Головка електродообмазувального преса
Номер патенту: 24094
Опубліковано: 31.08.1998
Автори: Гнатенко Михайло Федорович, Сучьок Олександр Дмитрович
Формула / Реферат
Головка электродообмазочного пресса, содержащая корпус с массопроводящим каналом, стержнепроводящую свечу с наконечником, направляющую втулку, калибрующую втулку с коническим входным отверстием, винты для ее регулирования, обмазочную камеру, образованную наконечником стержнепроводящей свечи, направляющей и калибрующей втулками, отличающаяся тем, что калибрующая втулка выполнена с коническими фасками с углом 15-45°, винты расположены параллельно оси подачи стержней и снабжены на концах конусами, сопрягаемыми с фасками калибрующей втулки, массопроводящий канал выполнен в виде, двух соосно расположенных цилиндрических полостей разного диаметра, размещенных непосредственно над обмазочной камерой, причем меньшая полость сопряжена с обмазочной камерой, а ее диаметр равен диаметру входного отверстия калибрующей втулки.
Текст
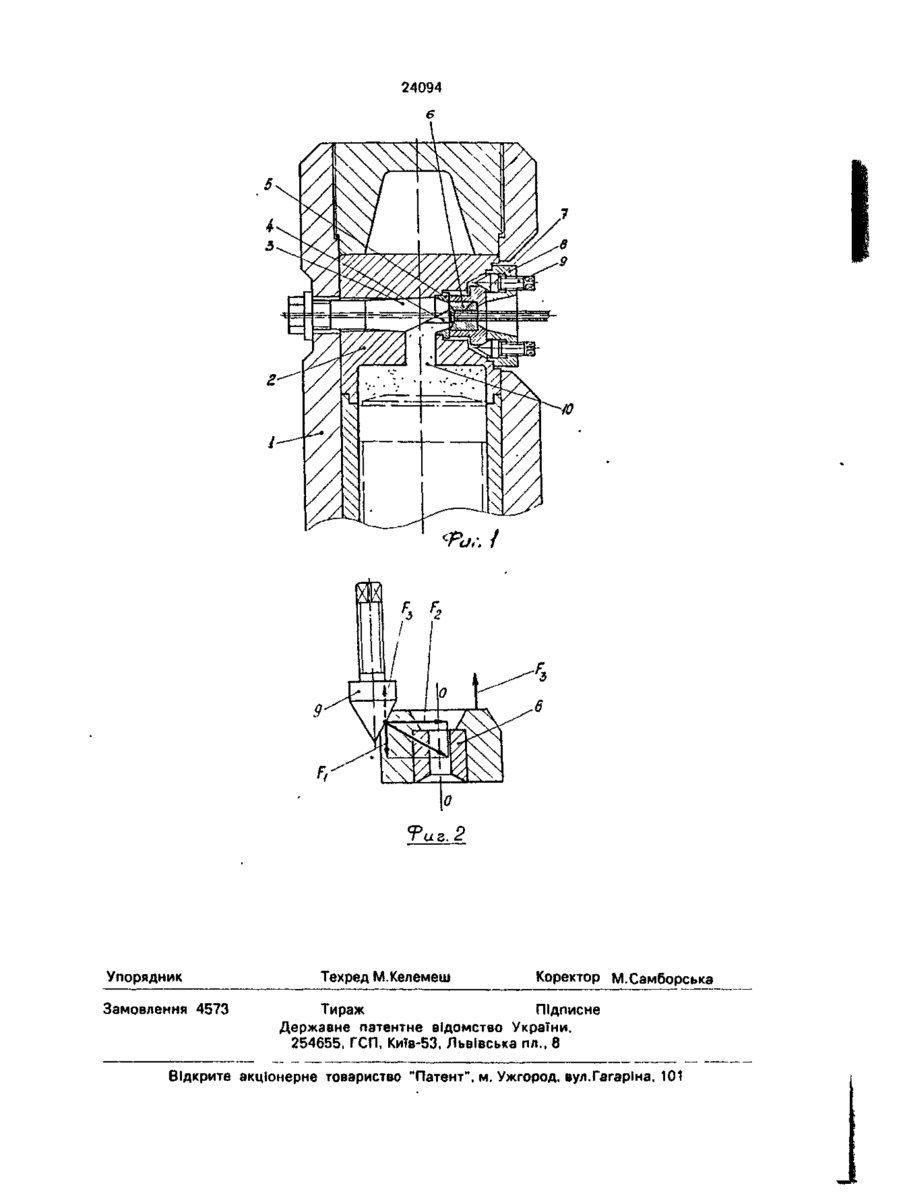
Головка электродообмазочного пресса, содержащая корпус с массопроводящим каналом, стержнепроводящую свечу с наконечником, направляющую втулку, калибрующую втулку с коническим входным отверстием, винты для ее регулирования, обмазочную камеру, образованную наконечником стержнепроводящей свечи, направляющей и калибрующей втулками, о т л и ч а ю щ а я с я тем, что калибрующая втулка выполнена с коническими фасками с углом 15-45°, винты расположены параллельно оси подачи стержней и снабжены на концах конусами, сопрягаемыми с фасками калибрующей втулки, массопроводящий канал выполнен в виде двух соосно расположенных цилиндрических полостей разного диаметра, размещенных непосредственно над обмазочной камерой, причем меньшая полость сопряжена с обмазочной камерой, а ее диаметр равен диаметру входного отверстия калибрующей втулки. С > ho Изобретение относится к производству электродов для ручной дуговой сварки на электродообмазочных прессах. Известна головка для обмазывания электродов под давлением [Авт.св.СССР № 61672, кл. В 23 К 35/40, 1941], содержащая стержнеподающую трубку с насадкой, образующей с направляющей втулкой обмазочную камеру, калибрующую втулку и винты для ее регулирования, расположенные перпендикулярно продольной оси продвижения электродов. Такое расположение регулировочных винтов не обеспечивает свободное перемещение калибрующей втулки для устранения разнотолщинности покрытия из-за силы трения, возникающей под давлением обмазочной массы на втулку, что приводит к ухудшению качества электродов. Известна головка электродообмазочного пресса [Авт.св.