Спосіб плавки в дуговій сталеплавильній печі
Номер патенту: 24098
Опубліковано: 31.08.1998
Автори: Кубрак Олександр Васильович, Дудко Георгій Федорович, Тіщенко Петро Ілліч
Текст
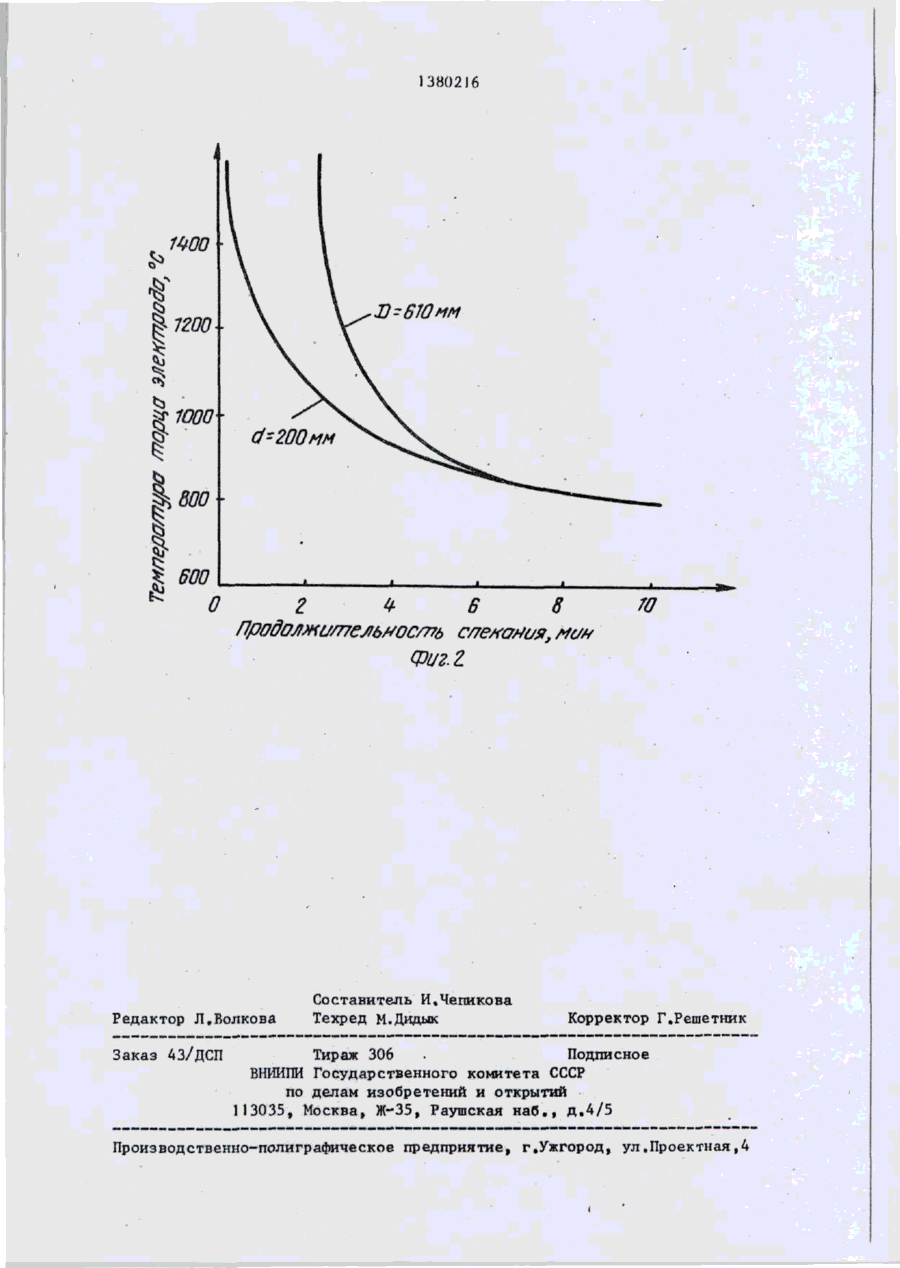
Изобретение относится к металлургии, в частности к работе дуговых / сталеплавильных печей. Целью изобретения является снижение расхода электродов и повышение производительности печи за - счет реставрации рабочих торцов электродов в периоды заправки и завалки печи. Способ работы дуговой сталеплавильной печи включает расплавление шихты, выпуск расплава из печи, отведение свода 3 и графитированных электродов 1 при заправке и завалке печи. Снижение расхода электродов и повышение производительности печи достигается за счет того, что электроды 1 в отведенном положении при температуре торцов не менее 900 С опускают в і установленные под ними формы 4, а свободное пространство между электродами 1 и формами 4 заполняют г самоспекающейся массой 6, 2 ил. (Л Фиг1 9-ї 1380216 сы 6 и образование между стенкой форИзобретение относится к металлурмы 4 и спекшейся массой жидгой фазы гии, в частности к работе дуговых . каменноугольного пека, что способстсталеплавильных печей„ Целью изобретения является сниже- с вует беспрепятственному выходу электрода из формы. Для подъема и опусние расхода электродов и повышение кания электрода используют механизм производительности печи за счет р е с перемещения электродов печи. таврации рабочих торцов электродов в периоды заправки и завалки печи а Изобретение опробовано при выплавНа фиг.1 показан один из графити- 10 ке сталив дуговых сталеплавильных печах ДСП-Зи ДСП-ЮОНЗАс графитированрованных электродов трехфазной д у г о ными электродами диаметром 200 и вой сталеплавильной печи в отведен610 мм соответственно. Температуру торном положении в периоды заправки и цОв электродов определяли оптическим завалки печи; на фиг.2 - кривые з а висимости продолжительности выдержки 15 пирометром в межплавочный период при заправке и завалке печи, В к а электродов в формах (продолжительчестве самоспекающейся массы испольность спекания) от температуры торзовали смесь