 12-13стеарин 26-27олифа...
Попередній патент: Електроліт для алмазно-електрохімічного шліфування постійних магнітів
Наступний патент: Осаджувальний електрод електрофільтра
Випадковий патент: Струминно-реактивна турбіна