СССР № 1530392, кл. В 23 К 35/40, 1987], содержащая массопроводящий канал, стержнепроводящую свечу с наконечником, направляющий конус и калибрующую втулку, при этом на концевом участке наконечника свечи со стороны массопроводящего канала выполнен профильный срез под углом к его оси с заданным центральным углом. В данной конструкции головки масса в обмазочную камеру подается с одной стороны, что стабилизирует положение стержня, но не исключает необходимости регулировки толщины покрытия на стержнях путем перемещения калибрующей втулки с помощью винтов до установления ее соосности с наконечником стержнепроводящей свечи. При этом, корректировка положения о о 24094 втулки затруднена за счет сил трения, возникающих между втулкой и прижимной плитой под давлением обмазочной массы на втулку Корректировка соосности калибрующей 5 втулки и стержнепроводящего наконечника в процессе опрессовки стержней является обязательным условием изготовления качественных электродов. Сила трения втулки о прижимную плиту, вызывающая затруднения 10 корректировки разнотолщинности покрытия стержней в процессе их опрессовки, обуславливает ухудшение качества электродов. Известна головка электродообмазочного пресса [Авт.св.СССР № 893482, кл. В 23 К 15 35/40, 1979], содержащая корпус с массопроводящим каналом, стержнепроводящую свечу с наконечником, направляющую втулку, калибрующую втулку с коническим входным отверстием, винты для ее регули- 20 рования, расположенные перпендикулярно оси продвижения электродов, обмазочную камеру, образованную наконечником стержнепроводящей свечи, направляющей и калибрующей втулками. 25 В данной конструкции головки, как и во всех известных конструкциях, соблюдается один и тот же принцип перемещения калибрующей втулки, когда усилие от винтов направлено перпендикулярно усилию поджатия 30 втулки к поверхности прижимной плиты под действием обмазочной массы. Большая протяженность массопроводящих каналов создает большой перепад давлений в них обмазочной массы и, как следствие этого, 35 повышение энергозатрат на опрессовку электродов. Однако уменьшение длины массопроводящих каналов невозможно из-за конструктивного расположения регулировочных 40 винтов. Таким образом, в процессе изготовления электродов из-за больших сил трения, противодействующих усилию перемещения калибрующей втулки, невозможно своевременно осуществить тонкую регулировку тол- 45 щины покрытия, что снижает качество электродов. В основу изобретения положена задача создать такую обмазочную головку, конструкция которой позволила бы повысить ка- 50 чество электродов с покрытием и снизить энергозатраты на их изготовление путем сведения до минимума длины пути обмазочной массы в зону