следующего с о с т а в а , £ : , цов электродов диаметрами 200 и каменноугольный пек 30, алюминиевый 610 мм. Графитировэнный электрод 1, удер- 20 порошок 25 (по ТУ 48-01-73-71)» бой графитированных электродов фракцией живаемый электрододержателем 2, про15-20 мм 42, порошковая известь 3» пущен через отверстие свода 3 печи. Установлено, что при температуре торСоосно электроду 1 установлена цицов электродов менее 900 С процесс линдрическая форма 4, над которой •ус спекания огнеупорной массы резко наклонно установлен желоб 5, по кото- * * ухудшается в связи с недостатком • рому подают самоспекающуюся массу 6, тепла для коксования самоспекающейСпособ осуществляют следующим обся массы. Продолжительность спекаразом. ния массы при температуре торцов В дуговую сталеплавильную печь з а электродов 9 0 0 - Ю 0 0 в О составила 3 валивают шихту, зажигают электричес- *® 5 мий, при температуре 1400-1600°С кне дуги между торцами графитирован0 , 3 - 2 , 5 мин ( с м . ф и г . 2 ) о ных электродов и шихтой, расплавляют Изобретение позволяет снизить е е , с помощью регуляторов и приводов расход графитированных электродов на обеспечивают автоматическое верти20-30% и повысить производительность кальное перемещение электродов в про- 35 печи на 2-3% 0 цессе плавки, наращивают и перепускаI ют электроды по мере их износа, довоФ о р м у л а и з о б р е т е н и я дят сплав до заданных химического Способ плавки в дуговой сталепласостава и температуры, выпускают расплав из печи и после этого осуществля- 40 вильной печи, включающий расплавление шихты, выпуск расплава из печи, ют заправку и завалку печи для провеотведение свода и графитированных дения очередной плавки. электродов при заправке и завалке Во время завалки и заправки печи печи, о т л и ч а ю щ и й с я тем, свод 3 отводят в сторону,, Электрод 1 опускают в форму 4 , образовавшуюся 45 что, с целью снижения расхода электродов и повышения производительности между электродом 1 и стенками формы * печи з а счет реставрации рабочих тор4 полость заполняют посредством накцов электродов в периоды заправки и лонного желоба 5 самоспекающейся завалки печи, электроды в