опрессовки без дополнительного перепада ее давления и 55 проведения своевременной и тонкой регулировки разнотолщинности покрытия электродов в ходе опрессовки. Согласно изобретениюголовка электродообмазочного пресса содержит корпус с массопроводящим каналом, стержнепроводящую свечу с наконечником, направляющую втулку, калибрующую втулку с коническим входным отверстием, винты для ее регулирования, обмазочную камеру, образованную наконечником стержнепроводящей свечи, направляющей и калибрующей втулками. Калибрующая втулка выполнена с коническими фасками под углом 15-45°, винты расположены параллельно оси подачи стержней и снабжены на концах конусами, сопрягаемыми с фасками калибрующей втулки, а массопроводящий канал выполнен в виде двух соосно расположенных цилиндричес-ких полостей разного диаметра, размещенных непосредственно над обмазочной камерой При этом, меньшая полость сопряжена с обмазочной камерой и ее диаметр равен диаметру входного отверстия калибрующей втулки. На фиг.1 показана головка электродообмазочного пресса, продольный разрез; на фиг.2 -схема действия сил на калибрующую втулку. Головка электродообмазочного пресса (фиг.1) включает корпус 1, в котором установлен вкладыш 2, содержащий стержнепроводящую свечу 3 с наконечником 4, образующим с направляющей втулкой 5 и калибрующей втулкой 6 обмазочную камеру 7. К капидрующей втулке 6 примыкает прижимная плита 8, в которой расположены четыре регулировочных винта 9 для перемещения втулки 6 в перпендикулярном ее оси направлении. Регулировочные винты 9 установлены таким образом, чтобы их продольная ось была параллельна продольной оси наконечника свечи 4, и выполнены на концах с конусами, примыкающими по их образующей линии к втулке б, у которой снята фаска под соответствующий конус. Во вкладыше 2 выполнен массопроводящий канал 10, состоящий из двух цилиндрических соосно расположенных полостей, переходящих в полость обмазочной камеры 7. Диаметр полости, соприкасающийся с обмазочной камерой 7, равен диаметру входного конуса калибрующей втулки б. Через стержнепроводящую свечу 3 с наконечником 4 стержни подаются в обмазочную камеру 7, куда одновременно из массопроводящего канала 10 поступает под давлением обмазочная масса Покрытие электрода формируется в калибрующей втулке 6. Регулировка разнотолщинности покрытия электрода осуществляется за счет смещения калибрующей втулки 6 по отношению к оси подачи стержня^ Стержень, выходящий из наконечника свечи 4 под 24094 давлением массы смещается от продольной оси калибрующей втулки 6. и это смещение необходимо корректировать ее положением. В известных конструкциях электродообмазочных головок использован принцип перемещения калибрующей втулки под действием усилий, направленных перпендикулярно ее продольной оси. В связи с тем. что в процессе изготовления электродов на калибрующую втулку действует давление опрессовки, она с силой поджимается к прижимной плите, в результате чего между ними создается повышенное трение. Для преодоления сил трения в процессе регулировки положения калибрующей втулки требуется прилагать большие усилия. Однако в ходе опрессовки затруднительно создавать своевременно большие усилия регулировки, что приводит к увеличению разнотолщинности покрытия электродов или к прерыванию процесса опрессовки для настройки концентричности. Как показано на фиг.2 в предлагаемой конструкции головки электродообмазочного пресса усилие регулировочных винтов 9 с конусами направлено под заданным углом к калибрующей втулке 6 и раскладывается на две эффективные составляющие: силу Fa перемещения втулки в направлении, перпендикулярном ее оси, и силу отжатия Ft. направленную на компенсацию силы поджатия F3 втулки 6 к прижимной плите 8. В результате частичной компенсации силы поджатия F3 уменьшается трение втулки о плиту, и в таких облегченных условиях составляющая F2 перемещения обеспечивает свободное смещение калибрующей втулки 6, что позволяет производить своевременную и тонкую регулировку разнотолщинности покрытия электродов в ходе опрессовки (под давлением обмазочной массы). Регулировка положения втулки 6 осуществляется с помощью четырех однонаправленных винтов 9, которые в процессе работы попарно выкручиваются и закручиваются. Использование регулировочных винтов с конусами, угол при вершине которых составляет 15~45°С. и выполнение калибрующей втулки с фаской под соответствующий конус, обеспечивает наиболее оптимальные условия для улучшения качества электродов путем уменьшения разнотолщинности покрытия. 5 10 15 20 25 30 35 40 45 50 55 6. При увеличении угла конуса винта более 45° увеличивается составляющая Fi отжатия и уменьшается ?г перемещения. При этом повышенное усилие отжатия не только компенсирует F3 поджатия, но и вызывает перемещение калибрующей втулки б преимущественно в направлении, параллельном к оси подачи стержня, что не обеспечивает необходимой регулировки разнотолщинности покрытия на стержне. При уменьшении угла конуса винта менее 15° уменьшается составляющая Fi отжатия и увеличивается F2 перемещения, но при этом смещение втулки перпендикулярно к оси подачи стержня будет незначительным, и для изменения ее положения потребуется длительная по времени манипуляция с регулировочными винтами, что недопустимо в ходе опрессовки электродов, тэк как замедленное реагирование на разнотолщинность покрытия приведет