отведенном массой 6 е Под действием тепла, аккумулированного электродом 1, происхо- 50 положении при температуре торцов не менее 900°С опускают в установленные дит размягчение, плавление и коксопод ними формы, а свободное пространвание самоспекающейся массы 6 О Выдержство между электродами и формами з а ка в форме 4 в течение 0,3-5 мин полняют самоспекающейся массой. (см,фиг,2) обеспечивает спекание мас 1380216 Продолжительность Фиг.1 Редактор Л.Волкова Заказ 43/дсП Составитель И.»Чепикова Техред М.Дидык W мин Корректор Г,Решетник Тираж 306 . Подписное В И П Государственного комитета СССР НИИ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5 Производственно-полиграфическое предприятие, г,Ужгород, ул.Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for melting in arc steelmelting furnace
Автори англійськоюTischenko Petro Illich, Kubrak Oleksandr Vasyliovych, Dudko Heorhii Fedorovych
Назва патенту російськоюСпособ плавки в дуговой сталеплавильний печи
Автори російськоюТищенко Петр Ильич, Кубрак Александр Васильевич, Дудко Георгий Федорович
МПК / Мітки
МПК: C21C 5/52
Мітки: сталеплавильний, печі, дуговій, плавки, спосіб
Код посилання
<a href="https://ua.patents.su/4-24098-sposib-plavki-v-dugovijj-staleplavilnijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб плавки в дуговій сталеплавильній печі</a>
Спосіб одержання високоякісної сталі в дуговій сталеплавильній печі
Номер патенту: 19365
Опубліковано: 25.12.1997
Автори: Іванов Сергій Анатолійович, Пономарьов Лев Львович, Іванов Анатолій Йосипович
МПК: C21C 5/52
Мітки: печі, сталі, високоякісної, одержання, дуговій, сталеплавильний, спосіб
Формула / Реферат:
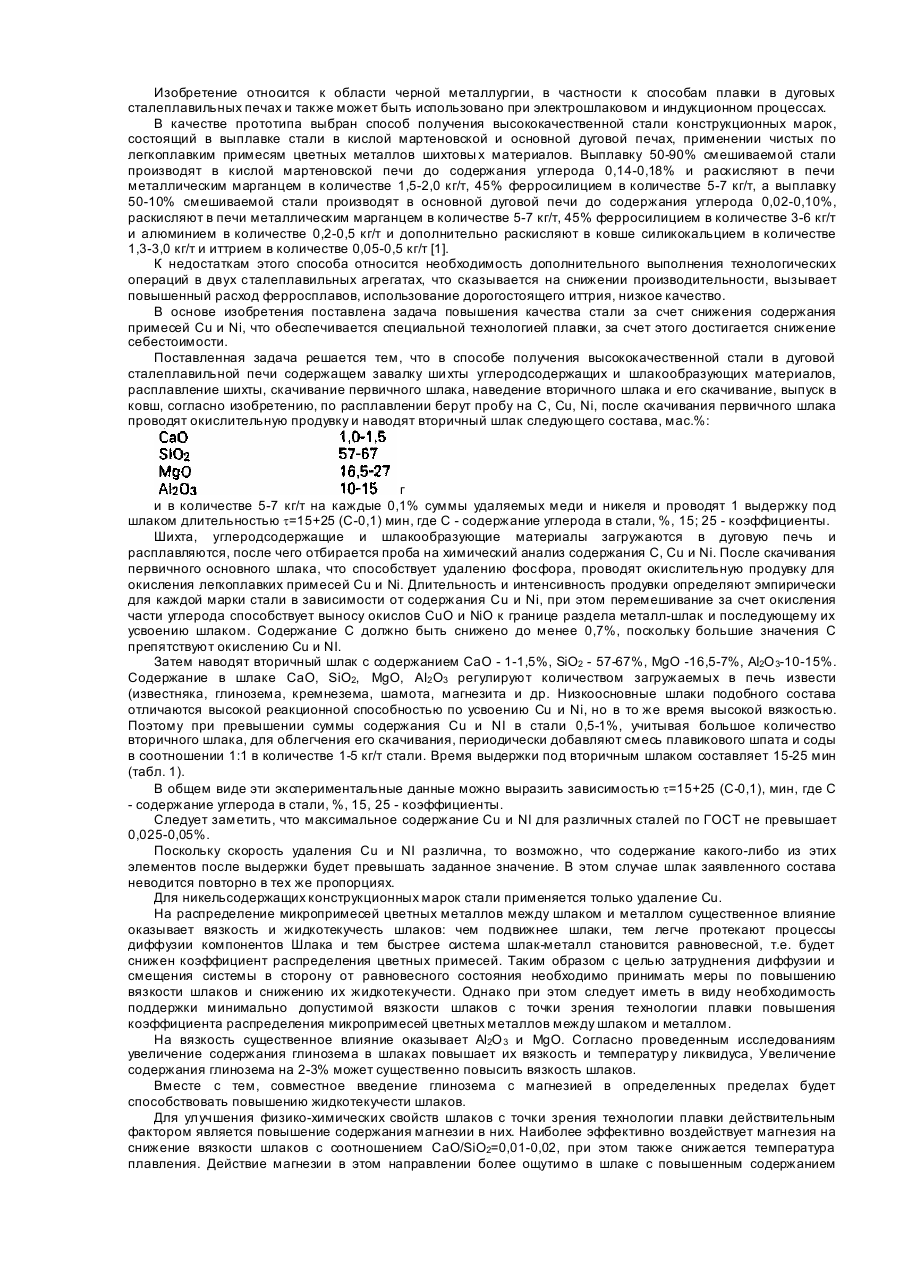
Способ получения высококачественной стали в дуговой сталеплавильной печи, включающий завалку шихты, углеродсодержащих и шлакообразующих материалов, расплавление шихты, скачивание первичного шлака, наведение вторичного шлака и его скачивание, выпуск в ковш, отличающийся тем, что по расплавлении берут пробу на С, Сu и Ni, после скачивания первичного шлака проводят окислительную продувку и наводят вторичный шлак следующего состава,...