к ухудшению качества электродов. Предложенное конструктивное расположение регулировочных винтов 9 позволяет максимально приблизить калибровочную втулку 6 к продольной оси массопроводящего канала 10, расположить его непосредст-, венно над обмазочной камерой 7 и свести до минимума длину пути обмазочной массы в зону опрессовки. При этом диаметр узкой цилиндрической полости массопроводящего канала 10 должен быть равен диаметру входного конуса калибрующей втулки б, который вместе с направляющей втулкой 5 и наконечником свечи 4 образует обмазочную камеру 7. Соответствие указанных диаметров обеспечивает подачу обмазочной массы в камеру 7 без сужения потока, в результате чего не создается дополнительный перепад давлений. Выполнение широкой полости массопроводящего канала 10 в виде цилиндра обеспечивает подачу обмазочной массы в узкую полость без входного угла. Таким образом, выполнение узла регулирования разнотолщинности покрытия электродов, позволяющее приблизить калибрующую втулку к продольной оси массопроводящего канала, конструктивное выполнение канала и обеспечение минимального пути подачи массы без дополнительного перепада ее давления позволяет повысить качество электродов и снизить энергозатраты на их изготовление. fo.: / 0 9и г. Упорядник Замовлення 4573 Техред М.Келемеш Коректор М.Самборська Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюHead of extrusion press
Автори англійськоюHnatenko Mykhailo Fedorovych, Suchiok Oleksandr Dmytrovych
Назва патенту російськоюГоловка электродообмазочного пресса
Автори російськоюГнатенко Михаил Федорович, Сучек Александр Дмитриевич
МПК / Мітки
МПК: B23K 35/40
Мітки: преса, електродообмазувального, головка
Код посилання
<a href="https://ua.patents.su/4-24094-golovka-elektrodoobmazuvalnogo-presa.html" target="_blank" rel="follow" title="База патентів України">Головка електродообмазувального преса</a>
Пишуча струминна чорнильна головка
Номер патенту: 18299
Опубліковано: 25.12.1997
Автори: Ленчук Володимир Семенович, Шишкін Павло Гаврилович, Базилевич Віктор Всеволодович, Гурвич Георгій Олексійович
МПК: G01B 21/00, G01D 15/16
Мітки: пишуча, головка, чорнильна, струминна
Формула / Реферат:
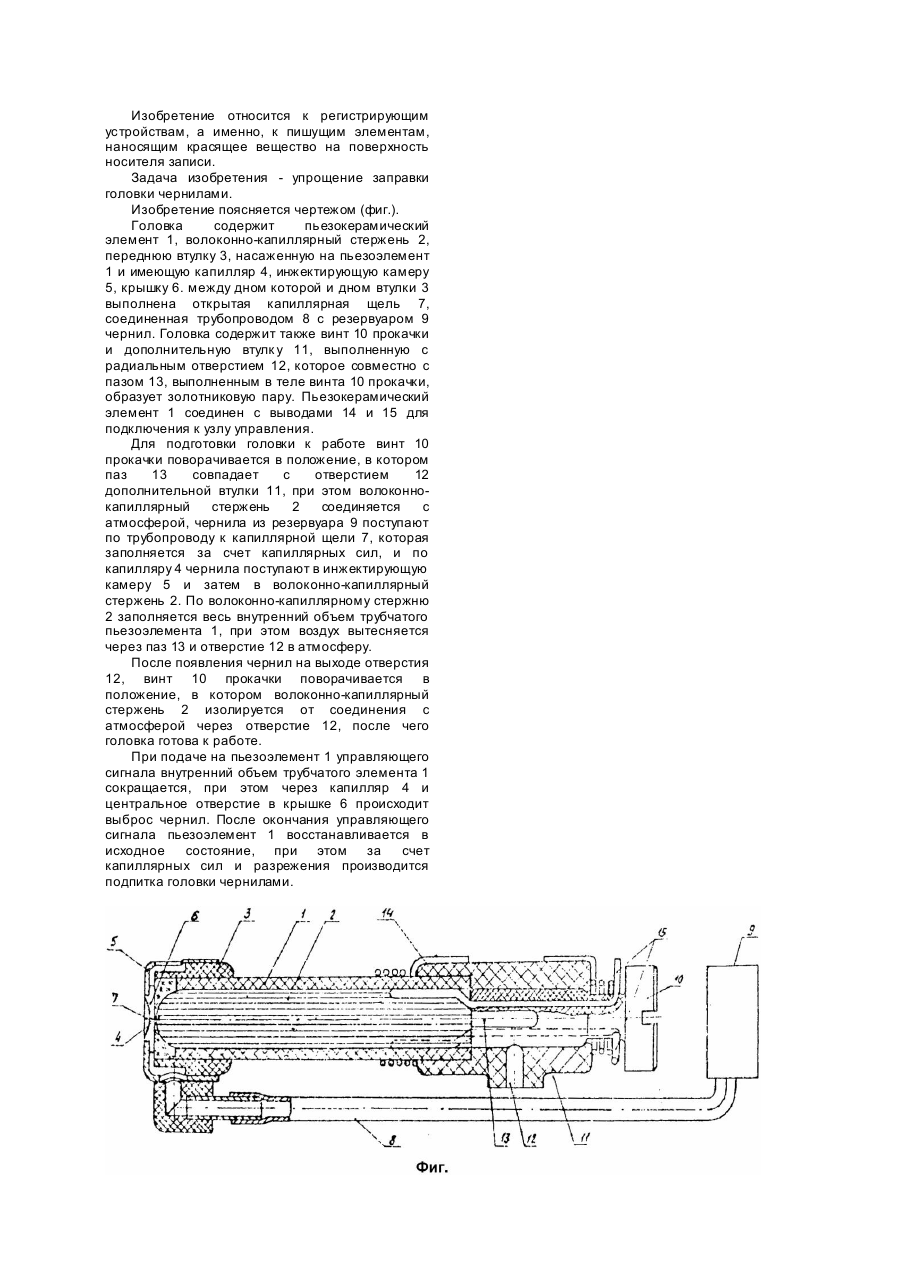
Пишущая струйная чернильная головка, содержащая соосно и последовательно расположенные стаканообразные крышку и втулку, цилиндрический пьезоэлемент и винт прокачки, при этом крышка выполнена с центральным отверстием, втулка выполнена с сообщающимися центральным капилляром и центральной инжектирующей камерой, пьезоэлемент соединен одним концом с втулкой, а другим - с винтом прокачки, втулка смонтирована внутри крышки с капиллярным зазором...