Спосіб виплавки низьколегованої сталі у подовій сталеплавильній печі
Номер патенту: 1464
Опубліковано: 25.07.1994
Автори: Тарасов Віктор Іванович, Бондаренко Микола Андрійович, Жердєв Олександр Сергійович, Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Локтіонов Петро Якович
МПК: C21C 5/04
Мітки: виплавки, спосіб, печі, сталі, сталеплавильний, подовий, низьколегованої
Формула / Реферат:
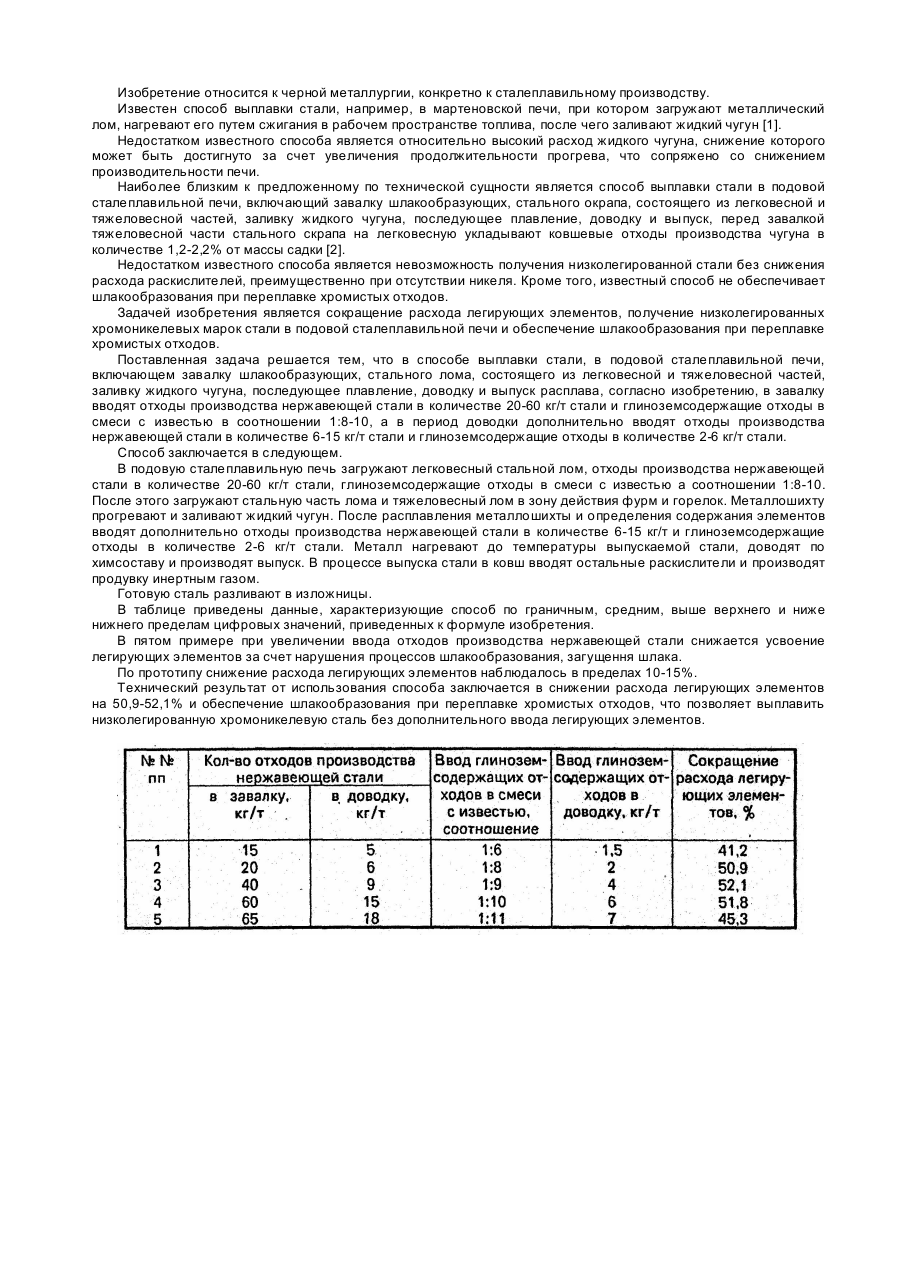
Способ выплавки низколегированной стали в подовой сталеплавильной печи, включающий закрузку в ванну шлакообразующих материалов, легковесного и тяжеловесного стального лома, заливку жидкого чугуна, последующее плавление, доводку и выпуск расплава, отличающийся тем, что в завалку загружают отходы производства нержавеющей стали в количестве 20-60 кг/т стали и глиноземсодержащие отходы в смеси с известью в соотношении 1:8-10, а в период доводки...
Пристрій для незалежного регулювання електричного режиму в трифазній дуговій печі
Номер патенту: 14965
Опубліковано: 04.03.1997
Автори: Паранчук Ярослав Степанович, Марущак Ярослав Юрійович, Лозинський Орест Юліанович
МПК: H05B 7/148
Мітки: режиму, електричного, печі, незалежного, пристрій, дуговій, трифазній, регулювання
Формула / Реферат:
Пристрій для незалежного регулювання електричного режиму в трифазній дуговій печі, який містить в колі регулювання кожної фази давач струму і давач напруги, виходи яких з'єднані з відповідними входами блока порівняння, вихід якого з'єднаний через ключ з механізмом переміщення електрода своєї фази, який відрізняється тим, що пристрій додатково споряджений в кожній фазі блоком фільтра постійної складової струму дуги, входи яких з'єднані з...
Спосіб регулювання випалювання вапна в печі з киплячим шаром
Номер патенту: 9143
Опубліковано: 30.09.1996
Автори: Тиховидов Сергій Олексійович, Зуєв Володимир Ілліч, Ванжа Анатолій Миколайович, Дорогий Ігор Олександрович, Волохов Віталій Олександрович, Коновалов Микола Федорович
МПК: F27B 15/00
Мітки: спосіб, киплячим, печі, шаром, вапна, регулювання, випалювання
Формула / Реферат:
Способ регулирования обжига извести в печи с кипящим слоем, включающий измерение температуры материала в слое в камере обжига, измерение расхода воздуха и топлива к группам горелок, размещенных в днище камеры обжига, отличающийся тем, что, с целью увеличения производительности печи, дополнительно измеряют температуру материала в выгрузочных переточных каналах из камеры обжига в камеру охлаждения, сравнивают ее с температурой материала в...
Спосіб керування станом фурмових зон доменної печі
Номер патенту: 7807
Опубліковано: 26.12.1995
Автори: Мікрюков Борис Григорович, Малишко Євген Тимофійович, Левитський Всеволод Вячеславович
МПК: C21B 5/00
Мітки: станом, фурмових, доменної, печі, керування, зон, спосіб
Формула / Реферат:
Способ управления состоянием фурменных зон доменной печи, включающий изменение расходов дутья, пара и углеводородных добавок по фурмам по отклонениям температуры фурменных зон от заданных значений, отличающийся тем, что, с целью снижения удельного расхода кокса и повышения производительности печи путем выравнивания по ее окружности теплового и газодинамического состояний фурменных зон, определяют среднее значение амплитуды пульсации...
Попередній патент: Шахтний ізолюючий саморятівник
Наступний патент: Спосіб формування матрично-капельного контакту до напівпровідників a iii b v
Випадковий патент: Шпала залізобетонна