Ограоча головка
Номер патенту: 533
Опубліковано: 15.12.1993
Автори: Д'яков Микола Борисович, Почтаренко Олександр Георгійович, Ласкін Валентин Пилипович
МПК: B28D 5/00
Формула / Реферат:
Ограночная головка, содержащая корпус с цилиндрической полостью, в которой с помощью шпиндельной втулки на подшипниках соосно смонтирован с возможностью вращения и осевого перемещения цанговый патрон для крепления обрабатываемого камня, а также механизм микроподстройки, смонтированный в корпусе на шпиндельной втулке, отличающаяся тем, что подшипники разнесены подлине шпиндельной втулки со смещением одного из них к ее торцу в направлении...
Головка циліндрів двигуна внутришнього згорання
Номер патенту: 13414
Опубліковано: 16.12.1996
Автор: Маковій Вячеслав Степанович
МПК: F02F 1/24, F02B 75/04
Мітки: циліндрів, внутрішнього, головка, згорання, двигуна
Формула / Реферат:
Головка цилиндров двигателя внутреннего сгорания, содержащая размещенные в ней клапанный механизм, каналы для подвода и отвода газов, полости для охлаждающей жидкости и камеры сгорания с соответствующими гнездами для установки свечей зажигания или форсунок и клапанов, отличающаяся тем, что каждая камера сгорания разделена на отсеки.
Таріровочна гаєчна головка гайковерта
Номер патенту: 9427
Опубліковано: 30.09.1996
Автори: Шахлевич Борис Дмитрович, Вільський Віктор Абрамович, Постушенко Віталій Миколайович
МПК: B25B 21/00
Мітки: головка, гаєчна, таріровочна, гайковерта
Формула / Реферат:
Тарировочная гаечная головка гайковерта, содержащая корпус с размещенными в нем рабочим наконечником с упругими элементами и регулировочным кольцом, отличающаяся тем, что, с целью упрощения регулировки крутящего момента, упругие элементы выполнены в виде диаметрально расположенных плоских пластин с рабочими поверхностями, обращенными друг к другу, расстояние между которыми соответствует размеру "под ключ", и охваченных подвижным...
Пристрій для опресовування колони труб в свердловині

Номер патенту: 13846
Опубліковано: 25.04.1997
Автори: Субаєв Абдулла Закірович, Римчук Данило Васильович, Ленкевич Юрій Євгенович, Бондарєв Віктор Артемович
МПК: E21B 17/00
Мітки: свердловини, пристрій, колони, опресовування, труб
Формула / Реферат:
Устройство для опрессовки колонны труб в скважине, включающее корпус с присоединительными резьбами, втулку с осевым каналом и седлом под шаровой запорный орган, размещенную в корпусе, и механизм открытия осевого канала, отличающееся тем, что механизм открытия осевого канала выполнен в виде установленной в корпусе устройства на кронштейне на осях подпружиненной поворотной рамы, с образованием приемной камеры для шарового запорного...